JP4132052B2 - 横断要素、金属プッシュ・ベルト、およびこれを製造するための方法および処理ツール - Google Patents
横断要素、金属プッシュ・ベルト、およびこれを製造するための方法および処理ツール Download PDFInfo
- Publication number
- JP4132052B2 JP4132052B2 JP2003568272A JP2003568272A JP4132052B2 JP 4132052 B2 JP4132052 B2 JP 4132052B2 JP 2003568272 A JP2003568272 A JP 2003568272A JP 2003568272 A JP2003568272 A JP 2003568272A JP 4132052 B2 JP4132052 B2 JP 4132052B2
- Authority
- JP
- Japan
- Prior art keywords
- transverse element
- transverse
- manufacturing
- tool
- press
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
- 238000000034 method Methods 0.000 title claims description 68
- 238000004519 manufacturing process Methods 0.000 title claims description 29
- 238000012545 processing Methods 0.000 title claims description 25
- 239000002184 metal Substances 0.000 title description 4
- 229910052751 metal Inorganic materials 0.000 title description 4
- 230000002093 peripheral effect Effects 0.000 claims description 58
- 230000008569 process Effects 0.000 claims description 56
- 238000004080 punching Methods 0.000 claims description 32
- 239000000463 material Substances 0.000 claims description 26
- 230000005540 biological transmission Effects 0.000 claims description 5
- 238000003825 pressing Methods 0.000 description 14
- 230000008901 benefit Effects 0.000 description 9
- 238000000465 moulding Methods 0.000 description 7
- 238000007493 shaping process Methods 0.000 description 7
- 238000005520 cutting process Methods 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- 238000011161 development Methods 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 238000001723 curing Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 230000000284 resting effect Effects 0.000 description 2
- 239000004575 stone Substances 0.000 description 2
- 230000007704 transition Effects 0.000 description 2
- 238000005452 bending Methods 0.000 description 1
- 238000012512 characterization method Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000002349 favourable effect Effects 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
- 238000009499 grossing Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000004886 process control Methods 0.000 description 1
- 239000002436 steel type Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 238000012546 transfer Methods 0.000 description 1
Images





Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16G—BELTS, CABLES, OR ROPES, PREDOMINANTLY USED FOR DRIVING PURPOSES; CHAINS; FITTINGS PREDOMINANTLY USED THEREFOR
- F16G5/00—V-belts, i.e. belts of tapered cross-section
- F16G5/16—V-belts, i.e. belts of tapered cross-section consisting of several parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D53/00—Making other particular articles
- B21D53/14—Making other particular articles belts, e.g. machine-gun belts
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
- Forging (AREA)
Description
本発明の製造方法を適用することにより、プッシュ・ベルト用途の横断要素の製造に通常の打ち抜きプロセスを適用することが都合良く実現される。
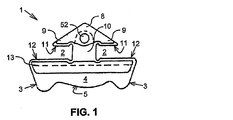
次に、添付図面で与えられたプッシュ・ベルトの横断要素の形状で、それに適した横断要素に特に関連する例により本発明をさらに説明するが、それに限定されない。
プーリ接触面3および要素1のサドル面12は、まとめて接触面3、12と呼ぶことに言及しておく。
本発明は、この既知の仕上げプロセスを別の方法で、特に上記凹部部分14の要件を無用にすることにより、より好ましい要素の設計を可能にして、開発し、改善することを目指す。
打ち抜き加工後、要素1を、この代替方法ではコイニング・ツール31、32、33と呼ばれる本発明による処理ツールに挿入する。コイニング・ツール31、32、33は、主要面4または5のうちの1つと係合することにより、要素1をぴったり受ける第1のツール部分31、32と、要素1の他の主要面5、4それぞれに圧力をかける第2のツール部分または中心プレス部分33とで構成される。第1のツール部分31、32は、周辺受けおよび成形部分32、および中心カウンタ・プレス部分31とで構成され、後者は成形部分32内で直線に案内され、要素1に逆圧をかける。成形区間32の内壁部部分は、理想的な、すなわち、所望の要素1の形状に従い成形される。要素を挿入、すなわち、第1のツール部分31、32で受けた後、プレス部分33を要素1との接触位置に入れ、その後、要素1が塑性変形するようにこれに圧力を加え、プレス部分33の動作、ここではプレス方向Pと呼ばれる方向に対してほぼ横方向に材料が流れるようにし、材料を成形部分32で受け、この部分32によって画定された形状にする。このようなプロセスにより、それぞれがプレス方向に配向された平行の隆起部と溝のパターンで、ベルト要素1のプーリ接触面3に一般的に適用されるパターンが、成形部分32を成形してこのようなパターンを画定した場合に、上記横方向の材料流れによって生成できるので有利である。
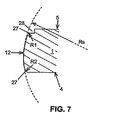
上記プレス方向に対して横方向に配向された隆起部または他のタイプのプロファイル、例えば、上記短いサドル半径Rsによって画定されたような長手方向でのサドル面12の望ましい凸状湾曲は、コイニング類似プロセスでは通常は生成することができない。何故なら、上記プロファイルが成形部分32と連動し、コイニング・ツール31、32、33からの要素1の除去を妨げるからである。しかし、本発明によれば、コイニング・ツールをさらに詳しく述べると、サドル面12の少なくともこのような長手方向湾曲を、なお都合良く形成することができる。本発明によれば、コイニング・ツールは、プレス方向に対して正確に横方向ではなく、図8で示すようにわずかな角度αである第1のツール部分で要素1を受けるように成形される。コイニング・ツール31、32、33の逆圧部分31は、プレス方向に対して直角に配向された想像上の面に対して傾斜して配置された平面を基本的に画定する。
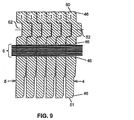
さらに、コイニング・ツール31、32、33は、成形部分32に休止縁部42〜45を設け、それによりコイニング類似プロセス中に要素1に図9で示したような周辺縁部部分に沿って小さいへこみまたは段付き凹部46を設けるように成形し、配置することができる。要素1をプッシュ・ベルトで使用し、操作する場合、このような段付き凹部46は、隣接する要素1のバリまたはバリの残骸を収容するスペースを提供する。
好適には、要素1のサドル面12を成形する部分34の休止縁部42、43、44および45に、主要面4または5が要素1の横向き面、例えば、接触面3、12と隣接する要素の周辺縁部部分に所望の丸みを生成するように、適切かつ好ましい丸い遷移縁部、例えば、遷移縁部48を設ける。特に主要面4、5がサドル面12と接合する位置で、このような所望の丸みを比較的大きく、好適には、0.2mm以上、さらに好適には、0.3mmから0.5mmの半径を有するように設定することができる。
さらに、本発明は、説明で言及していない図面の自明の詳細全て、および添付の特許請求の範囲で説明する全ての特徴に関する。
4、5 主要面 11 上面
12 サドル面 14 凹部部分
15、16 処理ツール
17 第3の機械加工部分(上部周辺プレス部分)
18 第2の機械加工部分(上部中心プレス部分)
20 周辺プレス部分(下部周辺プレス部分、第4の機械加工部分)
22 バリ 23、24 壁部部分
26 第3の壁部部分 27 周辺縁部部分
31、32、33 コイニング・ツール 34 サドル成形部分
42、43、44、45 休止縁部 46 段付き凹部
Claims (5)
- 自動車用連続可変トランスミッションのためのプッシュ・ベルトに使用する横断要素(1)の製造方法であって、
前記プッシュ・ベルトは、無端リング(6)を備え、
前記横断要素(1)は、前記無端リング(6)の表面に沿って自由に移動可能であるように配置されており、
前記横断要素(1)は相互にほぼ平行に配向された2つの主要面(4、5)及び前記無端リング(6)と接触させるための、前記主要面(4,5)間でこれに対してほぼ横方向に延びる少なくとも1つの接触面(3;12)を持っており、
前記製造方法は、
第1の処理ステップで、前記横断要素(1)は打ち抜きプロセスにより中間状態へと形成され、前記横断要素(1)の少なくとも1つの前記主要面(5)には、その後、バリの形成された周辺縁部部分が現われ、
第2の処理ステップで、前記横断要素(1)は上部中心プレス部分(18)および下部中心プレス部分(21)を備えた処理ツール(15,16)で受けられ、取り込まれ、前記各中心プレス部分(18;21)は前記横断要素(1)のそれぞれの前記主要面(4;5)と係合し、
第3の処理ステップで、前記バリの形成された周辺縁部部分が現れている前記横断要素(1)の前記主要面(5)は、前記バリのある周辺縁部部分のところで、前記上部中心プレス部分(18)及び反対側の下部中心プレス部分(21)の周辺に位置する上部周辺プレス部分(17)によって係合され、前記上部周辺プレス部分(17)は、前記バリのある周辺縁部部分上に段付き凹部(28、46)を形成している前記横断要素の材料中に押し込まれ、それによって前記バリのある周辺縁部部分のバリが、前記横断要素(1)の前記材料中に押し込まれ、かつそれにより前記接触面(12)は前記横断要素の材料によりあるプロファイルを備え、そのプロファイルは前記上部周辺プレス部分(17)の係合によって加えられた圧力の影響により塑性変形し、少なくとも一部は、前記係合の方向に対してほぼ横方向に流れることを特徴とする、
前記横断要素(1)の製造方法。 - 第4の機械加工部分(20)が、前記中心プレス部分(18、21)と関連した前記上部周辺プレス部分(17)の動きを制限することを特徴とする請求項1に記載の前記横断要素(1)の製造方法。
- 前記段付き凹部(28;46)の深さ、すなわち、前記横断要素(1)の前記主要面(4、5)に対して直角の方向における寸法が約5〜50μmであることを特徴とする、請求項1に記載の前記横断要素(1)の製造方法。
- 前記段付き凹部(28;46)の幅、すなわち、前記横断要素(1)の前記主要面(4,5)に平行な面における最小寸法が約0.1〜0.5mmであることを特徴とする、請求項1に記載の前記横断要素(1)の製造方法。
- 前記横断要素の接触面(12)が、相互に直角な2つの方向で湾曲し、それによって前記方向のうちの少なくとも1つにおける曲率半径が約5〜25mmであることを特徴とする、請求項1に記載の前記横断要素(1)の製造方法。
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/EP2001/015216 WO2003069185A1 (en) | 2001-12-24 | 2001-12-24 | Work piece, metal push belt and method and processing tool for producing the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2005517533A JP2005517533A (ja) | 2005-06-16 |
| JP4132052B2 true JP4132052B2 (ja) | 2008-08-13 |
Family
ID=27675550
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2003568272A Expired - Lifetime JP4132052B2 (ja) | 2001-12-24 | 2001-12-24 | 横断要素、金属プッシュ・ベルト、およびこれを製造するための方法および処理ツール |
Country Status (5)
| Country | Link |
|---|---|
| EP (1) | EP1461542B1 (ja) |
| JP (1) | JP4132052B2 (ja) |
| KR (1) | KR100882104B1 (ja) |
| DE (1) | DE60116795T2 (ja) |
| WO (1) | WO2003069185A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2006068458A1 (en) * | 2004-12-20 | 2006-06-29 | Robert Bosch Gmbh | Drive belt for a continuosly variable transmission |
| JP4839369B2 (ja) | 2005-06-13 | 2011-12-21 | ロベルト ボッシュ ゲゼルシャフト ミト ベシュレンクテル ハフツング | 無段変速装置用駆動ベルトとこのような駆動ベルト用の横方向エレメントの製作方法 |
| NL1030702C2 (nl) * | 2005-12-19 | 2007-06-20 | Bosch Gmbh Robert | Werkwijze voor het vervaardigen van een dwarselement dat bestemd is om deel uit te maken van een duwband voor een continu variabele transmissie. |
| NL1033059C2 (nl) | 2006-12-15 | 2008-06-17 | Bosch Gmbh Robert | Dwarselement voor een drijfriem en werkwijze voor het vervaardigen daarvan. |
| EP2783771B1 (en) | 2012-02-13 | 2017-01-18 | Aisin Aw Co., Ltd. | Device and method for punching element |
| CN104822967A (zh) * | 2012-11-26 | 2015-08-05 | 丰田自动车株式会社 | 无级变速器用带及其制造方法 |
| US10591021B2 (en) | 2015-12-02 | 2020-03-17 | Honda Motor Co., Ltd. | Method for producing metal element for continuously variable transmission and metal element for continuously variable transmission |
| EP3409392B1 (de) * | 2017-05-30 | 2022-12-28 | Feintool International Holding AG | Verfahren zur herstellung von stanzteilen |
| IT201800003737A1 (it) * | 2018-03-19 | 2019-09-19 | Silca Spa | Metodo e macchina perfezionati per la lavorazione di chiavi |
| JP6957400B2 (ja) * | 2018-03-27 | 2021-11-02 | 本田技研工業株式会社 | 金属板材の成形方法 |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS60261163A (ja) * | 1984-06-07 | 1985-12-24 | Shinko Electric Ind Co Ltd | リードフレームの製造方法 |
| NL8700156A (nl) | 1987-01-23 | 1988-08-16 | Doornes Transmissie Bv | Drijfriem, dwarselement voor een drijfriem en werkwijze en inrichting voor de vervaardiging daarvan. |
| SE464445B (sv) | 1987-04-16 | 1991-04-29 | Metsae Serla Oy | Haallare foer en i rullform magasinerad, tunn materialbana |
| JPH0677374A (ja) * | 1992-08-27 | 1994-03-18 | Nec Corp | 半導体装置用リードおよびその製造方法 |
| JPH11309552A (ja) * | 1998-04-23 | 1999-11-09 | Sumitomo Metal Ind Ltd | 連続鋳造丸鋳片の製造方法とその製造装置 |
| JPH11309522A (ja) * | 1998-04-24 | 1999-11-09 | Honda Motor Co Ltd | 板材の打ち抜き加工方法 |
| JP2000126828A (ja) * | 1998-10-23 | 2000-05-09 | Toyota Motor Corp | バリ抜き方法及びバリ抜き装置 |
| JP3701536B2 (ja) * | 2000-02-21 | 2005-09-28 | 本田技研工業株式会社 | 無段変速機用ベルトのエレメントの打抜き加工方法 |
| EP1287924B1 (en) * | 2000-04-17 | 2006-12-20 | Honda Giken Kogyo Kabushiki Kaisha | Method of manufacturing v-block of metallic belt type continuously variable transmission and metal mold for the v-block |
| JP3676192B2 (ja) * | 2000-05-26 | 2005-07-27 | 本田技研工業株式会社 | 無段変速機用ベルトのエレメントの打抜き加工方法 |
-
2001
- 2001-12-24 EP EP01985434A patent/EP1461542B1/en not_active Expired - Lifetime
- 2001-12-24 DE DE60116795T patent/DE60116795T2/de not_active Expired - Lifetime
- 2001-12-24 JP JP2003568272A patent/JP4132052B2/ja not_active Expired - Lifetime
- 2001-12-24 WO PCT/EP2001/015216 patent/WO2003069185A1/en active IP Right Grant
- 2001-12-24 KR KR1020047009966A patent/KR100882104B1/ko not_active IP Right Cessation
Also Published As
| Publication number | Publication date |
|---|---|
| EP1461542B1 (en) | 2006-01-18 |
| KR20040075330A (ko) | 2004-08-27 |
| DE60116795D1 (de) | 2006-04-06 |
| DE60116795T2 (de) | 2006-08-17 |
| KR100882104B1 (ko) | 2009-02-06 |
| EP1461542A1 (en) | 2004-09-29 |
| WO2003069185A1 (en) | 2003-08-21 |
| JP2005517533A (ja) | 2005-06-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4132052B2 (ja) | 横断要素、金属プッシュ・ベルト、およびこれを製造するための方法および処理ツール | |
| CN105683619B (zh) | 用来制造用于无级变速器的推带的横向部件的方法和由此获得的横向部件 | |
| US11059087B2 (en) | Method for producing stamped parts | |
| JP2015044237A (ja) | 工具及び打抜き部材の製造のための方法 | |
| US6889643B2 (en) | Rocker arm and manufacturing method thereof | |
| KR100638409B1 (ko) | 락커암 및 그 제조방법 | |
| JP6203193B2 (ja) | 無段変速機用の駆動ベルトの一部としての横方向エレメントの製造法 | |
| JP5224747B2 (ja) | せん断加工方法 | |
| JP2007175772A (ja) | 連続可変トランスミッション用プッシュベルトの横断要素成形方法 | |
| JP4817183B2 (ja) | ワッシャの製造方法 | |
| JP4570209B2 (ja) | Cvtベルト用エレメントとその製造方法 | |
| JP4839223B2 (ja) | 少なくとも2つの型部材を有する分割型 | |
| JP2013215780A (ja) | 動力伝達チェーン用リンクの製造方法および製造装置 | |
| US6112556A (en) | Knitting tool and method of making the same | |
| JP4751976B2 (ja) | 金属製のパイプ部材に対する溝の加工装置 | |
| US20070197330A1 (en) | Method for producing a rocker pressure member, and stamping apparatusw | |
| JP6133323B2 (ja) | 連続可変トランスミッション用のプッシュベルト用の横方向エレメントに傾斜ゾーンを形成する方法 | |
| JP3681654B2 (ja) | タイヤ金型用サイプブレードの製造方法 | |
| EP2659161B1 (en) | A transverse element for a drive belt and the drive belt | |
| TWI632004B (zh) | 用於在鑰匙坯片中形成輪廓凹槽的方法和裝置 | |
| JP2004074269A (ja) | 曲げ用ダイ金型 | |
| WO2013100761A1 (en) | Divided, blanking member for the purpose of blanking transverse elements for use in a drive belt for a continuously variable transmission |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070822 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20071118 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20071127 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20071219 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080107 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20080120 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20080128 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20080222 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080507 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080530 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110606 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4132052 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110606 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120606 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120606 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130606 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |