JP4099250B2 - 軸流タービン機械 - Google Patents
軸流タービン機械 Download PDFInfo
- Publication number
- JP4099250B2 JP4099250B2 JP28502697A JP28502697A JP4099250B2 JP 4099250 B2 JP4099250 B2 JP 4099250B2 JP 28502697 A JP28502697 A JP 28502697A JP 28502697 A JP28502697 A JP 28502697A JP 4099250 B2 JP4099250 B2 JP 4099250B2
- Authority
- JP
- Japan
- Prior art keywords
- stator
- flow turbine
- turbine machine
- longitudinal members
- rotor
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D15/00—Adaptations of machines or engines for special use; Combinations of engines with devices driven thereby
- F01D15/06—Adaptations for driving, or combinations with, hand-held tools or the like control thereof
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D25/00—Component parts, details, or accessories, not provided for in, or of interest apart from, other groups
- F01D25/24—Casings; Casing parts, e.g. diaphragms, casing fastenings
- F01D25/26—Double casings; Measures against temperature strain in casings
- F01D25/265—Vertically split casings; Clamping arrangements therefor
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D9/00—Stators
- F01D9/02—Nozzles; Nozzle boxes; Stator blades; Guide conduits, e.g. individual nozzles
- F01D9/04—Nozzles; Nozzle boxes; Stator blades; Guide conduits, e.g. individual nozzles forming ring or sector
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S415/00—Rotary kinetic fluid motors or pumps
- Y10S415/904—Tool drive turbine, e.g. dental drill
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
Description
【発明の属する技術分野】
本発明は、弾性流体で動作する軸流タービン機械に関する。
詳細には、本発明は、二つ又はそれ以上の膨張又は圧縮段を備えた軸流タービン機械に関し、言い換えれば、二つ又はそれ以上の軸線方向に離間した円周列に配置された駆動ブレードを支持する回転子と、一つ又はそれ以上の円周列に配置された案内翼板を支持する固定子とを備え、案内翼板の各列が駆動ブレードの隣接する二つの列間に配置された軸流タービン機械に関する。
【0002】
【従来の技術】
従来技術では、完全な回転子及び完全な固定子に組み立てられるべき複数の部分で回転子及び固定子の両方を形成することによって多段タービン機械を製造することは公知である。より大きいタービンでは、案内翼板が固定子に列で装着するための別部材として形成され、固定子は、回転子を覆うために二つの長手方向部片に分割され、それにより、案内翼板列が駆動ブレード列間に挿入される。
【0003】
【発明が解決しようとする課題】
しかし、直径が30〜40mmしかない寸法の小さいタービンを製造する場合には、固定子に別体の案内翼板を使用することは事実上不可能である。高圧段での案内翼板の径方向の寸法は、1ミリメートルの何分の1かの小ささであり得る。このように小さな翼板は機械加工又は鋳造加工によって固定子と一体に形成される必要がある。
英国特許第1287850号では、寸法の小さい2段タービンが開示されており、このタービンでは、回転子が2列の駆動ブレードを備えた一部材で形成されている。駆動ブレードは、円筒状の外面から延長しているので、ロータ本体からこれらを機械加工する上で問題はない。この公知のタービンは、駆動ブレード列間に配置される1列の案内翼板を備え、案内翼板がそれらの外側に設けられた二つの半円形のリング要素によって形成されている。このような構造により、案内翼板がリング要素の外面から簡単に機械加工できるようになる。
【0004】
他方、このような従来技術の案内翼板構造は、タービンが、固定子を形成するための分割リング要素だけでなく、ハウジング内にリング要素を軸線方向にクランプするための分割スリーブ要素もまた備えるため、タービンの構造を複雑にする。また、この構造は、固定子リング要素を軸線方向にクランプするために案内翼板が駆動ブレードより径方向に大きいため、タービン内を通る好ましくない空気流軌道を生じさせる。従って、空気流軌道は、固定子内で局部的に拡大され、このため、タービン内を通過する空気流に好ましくない乱れを生じさせる。
本発明の第1の目的は、二つ又はそれ以上の膨張又は圧縮段を備え、製造及び組立の両方が安価で簡単であり、小さい寸法で製造するのに適した軸流タービン機械を提供することである。
【0005】
【課題を解決するための手段】
上記した目的を達成するために、本発明に係る軸流タービン機械は、ハウジング、前記ハウジングにジャーナル軸受けされ、二つ又はそれ以上の軸線方向に離間する円周列に配置された駆動ブレードを備え、これら駆動ブレードを含んだ一部材で形成された回転子、及び前記ハウジングに支持され、内面に案内翼板を支持する筒状本体によって形成された固定子を備え、前記案内翼板が一つ又はそれ以上の円周列に配置され、案内翼板の各列が前記駆動ブレードの二つの隣接する列間に配置されている弾性流体で動作する軸流タービン機械において、前記筒状本体が少なくとも三つの長手方向部材に分割され、前記案内翼板が前記少なくとも三つの長手方向部材と一体に形成され、前記筒状本体を形成するために正確に決められた相対位置で、前記長手方向部材を固定し装着する保持手段を備えていることを特徴とする。
【0006】
【発明の実施の形態】
以下、本発明の好ましい一実施例を添付図面を参照しながら詳細に説明する。
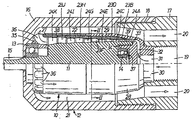
図1は、本発明によるタービンの長手方向断面図である。
図2は、図1におけるII-II線断面図である。
図3は、固定子の案内翼板をフライス加工によって形成する機械加工工程を示している。
図4は、図1の長手方向断面図の一部分の拡大図である。
【0007】
図面に示されたタービンは6段流体力モータであり、固定子10、回転子11及び円筒状ハウジング12を備えている。固定子10はハウジング12内に動かないように固定され、回転子11は,二つのローラ軸受け13,14によって、ハウジング12内に回転可能にジャーナル軸受けされている。また、回転子11は、不図示の減速ギヤに連結するためにスプラインが形成された出力端部15を備えている。
【0008】
ハウジング12は前側部分16と後側部分17とを備え、これらは、ねじ連結部18によって堅く相互に連結している。圧力空気入口通路19が後側部分17を貫通して、該後側部分17の同軸上に伸びている。また、後側部分17内には複数の平行な排気通路20があり、これらは、前側部分16の内壁と固定子10との間に形成された筒状排気室21と連通している。タービンを通過する空気流は図1に矢印で示されている。
【0009】
固定子10は筒状本体、即ちスリーブ22を備え、このスリーブ22は、内側に向いた案内翼板23を支持している。これら案内翼板23は、軸線方向に離間した5つの円周列B、D、F、H及びJに配置されている。また、回転子11には、軸線方向に離間した6つの円周列A,C,E,G,I及びKで駆動ブレード24が設けられている。一般的な方法では、駆動ブレード24及び案内翼板23はタービンを通過する動力圧縮空気流の方向に見て交互に配置される。これにより、駆動ブレード24の隣接する列間に案内翼板23の列があり、これら案内翼板23が、圧縮空気流を次に列の駆動ブレード24に入る前に最適な方向に変える。
【0010】
図面では、駆動ブレード24の符号と案内翼板23の符号とは、各々、それらが配置された円周列A,C,E,G,I及びB,D,F,Hと組み合わせられている。
【0011】
しかし、明細書を簡単化するために、これらの末尾符号は本文中では省略され、駆動ブレードは全て符号24として参照され、案内翼板は全て符号23として参照される。大きさの違いは別として、駆動ブレード24は全て同じ機能的特徴を持つ。また、案内翼板23も全て同じ機能的特徴を持つ
【0012】
さらに、固定子10は前側装着スリーブ27及び後側カップ型ノズル片28を備え、前記前側装着スリーブ27は、スリーブ22の外側を支持する。前記後側カップ型ノズル片28は、前向きの筒状スカート部29と後側空気入口部30とを備え、前記スカート部29はスリーブ22を径方向に支持する。前記空気入口部30には、空気入口開口31が形成されており、この開口31は、その一端が空気入口通路19と連通し、また、その他端が径方向に向けられた空気供給通路32と連通している。これら空気供給通路32は、入口部30からの駆動圧縮空気を複数の空気ノズル33に送り、これら空気ノズル33によってタービンを通過する駆動高速空気流を発生させる。また、ノズル片28は、後側回転子軸受け14を支持するためのソケット34を備えている。
【0013】
また、固定子10は、その前端部に,リング要素35を備え、このリング要素35は、装着スリーブ27を軸線方向に加えて径方向に支持する。リング要素35には、排気室21と連通する複数の排気開口36が形成されている。
【0014】
図示されたモータタービンは寸法を小さくすることを目的としており、例えば、回転子の直径は約30〜40mmである。従って、固定子スリーブ22上の案内翼板23に加えて回転子駆動ブレード24の大きさは、各支持部に装着するために個々の別部材として製造するのは不可能な程、小さい。代わりに、駆動ブレード24及び案内翼板23は、回転子11及び固定子スリーブ22の一体部材として各々機械加工される。駆動ブレード24は回転子本体11の外面に配置されているので、必要な機械加工、例えば、シャンクエンドミル(shank end mill)での加工を行う上で問題はない。
【0015】
しかし、固定子スリーブ22の内側に案内翼板23を形成することを可能にするために、筒状本体即ち固定子スリーブ22は、図2に示すように三つの長手方向部材即ち分離片22a,22b,22cに分割される。これら分離片は、120゜間隔に配置された三本のシリンダ母線に沿って分割され、これにより各分離片は、円周に対して120゜で伸びる。
【0016】
タービンを組み立てる時に、分離片22a,22b,22cは、前側装着スリーブ27とノズル片28の筒状スカート部29とによって、径方向に固定された関係で維持される。保持手段即ち装着スリーブ27及びスカート部29は、ぴったりはめ込むことで分離片22a,22b,22cを囲み、これにより、分離片22a,22b,22cの位置は筒状スリーブ本体22を形成するように正確に決められる。固定子分離片22a,22b,22cは、前側装着スリーブ27の肩部38とノズル片スカート部29の肩部39との間で軸線方向にクランプすることによってハウジング12に対して固定される。クランプ力は、二つのハウジング部分16,17間にあるねじ連結部18によって得られる。
【0017】
製造公差の範囲内での個々の寸法のバラツキは、回転子軸受けにおける正確な軸線方向負荷を保証するために後側軸受け14の後方のソケット34内に配置された皿ばねワッシャーで補正される。
【0018】
図3には、固定子分離片の一つ22aが、固定部材40の円筒表面に堅固に固定され、シャンクエンドミル42が装着されたフライス主軸41が、分離片の長手方向縁部に案内翼板を機械加工するための位置にある状態を示している。分離片は、固定部材40上に支持されたねじ43,44とクランプ定規45,46によってこの位置にクランプされる。この図に示された機械加工状態は、180゜に分割する固定子では、固定子分割片の縁部に隣接して案内翼板を機械加工することが不可能であることを示している。各分割片は、機械加工工具で加工するために、円周方向長さが180゜以下である必要がある。
【0019】
図4に示すように、駆動ブレード24及び案内翼板23の自由最端は、固定子10及び回転子11の円筒状内面及び円筒状外面即ち、円筒状表面50及び51と共に各々クリアランスシールを形成する。各円周列A,C,E,G,I,Kにおける駆動ブレード24は、固定子10の対応する円筒状表面50と密閉的に共働する。図1及び図4における駆動ブレード及び密閉表面の符号の末尾には、対応する円周列の符号が付与されている。
【0020】
同じように、各円周列B、D、F、H、Jにおける案内翼板23の自由最端は、回転子11における円筒状表面51と密閉的に共働する。図中、案内翼板及び密閉表面の符号の末尾には、対応する円周列の符号が付与されている。図4には、タービンの最後の3段部分だけが示されているが、駆動ブレード列G,I,K及び案内翼板列F,H,Jと、固定子10及び回転子11における円筒状密閉表面50及び51とのクリアランスシール構造は全てのタービン段で各々同じである。
【0021】
円筒状表面50及び51と共に駆動ブレード24及び案内翼板23が各々クリアランスシールを形成するように構成することによって、クリアランスシールに影響を及ぼすことなく固定子10に対して回転子11を軸線方向に調整することが可能になるという利点が得られる。
【0022】
本発明の実施例は、図示し説明した実施例に限定されず、特許請求の範囲内で自由に変更できる。
【0023】
例えば、固定子分離片の円周方向の長さは、完全に同じでなくてもよい。重要なのは、案内翼板23が、分離片によって形成された筒状固定子本体の内側に一体に形成されることである。これを可能にするために、筒状本体22は、三つ又はそれ以上の部分に分割されなければならず、また、各分割片の円周方向の長さが180゜以下である必要がある。
【0024】
本発明の別の実施例では、固定子分割片22a,22b,22cは、分割片の長手方向縁部に配置された外部フランジを係合連結することによって相互に固定される。この固定子分割片を固定するための方法は、より大きい二分割タービン固定子において周知である。
【図面の簡単な説明】
【図1】 本発明によるタービンの長手方向断面図である。
【図2】 図1におけるII-II線断面図である
【図3】 固定子の案内翼板をフライス加工によって形成する機械加工工程を示している。
【図4】 図1の長手方向断面図の一部分の拡大図である。
【符号の説明】
10 固定子
11 回転子
12 円筒状ハウジング
13 ローラ軸受け
14 ローラ軸受け
15 出力端部
16 前側部分
17 後側部分
18 ねじ連結部
19 圧縮空気入口通路
20 排気通路
21 筒状排気室
22 スリーブ
22a〜c 分割片
23 案内翼板
24 駆動ブレード
27 前側装着スリーブ
28 後側カップ型ノズル片
29 筒状スカート部
30 後側空気入口部
31 空気入口開口
32 空気供給通路
33 空気ノズル
38 前側装着スリーブの肩部
39 ノズル片スカート部の肩部
40 固定部材
41 フライス主軸
42 シャンクエンドミル
43 ねじ
44 ねじ
45 クランプ定規
46 クランプ定規
Claims (4)
- ハウジング(12)と、ハウジング(12)にジャーナル軸受けされ、多数の駆動ブレード(24)を備えた回転子(11)とを有し、前記多数の駆動ブレード(24)が一部片部材として回転子(11)と一体に形成されかつ二つ以上の軸線方向に離間した円周列に配置され、また、ハウジング(12)に支持され、一つ以上の円周列に配置した多数の案内翼板(23)を支持する筒状本体(22)によって形成された固定子(10)を有し、案内翼板(23)の各列が駆動ブレード(24)の二つの隣接する列間に配置されている弾性流体作動型軸流タービン機械において、
前記筒状本体(22)が少なくとも三つの母線に沿って少なくとも三つの長手方向部材(22a、22b、22c)に分割され、これら長手方向部材(22a、22b、22c)が前記筒状本体(22)の軸方向全長に沿ってのび、前記案内翼板(23)が前記少なくとも三つの長手方向部材(22a、22b、22c)と一体に形成され、さらに、前記筒状本体(22)を形成するために正確に決められた相対位置に、前記長手方向部材(22a、22b、22c)を固定し装着する保持手段(27、29)を有することを特徴とする弾性流体作動型軸流タービン機械。 - 前記長手方向部材(22a、22b、22c)の数が三つあり、各々が固定子の円周の120゜に亘って伸びていることを特徴とする請求項1に記載の弾性流体作動型軸流タービン機械。
- 各円周列(A、C、E、G、I、K)における駆動ブレード(24)の自由最端が前記固定子(10)の円筒状内面(50)と共にクリアランスシールを形成し、また各円周列(B、D、F、H、J)における案内翼板(23)の自由最端が前記回転子(11)の円筒状外面(51)と共にクリアランスシールを形成することを特徴とする請求項1又は請求項2に記載の弾性流体作動型軸流タービン機械。
- 前記保持手段(27、29)が、前記筒状本体(22)をぴったりはめ込んで覆う少なくとも一つのスリーブ状要素を備えることを特徴とする請求項1〜3のいずれか一項に記載の弾性流体作動型軸流タービン機械。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE9603835A SE511813C2 (sv) | 1996-10-18 | 1996-10-18 | Axialflödesturbin |
| SE9603835-1 | 1996-10-18 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10212901A JPH10212901A (ja) | 1998-08-11 |
| JP4099250B2 true JP4099250B2 (ja) | 2008-06-11 |
Family
ID=20404313
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP28502697A Expired - Fee Related JP4099250B2 (ja) | 1996-10-18 | 1997-10-17 | 軸流タービン機械 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US6336790B1 (ja) |
| EP (1) | EP0837223B1 (ja) |
| JP (1) | JP4099250B2 (ja) |
| DE (1) | DE69732010T2 (ja) |
| SE (1) | SE511813C2 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN1875114A (zh) * | 2003-10-29 | 2006-12-06 | 新加坡科技研究局 | 生物传感器 |
| WO2007120066A1 (en) * | 2006-04-14 | 2007-10-25 | Gennady Mikhailovich Morgunov | The bladed machine (versions) |
| US8382426B2 (en) * | 2008-04-04 | 2013-02-26 | Koushi Itoh | High-speed air spindle |
| US8230607B2 (en) | 2008-05-09 | 2012-07-31 | Milwaukee Electric Tool Corporation | Keyless blade clamp for a power tool |
| USD873874S1 (en) | 2012-09-28 | 2020-01-28 | Dürr Systems Ag | Axial turbine housing for a rotary atomizer for a painting robot |
| DE102010013551B4 (de) | 2010-03-31 | 2016-12-08 | Dürr Systems Ag | Turbinenrotor und Antriebsturbine für einen Rotationszerstäuber und Rotationszerstäuber |
| US10519805B2 (en) * | 2015-04-13 | 2019-12-31 | United Technologies Corporation | Turbine case coupling |
| FR3037358B1 (fr) * | 2015-06-11 | 2017-05-19 | Snecma | Ensemble a carter d'echappement et piece aval de revolution |
| US10082042B2 (en) | 2015-06-22 | 2018-09-25 | United Technologies Corporation | Case coupling and assembly |
Family Cites Families (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR630558A (fr) * | 1926-03-08 | 1927-12-05 | Turbine à vapeur, à tambour à mouvement inverse | |
| FR633074A (fr) * | 1927-03-16 | 1928-01-20 | Oerlikon Maschf | Turbine à haute pression à vapeur ou à gaz |
| DE560836C (de) * | 1929-12-05 | 1932-10-07 | Wilhelm Seyerle Dr Ing | Axial beaufschlagte Turbine |
| DE732767C (de) * | 1940-05-21 | 1943-03-11 | Franz Karpinski Dipl Ing | Verfahren und Vorrichtung zur Herstellung von Turbinenraedern |
| US2565925A (en) * | 1946-04-10 | 1951-08-28 | Rolls Royce | Method of manufacturing guide vanes for axial flow turbines and compressors |
| US2638136A (en) * | 1948-05-13 | 1953-05-12 | Olen L Miller | Surface miller |
| US2633776A (en) * | 1948-08-14 | 1953-04-07 | Kellogg M W Co | Method of manufacturing turbine blades integral with turbine rotor |
| US3043559A (en) * | 1954-10-22 | 1962-07-10 | Maschf Augsburg Nuernberg Ag | Gas turbine |
| GB817957A (en) * | 1954-12-08 | 1959-08-06 | Kawasaki Heavy Ind Ltd | A steam turbine regulating stage |
| US2962941A (en) * | 1955-08-03 | 1960-12-06 | Avco Mfg Corp | Apparatus for producing a centrifugal compressor rotor |
| CH383734A (de) * | 1959-03-14 | 1964-10-31 | Svenska Rotor Maskiner Ab | Verfahren zur Herstellung eines Schaufelrades und nach dem Verfahren hergestelltes Schaufelrad |
| GB909058A (en) | 1961-06-28 | 1962-10-24 | Dana Corp | Improvements in or relating to turbine blading |
| US3241493A (en) * | 1964-05-04 | 1966-03-22 | Cascade Corp | Pump impeller |
| US3709630A (en) * | 1969-10-28 | 1973-01-09 | Howmet Int Inc | Pneumatic motor for medical instruments |
| BE788347A (fr) | 1971-09-20 | 1973-01-02 | Baxter Laboratories Inc | Trepan chirurgical pneumatique modulaire |
| SE406624B (sv) * | 1977-07-12 | 1979-02-19 | Stal Laval Turbin Ab | Turbomaskin |
| CH661678A5 (en) * | 1983-12-16 | 1987-08-14 | Starrfraesmaschinen Ag | Method for machining a shovel-shaped workpiece by a milling tool |
| US5180281A (en) * | 1990-09-12 | 1993-01-19 | United Technologies Corporation | Case tying means for gas turbine engine |
| GB2250782B (en) * | 1990-12-11 | 1994-04-27 | Rolls Royce Plc | Stator vane assembly |
| SE500743C2 (sv) * | 1992-04-01 | 1994-08-22 | Abb Carbon Ab | Sätt och anordning för montering av axialströmningsmaskin |
| JP3631271B2 (ja) | 1993-11-19 | 2005-03-23 | ユナイテッド テクノロジーズ コーポレイション | インナーシュラウド一体型ステータベーン構造 |
| US5562404A (en) * | 1994-12-23 | 1996-10-08 | United Technologies Corporation | Vaned passage hub treatment for cantilever stator vanes |
-
1996
- 1996-10-18 SE SE9603835A patent/SE511813C2/sv not_active IP Right Cessation
-
1997
- 1997-10-17 JP JP28502697A patent/JP4099250B2/ja not_active Expired - Fee Related
- 1997-10-17 US US08/951,270 patent/US6336790B1/en not_active Expired - Fee Related
- 1997-10-17 DE DE69732010T patent/DE69732010T2/de not_active Expired - Lifetime
- 1997-10-17 EP EP97850140A patent/EP0837223B1/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| EP0837223A2 (en) | 1998-04-22 |
| JPH10212901A (ja) | 1998-08-11 |
| DE69732010D1 (de) | 2005-01-27 |
| EP0837223B1 (en) | 2004-12-22 |
| DE69732010T2 (de) | 2006-03-02 |
| SE511813C2 (sv) | 1999-11-29 |
| EP0837223A3 (en) | 2000-04-26 |
| SE9603835D0 (sv) | 1996-10-18 |
| US6336790B1 (en) | 2002-01-08 |
| SE9603835L (sv) | 1998-06-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8347500B2 (en) | Method of assembly and disassembly of a gas turbine mid turbine frame | |
| CA2672096C (en) | Fabricated itd-strut and vane ring for gas turbine engine | |
| JP4099250B2 (ja) | 軸流タービン機械 | |
| EP1548238B1 (en) | Method for optimizing turbine engine shell radial clearances | |
| US7704042B2 (en) | Turbomachine, especially a gas turbine | |
| CN101092884A (zh) | 用于装配涡轮机的方法和系统 | |
| JP4315912B2 (ja) | 機械のステータ並びに組立及び分解方法 | |
| US9951654B2 (en) | Stator blade sector for an axial turbomachine with a dual means of fixing | |
| JP4451882B2 (ja) | ガスタービンで使用されるスポークセンタリングブラシシール構造 | |
| CN1970995B (zh) | 层叠式转子和/或定子组件的轴向与周向密封 | |
| US10077662B2 (en) | Rotor for a thermal turbomachine | |
| RU2435038C2 (ru) | Паровая турбина | |
| US2788951A (en) | Cooling of turbine rotors | |
| CA2832771C (en) | Radial fixing and positioning flanges for shells of axial turbine compressor housings | |
| US3937589A (en) | High pressure double flow turbine construction | |
| US5142762A (en) | Air cycle machine alignment | |
| EP0376644B1 (en) | Radial flow fluid pressure module | |
| CN105324554B (zh) | 轴流膨胀机 | |
| US10100674B2 (en) | Radial fixing and positioning flanges for shells of axial turbine compressor housings | |
| EP3862567B1 (en) | Apparatus for transferring pressurized fluid in a back-to-back multi-stage pump | |
| US4960373A (en) | Fluid motor rotor assembly | |
| CN112639293A (zh) | 具有至少一个盖的涡轮机壳体、涡轮机、用于制造盖的方法 | |
| CZ278462B6 (en) | Rotary bladed machine casing |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041018 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041018 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041118 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070523 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070822 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080220 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080317 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110321 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110321 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120321 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130321 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130321 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140321 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |