JP4076807B2 - Aluminum alloy-resin composite and its manufacturing method - Google Patents
Aluminum alloy-resin composite and its manufacturing method Download PDFInfo
- Publication number
- JP4076807B2 JP4076807B2 JP2002208179A JP2002208179A JP4076807B2 JP 4076807 B2 JP4076807 B2 JP 4076807B2 JP 2002208179 A JP2002208179 A JP 2002208179A JP 2002208179 A JP2002208179 A JP 2002208179A JP 4076807 B2 JP4076807 B2 JP 4076807B2
- Authority
- JP
- Japan
- Prior art keywords
- aluminum alloy
- resin
- composite
- polybutylene terephthalate
- polymer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images



Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、アルミニューム合金と樹脂の複合体とその製造方法に関する。更に詳しくは、各種機械加工方法で製造されたアルミニューム合金形状物に熱可塑性樹脂を一体化した構造物に関し、電子機器の筐体、家庭用電化製品の筐体、自動車等の構造用部品、各種構造用機械部品等に用いられるアルミニューム合金と樹脂の複合体とその製造方法に関する。
【0002】
【従来の技術】
金属と樹脂を一体化する技術は、自動車、家庭電化製品、産業機器等の部品製造等の広い分野から求められており、このために多くの接着剤が開発されている。この中には非常に優れた接着剤がある。常温、又は加熱により機能を発揮する接着剤は、金属と合成樹脂を一体化する接合に使われ、この接合方法は現在では一般的な技術である。
しかしながら、接着剤を使用しない、より合理的な接合方法がないか従来から研究されて来た。マグネシューム、アルミニュームやその合金である軽金属類、ステンレスなど鉄合金類に対して、接着剤の介在なしで高強度のエンジニアリング樹脂を一体化する方法、例えば、金属側に樹脂成分を射出成形等の方法で接着(固着)する方法、略して本発明者が定義し銘々する「射出接着法」(ただし、射出成形による成形方法のみを意味しない。)は、現在のところ実用化されていない。
【0003】
本発明者らは鋭意研究開発を進め、水溶性還元剤の水溶液にアルミニウム合金形状物を浸漬した後、アルキレンテレフタレート樹脂を主成分とする熱可塑性樹脂組成物と高温高圧下で接触させると特異的に接着力(本発明では、「固着力」と同義に用いる。)が上昇することを発見した。これを日本国特許願2001−314854号として提案した。
本発明者らは、金属合金のうち特にアルミニューム合金に注目した。アルミニュームは軽量であり資源としても豊富である。この合金化や表面処理で、本来の物性である優れた伸展性、電導性、熱伝導性に加え、合金化で高強度化、高耐食性化、快削性化、高伸展性化などが可能であり、現在、広い分野で用いられているためである。特に今後、個人の情報化が更に進展しモバイル電子機器が汎用的に使われるようになれば、これらの機器の軽量化への要望はより高くなることが予想される。この点でアルミニューム合金は更に利用度が大きくなると予想される。
【0004】
本発明者らは、本発明者らによる前述した発明のうちアルミニュ−ム合金とポリブチレンテレフタレート(以下、「PBT」という。)を主に含有する熱可塑性樹脂組成物に対象を絞って、前述した発明に関する水平展開に関し実験を繰り返した。前述した発明ではアルミニューム合金を、水溶性還元剤の水溶液で処理するのが特徴であったが、還元剤を使用しても処理水溶液から取り出すと空気中の酸素により瞬時に表面は酸化され、最終的な表面状態で言えば表面はゼロ価のアルミニューム金属状態ではないことがX線電子分光法(XPS)による表面分析等で観察された。
一方、前述した発明で主に使用したヒドラジンは特に危険なものではないが、これ以外で表面処理した有効な処理薬品を確認することも大事なことと考えた。これらを勘案し、射出接着理論の仮説作りと実証実験を行なうこととした。これは、確実な射出接着法を開発する上で役立つと考えたからである。
【0005】
前述した本発明者らの発明を発展させ、ヒドラジンや高価な水素化ホウ素ナトリューム(NaBH4)、扱いが難しい水素化アルミニウムリチューム(LiAlH4)等の還元剤を使用しないでアルミニューム合金の表面を処理し、同じ目的を達成する方法を開発しようとした。
また、アルミニューム合金には強度やその他の性質を改良した多くの種類がある。マグネシューム、珪素、銅、その他の金属が含有されるアルミニューム合金に対しても満足できる射出接着力で樹脂が接着できるような前処理方法も必要であった。
【0006】
【発明が解決しようとする課題】
本発明は上述のような技術背景のもとになされたものであり、下記目的を達成する。
本発明の目的は、アルミニューム合金の表面を処理して、熱可塑性樹脂組成物とアルミニューム合金形状物とは容易に剥がれることない、アルミニューム合金と樹脂の複合体とその製造方法を得ることにある。
本発明の他の目的は、形状、構造上も機械的強度の上でも問題がない各種機器の筐体や部品、構造物等を作ることができる、アルミニューム合金と樹脂の複合体とその製造方法を得ることにある。
本発明の更に他の目的は、電子機器等の筐体、部品、構造物等の軽量化や機器製造工程の簡素化に役立つ、アルミニューム合金と樹脂の複合体とその製造方法を得ることにある。
【0007】
【課題を解決するための手段】
本発明は、前記目的を達成するため、次の手段を採る。
本発明のアルミニューム合金と樹脂の複合体は、
5%濃度の水和ヒドラジンの50℃水溶液に2分間浸漬させる浸漬工程を経たアルミニューム合金形状物と、
前記アルミニューム合金形状物の表面に、ポリブチレンテレフタレート、前記ポリブチレンテレフタレートを主体とする共重合体、及び前記ポリブチレンテレフタレートを成分として含む熱可塑性樹脂組成物から選択される1種以上が射出成形により付着している
ことを特徴とする。
【0008】
本発明のアルミニューム合金と樹脂の複合体の製造方法は、前記アルミニューム合金を機械加工してアルミニューム合金形状物とする加工工程と、前記アルミニューム合金形状物をアンモニア、ヒドラジン、及び水溶性アミン系化合物から選択される1種以上の化合物と接触させる接触工程と、成形用の金型に前記接触工程で接触処理された前記アルミニューム合金形状物を挿入して、前記アルミニューム合金形状物の表面に、ポリアルキレンテレフタレート、前記ポリアルキレンテレフタレートを主体とする共重合体、及び前記ポリアルキレンテレフタレートを成分として含む熱可塑性樹脂組成物から選択される1種以上を加圧、加熱して一体にする成形工程とからなることを特徴とする。
【0009】
以下、本発明のアルミニューム合金と樹脂の複合体の製造を構成する各要件毎に詳細に説明する。
〔アルミニューム合金形状物〕
アルミニューム合金形状物の素材として使用されるアルミニューム合金は、JIS(日本工業規格)規格化されている1000〜7000番系の物、またダイキャスト用の各種のアルミニューム合金が使用できる。この1000番系は高純度アルミ系の合金であるが、その他はアルミニューム以外にマグネシューム、珪素、銅、マンガン、その他が含まれた多種の目的に合わせた合金系である。この表面の前処理工程は、アルミニューム以外の金属が比較的多く含まれる合金では、後述する「前処理工程I」が好ましい方法であるが、必ずしもこの前処理工程は必要なものではない。何れにせよ、高純度アルミニューム合金のみならず現在実際に各種機器の筐体等に使用されているアルミニューム合金の多くが使用可能である。
【0010】
射出成形による樹脂の接着を行う場合、アルミニウム合金形状物は、アルミニウム合金の塊、板材、棒材等から塑性加工、鋸加工、フライス加工、放電加工、ドリル加工、プレス加工、研削加工、研磨加工等を単独、又はこれらの加工を組み合わせて所望の形状に機械加工する。この機械加工により、射出成形加工のインサート用として必要な形状、構造のアルミニウム合金形状物が加工される。加工されたこのアルミニウム合金形状物は、接着される表面が酸化や水酸化された錆等の厚い被膜がないことが必要であり、長期間の自然放置で表面に錆の存在が明らかなものは研磨して取り除くことが必要である。
【0011】
(i)表面加工
研磨と兼ねてもよいが、以下に述べる水溶液を使った前処理工程の直前にサンドブラスト加工、ショットブラスト加工、研削加工、バレル加工等で表面の錆等の被膜層を機械加工により除去するための表面加工することが好ましい。後述する熱可塑性樹脂組成物と接着(固着)する面がこれらの表面加工によって表面が粗い面、即ち表面粗さを大きくして、この表面と熱可塑性樹脂組成物との接着効果を高めることが好ましい。
加えて、この表面加工は、金属加工工程で残った表面の油脂層の除去と、機械加工後にアルミニューム合金形状物の保存保管期間中に、その表面に生じた酸化物層、腐食物層等を剥ぎ取ってアルミニューム合金表面を更新する等、の重要な役目がある。これで次工程の効果を更新された表面全体に均一に作用させることができる。また、本発明者等の実験によれば、ブラスト処理をしたアルミニューム合金形状物は、乾燥空気下での1週間程度の保管であれば、即日、次工程で処理したものとその表面状態は大差ないことを確認した。
【0012】
(ii)洗浄工程
この洗浄工程は、前述した表面加工を行うので、本発明では必ずしも必要な工程ではない。しかしながら、アルミニューム合金形状物の表面には、油脂類や微細な塵が付着している。特に、機械加工された表面には、機械加工時に用いられるクーラント液、切粉等が付いておりこれらを洗浄することが好ましい。汚れの種類によるが、有機溶剤での洗浄と水洗浄の組合せで行なうのが好ましい。水溶性の有機溶剤、例えば、アセトン、メタノール、エタノールなどであれば、有機溶剤に浸漬して油性汚れを除いた後で水洗して溶剤を除くのが容易である。もし強く油性物が付着している状況であれば、ベンジン、キシレンなどの有機溶剤で洗浄する。
この場合も後で水洗浄して乾燥することが好ましい。洗浄後の保存期間も可能な限り短くする。出来れば、洗浄工程と次に示す工程(前処理工程)は時間を置かずに連続的に処理されるのが好ましい。連続的に処理する場合は、洗浄工程の後に乾燥する必要はない。
【0013】
〔前処理工程I〕
(i)アルカリエッチング
後述する接触工程の前処理として、次に説明する前処理工程Iを行うと、アルミニューム合金形状物と熱可塑性樹脂組成物との接着がより効果的である。アルミニューム合金表面に微細なエッチング面を形成するための処理である。アルミニューム合金形状物をまず塩基性水溶液(pH>7)に浸漬し、その後にアルミニューム合金形状物を水洗する。塩基性水溶液に使う塩基としては、水酸化ナトリューム(NaOH)、水酸化カリューム(KOH)等の水酸化アルカリ金属類の水酸化物、又はこれらが含まれた安価な材料であるソーダ灰(Na2CO3、無水炭酸ナトリューム)、アンモニア等が使用できる。
また、水酸化アルカリ土類金属(Ca,Sr,Ba,Ra)類も使用できるが、実用上は安価で効能のよい前者の群から選べばよい。水酸化ナトリューム使用の場合は0.1〜10%濃度の水溶液、ソーダ灰使用の場合も0.1〜10%が好ましく、浸漬時間は常温では数分である。この浸漬処理後、水洗する。塩基性水溶液に浸漬することにより、アルミニューム合金の表面は水素を放ちつつアルミン酸イオンになって溶解しアルミニューム合金表面は微細なエッチング面になる。
【0014】
(ii)中和処理
次に酸水溶液に浸漬し、その後水洗する。酸水溶液を使用する目的は中和である。水酸化ナトリュームなどが前工程でアルミニューム形状物の表面に残存すると、これが製品として使用されるときに腐食の進行を早めることが予想されるので中和が必要である。また、マグネシューム、銅、珪素等のアルミニューム合金内に固溶していた金属が、塩基性水溶液の前処理工程では完全溶解せずに表面近傍に水酸化物その他の組成物となって存在しているので、酸水溶液に浸漬することでこれらを取り除くこともできる。
従って、この目的に合う酸水溶液であれば如何なる酸水溶液であってもよい。具体的には、希硝酸が好ましく、珪素含有のアルミニューム合金では酸化ケイ素対策でフッ化水素酸を添加することも好ましい。硝酸(HNO3)の濃度は数%程度、フッ化水素酸(液体フッ化水素の水溶液)の濃度は0〜1.0%が好ましく使用できる。硝酸の濃度が高いと、アルミニューム合金の表面がアルマイト状態に近づき次工程で不都合が生じ易い。
【0015】
浸漬時間は数分で十分である。この前工程で、表面に灰汁(アルミニュームに添加されている金属の水酸化物や酸化ケイ素が主成分)のような物が付着して汚れ付着の様になっている場合は、この灰汁状物が溶けるか剥がれればこの工程を終了してよいと判断する。次に、アルミニューム合金形状物を酸水溶液から引き上げて水洗する。
なお、中和処理は、必ずしも行う必要はなく、この中和処理しないものでもアルミニューム合金形状物と熱可塑性樹脂組成物との付着強度は実用的に耐えられる程度のものが得られた。
【0016】
〔前処理工程II〕
前述した前処理工程Iに換えて次に説明する前処理工程IIを行っても良い。この前処理工程IIを行うと、アルミニューム合金形状物と熱可塑性樹脂組成物との接着が効果的である。アルミニューム合金形状物をまず水溶性還元剤の水溶液に浸漬し水洗する。水溶性還元剤としては、亜硫酸アルカリ金属、亜硫酸水素アルカリ金属、ヒドラジン(N2H4)、水素化ホウ素アルカリ金属(例えば、水素化ホウ素ナトリウム(NaBH4)等)、水素化アルミニュームアルカリ金属(例えば、水素化アルミニウムリチューム(LiAlH4)等)等が使用できるが、特に、亜硫酸ナトリュームが好ましく使用できる。亜硫酸ナトリューム水溶液を使用する場合、濃度は1〜5%程度、浸漬時間は常温で数分〜10分である。
【0017】
〔接触処理工程〕
前述した前処理工程I又はIIが完了した後、次の(i)、又は(ii)の接触処理工程で処理する。
(i)水溶液浸漬法
アルミニューム合金形状物の表面の接触処理法として、次記する化合物の水溶液に浸漬する水溶液浸漬法がある。アルミニューム合金形状物をアンモニア(NH3)、ヒドラジン(N2H4)、及び水溶性アミン系化合物から選択される1種以上の水溶液に浸漬する。アンモニアの水溶液は、市販のアンモニア水をそのまま、又は希釈して使用できる。ヒドラジンを使用するときは、原料としてヒドラジン水和物やヒドラジン60%水溶液が市販されておりこれを希釈して使用できる。
【0018】
水溶性アミン系化合物としては低級アミン類が使え、特にメチルアミン(CH3NH2)、ジメチルアミン((CH3)2NH)、トリメチルアミン((CH3)3N)、エチルアミン(C2H5NH2)、ジエチルアミン((C2H5)2NH)、トリエチルアミン((C2H5)3N)、エチレンジアミン(H2NCH2CH2NH2)、エタノールアミン(モノエタノールアミン(HOCH2CH2NH2)、アリルアミン(CH2CHCH2NH2)、ジエタノールアミン((HOCH2CH2)2NH)、等が好ましく、これらを水に溶解して使用する。
【0019】
使用する水溶液での上記化合物濃度は、2〜30%程度が使用でき、浸漬時間は常温〜60℃で数分〜30分である。例えば、アンモニアであれば、濃度10〜30%、常温下で15〜120分の浸漬が好ましい。これらの水溶液で浸漬処理後、水洗して乾燥する。
アンモニア水溶液にアルミニューム合金を浸漬することで、その中のアルミニュームは水素を発泡しつつアルミン酸イオンとなって溶解し、表面は微細なエッチング面となる。このアンモニア水溶液に浸漬し、水洗乾燥した後のアルミニューム合金の表面のX線電子分光法(XPS)による分析では、アルミニューム合金の表面に窒素が残存しており、これが射出成形による接着に有効なものと推定される。
【0020】
(ii)ガス接触法
アルミニューム合金形状物の表面の接触処理法として、次記する化合物をガス化して、このガスに接触させるガス接触法がある。ただし、このガス接触法は、アルミニューム合金形状物と熱可塑性樹脂組成物との固着強度の確保という観点からは、前処理工程Iを行ったものをガス処理することが好ましい。
アルミニューム合金形状物をアンモニア(NH3)、ヒドラジン(N2H4)、ピリジン(C5H5N)、アミン系化合物から選択される1種以上と接触させる。前工程で得たアルミニューム合金形状物にこれら窒素含有化合物を吸着させるのがこの工程の目的である。窒素含有化合物としては、広い意味のアミン系化合物と言える、アンモニア、ヒドラジン、ピリジン、メチルアミン((CH3NH2)、ジメチルアミン((CH3)2NH)、トリメチルアミン((CH3)3N)、エチルアミン(C2H5NH2)、ジエチルアミン((C2H5)2NH)、トリエチルアミン((C2H5)3N)、エチレンジアミン(H2NCH2CH2NH2)、エタノールアミン(モノエタノールアミン(HOCH2CH2NH2)、アリルアミン(CH2CHCH2NH2)、ジエタノールアミン((HOCH2CH2)2NH)、トリエタノールアミン((HOCH2CH2)3N)、アニリン(C6H7N)、その他アミン類が好ましい。
【0021】
蒸気圧の高いアンモニアや低級アミン類はそのガス中をくぐらす(接触)ことでこの工程を進めることができるし、ヒドラジンや蒸気圧の低いアミン系化合物は水に溶解してその中にアルミ合金形状物を浸漬することや、希釈せず直接浸漬させること、又、アルミ合金形状物にこれら水溶液を噴霧すること等で接触を終えることも可能である。
ガス接触させる場合、例えばアンモニアの場合は、市販のアンモニアボンベを使用するか、市販のアンモニア水を容器に半分満たしその気層部を通過させる方法も使用できる。低級アミンなどは水溶液としてから若干加熱することでその蒸気にアルミ合金を触れさせることができる。ヒドラジンやエタノールアミン類は水溶液が適している。低級アミンは水溶液でもトルエン溶液でも使用できる。液化アンモニアやピリジンに直接浸漬することも効果があるが、前者では工業的な設備の作成が大きくなり、後者では処理後のピリジンの処理が大変であり、実際的でない。
本工程で使用する広義のアミン類に属する窒素化合物は何れも臭気が強く酷いから、その意味では希釈溶液での扱いが最も好ましいが、常圧のアンモニアガスとの接触で工程を組むのであれば、その設備はそれほど厄介でないかもしれない。常圧のアンモニアガス中に曝す場合の条件としては、常温で数十分〜数日が好ましい。ただし、低級アミンやヒドラジン、アニリン、ピリジンは、水溶液への浸漬が好ましい。
【0022】
(iii)前処理後のアルミニューム合金形状物の保管
乾燥後のアルミニューム合金形状物は乾燥空気下で保管する。この保管時間は短いほうがよいが、常温で1週間以内であれば問題はない。
【0023】
〔熱可塑性樹脂組成物〕
本発明において、アルミニューム合金形状物に固着される熱可塑性樹脂組成物について述べる。熱可塑性樹脂組成物は、アルミニューム合金形状物の表面にポリアルキレンテレフタレート、ポリアルキレンテレフタレートを主体とする共重合体、及びポリアルキレンテレフタレートを成分として含む熱可塑性樹脂組成物から選択される1種以上からなる。ポリアルキレンテレフタレートとしてポリブチレンテレフタレート(PBT)が好ましい。
このPBTを含むポリマーは、PBT単独のポリマー、PBTとポリカーボネート(以下、「PC」という。)のポリマーコンパウンド、PBTとアクリロニトリル・ブタジエン・スチレン樹脂(以下、「ABS」という。)のポリマーコンパウンド、PBTとポリエチレンテレフタレート(以下、「PET」という。)のポリマーコンパウンド、PBTとポリスチレン(以下、「PS」という。)のポリマーコンパウンドから選択される1種以上が好ましく使用できる。
【0024】
また、これらポリマーにフィラーを含有させて機械的特性を改善する。フィラーの含有は、特にアルミニューム合金形状物と熱可塑性樹脂組成物との線膨張率を一致させるという観点から非常に重要である。フィラーとしては、ガラス繊維、炭素繊維、アラミド繊維、その他これらに類する高強度繊維が良い。
前記ポリマーコンパウンドには、物性を改良するための充填材が加えられていると良い。充填材は、カーボンブラック、炭酸カルシューム、ケイ酸カルシウム、炭酸マグネシューム、シリカ、タルク、粘土、リグニン、アスベスト、雲母、石英粉、ガラス球等のように公知の材料から選択される1種以上からなると良い。
前記フィラーを含まない場合でも強固に接着し、金属に接着した樹脂成形物を取り去るには非常に強い力が必要である。しかしながら成形された複合体を温度サイクル試験にかけると、前記フィラーを含まない熱可塑性樹脂組成物の系ではサイクルを重ねることで急速に接着強度が低下する。これには二つの原因があると推定される。
【0025】
一つは、線膨張率でアルミニューム合金形状物と熱可塑性樹脂組成物に大きな差があることによる。純アルミニュームの線膨張率は金属の中では大きい方だが、それでも熱可塑性樹脂組成物よりかなり小さい。フィラーの存在は熱可塑性樹脂組成物の線膨張率を下げ、アルミニューム合金の線膨張率(純アルミニュームで2.4×10-5)に近づける。フィラーの種類とその含有率を選べば線膨張率はアルミニューム合金にかなり近い値にできる。
もう一つは、インサート成形後のアルミニウム合金形状物の冷却縮みと熱可塑性樹脂組成物の成形収縮の関係である。フィラーを含まない熱可塑性樹脂組成物の成形収縮率は小さなものでも0.6%程度である。一方、アルミニューム合金の冷却縮み、例えば熱可塑性樹脂組成物を射出してから室温まで150℃程度冷えるとして約0.3%、は熱可塑性樹脂組成物の成形収縮率より小さく、差がある。射出成形金型から離型して時間が経ち、熱可塑性樹脂組成物が落ち着いてくると、界面に内部歪が生じ僅かな衝撃で界面破壊が起こって剥がれてしまう。
【0026】
この現象をより具体的に述べると次のようになる。アルミニューム合金では熱膨張率、詳しくは温度変化に対する線膨張率は2〜3×10-5℃-1である。一方、PBTやPBT含有のポリマーコンパウンドのそれは7〜8×10-5℃-1である。線膨張率を下げるため、フィラーの熱可塑性樹脂組成物における含有率は高い方が好ましく、含有率は20%以上、より好ましくは30%以上が好ましい。PBTやPBT含有のポリマーコンパウンドに高強度繊維や無機フィラーを含有率で30〜50%含ませると線膨張率は2〜3×10-5℃-1となりアルミニュームとほぼ一致する。
また、このとき成形収縮率も低下する。成形収縮率について言えば、PBTの高い結晶性が収縮率を上げているので、結晶性の低い樹脂、PET、PC、ABS、PS、その他を混ぜてコンパウンド化した方が更に低下できる。しかし、PBT濃度も下がるのでその最適含有率はまだ詳細には調べていない。
【0027】
〔成形/射出成形〕
射出成形金型を用意し、金型を開いてその一方にアルミニューム合金形状物をインサートし、金型を閉め、前記の熱可塑性樹脂組成物を射出し、金型を開き離型する方法である。形状の自由度、生産性など最も優れた成形法である。大量生産では、インサート用にロボットを用意すればよい。
次に、射出条件について述べる。金型温度、射出温度は高い方が良い結果が得られるが無理に上げることはなく、前記の熱可塑性樹脂組成物を使う通常の射出成形時とほぼ同様の条件で十分な接着効果が発揮できる。接着力を上げるためには、むしろ金型のゲート構造において出来るだけピンゲートを使うことに留意した方がよい。ピンゲートでは樹脂通過時に生じるせん断摩擦で瞬時に樹脂温度が上がりこれが良効果を生むことが多い。要するに、円滑な成形を阻害しない範囲で出来るだけ接着面に高温の樹脂溶融物が接するように工夫するのが良いようにみられた。
【0028】
〔成形/射出成形以外の方法〕
金型にアルミニューム合金形状物と薄い熱可塑性樹脂組成物からなる樹脂形状物の双方をインサートし、他方の金型で閉めて加熱しつつ押し付ける成形法、即ち加熱プレス成形でも一体化品を得ることができる。量産に適した方法ではないが、形状によっては使える可能性はある。接着の原理は、前述した射出成形による接着と同じである。
その他に、パイプ状物、板状物などの一体化品が求められる場合に、押し出し成形という方法が使用されるが、この押し出し成形でも本発明は利用可能である。前述した熱可塑性樹脂組成物が、加熱溶融状態の時に処理されたアルミニューム合金形状物の表面と接触することが重要であるだけであり、理論的には成形方法を選ばないはずである。ただ、押し出し成形では溶融樹脂とアルミニューム合金形状物の表面の間にかかる圧力が射出成形等と比較すると著しく低い。この点で最強の接着力を示すことは期待できないが実用性との関係で十分使用に耐える設計があるはずである。
【0029】
【発明の実施の形態】
図1は、携帯電話ケースカバーの外観図である。図2は、図1で示す携帯電話ケースカバーをI−I線で切断したときの断面図である。ケースカバー1は、アルミニューム合金製の板材から機械加工により作られた金属フレーム2から形成されている。金属フレーム2は、詳細にはプレス機とこれで駆動される金型により塑性加工し、更に必要に応じて切削加工して作られたものである。
金属フレーム2の内面には、隔壁と補強にために熱可塑性樹脂組成物のリブ3が一体に固着されている。この固着は後述する方法により射出成形されて金属フレーム2と一体化されている。射出に使用する熱可塑性樹脂組成物については前述したものである。リブ3を射出成形する前に金属フレーム2の表面は前述した各種化合物の水溶液による浸漬処理、又はガス化された化合物で接触処理されている。
【0030】
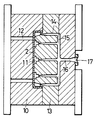
以下、リブ3等を射出成形法で固着する方法(射出固着)について詳細に説明する。前述した金属フレーム2は、浸漬による表面処理後、可能な限り保管開始1週間以内に取り出され、リブ3を射出するための射出成形金型にインサートされる。図3は、金属フレーム2の表面に射出成形により熱可塑性樹脂組成物が充填される射出成形金型の断面図である。可動側型板10のキャビティーに、前処理された金属フレーム2を挿入配置する。
金属フレーム2をキャビティーに挿入した状態で可動側型板10を閉じる。キャビティー11は、可動側型板10と固定側型板13とを閉めた状態で、金属フレーム2、可動側型板10、固定側型板13で形成された空間である。このキャビティー11にランナー15、ゲート14を介してリブ3を構成する溶融樹脂が供給され、リブ3の成形を行う。完成されたケースカバー1の筐体は、金属フレーム2と熱可塑性樹脂組成物で作られたリブ3とが一体に接合されて、強度的にも、外観のデザイン上も金属の特徴を生かし、しかも筐体内部の形状、構造も複雑な形状とすることができる。
【0031】
[実験例]
以下、本発明の実施の形態を実験により確認するために次のような簡易的な実験を行った。
(i)実験例1(水溶液への浸漬)
市販の1mm厚のA1100(日本工業規格(JIS))アルミニューム合金板を購入した。20mm×50mmの長方形片100個に切断した。このアルミニュウーム片を両面テープでゴムシートに貼り付けブラスト装置(図示せず)に入れた。研磨量が約5μレベルになるようにエヤーパルス時間を設定し、エヤーブラスト処理した。ブラスト装置から取り出し、平均で5時間以内置いた後、エタノール4リットルに超音波をかけつつ10分浸漬して取り出し、イオン交換水4リットルに漬けてかき混ぜプラスチック製ザルにあけ、更にイオン交換水2リットルをかけて洗浄し、高圧空気で乾燥した。
【0032】
次に、28%濃度のアンモニア水をポリエチレン製ビーカーに0.5リットル用意し、先ほどのアルミニューム片を浸漬した。これを25分後に引き上げ、イオン交換水で十分に洗浄した。更に、ビーカーに満たしたアセトンに数秒漬けた後、高圧空気を吹き付けて乾燥し、乾燥空気で満たされている保管箱内に収納した。
2日後、保管箱からアルミニューム片を取り出て、油分等が付着せぬよう手袋で摘まんで射出成形金型にインサートした。金型を閉め、ガラス繊維20%、超微粉タルク20%含有のPBT/PET樹脂(PBT約70%とPET約30%、三菱レイヨン(株)社製)を射出し、図4で示すように一体化した複合体を得た。
【0033】
図4に示す矩形の基台は板状の金属片21である。これは先ほど得たアルミニューム片と同じ厚さ1mmであり20mm×50mmの長方形形状である。ここへ2個のピンゲート22、23から樹脂組成物が注入されボス形状物24とリブ形状物25が形成される。ボス形状物24は接着面が直径8mmの円形状であり、リブ形状物25は接着面が8mm×25mmの長方形状である。ボス形状物24、リブ形状物25とも高さが8mmあり、ボス形状物24の方は中心に直径2mmの穴が開いておりトルク測定用のネジ山付き測定端をねじ込めるようにしてある。
金型温度は100℃とし、射出成形機の加熱筒の最終部分温度とノズル温度は270℃とした。成形品を成形後室内に1週間放置した後、接着力を検査した。アルミ板部分を机の上に押さえ付けボス形状物24、及びリブ形状物25の先端を親指で水平方法に強く押して樹脂部分を剥がそうとしたが指に傷が行きそうになるまで押しても剥がすことは出来なかった。この簡易的な試験を10個の成形品について実施したが全て同じであった。
【0034】
この10個を含む計70個について、ペンチでリブ形状物25の樹脂部を真上から(ペンチが垂直方向になるようにして)掴み、そのままペンチを傾けリブ形状物25を剥がそうとした。しかし、70個とも接着面は全く剥がれずリブ形状物25が途中から折れた。ボス形状物24を同様にペンチで挟んで折り曲げたところ、10個はアルミニューム板から剥がすことが出来たが、ボス形状物24の接着していたアルミ面には点々と小さな樹脂残砕が残っており材料破壊が生じていた。残りの60個は剥がすことはできずボス形状物24が途中で折れた。
更に、別の10個についてボス形状物24にある穴にネジ山付き測定端を突っ込んでトルク測定器を回した。ボス形状物24が剥がれる時のトルクを測ろうとしたが、全てのものでトルクが約200Ncmを過ぎた辺りで樹脂側の穴が削れてしまい空回りしボス形状物24は剥がれなかった。
【0035】
更に、別の10個を取って金属皿の上に乗せ、85℃と−40℃の間の温度サイクル試験を実施した。室温から+0.7℃/分で昇温して85℃にして2時間置き、次に0.7℃/分の速度で室温(実験時は25℃)まで戻し、1時間置いてからまた同じ速度で−20℃まで冷やした。−40℃に2時間置き、今度は+0.7℃/分で昇温して室温に戻し1時間置いてからまた昇温するという温度サイクル試験である。全100サイクルしてから前記と同じペンチとトルク測定器を使った試験をした。結果は温度サイクル試験をしない場合の試験結果と同じであった。
更に、別の10個について高温高湿試験を実施した。具体的には85℃、60%湿度の条件下に24時間放置し室温下に1時間かけて戻してから前期と同じペンチとトルク測定器を使った試験をした。結果は高温高湿試験を行っていない前記試験結果と同じであった。全体として見た場合、接着物の破壊試験としては驚くほど安定した結果を得た。
この様なことが可能になった理由は、アルミニューム合金をアンモニアで接触処理したことにある。この処理によりアルミニューム合金の表面が親PBT表面に変わったものと推定される。
【0036】
(ii)実験例2
市販の1mm厚のA5052(日本工業規格(JIS))アルミニューム合金板を購入した。20mm×50mmの長方形片50個に切断した。これを実験例1と同じ方法で洗浄した。次に、1%濃度の水酸化ナトリューム水溶液をポリエチレン製ビーカーに500g用意し、前述したアルミニューム片を浸漬した。2分後に引き上げ、イオン交換水で十分に洗浄した。
次に、1%濃度の硝酸と0.2%濃度のフッ化水素酸を含む水溶液をポリエチレン製ビーカーに500cc用意し、先ほどのアルミニューム片を1分間浸漬して中和した。引き上げてイオン交換水で十分に洗浄した。次に、1%濃度のメチルアミン水溶液をポリエチレン製ビーカーに500g用意し、先ほどのアルミニューム片を1分間浸漬し、引き上げてイオン交換水で十分に洗浄した。
【0037】
更に、ビーカーに満たしたアセトンに数秒漬けた後、高圧空気を吹き付けて乾燥し、乾燥空気で満たされている保管箱内に収納した。2日後、保管箱からアルミニューム片を取り出し、油分等が付着せぬよう手袋で摘まんで射出成形金型にインサートした。その後は実験例1と全く同様に成形を実施した。得られた一体化物のうち10個について、アルミ板部分を机の上に押さえつけボス形状物24、及びリブ形状物25の先端を親指で水平方法に強く押して樹脂部分を剥がそうとしたが、全て、指に傷が行きそうになるまで押しても剥がすことは出来なかった。
【0038】
この10個を含む計50個について、ペンチでリブ形状物25の樹脂部を真上から(ペンチが垂直方向になるようにして)掴み、そのままペンチを傾けリブ形状物25を剥がそうとした。しかし、50個とも接着面は全く剥がれずリブ形状物25が途中から折れた。ボス形状物24を同様にペンチで挟んで折り曲げたところ、7個はアルミニューム板から剥がすことが出来たが、ボス形状物24の接着していたアルミ面には点々と小さな樹脂残砕が残っており材料破壊が生じていた。残りの43個は剥がすことはできずボス形状物24が途中で折れた。
アルミニューム合金に対して、熱可塑性樹脂組成物を強固に付けられるようにするため、アミン系化合物による接触処理の前に化学的エッチングや、塩基/酸水溶液への浸漬処理を加えた方法が使えることが確認できた。
【0039】
(iii)実験例3(ガス接触法)
前述した実験例2において、アルミニューム片を水酸化ナトリューム水溶液で処理した後、フッ化水素酸で中和処理した。この中和処理後に、実験例1では28%濃度のアンモニア水にアルミニューム片を浸漬したが、これに換えて次の方法でアンモニアガスに接触させた。30リットルのアンモニアで満たした2重の大型ポリエチレン袋に前述したアルミニューム片を完全には重ならぬようにして入れ、少量のアンモニアガスを供給しつつ放置した。
これを48時間後に取り出し、高圧空気を吹き付けた後、乾燥空気で満たされている保管箱内に収納した。この処理以外は、実験例1と実質的に同一の処理、及び強度試験を行った。この接着強度は、実験例1と実質的に同一強度であった。
【0040】
(iv)実験例4
市販の1mm厚のA1100(日本工業規格(JIS))アルミニューム合金板を購入した。20mm×50mmの長方形片50個に切断した。これを実験例1と同じ方法で洗浄した。次に、5%濃度の亜硫酸ナトリューム水溶液をポリエチレン製ビーカーに500g用意し、先ほどのアルミニューム片を浸漬した。10分後に引き上げ、イオン交換水で十分に洗浄した。
次に、1%濃度のエチレンジアミン水溶液をポリエチレン製ビーカーに500g用意し、先ほどのアルミニューム片を1分間浸漬し、引き上げてイオン交換水で十分に洗浄した。更に、ビーカーに満たしたアセトンに数秒漬けた後、高圧空気を吹き付けて乾燥し、乾燥空気で満たされている保管箱内に収納した。
【0041】
2日後、保管箱からアルミニューム片を取り出し、油分等が付着せぬよう手袋で摘まんで射出成形金型にインサートした。その後は実験例1と全く同様に成形を実施した。得られた一体化物のうち10個についてアルミ板部分を机の上に押さえ付けボス形状物24、及びリブ形状物25の先端を親指で水平方法に強く押して樹脂部分を剥がそうとしたが、全て、指に傷が行きそうになるまで押しても剥がすことは出来なかった。
【0042】
この10個を含む計50個について、ペンチでリブ形状物25の樹脂部を真上から(ペンチが垂直方向になるようにして)掴み、そのままペンチを傾けリブ形状物25を剥がそうとした。しかし、50個とも接着面は全く剥がれずリブ形状物25が途中から折れた。ボス形状物24を同様にペンチで挟んで折り曲げたところ、12個はアルミニューム板から剥がすことが出来たが、ボス形状物24の接着していたアルミ面には点々と小さな樹脂の残砕が残っており材料破壊が生じていた。残りの38個は剥がすことはできずボス形状物24が途中で折れた。
【0043】
(v)実験例5
市販の1mm厚のA5052(日本工業規格(JIS))アルミニューム合金板を購入した。20mm×50mmの長方形片50個に切断した。これを実験例1と同じ方法で洗浄した。次に、1%濃度の水酸化ナトリューム水溶液をポリエチレン製ビーカーに500g用意し、前述したアルミニューム片を浸漬した。2分後に引き上げ、イオン交換水で十分に洗浄した。
次に、1%濃度の硝酸をポリエチレン製ビーカーに500cc用意し、前述したアルミニューム片を1分間浸漬して中和した。引き上げてイオン交換水で十分に洗浄した。次に、5%濃度の水和ヒドラジン水溶液をポリエチレン製ビーカーに500g用意し、加熱して水溶液を50℃とし、前述したアルミニューム片を2分間浸漬し、引き上げてイオン交換水で十分に洗浄した。
【0044】
更に、温風乾燥機に移して70℃で20分かけて乾燥し、乾燥空気で満たされている保管箱内に収納した。2日後、保管箱からアルミニューム片を取り出し、油分等が付着せぬよう手袋で摘まんで射出成形金型にインサートした。その後は実験例1と全く同様に成形を実施した。得られた一体化物のうち10個について、アルミ板部分を机の上に押さえ付けボス形状物24、及びリブ形状物25の先端を親指で水平方法に強く押して樹脂部分を剥がそうとしたが、全て、指に傷が行きそうになるまで押しても剥がすことは出来なかった。
この10個を含む計50個について、ペンチでリブ形状物25の樹脂部を真上から(ペンチが垂直方向になるようにして)掴み、そのままペンチを傾けリブ形状物25を剥がそうとした。しかし、50個とも接着面は全く剥がれずリブ形状物25が途中から折れた。ボス形状物24を同様にペンチで挟んで折り曲げたところ、7個はアルミニューム板から剥がすことが出来たが、ボス形状物24の接着していたアルミ面には点々と小さな樹脂残砕が残っており材料破壊が生じていた。残りの43個は剥がすことはできずボス形状物24が途中で折れた。
【0045】
[本発明の利用分野]
本発明の利用分野は、モバイル用の各種電子機器、家庭用電化製品、医療機器、自動車の車体、車両搭載用品、建築資材の部品、その他の各種機械の構造用部品、各種内装・外装用部品等に用いることができる。
【0046】
【発明の効果】
本発明のアルミニューム合金と樹脂の複合体とその製造方法は、アルミニューム合金の表面を処理して、熱可塑性樹脂組成物とアルミニューム合金形状物とが容易に剥がれることない、また、形状、構造上も機械的強度の上でも問題がない各種機器の筐体や部品、構造物等を作ることができる、更に、電子機器等の筐体、部品、構造物等の軽量化や機器製造工程の簡素化に役立つことができる、という効果を奏する。
【図面の簡単な説明】
【図1】図1は、携帯電話ケースカバーの外観図である。
【図2】図2は、図1で示す携帯電話ケースカバーのI−I線で切断したときの断面図である。
【図3】図3は、金属フレームの表面に射出成形により熱可塑性樹脂組成物が充填される射出成形金型の断面図である。
【図4】図4は、アルミニューム合金と樹脂の複合体の実験片である。
【符号の説明】
1…ケースカバー
2…金属フレーム
3…リブ
10…可動側型板
13…固定側型板[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a composite of an aluminum alloy and a resin and a method for producing the same. More specifically, regarding a structure in which a thermoplastic resin is integrated with an aluminum alloy shaped product manufactured by various machining methods, a housing for electronic equipment, a housing for household appliances, a structural component for automobiles, The present invention relates to a composite of an aluminum alloy and a resin used for various structural machine parts and a manufacturing method thereof.
[0002]
[Prior art]
A technology for integrating a metal and a resin is required from a wide range of fields such as manufacturing parts for automobiles, home appliances, industrial equipment, and the like, and many adhesives have been developed for this purpose. Among these are very good adhesives. Adhesives that exhibit their functions at room temperature or when heated are used for joining metal and synthetic resin together, and this joining method is now a common technique.
However, it has been studied in the past whether there is a more rational joining method that does not use an adhesive. A method of integrating high-strength engineering resin without the use of adhesives to iron alloys such as magnesium, aluminum and its alloys such as light metals, stainless steel, such as injection molding of resin components on the metal side The method of bonding (fixing) by a method, the “injection bonding method” defined by the inventor for short (however, it does not mean only the molding method by injection molding) has not been put into practical use at present.
[0003]
The inventors proceeded with intensive research and development, and after dipping an aluminum alloy shaped article in an aqueous solution of a water-soluble reducing agent, contact with a thermoplastic resin composition mainly composed of an alkylene terephthalate resin under high temperature and high pressure is specific. It was discovered that the adhesion strength (used in the present invention synonymously with “adhesion strength”) increases. This was proposed as Japanese Patent Application No. 2001-314854.
The present inventors have paid particular attention to aluminum alloys among metal alloys. Aluminum is lightweight and abundant as a resource. With this alloying and surface treatment, in addition to the excellent extensibility, electrical conductivity, and thermal conductivity that are the original physical properties, it is possible to increase the strength, corrosion resistance, free machinability, and extensibility by alloying. This is because it is currently used in a wide range of fields. In particular, if personal information is further developed and mobile electronic devices are used for general purposes in the future, the demand for weight reduction of these devices is expected to increase. In this respect, aluminum alloys are expected to be further utilized.
[0004]
The inventors focused on a thermoplastic resin composition mainly containing an aluminum alloy and polybutylene terephthalate (hereinafter referred to as “PBT”) among the inventions described above by the inventors. The experiment was repeated on the horizontal development of the invention. In the above-described invention, the aluminum alloy was characterized in that it was treated with an aqueous solution of a water-soluble reducing agent, but even if a reducing agent was used, the surface was instantly oxidized by oxygen in the air when taken out from the treated aqueous solution, In terms of the final surface state, it was observed by surface analysis by X-ray electron spectroscopy (XPS) that the surface was not in a zero-valent aluminum metal state.
On the other hand, the hydrazine mainly used in the above-mentioned invention is not particularly dangerous, but it was considered important to confirm effective treatment chemicals that were surface-treated other than this. Taking these into account, we decided to make a hypothesis and conduct a proof experiment of the injection adhesion theory. This is because it was considered useful in developing a reliable injection bonding method.
[0005]
By developing the inventors' invention described above, hydrazine and expensive sodium borohydride (NaBH) Four ), Aluminum hydride lithium (LiAlH) difficult to handle Four I tried to develop a method to achieve the same purpose by treating the surface of aluminum alloy without using a reducing agent.
There are many types of aluminum alloys with improved strength and other properties. There is also a need for a pretreatment method in which a resin can be bonded with satisfactory injection adhesive strength to aluminum alloys containing magnesium, silicon, copper, and other metals.
[0006]
[Problems to be solved by the invention]
The present invention has been made based on the technical background as described above, and achieves the following object.
An object of the present invention is to obtain a composite of an aluminum alloy and a resin, and a method for producing the same, by treating the surface of the aluminum alloy so that the thermoplastic resin composition and the aluminum alloy shaped article are not easily peeled off. It is in.
Another object of the present invention is a composite of aluminum alloy and resin, and its manufacture, which can be used to make housings, parts, structures, etc. for various devices that have no problem in shape, structure or mechanical strength. There is to get a way.
Still another object of the present invention is to obtain a composite of aluminum alloy and resin and a method for manufacturing the same, which are useful for reducing the weight of housings, parts, structures, etc. of electronic devices and simplifying the device manufacturing process. is there.
[0007]
[Means for Solving the Problems]
In order to achieve the above object, the present invention employs the following means.
The composite of aluminum alloy and resin of the present invention is
An aluminum alloy shaped article that has undergone a dipping step of dipping in a 50% aqueous solution of 5% hydrated hydrazine for 2 minutes;
On the surface of the aluminum alloy shaped article, polybutylene terephthalate, a copolymer mainly composed of polybutylene terephthalate, and Polybutylene terephthalate One or more selected from thermoplastic resin compositions containing as a component are adhered by injection molding
It is characterized by that.
[0008]
The method for producing a composite of an aluminum alloy and a resin according to the present invention includes a machining step in which the aluminum alloy is machined into an aluminum alloy shape, and the aluminum alloy shape is ammonia, hydrazine, and water-soluble. Contacting with one or more compounds selected from amine-based compounds, and inserting the aluminum alloy shaped article contacted in the contacting step into a molding die, the aluminum alloy shaped article One or more selected from polyalkylene terephthalate, a copolymer mainly composed of the polyalkylene terephthalate, and a thermoplastic resin composition containing the polyalkylene terephthalate as a component on the surface of And a molding process.
[0009]
Hereafter, it demonstrates in detail for every requirement which comprises manufacture of the composite of the aluminum alloy and resin of this invention.
[Aluminum alloy shape]
As the aluminum alloy used as the material of the aluminum alloy shape, 1000-7000 series products which are standardized by JIS (Japanese Industrial Standard), and various aluminum alloys for die casting can be used. The 1000 series is a high-purity aluminum alloy, but the other is an alloy system for various purposes including magnesium, silicon, copper, manganese, etc. in addition to aluminum. For the surface pretreatment step, an alloy containing a relatively large amount of metals other than aluminum is preferably a “pretreatment step I” described later, but this pretreatment step is not necessarily required. In any case, not only high-purity aluminum alloys but also many aluminum alloys that are currently used in the housings of various devices can be used.
[0010]
When resin is bonded by injection molding, the shape of aluminum alloy is made from aluminum alloy lump, plate, bar, etc., plastic processing, sawing, milling, electrical discharge machining, drilling, pressing, grinding, polishing. Etc. are machined into a desired shape alone or in combination. By this machining, an aluminum alloy shape having a shape and structure necessary for an insert for injection molding is processed. The processed aluminum alloy shaped product must have a thick surface such as rust that has been oxidized or hydroxylated on the surface to be bonded. It is necessary to remove by polishing.
[0011]
(I) Surface processing
Although it may also serve as polishing, immediately before the pretreatment step using an aqueous solution described below, the coating layer such as rust on the surface is removed by machining by sandblasting, shot blasting, grinding, barreling, etc. Surface processing is preferable. The surface to be bonded (fixed) to the thermoplastic resin composition to be described later is roughened by these surface treatments, that is, the surface roughness is increased, and the adhesion effect between this surface and the thermoplastic resin composition can be enhanced. preferable.
In addition, this surface processing includes removal of the oil layer on the surface remaining in the metal processing process, and during the storage period of the aluminum alloy shaped material after machining, oxide layer, corrosive layer, etc. generated on the surface It plays an important role such as stripping off and renewing the aluminum alloy surface. As a result, the effect of the next step can be applied uniformly to the entire updated surface. Further, according to the experiments by the present inventors, the blasted aluminum alloy shaped article is the same as the one processed in the next step and its surface condition if stored for about one week under dry air. It was confirmed that there was not much difference.
[0012]
(Ii) Cleaning process
This cleaning step is not necessarily a necessary step in the present invention because the surface processing described above is performed. However, fats and oils and fine dust are attached to the surface of the aluminum alloy shaped product. In particular, the machined surface is provided with a coolant liquid, chips and the like used during machining, and it is preferable to wash them. Although it depends on the kind of dirt, it is preferably carried out by a combination of washing with an organic solvent and washing with water. In the case of a water-soluble organic solvent, for example, acetone, methanol, ethanol, etc., it is easy to remove the solvent by immersing in an organic solvent to remove oily dirt and then washing with water. If there is a strong oily substance, wash with an organic solvent such as benzine or xylene.
Also in this case, it is preferable to wash with water and dry later. Keep the storage period after washing as short as possible. If possible, it is preferable that the cleaning process and the following process (pretreatment process) are continuously performed without taking time. In the case of continuous treatment, it is not necessary to dry after the washing step.
[0013]
[Pretreatment step I]
(I) Alkali etching
When a pretreatment step I described below is performed as a pretreatment for the contact step described later, adhesion between the aluminum alloy shaped article and the thermoplastic resin composition is more effective. This is a process for forming a fine etching surface on the surface of the aluminum alloy. The aluminum alloy shaped article is first immersed in a basic aqueous solution (pH> 7), and then the aluminum alloy shaped article is washed with water. Bases used in basic aqueous solutions include hydroxides of alkali metal hydroxides such as sodium hydroxide (NaOH) and hydroxide (KOH), or soda ash (Na 2 CO Three , Anhydrous sodium carbonate), ammonia and the like.
In addition, alkaline earth metal hydroxides (Ca, Sr, Ba, Ra) can be used, but they may be selected from the former group which is practically inexpensive and effective. In the case of using sodium hydroxide, 0.1 to 10% aqueous solution and in the case of using soda ash are preferably 0.1 to 10%, and the immersion time is several minutes at room temperature. After this immersion treatment, it is washed with water. By immersing in a basic aqueous solution, the surface of the aluminum alloy dissolves as aluminate ions while releasing hydrogen, and the surface of the aluminum alloy becomes a fine etched surface.
[0014]
(Ii) Neutralization treatment
Next, it is immersed in an acid aqueous solution and then washed with water. The purpose of using the aqueous acid solution is neutralization. If sodium hydroxide or the like remains on the surface of the aluminum-shaped article in the previous step, it is expected to accelerate the progress of corrosion when used as a product, so neutralization is necessary. In addition, metals dissolved in aluminum alloys such as magnesium, copper, and silicon do not dissolve completely in the pretreatment step of the basic aqueous solution and exist as hydroxides and other compositions near the surface. Therefore, these can be removed by immersing in an acid aqueous solution.
Therefore, any acid aqueous solution may be used as long as the acid aqueous solution meets this purpose. Specifically, dilute nitric acid is preferable, and in a silicon-containing aluminum alloy, it is also preferable to add hydrofluoric acid as a countermeasure against silicon oxide. Nitric acid (HNO Three ) Concentration is about several percent, and the concentration of hydrofluoric acid (liquid hydrogen fluoride aqueous solution) is preferably 0 to 1.0%. When the concentration of nitric acid is high, the surface of the aluminum alloy approaches the alumite state, and inconvenience is likely to occur in the next process.
[0015]
An immersion time of several minutes is sufficient. In this pre-process, if a substance such as lye (a metal hydroxide or silicon oxide added to aluminum is the main component) adheres to the surface and looks like dirt, this lye If the object melts or peels off, it is judged that this step may be finished. Next, the aluminum alloy shaped article is pulled up from the acid aqueous solution and washed with water.
The neutralization treatment does not necessarily have to be carried out, and even if the neutralization treatment is not performed, the adhesion strength between the aluminum alloy shaped article and the thermoplastic resin composition is practically durable.
[0016]
[Pretreatment process II]
Instead of the above-described pretreatment step I, a pretreatment step II described below may be performed. When this pretreatment step II is performed, adhesion between the aluminum alloy shaped article and the thermoplastic resin composition is effective. First, the aluminum alloy shaped article is immersed in an aqueous solution of a water-soluble reducing agent and washed with water. Water-soluble reducing agents include alkali metal sulfite, alkali metal bisulfite, hydrazine (N 2 H Four ), Alkali metal borohydride (eg, sodium borohydride (NaBH Four )), Aluminum hydride alkali metal (eg, aluminum hydride lithium (LiAlH) Four ) Etc.) can be used, and sodium sulfite is particularly preferably used. When using sodium sulfite aqueous solution, a density | concentration is about 1 to 5% and immersion time is several minutes-10 minutes at normal temperature.
[0017]
[Contact treatment process]
After the above-described pretreatment step I or II is completed, the following (i) or (ii) contact treatment step is performed.
(I) Aqueous solution immersion method
As a contact treatment method for the surface of an aluminum alloy shaped article, there is an aqueous solution dipping method in which the following compound is dipped in an aqueous solution. The aluminum alloy shaped article is immersed in one or more aqueous solutions selected from ammonia (NH 3), hydrazine (N 2 H 4), and a water-soluble amine compound. The aqueous ammonia solution can be used as it is or after diluting commercially available aqueous ammonia. When hydrazine is used, hydrazine hydrate or hydrazine 60% aqueous solution is commercially available as a raw material and can be used after diluting.
[0018]
As water-soluble amine compounds, lower amines can be used, particularly methylamine (CH Three NH 2 ), Dimethylamine ((CH Three ) 2 NH), trimethylamine ((CH Three ) Three N), ethylamine (C 2 H Five NH 2 ), Diethylamine ((C 2 H Five ) 2 NH), triethylamine ((C 2 H Five ) Three N), ethylenediamine (H 2 NCH 2 CH 2 NH 2 ), Ethanolamine (monoethanolamine (HOCH 2 CH 2 NH 2 ), Allylamine (CH 2 CHCH 2 NH 2 ), Diethanolamine ((HOCH 2 CH 2 ) 2 NH), etc. are preferred, and these are used by dissolving in water.
[0019]
The concentration of the compound in the aqueous solution used can be about 2 to 30%, and the immersion time is from room temperature to 60 ° C. for several minutes to 30 minutes. For example, in the case of ammonia, the immersion is preferably 15 to 120 minutes at a normal temperature of 10 to 30%. After soaking with these aqueous solutions, they are washed with water and dried.
By immersing the aluminum alloy in an aqueous ammonia solution, the aluminum in the aluminum alloy dissolves as aluminate ions while foaming hydrogen, and the surface becomes a fine etched surface. In the analysis by X-ray electron spectroscopy (XPS) of the surface of the aluminum alloy after being immersed in this aqueous ammonia, washed with water and dried, nitrogen remains on the surface of the aluminum alloy, which is effective for bonding by injection molding. It is estimated that
[0020]
(Ii) Gas contact method
As a contact treatment method for the surface of an aluminum alloy shaped article, there is a gas contact method in which the following compounds are gasified and brought into contact with this gas. However, in this gas contact method, from the viewpoint of securing the adhesion strength between the aluminum alloy shaped article and the thermoplastic resin composition, it is preferable to gas-treat the one subjected to the pretreatment step I.
Aluminum alloy shape is made of ammonia (NH Three ), Hydrazine (N 2 H Four ), Pyridine (C Five H Five N) Contact with one or more selected from amine compounds. The purpose of this step is to adsorb these nitrogen-containing compounds to the aluminum alloy shaped product obtained in the previous step. As nitrogen-containing compounds, ammonia, hydrazine, pyridine, methylamine ((CH Three NH 2 ), Dimethylamine ((CH Three ) 2 NH), trimethylamine ((CH Three ) Three N), ethylamine (C 2 H Five NH 2 ), Diethylamine ((C 2 H Five ) 2 NH), triethylamine ((C 2 H Five ) Three N), ethylenediamine (H 2 NCH 2 CH 2 NH 2 ), Ethanolamine (monoethanolamine (HOCH 2 CH 2 NH 2 ), Allylamine (CH 2 CHCH 2 NH 2 ), Diethanolamine ((HOCH 2 CH 2 ) 2 NH), triethanolamine ((HOCH 2 CH 2 ) Three N), aniline (C 6 H 7 N) and other amines are preferred.
[0021]
Ammonia and lower amines with high vapor pressure can pass through the gas (contact), and this process can proceed, and hydrazine and amine compounds with low vapor pressure dissolve in water and contain aluminum alloy. It is also possible to finish the contact by immersing the shaped object, directly immersing it without diluting, or spraying the aqueous solution onto the aluminum alloy shaped object.
In the case of contact with gas, for example, in the case of ammonia, a commercially available ammonia cylinder can be used, or a method of filling a container with half of commercially available ammonia water and passing through the gas layer portion can also be used. The lower amine and the like can be brought into contact with the aluminum alloy by slightly heating the aqueous amine and the like. An aqueous solution is suitable for hydrazine and ethanolamines. The lower amine can be used in an aqueous solution or a toluene solution. Direct immersion in liquefied ammonia or pyridine is also effective, but in the former, the production of industrial equipment becomes large, and in the latter, the treatment of pyridine after treatment is difficult, which is not practical.
Nitrogen compounds belonging to amines in a broad sense used in this step have strong odor and are severe, so in that sense, handling with a dilute solution is most preferable, but if the process is set up in contact with atmospheric ammonia gas, The equipment may not be so cumbersome. The conditions for exposure to atmospheric ammonia gas are preferably several tens of minutes to several days at room temperature. However, the lower amine, hydrazine, aniline and pyridine are preferably immersed in an aqueous solution.
[0022]
(Iii) Storage of aluminum alloy shapes after pretreatment
The aluminum alloy shape after drying is stored under dry air. This storage time should be short, but there is no problem as long as it is within one week at room temperature.
[0023]
[Thermoplastic resin composition]
In the present invention, a thermoplastic resin composition fixed to an aluminum alloy shaped product will be described. The thermoplastic resin composition is one or more selected from polyalkylene terephthalate, a copolymer mainly composed of polyalkylene terephthalate, and a thermoplastic resin composition containing polyalkylene terephthalate as a component on the surface of the aluminum alloy shaped article. Consists of. Polybutylene terephthalate (PBT) is preferred as the polyalkylene terephthalate.
The polymer containing PBT is a polymer of PBT alone, a polymer compound of PBT and polycarbonate (hereinafter referred to as “PC”), a polymer compound of PBT and acrylonitrile-butadiene-styrene resin (hereinafter referred to as “ABS”), PBT. And at least one selected from a polymer compound of polyethylene terephthalate (hereinafter referred to as “PET”) and a polymer compound of PBT and polystyrene (hereinafter referred to as “PS”) can be preferably used.
[0024]
Moreover, a filler is contained in these polymers to improve mechanical properties. The inclusion of the filler is very important particularly from the viewpoint of matching the linear expansion coefficients of the aluminum alloy shaped product and the thermoplastic resin composition. As the filler, glass fiber, carbon fiber, aramid fiber, and other high strength fibers similar to these are preferable.
It is preferable that a filler for improving the physical properties is added to the polymer compound. The filler is composed of one or more selected from known materials such as carbon black, calcium carbonate, calcium silicate, magnesium carbonate, silica, talc, clay, lignin, asbestos, mica, quartz powder, glass sphere and the like. good.
Even when the filler is not included, a very strong force is required to remove the resin molding adhered firmly to the metal. However, when the molded composite is subjected to a temperature cycle test, the adhesive strength of the thermoplastic resin composition system that does not contain the filler is rapidly reduced by repeated cycles. This is presumed to have two causes.
[0025]
One reason is that there is a large difference in linear expansion coefficient between the aluminum alloy shaped product and the thermoplastic resin composition. Pure aluminum has a larger coefficient of linear expansion among metals, but it is still much smaller than thermoplastic resin compositions. The presence of the filler lowers the linear expansion coefficient of the thermoplastic resin composition, and the linear expansion coefficient of the aluminum alloy (2.4 × 10 for pure aluminum). -Five ). The linear expansion coefficient can be made very close to that of an aluminum alloy by selecting the type of filler and its content.
The other is the relationship between the cooling shrinkage of the aluminum alloy shaped article after the insert molding and the molding shrinkage of the thermoplastic resin composition. The thermoplastic resin composition containing no filler has a molding shrinkage of about 0.6% even if it is small. On the other hand, the cooling shrinkage of the aluminum alloy, for example, about 0.3% when the thermoplastic resin composition is injected and cooled to about 150 ° C. to room temperature, is smaller than the molding shrinkage rate of the thermoplastic resin composition, and there is a difference. When the thermoplastic resin composition is settled after a long time after releasing from the injection mold, internal distortion occurs at the interface, and the interface breaks with a slight impact and peels off.
[0026]
More specifically, this phenomenon is as follows. Aluminum alloys have a coefficient of thermal expansion, more specifically, a coefficient of linear expansion with respect to temperature changes of 2 to 3 × 10 -Five ℃ -1 It is. On the other hand, that of polymer compounds containing PBT or PBT is 7-8 × 10 -Five ℃ -1 It is. In order to reduce the linear expansion coefficient, the filler content in the thermoplastic resin composition is preferably high, and the content ratio is preferably 20% or more, more preferably 30% or more. When PBT or PBT-containing polymer compound contains high-strength fibers or inorganic fillers in a content of 30 to 50%, the linear expansion coefficient is 2 to 3 × 10. -Five ℃ -1 It almost matches the aluminum.
At this time, the molding shrinkage also decreases. Speaking of molding shrinkage, since the high crystallinity of PBT increases the shrinkage, it can be further reduced by compounding a resin having low crystallinity, such as PET, PC, ABS, PS, etc. However, since the PBT concentration also decreases, the optimum content has not been investigated in detail yet.
[0027]
[Molding / Injection molding]
By preparing an injection mold, opening the mold, inserting an aluminum alloy shape into one of the molds, closing the mold, injecting the thermoplastic resin composition, opening the mold, and releasing the mold. is there. It is the most excellent molding method such as shape flexibility and productivity. In mass production, a robot may be prepared for insert.
Next, injection conditions will be described. Higher mold temperature and injection temperature will give better results, but it will not be forcibly raised, and sufficient adhesive effect can be exhibited under the same conditions as in normal injection molding using the thermoplastic resin composition. . In order to increase the adhesion, it is better to keep in mind that pin gates are used as much as possible in the mold gate structure. In a pin gate, the resin temperature increases instantaneously due to shear friction generated when passing through the resin, and this often produces a good effect. In short, it seems that it is better to devise so that the high-temperature resin melt is in contact with the bonding surface as much as possible within a range that does not hinder smooth molding.
[0028]
[Methods other than molding / injection molding]
Inserting both aluminum alloy shape and thin thermoplastic resin composition into the mold and closing with the other mold and pressing with heating, that is, heat press molding, to obtain an integrated product be able to. Although this method is not suitable for mass production, it may be used depending on the shape. The principle of adhesion is the same as that of the aforementioned injection molding.
In addition, when an integrated product such as a pipe-like material or a plate-like material is required, a method called extrusion molding is used, but the present invention can also be used in this extrusion molding. It is only important that the above-mentioned thermoplastic resin composition is in contact with the surface of the aluminum alloy shaped article that has been treated in the heated and melted state, and theoretically, no molding method should be selected. However, in extrusion molding, the pressure applied between the surface of the molten resin and the aluminum alloy shaped product is significantly lower than that of injection molding or the like. Although the strongest adhesive strength cannot be expected in this respect, there should be a design that can withstand sufficient use in relation to practicality.
[0029]
DETAILED DESCRIPTION OF THE INVENTION
FIG. 1 is an external view of a mobile phone case cover. FIG. 2 is a cross-sectional view of the cellular phone case cover shown in FIG. 1 taken along line II. The
A
[0030]
Hereinafter, a method (injection fixation) for fixing the
The
[0031]
[Experimental example]
Hereinafter, in order to confirm the embodiment of the present invention by experiment, the following simple experiment was performed.
(I) Experimental example 1 (immersion in aqueous solution)
A commercially available 1 mm thick A1100 (Japanese Industrial Standard (JIS)) aluminum alloy plate was purchased. Cut into 100 rectangular pieces of 20 mm × 50 mm. This aluminum piece was affixed to a rubber sheet with double-sided tape and placed in a blasting device (not shown). The air pulse time was set so that the polishing amount was about 5 μm, and air blasting was performed. Take out from the blasting device and leave on average within 5 hours, soak it in 4 liters of ethanol for 10 minutes while applying ultrasonic waves, soak it in 4 liters of ion-exchanged water, stir it in a plastic colander, and then add ion-exchanged
[0032]
Next, 0.5 liters of 28% ammonia water was prepared in a polyethylene beaker, and the aluminum piece was dipped. This was pulled up after 25 minutes and thoroughly washed with ion-exchanged water. Furthermore, after being immersed in acetone filled in a beaker for several seconds, high-pressure air was blown to dry, and the product was stored in a storage box filled with dry air.
Two days later, the aluminum piece was taken out from the storage box, picked up with gloves so as not to adhere oil, etc., and inserted into an injection mold. The mold was closed, and PBT / PET resin (PBT about 70% and PET about 30%, manufactured by Mitsubishi Rayon Co., Ltd.) containing 20% glass fiber and 20% ultrafine talc was injected, as shown in FIG. An integrated composite was obtained.
[0033]
The rectangular base shown in FIG. 4 is a plate-shaped
The mold temperature was 100 ° C., and the final partial temperature of the heating cylinder of the injection molding machine and the nozzle temperature were 270 ° C. The molded article was left in the room for one week after molding, and then the adhesion was inspected. Press the aluminum plate part on the desk and push the tip of the boss shaped
[0034]
With respect to a total of 70 pieces including 10 pieces, the resin part of the rib-shaped
Furthermore, about another ten pieces, the measurement end with a thread was thrust into the hole in the boss-shaped
[0035]
Furthermore, another 10 pieces were taken and placed on a metal pan, and a temperature cycle test between 85 ° C. and −40 ° C. was performed. Raise the temperature from room temperature at + 0.7 ° C / min to 85 ° C for 2 hours, then return to room temperature (25 ° C at the time of experiment) at a rate of 0.7 ° C / min. Cooled to -20 ° C at speed. This is a temperature cycle test in which the temperature is set at −40 ° C. for 2 hours, this time the temperature is raised at + 0.7 ° C./minute, the temperature is returned to room temperature, and the temperature is raised again after 1 hour. After 100 cycles, the test was performed using the same pliers and torque measuring instrument as described above. The results were the same as the test results without the temperature cycle test.
Further, a high temperature and high humidity test was conducted on another 10 pieces. Specifically, it was allowed to stand for 24 hours under conditions of 85 ° C. and 60% humidity, returned to room temperature over 1 hour, and then tested using the same pliers and torque measuring instrument as in the previous period. The results were the same as the test results without the high temperature and high humidity test. When viewed as a whole, surprisingly stable results were obtained as a destructive test of the adhesive.
The reason why this is possible is that the aluminum alloy was contact-treated with ammonia. It is presumed that the surface of the aluminum alloy has been changed to the parent PBT surface by this treatment.
[0036]
(Ii) Experimental example 2
A commercially available 1 mm thick A5052 (Japanese Industrial Standard (JIS)) aluminum alloy plate was purchased. Cut into 50 rectangular pieces of 20 mm × 50 mm. This was washed in the same manner as in Experimental Example 1. Next, 500 g of a 1% aqueous sodium hydroxide solution was prepared in a polyethylene beaker, and the aluminum pieces described above were immersed therein. After 2 minutes, it was lifted and thoroughly washed with ion exchange water.
Next, 500 cc of an aqueous solution containing 1% nitric acid and 0.2% hydrofluoric acid was prepared in a polyethylene beaker, and the aluminum piece was neutralized by dipping for 1 minute. It was pulled up and thoroughly washed with ion exchange water. Next, 500 g of a 1% aqueous methylamine solution was prepared in a polyethylene beaker, and the aluminum piece was dipped for 1 minute, pulled up, and thoroughly washed with ion-exchanged water.
[0037]
Furthermore, after being immersed in acetone filled in a beaker for several seconds, high-pressure air was blown to dry, and the product was stored in a storage box filled with dry air. Two days later, the aluminum piece was taken out of the storage box, picked up with gloves so that oil and the like would not adhere, and inserted into an injection mold. Thereafter, molding was performed in the same manner as in Experimental Example 1. About 10 of the obtained integrated products, the aluminum plate part was pressed on the desk and the tips of the boss shaped
[0038]
With respect to a total of 50 pieces including the 10 pieces, the resin part of the rib-shaped
In order to firmly attach the thermoplastic resin composition to the aluminum alloy, a method in which chemical etching or immersion treatment in a base / acid aqueous solution is added before contact treatment with an amine compound can be used. I was able to confirm.
[0039]
(Iii) Experimental example 3 (gas contact method)
In Experimental Example 2 described above, the aluminum piece was treated with an aqueous sodium hydroxide solution and then neutralized with hydrofluoric acid. After this neutralization treatment, aluminum pieces were immersed in 28% ammonia water in Experimental Example 1, but instead, they were contacted with ammonia gas by the following method. The above-mentioned aluminum pieces were placed in a double large polyethylene bag filled with 30 liters of ammonia so as not to overlap completely, and were allowed to stand while supplying a small amount of ammonia gas.
This was taken out after 48 hours, blown with high-pressure air, and then stored in a storage box filled with dry air. Except for this treatment, substantially the same treatment and strength test as in Experimental Example 1 were performed. This adhesive strength was substantially the same as that of Experimental Example 1.
[0040]
(Iv) Experimental example 4
A commercially available 1 mm thick A1100 (Japanese Industrial Standard (JIS)) aluminum alloy plate was purchased. Cut into 50 rectangular pieces of 20 mm × 50 mm. This was washed in the same manner as in Experimental Example 1. Next, 500 g of 5% strength sodium sulfite aqueous solution was prepared in a polyethylene beaker, and the aluminum piece was dipped. After 10 minutes, it was lifted and thoroughly washed with ion exchange water.
Next, 500 g of a 1% aqueous ethylenediamine solution was prepared in a polyethylene beaker, and the aluminum piece was dipped for 1 minute, pulled up, and sufficiently washed with ion-exchanged water. Furthermore, after being immersed in acetone filled in a beaker for several seconds, high-pressure air was blown to dry, and the product was stored in a storage box filled with dry air.
[0041]
Two days later, the aluminum piece was taken out of the storage box, picked up with gloves so that oil and the like would not adhere, and inserted into an injection mold. Thereafter, molding was performed in the same manner as in Experimental Example 1. About 10 of the obtained integrated objects, the aluminum plate part was pressed on the desk and the tips of the boss-shaped
[0042]
With respect to a total of 50 pieces including the 10 pieces, the resin part of the rib-shaped
[0043]
(V) Experimental Example 5
A commercially available 1 mm thick A5052 (Japanese Industrial Standard (JIS)) aluminum alloy plate was purchased. Cut into 50 rectangular pieces of 20 mm × 50 mm. This was washed in the same manner as in Experimental Example 1. Next, 500 g of a 1% aqueous sodium hydroxide solution was prepared in a polyethylene beaker, and the aluminum pieces described above were immersed therein. After 2 minutes, it was lifted and thoroughly washed with ion exchange water.
Next, 500 cc of 1% concentration nitric acid was prepared in a polyethylene beaker, and the above-mentioned aluminum piece was immersed for 1 minute to neutralize. It was pulled up and thoroughly washed with ion exchange water. Next, 500 g of a 5% hydrated hydrazine aqueous solution was prepared in a polyethylene beaker, heated to 50 ° C., the aluminum piece was immersed for 2 minutes, pulled up, and thoroughly washed with ion-exchanged water. .
[0044]
Furthermore, it moved to the warm air dryer, dried over 70 minutes at 70 degreeC, and accommodated in the storage box filled with dry air. Two days later, the aluminum piece was taken out of the storage box, picked up with gloves so that oil and the like would not adhere, and inserted into an injection mold. Thereafter, molding was performed in the same manner as in Experimental Example 1. About 10 of the obtained integrated objects, the aluminum plate part was pressed on the desk and the tip of the boss shaped
With respect to a total of 50 pieces including the 10 pieces, the resin part of the rib-shaped
[0045]
[Application field of the present invention]
Fields of application of the present invention are various electronic devices for mobile devices, household electrical appliances, medical devices, automobile bodies, parts mounted on vehicles, parts for building materials, other structural parts for various machines, various interior / exterior parts Etc. can be used.
[0046]
【The invention's effect】
The aluminum alloy / resin composite of the present invention and the method for producing the same are obtained by treating the surface of the aluminum alloy so that the thermoplastic resin composition and the aluminum alloy shaped product are not easily peeled off. We can make housings, parts, structures, etc. for various devices that have no problems in terms of structure and mechanical strength. Furthermore, weight reduction and equipment manufacturing processes for housings, parts, structures, etc. of electronic devices, etc. The effect that it can be useful for simplification of.
[Brief description of the drawings]
FIG. 1 is an external view of a mobile phone case cover.
FIG. 2 is a cross-sectional view of the mobile phone case cover shown in FIG. 1 taken along line II.
FIG. 3 is a cross-sectional view of an injection mold in which the surface of a metal frame is filled with a thermoplastic resin composition by injection molding.
FIG. 4 is a test piece of a composite of an aluminum alloy and a resin.
[Explanation of symbols]
1 ... Case cover
2 ... Metal frame
3 ... Ribs
10 ... Moveable side template
13 ... Fixed side template
Claims (14)
前記アルミニューム合金形状物の表面に、ポリブチレンテレフタレート、前記ポリブチレンテレフタレートを主体とする共重合体、及び前記ポリブチレンテレフタレートを成分として含む熱可塑性樹脂組成物から選択される1種以上が射出成形により付着している
ことを特徴とするアルミニューム合金と樹脂の複合体。An aluminum alloy shaped article that has undergone a dipping step of dipping in a 50% aqueous solution of 5% hydrated hydrazine for 2 minutes;
At least one selected from polybutylene terephthalate , a copolymer mainly composed of polybutylene terephthalate, and a thermoplastic resin composition containing polybutylene terephthalate as a component on the surface of the aluminum alloy shaped article is injection molded. A composite of aluminum alloy and resin characterized by being adhered by
前記アルミニューム合金形状物は、前記接触工程の前に水酸化ナトリウム水溶液に浸漬し、次に硝酸水溶液に浸漬する中和処理工程を経たものである
ことを特徴とするアルミニューム合金と樹脂の複合体。In the aluminum alloy and resin composite according to claim 1 ,
The aluminum alloy shaped article has been subjected to a neutralization treatment step in which it is immersed in an aqueous sodium hydroxide solution and then in an aqueous nitric acid solution before the contacting step. body.
前記ポリブチレンテレフタレートのポリマーが、ポリブチレンテレフタレート単独のポリマー、ポリブチレンテレフタレートとポリカーボネートのポリマーコンパウンド、ポリブチレンテレフタレートとアクリロニトリル・ブタジエン・スチレン樹脂のポリマーコンパウンド、ポリブチレンテレフタレートとポリエチレンテレフタレートのポリマーコンパウンド、及びポリブチレンテレフタレートとポリスチレンのポリマーコンパウンドから選択される1種以上である
ことを特徴とするアルミニューム合金と樹脂の複合体。In the aluminum alloy and resin composite according to claim 1 ,
The polymer of polybutylene terephthalate is a polymer of polybutylene terephthalate alone, a polymer compound of polybutylene terephthalate and polycarbonate, a polymer compound of polybutylene terephthalate and acrylonitrile butadiene styrene resin, a polymer compound of polybutylene terephthalate and polyethylene terephthalate, and poly A composite of an aluminum alloy and a resin, which is at least one selected from a polymer compound of butylene terephthalate and polystyrene.
前記ポリマーには、物性を改良するための充填材が加えられている
ことを特徴とするアルミニューム合金と樹脂の複合体。In the aluminum alloy and resin composite according to claim 3 ,
A filler for improving physical properties is added to the polymer. A composite of aluminum alloy and resin.
前記ポリマーには、機械的強度を高めるために高強度繊維が加えられている
ことを特徴とするアルミニューム合金と樹脂の複合体。In the aluminum alloy and resin composite according to claim 3 ,
A high-strength fiber is added to the polymer to increase mechanical strength. A composite of aluminum alloy and resin.
前記充填材は、カーボンブラック、炭酸カルシューム、ケイ酸カルシウム、炭酸マグネシューム、シリカ、タルク、粘土、リグニン、アスベスト、雲母、石英粉、及びガラス球から選択される1種以上からなる
ことを特徴とするアルミニューム合金と樹脂の複合体。In the aluminum alloy and resin composite according to claim 4 ,
The filler comprises one or more selected from carbon black, calcium carbonate, calcium silicate, magnesium carbonate, silica, talc, clay, lignin, asbestos, mica, quartz powder, and glass spheres. A composite of aluminum alloy and resin.
前記高強度繊維は、ガラス繊維、炭素繊維、及びアラミド繊維から選択される1種以上からなる
ことを特徴とするアルミニューム合金と樹脂の複合体。In the aluminum alloy and resin composite according to claim 5 ,
The high-strength fiber comprises at least one selected from glass fiber, carbon fiber, and aramid fiber. A composite of aluminum alloy and resin.
前記アルミニューム合金を機械加工してアルミニューム合金形状物とする加工工程と、
5%濃度の水和ヒドラジンの50℃水溶液に2分間浸漬させる浸漬させる浸漬工程と、
成形用の金型に前記浸漬工程で浸漬処理された前記アルミニューム合金形状物を挿入して、前記アルミニューム合金形状物の表面に、ポリブチレンテレフタレート、前記ポリブチレンテレフタレートを主体とする共重合体、及びポリブチレンテレフタレート、前記ポリブチレンテレフタレートを成分として含む熱可塑性樹脂組成物から選択される1種以上を射出成形により一体にする成形工程と
からなることを特徴とするアルミニューム合金形状物と樹脂の複合体の製造方法。A method for producing a composite of an aluminum alloy and a thermoplastic resin composition,
Machining the aluminum alloy to form an aluminum alloy shape,
An immersion step of immersing in a 50% aqueous solution of 5% hydrated hydrazine for 2 minutes ;
The aluminum alloy shaped article that has been dipped in the dipping step is inserted into a molding die, and polybutylene terephthalate, a copolymer mainly composed of the polybutylene terephthalate, is formed on the surface of the aluminum alloy shaped article. And a molding process in which at least one selected from the group consisting of a polybutylene terephthalate and a thermoplastic resin composition containing the polybutylene terephthalate as a component is integrated by injection molding. A method for producing the composite.
前記加工工程と前記浸漬工程の間に、
前記アルミニューム合金形状物を水酸化ナトリウム水溶液に浸漬する第1浸漬工程と、
前記第1浸漬工程で浸漬処理された前記アルミニューム合金形状物を中和処理するために硝酸水溶液に浸漬する第2浸漬工程とからなる工程を有する
ことを特徴とするアルミニューム合金形状物と樹脂の複合体の製造方法。A method for producing a composite of an aluminum alloy according to claim 8 and a thermoplastic resin composition,
Between the processing step and the immersion step,
A first immersing step of immersing the aluminum alloy shaped article in an aqueous sodium hydroxide solution ;
The aluminum alloy shaped article and the resin comprising: a second immersing step of immersing in an aqueous nitric acid solution to neutralize the aluminum alloy shaped article subjected to the immersion treatment in the first immersing process. A method for producing the composite.
前記ポリブチレンテレフタレートのポリマーが、ポリブチレンテレフタレート単独のポリマー、ポリブチンテレフタレートとポリカーボネートのポリマーコンパウンド、ポリブチレンテレフタレートとアクリロニトリル・ブタジエン・スチレン樹脂のポリマーコンパウンド、ポリブチレンテレフタレートとポリエチレンテレフタレートのポリマーコンパウンド、及びポリブチレンテレフタレートとポリスチレンのポリマーコンパウンドから選択される1種以上である
ことを特徴とするアルミニューム合金と樹脂の複合体の製造方法。In the manufacturing method of the composite of the aluminum alloy and resin of Claim 8 ,
The polymer of polybutylene terephthalate is a polymer of polybutylene terephthalate alone, a polymer compound of polybutene terephthalate and polycarbonate, a polymer compound of polybutylene terephthalate and acrylonitrile butadiene styrene resin, a polymer compound of polybutylene terephthalate and polyethylene terephthalate, and poly A method for producing a composite of an aluminum alloy and a resin, wherein the composite is one or more selected from a polymer compound of butylene terephthalate and polystyrene.
前記ポリマーには、機械的強度を高めるために高強度繊維が加えられている
ことを特徴とするアルミニューム合金と樹脂の複合体の製造方法。In the manufacturing method of the aluminum alloy and resin composite according to claim 10 ,
A high-strength fiber is added to the polymer in order to increase mechanical strength. A method for producing a composite of an aluminum alloy and a resin.
前記高強度繊維は、ガラス繊維、炭素繊維、及びアラミド繊維から選択される1種以上からなる
ことを特徴とするアルミニューム合金と樹脂の複合体の製造方法。In the manufacturing method of the aluminum alloy and resin composite according to claim 11 ,
The said high-strength fiber consists of 1 or more types selected from glass fiber, carbon fiber, and an aramid fiber. The manufacturing method of the composite of aluminum alloy and resin characterized by the above-mentioned.
前記ポリマーには、物性を改良するための充填材が加えられている
ことを特徴とするアルミニューム合金と樹脂の複合体の製造方法。In the manufacturing method of the aluminum alloy and resin composite according to claim 10 ,
A filler for improving physical properties is added to the polymer. A method for producing a composite of an aluminum alloy and a resin.
前記充填材は、カーボンブラック、炭酸カルシューム、ケイ酸カルシウム、炭酸マグネシューム、シリカ、タルク、粘土、リグニン、アスベスト、雲母、石英粉、及びガラス球から選択される1種以上からなる
ことを特徴とするアルミニューム合金と樹脂の複合体の製造方法。In the manufacture of the aluminum alloy and resin composite according to claim 13 ,
The filler is composed of at least one selected from carbon black, calcium carbonate, calcium silicate, magnesium carbonate, silica, talc, clay, lignin, asbestos, mica, quartz powder, and glass spheres. A method for producing a composite of an aluminum alloy and a resin.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002208179A JP4076807B2 (en) | 2002-07-17 | 2002-07-17 | Aluminum alloy-resin composite and its manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002208179A JP4076807B2 (en) | 2002-07-17 | 2002-07-17 | Aluminum alloy-resin composite and its manufacturing method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004050488A JP2004050488A (en) | 2004-02-19 |
| JP2004050488A5 JP2004050488A5 (en) | 2005-10-27 |
| JP4076807B2 true JP4076807B2 (en) | 2008-04-16 |
Family
ID=31932398
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002208179A Expired - Lifetime JP4076807B2 (en) | 2002-07-17 | 2002-07-17 | Aluminum alloy-resin composite and its manufacturing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4076807B2 (en) |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4644839B2 (en) * | 2005-03-31 | 2011-03-09 | 日本ケミコン株式会社 | Capacitor and manufacturing method thereof |
| JP2007062118A (en) * | 2005-08-30 | 2007-03-15 | Techno Polymer Co Ltd | Method for producing composite |
| US8435435B2 (en) | 2006-03-30 | 2013-05-07 | Zf Friedrichshafen Ag | Method of making a multilayered duplex material article |
| US7939796B2 (en) * | 2006-04-03 | 2011-05-10 | Mitsubishi Electric Corporation | Electronic device housing |
| JP2008055679A (en) * | 2006-08-30 | 2008-03-13 | Tosoh Corp | Metal foil laminated film |
| US20100028602A1 (en) * | 2006-12-28 | 2010-02-04 | Taisei Plas Co., Ltd. | Composite of metal and resin and method for manufacturing the same |
| KR100910649B1 (en) | 2007-11-06 | 2009-08-05 | 주식회사 에스코넥 | Method for mamufacturing metal adhesion molding for electronic qpparatus |
| JP5242150B2 (en) * | 2007-12-21 | 2013-07-24 | ウィンテックポリマー株式会社 | Composite molded body |
| JP4555874B2 (en) * | 2008-05-29 | 2010-10-06 | レノボ・シンガポール・プライベート・リミテッド | Manufacturing method of electronic device casing and electronic device casing |
| JP5335126B1 (en) | 2012-03-30 | 2013-11-06 | 日新製鋼株式会社 | Composite in which painted metal base material and molded body of thermoplastic resin composition are joined, and method for producing the same |
| KR101561179B1 (en) | 2012-05-30 | 2015-10-15 | 니폰샤신인사츠가부시키가이샤 | Injection moulded article and method for producing same |
| JP5355803B1 (en) | 2013-01-18 | 2013-11-27 | 日新製鋼株式会社 | Painted metal preform, composite, and production method thereof |
| JP6262951B2 (en) * | 2013-07-19 | 2018-01-17 | 日新製鋼株式会社 | Composite and production method thereof |
| JP5543004B1 (en) | 2013-09-30 | 2014-07-09 | 日新製鋼株式会社 | Painted metal profile |
| WO2015159518A1 (en) * | 2014-04-18 | 2015-10-22 | シャープ株式会社 | Electronic device and manufacturing method for case therefor |
| JP6376867B2 (en) * | 2014-07-08 | 2018-08-22 | 株式会社神戸製鋼所 | COMPOSITE STRUCTURE USED FOR APPLICATION OF HEAT CYCLE FROM HOT TO LOW TEMPERATURE IN ENGINE COMPARTMENT AND MANUFACTURING METHOD |
| KR102470590B1 (en) * | 2020-07-07 | 2022-11-25 | 주식회사 플라스탈 | Titanium-resin conjugate manufacturing method and titanium treatment solution therefor |
| JP7421456B2 (en) * | 2020-09-23 | 2024-01-24 | 東海興業株式会社 | Method for manufacturing insert injection molded products, intermediates for insert injection molded products, and insert injection molded products |
-
2002
- 2002-07-17 JP JP2002208179A patent/JP4076807B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004050488A (en) | 2004-02-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US7640646B2 (en) | Method for producing composite of aluminum alloy and thermoplastic resin | |
| JP4076807B2 (en) | Aluminum alloy-resin composite and its manufacturing method | |
| JP3954379B2 (en) | Aluminum alloy-resin composite and its manufacturing method | |
| JP4195881B2 (en) | Aluminum alloy / resin composite and method for producing the same | |
| JP3967104B2 (en) | Metal-resin composite and method for producing the same | |
| KR101115786B1 (en) | Process for production of highly corrosion-resistant composite | |
| JP4202015B2 (en) | Metal-resin composite and method for producing the same | |
| JP5058593B2 (en) | Method for producing composite of metal and resin | |
| KR101188027B1 (en) | Composite of metal with resin and process for producing the same | |
| JP4452220B2 (en) | Composite and production method thereof | |
| JP4927871B2 (en) | Metal-resin composite and method for producing the composite | |
| US8426058B2 (en) | Metal-resin composite and method | |
| JP2005342895A (en) | Metal/resin compound object and its manufacturing method | |
| JP2010064496A (en) | Composite and method for manufacturing the same | |
| JP2006001216A (en) | Composite of anodized aluminum alloy and resin, and manufacturing method of the same | |
| JP4112378B2 (en) | Composite of metal and thermoplastic resin composition and method for producing the same | |
| JP4365578B2 (en) | Aluminum alloy-resin composite and its manufacturing method | |
| JP2006315398A (en) | Composite of aluminum alloy and resin, and its manufacturing method | |
| EP2256232B1 (en) | Metal-resin composite and method | |
| JP4270446B2 (en) | Weatherproof aluminum alloy-resin composite and method for producing the same | |
| JP2004268936A (en) | Aluminum alloy container of adhesion configuration, and method for manufacturing the same | |
| JP2007144795A (en) | Method for producing composite of aluminum alloy and resin |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050715 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050715 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070704 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070711 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070910 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20071011 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20070914 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20071210 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20080115 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20080130 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 4076807 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110208 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120208 Year of fee payment: 4 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120208 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130208 Year of fee payment: 5 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130208 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140208 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| EXPY | Cancellation because of completion of term |