JP4144476B2 - 鍛造焼ならしシミュレーション方法 - Google Patents
鍛造焼ならしシミュレーション方法 Download PDFInfo
- Publication number
- JP4144476B2 JP4144476B2 JP2003301281A JP2003301281A JP4144476B2 JP 4144476 B2 JP4144476 B2 JP 4144476B2 JP 2003301281 A JP2003301281 A JP 2003301281A JP 2003301281 A JP2003301281 A JP 2003301281A JP 4144476 B2 JP4144476 B2 JP 4144476B2
- Authority
- JP
- Japan
- Prior art keywords
- furnace
- normalizing
- forging
- temperature
- steel material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images








Landscapes
- Control Of Heat Treatment Processes (AREA)
Description
このようにすれば,組織変態させるための最低必要な温度が決定できるので,その温度より低温にならないように設定温度を決定すればよい。これにより,なるべく短い均熱時間とすることができる。
焼ならし炉の出入り口は,通常開放状態であって外気が出入りする。そこで,このようにすれば,この出入り口部分の熱伝達状態を中央部分と区分して,より精度よくシミュレートすることができるからである。
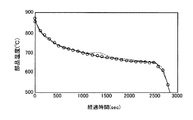
以下では,鋼材部品10が,放冷コンベア2上にある時間を放冷時間,鍛造焼ならし炉3中にある時間を均熱時間という。また,鋼材部品10が,鍛造プレス機1から出るときの温度を鍛造打ち上がり温度,鍛造焼ならし炉3に投入されるときの温度を炉投入温度という。
例えば,各種パラメータのうち,熱伝導率や比熱等の材質に固有のものは予め入力しておいてもよい。また,鋼種とその等温変態曲線はデータベース化しておけば,ワーク毎に入力する必要はない。
また例えば,フェライト系であれば,特殊鋼にも適用できる。
3 鍛造焼ならし炉
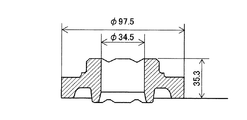
10 鋼材部品
Claims (3)
- 鋼材を鍛造加工してその後焼ならしする処理を伝熱解析によりシミュレートする鍛造焼ならしシミュレーション方法において,
対象鋼材の材種から焼ならし炉の設定温度を決定する焼ならし温度決定工程と,
鍛造打ち上がりから焼ならし炉への投入までの間における対象鋼材の温度変化を解析して対象鋼材の焼ならし炉への投入時における温度を求める放冷域解析工程と,
焼ならし炉内での対象鋼材の温度変化及び相変態を解析する炉内域解析工程とを含み,
前記炉内域解析工程では,対象鋼材中の目的相の生成割合の時間変化をシミュレートし,そのシミュレート結果に基づいて対象鋼材の焼ならし炉内での必要な滞在時間を求めることを特徴とする鍛造焼ならしシミュレーション方法。 - 請求項1に記載する鍛造焼ならしシミュレーション方法において,
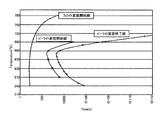
前記温度決定工程では,対象鋼材の材種における目的相の等温変態曲線のノーズ先端温度に基づいて設定温度を決定することを特徴とする鍛造焼ならしシミュレーション方法。 - 請求項1に記載する鍛造焼ならしシミュレーション方法において,
焼ならし炉内での対象鋼材からの放熱の熱伝達率を,焼ならし炉の出入り口部分と中央部分とのそれぞれについて求める炉内熱伝達率算出工程をさらに含み,
前記炉内域解析工程では,前記炉内熱伝達率算出工程で求められた熱伝達率を用いて解析を行うことを特徴とする鍛造焼ならしシミュレーション方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003301281A JP4144476B2 (ja) | 2003-08-26 | 2003-08-26 | 鍛造焼ならしシミュレーション方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2003301281A JP4144476B2 (ja) | 2003-08-26 | 2003-08-26 | 鍛造焼ならしシミュレーション方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005068509A JP2005068509A (ja) | 2005-03-17 |
| JP4144476B2 true JP4144476B2 (ja) | 2008-09-03 |
Family
ID=34405951
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003301281A Expired - Fee Related JP4144476B2 (ja) | 2003-08-26 | 2003-08-26 | 鍛造焼ならしシミュレーション方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4144476B2 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008268108A (ja) * | 2007-04-24 | 2008-11-06 | Ihi Corp | 熱処理シミュレーション方法 |
| KR100931783B1 (ko) * | 2009-04-22 | 2009-12-14 | 송복한 | 균열소요시간 측정기능을 구비하는 가열장치 및 그 제어 방법 |
| CN113528766A (zh) * | 2021-08-04 | 2021-10-22 | 安徽一本精工科技有限公司 | 一种20Cr2Ni4钢材的等温正火工艺 |
-
2003
- 2003-08-26 JP JP2003301281A patent/JP4144476B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2005068509A (ja) | 2005-03-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5919384B2 (ja) | 材料組織予測装置、製品製造方法及び材料組織予測方法 | |
| Steinbeiss et al. | Method for optimizing the cooling design of hot stamping tools | |
| Cho et al. | A study on the hot-deformation behavior and dynamic recrystallization of Al–5 wt.% Mg alloy | |
| CN105930605A (zh) | 感应淬火处理轴零件的淬硬层深度测量方法 | |
| Barglik et al. | Influence of the magnetic permeability on modeling of induction surface hardening | |
| Demazel et al. | Investigation of the progressive hot die stamping of a complex boron steel part using numerical simulations and Gleeble tests | |
| JP4144476B2 (ja) | 鍛造焼ならしシミュレーション方法 | |
| Jeon et al. | Effect of hot-stamping process conditions on the changes in material strength | |
| Keleshian et al. | On the distortion and warpage of 7249 aluminum alloy after quenching and machining | |
| US20180347006A1 (en) | Method for deriving cooling time when quenching steel material, method for quenching steel material, and method for quenching and tempering steel material | |
| JP6610301B2 (ja) | 硬さ解析方法および硬さ解析プログラム | |
| Skubisz et al. | Selection of direct cooling conditions for automotive lever made of microalloyed steel | |
| JP2008161924A (ja) | 鋼材の製造方法、鋼材の冷却制御装置、及び、鋼材の製造装置 | |
| RU2413777C1 (ru) | Способ термической обработки изделий из стали и сплавов | |
| JP2008297583A (ja) | 表面硬度の上限規定が設けられている厚鋼板の製造方法および製造設備 | |
| JP4762758B2 (ja) | 線状加熱方法及び線状加熱制御システム | |
| Choi et al. | Computational Modelling and Experimental Analysis of Hardness and Microstructure of Reinforcing Bars Produced by Tempcore Process | |
| Kotrbacek et al. | Study of heat transfer distribution during plate heat treatment | |
| Tomasch et al. | Deep drawing of press hardening steels | |
| Porzner et al. | Computer Modeling of Hot Stamping | |
| US20060266125A1 (en) | Method of predicting damage of dies | |
| Dos Santos et al. | Model for microstructure prediction in hot strip rolled steels | |
| Labib et al. | Instrumentation and simulation of industrial steel wire rod cooling line | |
| Riera et al. | Simulation of hot stamping processes | |
| Choi et al. | Prediction of hardness for partially quenched boron steel using quench factor analysis |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20051115 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060926 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080527 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080609 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110627 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110627 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120627 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120627 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130627 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |