JP4047096B2 - Surface shape measuring apparatus and method - Google Patents
Surface shape measuring apparatus and method Download PDFInfo
- Publication number
- JP4047096B2 JP4047096B2 JP2002233822A JP2002233822A JP4047096B2 JP 4047096 B2 JP4047096 B2 JP 4047096B2 JP 2002233822 A JP2002233822 A JP 2002233822A JP 2002233822 A JP2002233822 A JP 2002233822A JP 4047096 B2 JP4047096 B2 JP 4047096B2
- Authority
- JP
- Japan
- Prior art keywords
- sphere
- measured
- measuring
- light
- probe
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images















Landscapes
- A Measuring Device Byusing Mechanical Method (AREA)
- Length Measuring Devices By Optical Means (AREA)
- Length Measuring Devices With Unspecified Measuring Means (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、自由曲面で構成された光学素子、例えばレンズやミラー面や光学素子を成形するための金型を精密に測定することができる表面形状測定装置に関する。
【0002】
【従来の技術】
図14及び図15に、特開平2001−133239に開示されている従来の発明を示す。
レンズ金型1の金型軸部1bに密着状態で金型ベース1aの表面に載置した同一形状の3個の位置決め球11の形状を、測定用プローブ3によるXY座標方向への走査により測定する。この各位置決め球11の頂点座標を算出した後に、各頂点座標で形成される平面と各2つの頂点座標の垂直2等分線に基づいてレンズ金型1の中心とを算出する。金型転写面1cの形状の測定データを求めた後に、先程の平面を基準としたときの金型転写面1cの傾きと、レンズ金型1の中心18に対する金型転写面1cの中心の偏心とを算出する。
図15のフローチャートを説明する。
【0003】
先ず、3個の位置決め球を設置し(S1)、位置決め球の表面を測定用プローブ3を用いて測定する(S2)。次に、その測定したXY位置に対する球面のZ座標を計算し(S3)、その差を計算(S4)、そのRMS(Root Mean Square)値を算出(S6)、そのRMS値が小さくなるように座標変換し(S6)、RMS値が十分小さくなるまで(S4)に戻って繰り返し(S7)、十分小さくなると、3個の球を全部測定するまでS2に戻って繰り返す(S8)。次に、各球の頂点座標を計算し(S9)、3頂点を含む平面と金型の中心位置を算出する(S 10)。
【0004】
次に、測定プローブ3を用いて金型転写面の表面を測定する(S11)。次に、その測定した点のXY位置に対する設計形状のZ座標を計算し(S12)、その差を計算(S13)、そのRMS(Root Mean Square)値を算出(S14)、そのRMS値が小さくなるように座標変換し(S15)、RMS値が十分小さくなるまで(S13)に戻って繰り返し(S16)、RMS値が十分小さくなったら金型転写面の形状を計算し(S17)、金型転写面の傾きと偏心を計算する(S18,S19)。
【0005】
【発明が解決しようとする課題】
しかしながら、前記従来例では次の欠点があった。
(1)測定に時間が掛かる。
従来装置では、測定用プローブを用いて3個の位置決め球の表面を走査し、
測定した座標から球の中心位置を計算するものであった。この方法だと測定プローブを用いて3個の球も測定しなければならず、測定に時間が掛かる。つまり、測定したい金型表面の測定時間に加え、3つ分の球表面の測定時間が掛かってしまう。
特に、このようなプローブ走査による球中心位置の測定は時間が掛かる。しかも、三次元的な球の位置を測定する必要があるので、1断面ではなく、複数断面の情報が必要である。従って、長いプローブ走査距離が必要な上、往復運動を繰り返して全面走査する場合にはその加減速に要する無駄な時間も無視できない。
(2)被測定物の取り付け姿勢によって測定結果が影響を受ける。
従来装置では、金型の位置を3つの位置決め球の頂点を測定することにより、
測定できるとしているが、球頂点の位置は被測定物、即ち金型と3つの球が一体となったものの、取り付け姿勢が変わると影響を受ける。
図16を用いてこの理由を説明する。
【0006】
その量は位置決め球の半径をR、傾斜角度をθとすると、Rsin(θ)である。例えば、Rを10mm、θを30度とすると5mmにもなってしまう。従って、従来例では、3つの球が装置のXY平面上にほぼ平行に置かれていることが前提条件であり、実施する上では大きな障害である。
(3)環境温度変化の影響が大きい被測定物の線熱膨張係数がいつも小さいとは限らない。金型の場合には尚更である。環境温度を一定に制御して熱変形を抑えるにしても、その影響をゼロにすることはできない。従来例だと、測定時間が掛かるために環境温度変化の影響を受け、測定誤差が増大する。
(4)3つの位置マーク球の寿命が短いため、測定精度が悪化する。
3つの位置マーク球の位置を測定するのに、従来例では接触式プローブでその表面をなぞっているため、僅かながら摩耗することが考えられる。
一方で、被測定物の形状を測定するごとに位置マーク球を測定しなければならないため、位置マーク球の測定回数は多くなり勝ちである。このため、摩耗が無視できず、従来の方法では位置マーク球の測定誤差が次第に大きくなる。測定するたびに位置マーク球も新しいものに変えることも考えられるが、不経済であるばかりではなく、接着固定して用いる場合、交換することすら難しい。
(5)位置マーク球測定時に起きるエラーに対処できない従来例において、人為的なミス等により位置マーク球が取り付けられていない場合を考える。測定プローブ3は球がある筈の所に接触しようとするが、そこには球が無いばかりか、被測定物やジグ等の別の物があることも考えられる。そんな場合はプローブや被測定物を痛める可能性がある。
従来例において、位置マーク球、即ち球面がそこにちゃんと設置されているかどうかはプローブを用いて測定してみるしかない。従って、プローブを被測定物に接近させ、実際に表面をトレースしなければならないので、前述した問題があると、プローブが何かに衝突する危険は避けられない。
【0007】
従って、本発明の第1の目的は、測定時間を短縮することである。
【0008】
第2の目的は、被測定物の取り付け姿勢が変化しても測定結果が影響されないようにすることである。
【0009】
第3の目的は、環境温度が変化しても測定精度への影響を軽減することである。
【0010】
第4の目的は、位置マーク球の摩耗を無くすことにより、位置マーク球の寿命を延ばすこと、そして球の測定誤差の増大を防ぐことである。
【0011】
第5の目的は、位置マーク球を測定する時のエラーに対し、測定装置を安全に停止させることである。
【0012】
【課題を解決するための手段】
上記目的を達成するため、本発明は、3つ以上の位置マーク球と自由曲面とを有する被測定物に対し、自由曲面の形状と位置マーク球に対する相対位置を測定する表面形状測定装置であって、
3次元に移動可能な移動部材を有し、該移動部材には、
該被測定物表面にトレースさせて形状を測定するプローブと、
該プローブとは別に設けられ、光源から発生する光を位置マーク球に集束させ、該位置マーク球からの反射光から位置マーク球の中心位置を測定する球中心位置測定手段とが、固定して配置されていて、
前記光源から発生した集束光の焦点位置がプローブ軸の延長線上にあることを特徴とする。
【0013】
【発明の実施の形態】
以下に本発明の実施の形態を添付図面に基づいて説明する。
【0014】
<実施の形態1>
図1〜図6に本発明の実施形態1を示す。
【0015】
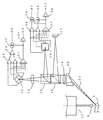
先ず、図1の測定装置全体図及び図2の主要部分拡大図を用いて説明する。
【0016】
被測定物1をジグ2に取り付ける。このジグ2には位置マーク球3が取り付けられている。このジグは、特開平11−14906号公報に記載されているように、位置マーク球を固定し、被測定物を着脱可能に保持するものである。
【0017】
これを測定装置のベース4に取り付ける。測定装置本体については特許公開平10−19504号公報に記載されている構造に加え、本件で提案する球位置測定手段及びその制御装置を付加するものである。
【0018】
ベース4にはXYZの3軸方向に移動可能にXスライダ5、Yスライダ6、Zスライダ7を設け、それぞれXYZ制御装置8に接続する。Zスライダ7には位置を測定するレーザー測長器X1,X2,Z1及び図示しないが紙面に垂直方向のY1,T2が設けてある。
【0019】
又、Zスライダには先端に球9を有する接触式のプローブ10が設けてある。このプローブは、例えば特開平11−304463号公報に記載されているように、平行板ばね構造であり、板ばねの変位に従って信号を出力する。その信号をプローブ制御用アンプ11を介し、先程のXYZ制御装置8に接続する。又、Zスライダに第2図で詳細を説明する球位置測定手段12を設け、位置測定用アンプ13を介し手先程のXYZ制御装置8に接続する。
【0020】
ベース4に固定し、位置測定の基準を支えるコラム14を設ける。コラム14に固定してX方向の基準となる参照ミラー15を設ける。この参照ミラー15は先程のレーザー測長器X1,X2のターゲットとして用いるものである。
【0021】
コラム14に固定してZ方向の基準となる参照ミラー16を設ける。この参照ミラー16は、先程のレーザー測長器Z1のターゲットとして用いるものである。
【0022】
図示しないが同様に、コラム14に固定してY方向の基準となる参照ミラーを設ける。この参照ミラーは先程のレーザー測長器Y1,Y2のターゲットとして用いるものである。
【0023】
これらレーザー測長器の出力信号、即ち、参照ミラーとの距離は図示しないデータ処理装置に接続され、被測定物面の位置情報として処理する。この部分のデータ処理については特開平10−19504号公報と同じである。
【0024】
次に、図2を用いて球位置測定手段の主要部分を説明する。
【0025】
半導体レーザー17から出射した光は、ハーフミラー18で反射し、レンズ19を通ることによって集光し、プリズム20で方向を曲げ、集束光ビーム21を得る。このとき、集束光ビームの焦点位置が、先程の先端球9を有する接触式プローブ10の真下になるように、先程のレンズ19とプリズム20の位置を予めめ調整しておく。この調整を非常に精密に行ことは困難であるが、このときの調整誤差は補正することができる。その方法については後で説明するフローチャートを用いて説明する。
【0026】
図に示すように、この焦点位置と位置マーク球3の中心位置がほぼ重なったとき、先程の集束光ビーム21は位置マーク球3の表面で反射し、もと来た光路を戻っていく。そして、ハーフミラー18を透過し、第2のハーフミラー22で2つに分割し、反射光が焦点を結ぶ位置に光点検出手段23、所謂ポジションセンサーを設ける。
【0027】
ポジションセンサーからの4つの信号を2つの引き算回路26に通し、2つの差信号を得る。即ち、この信号は光点の位置を表す。しかし、このままだと、光源の半導体レーザーの出力変動等によって影響を受ける。今、レーザーの出力がα倍になったとすると、ポジションセンサーの4つの出力も一律にα倍となり、当然、差信号もα倍になる。そこで、ポジションセンサーからの4つの信号を加算回路27で全部足し合わせ、割り算回路28で先程の差信号を割る。α倍された差信号をαで割り算することになるので、半導体レーザーの出力変動等の影響を除去することができる。こうして得られた光点位置信号を図のようにφ1, φ2とする。
【0028】
又、加算回路27の出力をエラー判定回路34に接続する。加算回路27の出力が低い場合、光線がポジションセンサー23に適正に当たっていない可能性がある。従って、この信号が或る所定の値以下になるかどうかを判定すればエラー状態かどうかを判定することができる。エラー判定回路34は加算回路27の出力を、予め設定した信号レベルと比較し、もしも低ければエラー信号を出力する。このエラー信号を図のようにe12とする。
【0029】
次に、この信号φ1,φ2が位置マーク球3の中心位置のうち、光軸21に垂直な2方向の位置を測定していることを、模式図3と図4を用いて説明する。
【0030】
光源17から出た光がレンズ19の作用で集光し、E1で焦点を結ぶ。このとき、レンズの公式から、レンズ19の焦点距離をf1とすると
1/f1=1/L1+2/L2
この像E1を球面3で反射させる。球面は球の半径をRとすると、R/2の焦点距離を持つ凹レンズと同じ作用をすると考えても良いので、点像はL4離れた位置E2に写像される。
【0031】
2/R=1/L3+1/L4
ここで、前述したように焦点位置と位置マーク球の中心位置がほぼ一致する場合を考えているので、ほぼL3とL4は同じ距離である。
【0032】
この点像は再びレンズ19を通り、光点位置検出手段23上で焦点E3を結ぶ。即ち、
1/f1=1/L5+1/L6
このような光学系の配置において、球面3が光軸に対して垂直方向にδ動く場合を考える。そのときの様子を図4に示す。球面3にとって、点像E1がδ動くのと同じなのでE2は光軸に対してδ*(L4/L3+1)だけ動く。
【0033】
更に、レンズ19によってE3に写像されるので、E3の動きδ1は
δ1=δ*(L4/L3+1)*L6/L5
例えば、L3=L4、L6=L5とすると2δである。つまり、位置マーク球3の光軸に対して垂直な動きが2倍になって検出できることになる。その信号がφ1及びφ2である。
【0034】
一方、第2のハーフミラー22を透過した光は、シリンドリカルレンズ24を通り、4分割フォトダイオード25に入射する。この部分は所謂非点収差を利用したオートフォーカスである。4分割フォトダイオードの4つの信号のうち、対向する2組の信号をそれぞれ加算回路29で加え合わせ、引き算回路30でそれらの差を取る。このようにすると、この信号は4分割フォトダイオード上の光の形が縦長か横長かで変化する。
【0035】
しかし、このままだと、光源の半導体レーザーの出力変動等によって影響を受ける。今、レーザーの出力がα倍になったとすると、4分割フォトダイオードの4つの出力も一律にα倍となり、当然、和や差の信号もα倍になる。そこで、4分割フォトダイオードからの4つの信号を加算回路31で全部足し合わせ、割り算回路32で先程の差信号を割る。α倍された差信号をαで割り算することになるので、半導体レーザーの出力変動等の影響を除去することができる。こうして得られた光点位置信号を図のようにφ3とする。
【0036】
又、加算回路31の出力をエラー判定回路34に接続する。加算回路31の出力が低い場合、光線が4分割フォトダイオード25に適正に当たっていない可能性がある。従って、この信号が或る所定の値以下になるかどうかを判定すればエラー状態かどうかを判定することができる。エラー判定回路34は加算回路31の出力を、予め設定した信号レベルと比較し、もしも低ければエラー信号を発生する。このエラー信号をe3とする。
【0037】
次に、この信号φ3が位置マーク球3の中心位置のうち、光軸21に沿った方向の位置を測定していることを説明する。模式図は図3と殆ど同じであるので省略する。最後のレンズ19の作用について着目すると、E3においてピント位置がぴったり合ったとき、E3は点像になる。
【0038】
しかし、シリンドリカルレンズ24の作用により、一方向、即ちシリンドリカルレンズの曲率を持った方向のみ、焦点位置がずらされることから、ピント位置の変化に伴い、焦点の形が縦長楕円、円、横長楕円と変化する。この焦点像の形の変化は先に説明したように4分割フォトダイオードによって検出できる。例えば、縦長楕円の場合には上下方向の出力が大きく、反対に左右方向の出力が小さくなるので、その差である信号φ1は大きな値となる。反対に横長楕円の場合には上下が小さく左右が大きくなるので、φ1は先程と逆符号になる筈である。
【0039】
そして、信号φ1が丁度ゼロになるところが、縦横のバランスが取れたピントがあった位置ということになる。ピント方向は光軸の方向なので、信号φ1は位置マーク球の光軸方向変位を表している。
【0040】
ここで、一旦まとめると、位置マーク球の光軸21に対する変位は信号φ3で測定できる。光軸21に垂直な2方向についてはφ1,φ2で測定できる。そして、エラー信号e12及びe3はエラーの状態を表している。
【0041】
図1で説明したレーザー測長器はZスライダの位置姿勢を測定して補正するが、その方法を図5で説明する。
【0042】
ベースに固定し、直交配置した3つの参照ミラーに対し、レーザー測長器で測定した長さを図のようにX1,X2,Y1,Y2及びZ1とする。Z1はZ参照ミラー16と接触式プローブ10までの距離を測定する。又、X1,Y1干渉計の取り付け高さと、X2,Y2干渉計の取り付け高さの差をL2とし、そこから接触式プローブ10の取り付け高さまでの差をL3とし、そこから先端球9の中心位置までの差をL4とし、そこから光線21の焦点位置までの距離をL5とする。これらL2〜L3の距離は測定装置の部品寸法で決まる長さである。L1はZ1測定値からL2とL3を差し引くことで得られる。
【0043】
この構成において、接触プローブの球中心位置の測定座標は次の式で計算できる。

【0044】
【0045】
以上説明してきた構成において、図6で説明するフローチャートで動作を説明する。
【0046】
3つの位置マーク球3を取り付けたジグ2に被測定物1を着脱可能に取り付ける(100)。次に、球中心位置測定手段と自由曲面を測定する接触式プローブの位置合わせを行う必要があるかどうかを判断する(101)。これが必要となる場合は、例えば装置を製作した最初の時や、接触式プローブを交換してプローブの位置情報がなくなってしまった時である。
【0047】
又、前述したように球中心位置測定手段の測定位置、即ち光線21の焦点位置が接触式プローブ9の真下になるように大体の位置合わせを行うが、非常に精密にこれを調整するのは困難である。そういった意味でも先ず球中心位置測定手段と自由曲面を測定する接触式プローブの位置合わせを行う必要がある。しかし、ひとたび位置合わせを行ってしまえば、位置合わせの必要はなくなる。
【0048】
位置合わせをする場合は、先ず、位置マーク球3の表面を接触式プローブでトレースしたときの点群を測定する(102)。その表面上の点群から最小2乗法等を用いて球中心位置を計算する(103)。計算の結果得られた位置をPaとする。
【0049】
ここで、この点Paは従来例のように球の頂点ではないことを注意しておく。頂点位置と異なり、球の中心位置はどの方向から測定しても同じ点になる筈である。言い換えると、本発明では従来例と異なり、位置マーク球の位置をどの方向から測定しても同じ結果を与える。
【0050】
次に、球中心測定手段によって位置マーク球の位置を測定する。接触式プローブで測定した位置マーク球の位置Paと光線21の焦点位置がほぼ合うように、XYZ制御装置8を用い、X,Y,Zスライダを動かす(104)。この位置において、図2で説明したエラー信号e12或はe3の何れか一方でも出力されていないかを判定する(116)。もし、エラーが出力されていれば、位置マーク球が想定した位置にいないか、半導体レーザーが故障した等、何らかの故障があったことになるので、エラー停止する旨、コンピュータ画面等の表示装置に対してエラー表示し(117)、停止する。一方、エラーでなければ、信号φ1,φ2,φ3は正しい測定値と考えることができる。
【0051】
そして、φ1,φ2及びφ3はそれぞれ光線21の垂直方向と光軸方向の偏差を表しているので、それらが全てゼロになるようにXYZ制御装置8を用い、X,Y,Zスライダを微調整する(105)。φ1,φ2,φ3が変化する移動方向と、X,Y,Zスライダの移動方向は異なるが、傾斜しているだけなので、自由度は同じ3である。しかも、直交しており、互いに干渉しにくい独立な3方向と言える。従って、必ず調節することができる。調整残差が十分小さくなった時のXYZスライダの位置、姿勢から図5と(式2)を用いて説明した方法で球の中心位置を求める。
【0052】
又、このとき、調整し切れなかった信号φ1,φ2,φ3は十分小さくなっている筈であるが、その調整残差をXYZ位置に換算し、XYZスライダの位置Pbを補正しておけば、なお精密である(106)。
【0053】
位置の差D=Pa−Pbを計算し、これを位置補正量とする。これは自由曲面を測定する接触式プローブの位置と、位置マーク球を測定する球中心位置測定プローブの位置補正量を表している(107)。
【0054】
次に、全ての位置マーク球を球中心位置測定手段で測定する。1つ1つの測定は先程説明した手順と同じである。第n番目の位置マーク球を測定する場合について説明する。
【0055】
先ず、第n位置マーク球中心位置に光線21の焦点位置を移動させる(108)。おおよその位置はジグの設計図面、ジグを測定装置に取り付ける図面等から分かるので、その位置にXYZスライダを移動させることができる。この位置において、図2で説明したエラー信号e12或はe3の何れか一方でも出力されていないか判定する(118)。もし、エラーが出力されていれば、位置マーク球が想定した位置にいない等、何らかの故障があったことになるので、エラー停止する旨、コンピュータ画面等の表示装置に対してエラー表示し(119)、停止する。
【0056】
一方、エラーでなければ、信号φ1,φ2,φ3は正しい測定値と考えることができる。次に、信号φ1,φ2,φ3がゼロになるようにXYZスライダの位置を微調整する(109)。このときの第n番の球中心位置を計算し、Pnとする(110)。このとき、先程求めた位置補正量Dを加える。すると、この位置Pnは、あたかも接触式プローブで測定したときの位置に変換されている。しかも、接触式プローブで測定する場合に比べ、表面をトレースする必要がないため測定時間が可成り短い。全部の位置マーク球を測定するまで(108)からの動作を繰り返し、終わったら次に進む(111)。
【0057】
3つの球中心位置から1つの直交座標系を決定する(112)。この方法は幾つかあるが、例えば3つの点(測定した球中心位置)で定義される平面に直交する方向にZ軸を取り、そのなかの2点を結ぶ線をX軸とし、残りのY軸はX,Z軸に垂直な軸として定義できる。こうして定義した直交座標系は3つの球に固定されているので、被測定物座標系と呼ぶ。この被測定物座標系から見て、測定すべき自由曲面を含む被測定物1はいつも同じ位置にある。なぜなら、冒頭で述べたように、3球位置マーク3に固定したジグ2に被測定物1が固定されているからである。
【0058】
次に、自由曲面を接触式プローブでトレースし、自由曲面上の点群を測定する(113)。この点群を全て被測定物座標系に座標変換する(114)。こうして得られた点群は3球を位置基準としているので、被測定物を測定装置のどこに設置しても、どんな姿勢に設置しても、同じ点群が得られる。次に、最小2乗法を用いて設計形状との差、即ち誤差形状を計算する(115)。
【0059】
以上説明してきた方法によれば、測定時間を短縮することができる。なぜならば3球の測定時間が短くなるからである。前述したように、プローブを用い、球の表面をトレースして位置を測定する場合、三次元的な位置情報が必要なので、断面ではなく、複数断面のトレースが必要となるため、長いトレース長さが必要である。しかも、往復運動を繰り返してトレースする場合にはその加減速に要する時間も無視できない。これに対して本実施形態による方法であれば、光軸21の中心位置におおよそ位置マーク球が来るようにXYZ軸を移動させ、その後、信号φ1,φ2,φ3に従って微調整するだけで球中心位置が決定できる。球の表面をトレースする必要がないので大幅な時間短縮が可能である。
【0060】
又、本発明によれば、球の頂点位置ではなく、球の中心位置を測定しているので、被測定物の位置姿勢の影響を受けない。これは、どの方向から中心位置を測定しても同じ点を指し示すという、球の性質を利用しているからである。
【0061】
更に、本発明によれば、球の測定時間が短縮されるため、全体の測定時間も短縮される。時間と共に変化する温度変形等の誤差を緩和することができるので、結果として測定精度を向上させることができる。
【0062】
本実施の形態において、光源は半導体レーザー17としたが、他の点光源でも同じことである。例えば、別に設けたレーザー発信器のレーザー光を光ファイバに入射させ、その出射端を、本実施の形態の半導体レーザー17の代わりに設置しても同じことである。
【0063】
本実施の形態において、斜めの光線21を得るのにプリズム20を用いているが、これを反射ミラーとしても作用は同じである。
【0064】
本実施の形態において、自由曲面を測定するプローブは接触式のプローブとして説明してきたが、別に非接触式のプローブであっても同じことである。
【0065】
本実施の形態においては、ハーフミラー22で反射した側に光点位置測定手段を、透過した側に焦点位置検出手段(オートフォーカス)を配置したが、逆にしても同じことである。即ち、ハーフミラー22で反射した側に焦点位置検出手段(オートフォーカス)を、透過した側に光点位置測定手段を配置する。
【0066】
又、本実施の形態において、ハーフミラー18での光量損失を改善するためにこれを偏光ビームスプリッタに変更し、レンズ19との間に4分の1波長板を置くことも考えられる。この場合、半導体レーザーから出射した光は偏光ビームスプリッタで1方向の直線偏光のみが反射され、4分の1波長板で円偏光に変換される。球面で反射した後再び4分の1波長板を通過したとき、先程とは90度回転した直線偏光に変換されるので、今度は偏光ビームスプリッタを通過する。しかし、その場合でも基本的な作用はこれまで説明してきたことと同じである。
<実施の形態2>
図7に本発明の実施の形態2を示す。
【0067】
前記実施の形態1に対して、プリズム20を省略し、光線21の焦点位置がプローブ球中心からずれている点が異なる。他の構成及び作用は実施の形態1と同じなので説明を省略する。
【0068】
本実施の形態では実施の形態1に対して次の効果がある。
【0069】
1)光線21を曲げる必要がないので、少ない光学部品で構成可能である。
【0070】
2)光線21の距離を短くできる。言い換えると対物レンズ19の開口率を上げることができるので、オートフォーカス部、すなわちZ方向の検出感度を向上することができる。
【0071】
3)接触式プローブの近傍に障害物であるプリズム20等の部品を配置する必要がないので、被測定物と測定装置が衝突する可能性が低くなる。従って被測定物の設計制約を緩和することができる。
【0072】
4)位置マーク球を含む被測定物は接触式プローブと、球中心位置測定手段である光線21とが両方アプローチできるように設計しておく必要があるが、本実施の形態によれば、両方とも垂直方向だけを考慮すれば良いので、実施の形態1の場合に比べて死角が少ない。実施の形態1では斜め方向と垂直方向との2方向を考慮するからである。
【0073】
従って、本実施の形態によれば、被測定物の設計制約を緩和することができる。例えば、同図において、左側に配置した2つの球を測定する場合が考え易い。この球は紙面に対して垂直方向にずれて配置してあるので、Z方向から測定することは問題ない。しかし、実施の形態1のように斜めの光線で測定しようとすると球3aがジグ2の陰となり測定が難しい。
【0074】
このようなメリットがある反面、図5で説明したスライダの位置姿勢補正は十分に機能しない。図5で姿勢補正が可能なのはプローブの軸上だけだからである。軸上から外れると、スライダ姿勢誤差のうち、垂直Z軸回りの姿勢誤差、所謂ヨーイング誤差の影響が大きくなってくる。従って、本実施の形態では実施の形態1の場合に対してヨーイング誤差が小さいXYZスライダが必要となる。
【0075】
<実施の形態3>
図8に本発明の実施の形態3を示す。
【0076】
接触式プローブを貫通させる穴のあいた折り曲げミラー33を設け、球中心位置測定手段の光線21をプローブの後ろに配置した点が実施の形態1と異なる。作用及び効果は実施の形態1の場合と同じなので説明を省略する。
【0077】
本実施の形態では実施の形態1,2に対して次の効果がある。
【0078】
1)位置マーク球を含む被測定物は接触式プローブと、球中心位置測定手段である光線21とが両方アプローチできるように設計しておく必要があるが、本実施の形態によれば両方とも垂直方向だけを考慮すれば良いので、実施の形態1の場合に比べて死角が少ない。実施の形態1では、斜め方向と垂直方向との2方向を考慮するからである。従って、本実施の形態によれば、被測定物の設計制約を緩和することができる。例えば、同図において、左側に配置した2つの球を測定する場合が考え易い。この球は紙面に対して垂直方向にずれて配置してあるので、Z方向から測定することは問題ない。しかし、実施の形態1のように斜めの光線で測定しようとすると球3aがジグ2の陰となり測定が難しい。
【0079】
2)球中心測定位置と接触式プローブが同軸上に配置できるので、実施の形態2で説明したように高精度なXYZスライダは必要ない。
【0080】
<実施の形態4>
図9に本発明の実施の形態4を示す。
【0081】
球中心位置測定手段を2組設けた点が実施の形態1と異なる。他の部分は実施の形態1と同じなので説明を省略する。
【0082】
第1の球中心位置測定手段12a及び第2の球中心位置測定手段12bをZスライダ7に固定して設け、それぞれの測定する光線を21a,21bとし、それぞれの信号を位置測定用アンプ13a,13bに接続し、XYZコントローラ8に接続する。
【0083】
以上の構成において、図10及び図11で説明するフローチャートで動作を説明する。
【0084】
3つの位置マーク球3を取り付けたジグ2に被測定物1を着脱可能に取り付ける(100)。次に、球中心位置測定手段と自由曲面を測定する接触式プローブの位置合わせを行う必要があるかどうかを判断する(101)。前述したようにこれが必要となる場合は、例えば装置を製作した最初の時や、接触式プローブを交換してプローブの位置情報がなくなってしまった時である。しかし、ひとたび位置合わせを行ってしまえば、位置合わせの必要はない。
【0085】
位置合わせをする場合は、先ず、2つの球中心位置測定手段で測定可能な位置マーク球3の表面を接触式プローブでトレースしたときの点群を測定する(102)。その表面上の点群から最小2乗法等を用い、球中心位置を計算する(103)。計算の結果得られた位置をPaとする。
【0086】
次に、第1の球中心測定手段によって位置マーク球の位置を測定する。接触式プローブで測定した位置マーク球の位置Paと光線21の焦点位置がほぼ合うようにXYZ制御装置8を用い、X,Y,Zスライダを動かす(104a)。この位置において、図2で説明したエラー信号e12又はe3の何れか一方でも出力されていないかを判定する(116a)。もし、エラーが出力されていれば、位置マーク球が想定した位置にいないか、半導体レーザーが故障した等、何らかの故障があったことになるので、エラー停止する旨、コンピュータ画面等の表示装置に対してエラー表示し(117a)、停止する。一方、エラーでなければ、信号φ1a,φ2a,φ3aは正しい測定値と考えることができる。
【0087】
そして、φ1a,φ2a及びφ3aはそれぞれ光線21の垂直方向と光軸方向の偏差を表しているので、それらが全てゼロになるようにXYZ制御装置8を用い、X,Y,Zスライダを微調整する(105a)。φ1a,φ2a,φ3aが変化する移動方向と、X,Y,Zスライダの移動方向は異なるが、傾斜しているだけなので、自由度は同じ3である。しかも、直交しており、互いに干渉しにくい独立な3方向と言える。従って、必ず調節することができる。調整残差が十分小さくなった時のXYZスライダの位置、姿勢から図5と(式2)を用いて説明した方法で球の中心位置を求める。
【0088】
又、このとき、調整し切れなかった信号φ1a,φ2a,φ3aは十分小さくなっている筈であるが、その調整残差をXYZ位置に換算し、XYZスライダの位置Pb(a)を補正しておけば、なお精密である(106a)。
【0089】
位置の差D(a)=Pa−Pb(a)を計算し、これを位置補正量とする。これは自由曲面を測定する接触式プローブの位置と、位置マーク球を測定する球中心位置測定プローブの位置補正量を表している(107a)。
【0090】
次に、第2の球中心測定手段によって位置マーク球の位置を測定する。接触式プローブで測定した位置マーク球の位置Paと光線21の焦点位置がほぼ合うようにXYZ制御装置8を用い、X,Y,Zスライダを動かす(104b)。この位置において、図2で説明したエラー信号e12又はe3の何れか一方でも出力されていないかを判定する(116b)。もし、エラーが出力されていれば、位置マーク球が想定した位置にいないか、半導体レーザーが故障した等、何らかの故障があったことになるので、エラー停止する旨、コンピュータ画面等の表示装置に対してエラー表示し(117b)、停止する。一方、エラーでなければ、信号φ1b,φ2b,φ3bは正しい測定値と考えることができる。
【0091】
そして、φ1b,φ2b及びφ3bはそれぞれ光線21の垂直方向と光軸方向の偏差を表しているので、それらが全てゼロになるようにXYZ制御装置8を用い、X,Y,Zスライダを微調整する(105b)。φ1b,φ2b,φ3bが変化する移動方向と、X,Y,Zスライダの移動方向は異なるが、傾斜しているだけなので、自由度は同じ3である。しかも、直交しており、互いに干渉しにくい独立な3方向と言える。従って、必ず調節することができる。調整残差が十分小さくなった時のXYZスライダの位置、姿勢から図5と(式2)を用いて説明した方法で球の中心位置を求める。
【0092】
又、このとき、調整し切れなかった信号φ1b,φ2b,φ3bは十分小さくなっている筈であるが、その調整残差をXYZ位置に換算し、XYZスライダの位置Pb(b)を補正しておけば、なお精密である(106b)。
【0093】
位置の差D(b)=Pa−Pb(b)を計算し、これを位置補正量とする。これは自由曲面を測定する接触式プローブの位置と、位置マーク球を測定する球中心位置測定プローブの位置補正量を表している(107b)。
【0094】
次に、全ての位置マーク球を球中心位置測定手段で測定する。1つ1つの測定は先程説明した手順と同じである。第n番目の位置マーク球を測定する場合について説明する。
【0095】
先ず、第n位置マーク球中心位置に光線21の焦点位置を移動させる(108)。おおよその位置はジグの設計図面、ジグを測定装置に取り付ける図面等から分かるので、その位置にXYZスライダを移動させることができる。
【0096】
次に、2つの球中心位置測定手段のエラー状態記憶装置a,bをクリアーしておく(120)。
【0097】
この位置において、次に第1の球中心位置測定手段で位置マーク球の位置を測定する。
【0098】
図2で説明したエラー信号e12又はe3の何れか一方でも出力されていないか判定する(118a)。もし、エラーが出力されていれば、エラー状態記憶aをセットする(121a)。
【0099】
一方、エラーでなければ、信号φ1a,φ2a,φ3aは正しい測定値と考えることができる。次に、信号φ1a,φ2a,φ3aがゼロになるようにXYZスライダの位置を微調整する(109a)。この時の第n番の球中心位置を計算し、Pn(a)とする(110a)。このとき、先程求めた位置補正量D(a)を加える。すると、この位置Pn(a)は、あたかも接触式プローブで測定した時の位置に変換されている。
【0100】
次に、第2の球中心位置測定手段で位置マーク球の位置を測定する。
【0101】
図2で説明したエラー信号e12又はe3の何れか一方でも出力されていないか判定する(118b)。もし、エラーが出力されていれば、エラー状態記憶bをセットする(121b)。一方、エラーでなければ、信号φ1b,φ2b,φ3bは正しい測定値と考えることができる。
【0102】
次に、信号φ1b,φ2b,φ3bがゼロになるようにXYZスライダの位置を微調整する(109b)。このときの第n番の球中心位置を計算し、Pn(b)とする(110b)。このとき、先程求めた位置補正量D(b)を加える。すると、この位置Pn(b)は、あたかも接触式プローブで測定した時の位置に変換されている。
【0103】
次に、エラー状態記憶a,bの状態によって処理を分岐する。
【0104】
エラー状態記憶a,b共ににエラーかどうかを判定し(122)、エラーの場合は球中心位置が測定できなかったことになるので、エラー表示し(123)、停止する。そうでないならば次の処理に進み、エラー状態記憶a,b共に正常かどうかを判定し(124)、もしも両方正常ならば2つの測定値を平均する(125)。即ち、Pn(a)とPn(b)を平均し、n番目の位置マーク球の球中心位置とする。
【0105】
そうでないならば、正常な方の測定値を採用する(126)。即ち、Pn(a)かPn(b)の正常な何れか一方をn番目の位置マーク球の球中心位置とする。
【0106】
全部の位置マーク球を測定するまで(108)からの動作を繰り返し、終わったら次に進む(111)。
【0107】
3つの球中心位置から1つの直交座標系を決定する(112)。この方法は幾つかあるが、例えば3つの点(測定した球中心位置)で定義される平面に直交する方向にZ軸を取り、そのなかの2点を結ぶ線をX軸とし、残りのY軸はX,Z軸に垂直な軸として定義できる。こうして定義した直交座標系は3つの球に固定されているので、被測定物座標系と呼ぶ。この被測定物座標系から見て、測定すべき自由曲面を含む被測定物1はいつも同じ位置にある。なぜなら、冒頭で述べたように3球位置マーク3に固定したジグ2に被測定物1が固定されているからである。
【0108】
次に、自由曲面を接触式プローブでトレースし、自由曲面上の点群を測定する(113)。この点群を全て被測定物座標系に座標変換する(114)。こうして得られた点群は3球を位置基準としているので、被測定物を測定装置のどこに設置しても、どんな姿勢に設置しても、同じ点群が得られる。次に、最小2乗法を用いて設計形状との差、即ち誤差形状を計算する(115)。
【0109】
本実施の形態によれば、次のメリットがある。
【0110】
1)1つの球中心位置測定手段から見たとき、位置マーク球がジグ等によって陰になり測定できない場合でも、もう1つの球中心位置測定手段から見たときに位置マーク球が陰になっていなければ測定可能である。従って、死角が少なくなり、被測定物の設計制約を緩和することができる。
【0111】
2)位置マーク球を2つの球中心位置測定手段で測定可能な場合、2つの測定結果を平均できるので、偶然誤差を軽減できる。従って、測定精度を向上することができる。
【0112】
図9に示した本実施の形態によれば、2つの球測定手段は対向する配置で描かれている。即ち、上から見て180度離れて配置してあるが、90度離して配置しても、何度離しても同じことである。
【0113】
<実施の形態5>
図12及び図13に本発明の実施の形態5を示す。
【0114】
実施の形態1に対し、非接触球中心位置測定手段の構成が異なる。
【0115】
図12は本実施の形態における球位置測定手段の主要部分である。半導体レーザー17から出射した光は、ハーフミラー18で反射し、レンズ19を通ることによって集光し、プリズム20で方向を曲げ、集束光ビーム21を得る。このとき、集束光ビームの焦点位置が、先程の先端球9を有する接触式プローブ10の真下になるように、先程のレンズ19とプリズム20の位置を予め調整しておく。図に示すように、この焦点位置と位置マーク球3の中心位置がほぼ重なった時、先程の集束光ビーム21は位置マーク球3の表面で反射し、元来た光路を戻っていく。そしてハーフミラー18を透過し、シリンドリカルレンズ24を通過しスポットを結ぶ。そのスポット像を観察するカメラ35を設け、画像処理装置36に接続する。
【0116】
画像処理装置36に取り込まれたスポット像を図13に示す。
【0117】
これまで説明してきたように、位置マーク球の球中心が集束光ビーム21の光軸に対して垂直方向にずれると、このスポット像の位置がずれる。このスポット像の位置は画像処理装置36を用い、スポット像の重心位置を計算すれば求められる。その重心位置を信号φ1,φ2とする。
【0118】
又、位置マーク球の球中心が集束光ビーム21の光軸に沿った方向にずれると、前述したようにスポット像の形が縦長楕円や横長楕円といった具合に形が変わる。そこで、画像処理装置36を用い、スポット像の縦横サイズSX,SYを測定し、比を計算することにより求めることができる。その計算値をφ3とする。
【0119】
更に、カメラに入射した全部の光量を画像処理装置36で計算し、所定の値よりも光量が低い場合にはエラー信号eを出力する。これは実施の形態1で説明した2つのエラー信号e12とe3をOR接続したことと同じ意味である。
【0120】
これらの信号φ1,φ2,φ3及びeを用いて球中心位置を測定することができる。後の説明は実施の形態と同じなので省略する。
【0121】
本実施の形態によれば、光学系の構成部品が少ないのでより簡便に実現可能である。
【0122】
【発明の効果】
以上説明したように、本発明によれば次の効果がある。
(1)従来例のように位置マーク球表面をトレースする必要がないので、大幅な測定時間短縮が期待できる。
(2)球の頂点ではなく、球の中心を測定しているので、被測定物の位置や姿勢に関係なく同じ測定結果が得られる。なぜなら、球の中心はどの方向から測定しても同じ点だからである。
(3)測定時間が短縮できるので、測定時間内での環境温度変化も小さくなり、測定精度が向上する。
(4)非接触に位置マーク球中心を測定できるので、球の摩耗を心配することがなくなり、摩耗による誤差の増大が無いため、測定精度を向上することができる。
(5)非接触なので位置マーク球の寿命を延ばすことができる。
(6)非接触なので上に、摩耗による測定誤差の増大が無いため精度が向上する。
(7)非接触球中心位置測定手段の測定位置をプローブ軸の延長線上とすることにより、プローブ移動に伴う移動部材の位置、姿勢誤差の影響をプローブと同様に最小限にできる。
(8)非接触球中心位置測定手段を簡便な光学系で実現できる。
(9)位置マーク球が脱落した場合等の異常状態を自動検出、装置を停止することが可能となる。
(10)位置マーク球の変わりに間違った別部品がついている等、従来では対応が難しかったエラーに対しても安全にエラーを自動検出、装置を停止することが可能となる。
(11)従来のようにトレースする必要がないので、異常を素早く検出することでエラーの影響を最小限にくい止めることができる。
(12)安全にエラーを検出し停止できるため、事故防止という点でも有効である。事故を未然に防ぐことで生産設備の稼働率を向上し、生産コストを下げることに繋がる。
(13)球中心位置測定手段で用いる光の軸とプローブの軸とが同じ方向を向いているので、被測定物は1つの方向についてぶつからない設計をすれば良い。従って、設計制約を緩和できる。
(14)球中心位置測定手段を2組設けることにより、位置マーク球がジグ等で陰になり測定できない場合でも、もう1つの球中心位置測定手段から見たときに位置マーク球が陰にならなければ測定可能である。従って、死角が少なくなり、被測定物の設計制約を緩和することができる。
(15)又、位置マーク球を2つの球中心位置測定手段で測定可能な場合、2つの測定結果を平均できるので、偶然誤差を軽減できる。従って、測定精度を向上することができる。
(16)より簡便な構造で非接触球中心位置測定手段を構成できる。
(17)非接触球中心位置測定手段の測定位置と、プローブの位置ずれを精密に補正できるので、特に位置マーク球に対する自由曲面の相対位置について測定精度を向上することができる。
(18)非接触球中心位置測定手段の測定位置とプローブの位置とのずれを精密に位置出しする必要がなくなるので、装置製作コストを下げることができる。
【図面の簡単な説明】
【図1】本発明の実施の形態1を説明する図である。
【図2】本発明の実施の形態1の主要部分を説明する図である。
【図3】本発明の実施の形態1の光学系の第1の模式図である。
【図4】本発明の実施の形態1の光学系の第2の模式図である。
【図5】本発明の実施の形態1の座標位置測定の方法を説明する図である。
【図6】本発明の実施の形態1の動作を説明するフローチャートである。
【図7】本発明の実施の形態1を説明する図である。
【図8】本発明の実施の形態3を説明する図である。
【図9】本発明の実施の形態4を説明する図である。
【図10】本発明の実施の形態4の動作を説明するフローチャートである。
【図11】本発明の実施の形態4の動作を説明するフローチャートである。
【図12】本発明の実施の形態5を説明する図である。
【図13】本発明の実施の形態1における画像処理を説明する図である。
【図14】従来の例を説明する図である。
【図15】従来の例の動作を説明するフローチャートである。
【図16】従来の例の頂点位置を測定することの問題点を説明する図である。
【符号の説明】
1 被測定物
2 ジグ
3 位置マーク球
4 ベース
5 Xスライダ
6 Yスライダ
7 Zスライダ
8 XYZ制御装置
9 先端球
10 接触式プローブ
11 プローブ制御用アンプ
12 球位置測定手段
13 位置測定用アンプ
14 コラム
15 X方向参照ミラー
16 Z方向参照ミラー
17 半導体レーザー
18 ハーフミラー
19 レンズ
20 プリズム
21 収束用ビーム
22 第2のハーフミラー
23 光点位置検出手段(ポジションセンサー)
24 シリンドリカルレンズ
25 4分割フォトダイオード
26 引き算回路
27 加算回路
28 割り算回路
29 加算回路
30 引き算回路
31 加算回路
32 割り算回路
33 折り曲げミラー
34 エラー判定回路
35 カメラ
36 画像処理装置
37 スポット形状[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a surface shape measuring apparatus capable of accurately measuring an optical element constituted by a free-form surface, for example, a lens, a mirror surface, or a mold for molding an optical element.
[0002]
[Prior art]
14 and 15 show a conventional invention disclosed in Japanese Patent Laid-Open No. 2001-133239.
The shape of the three
The flowchart of FIG. 15 will be described.
[0003]
First, three positioning spheres are installed (S1), and the surface of the positioning sphere is measured using the measurement probe 3 (S2). Next, the Z coordinate of the sphere with respect to the measured XY position is calculated (S3), the difference is calculated (S4), the RMS (Root Mean Square) value is calculated (S6), and the RMS value is reduced. The coordinate conversion is performed (S6), and the process returns to S4 until the RMS value becomes sufficiently small (S7) and repeats (S7). Next, the vertex coordinates of each sphere are calculated (S9), and the plane including the three vertices and the center position of the mold are calculated (S10).
[0004]
Next, the surface of the mold transfer surface is measured using the measurement probe 3 (S11). Next, the Z coordinate of the design shape with respect to the XY position of the measured point is calculated (S12), the difference is calculated (S13), the RMS (Root Mean Square) value is calculated (S14), and the RMS value is small. (S15), until the RMS value becomes sufficiently small (S13), the process returns to S13 and repeats (S16). When the RMS value becomes sufficiently small, the shape of the mold transfer surface is calculated (S17). The inclination and eccentricity of the transfer surface are calculated (S18, S19).
[0005]
[Problems to be solved by the invention]
However, the conventional example has the following drawbacks.
(1) Measurement takes time.
In the conventional apparatus, the surface of three positioning spheres is scanned using a measurement probe,
The center position of the sphere was calculated from the measured coordinates. In this method, it is necessary to measure three spheres using a measurement probe, which takes time. That is, in addition to the measurement time of the mold surface to be measured, the measurement time of three sphere surfaces is required.
In particular, the measurement of the sphere center position by such probe scanning takes time. Moreover, since it is necessary to measure the position of a three-dimensional sphere, information on a plurality of cross sections is required instead of one cross section. Therefore, a long probe scanning distance is required, and when the entire surface is scanned by repeating the reciprocating motion, a wasteful time required for the acceleration / deceleration cannot be ignored.
(2) The measurement result is affected by the mounting posture of the object to be measured.
In the conventional apparatus, the position of the mold is measured by measuring the vertices of three positioning spheres,
Although it can be measured, the position of the sphere apex is affected when the mounting posture changes although the object to be measured, that is, the mold and the three spheres are integrated.
The reason for this will be described with reference to FIG.
[0006]
The amount is Rsin (θ), where R is the radius of the positioning sphere and θ is the inclination angle. For example, if R is 10 mm and θ is 30 degrees, it will be 5 mm. Therefore, in the conventional example, it is a precondition that the three spheres are placed almost in parallel on the XY plane of the apparatus, which is a great obstacle to implementation.
(3) The linear thermal expansion coefficient of an object to be measured that is greatly affected by environmental temperature changes is not always small. This is especially true for molds. Even if the environmental temperature is controlled to be constant and thermal deformation is suppressed, the effect cannot be made zero. In the conventional example, since measurement time is required, the measurement error increases due to the influence of environmental temperature change.
(4) Since the lifetime of the three position mark spheres is short, the measurement accuracy deteriorates.
In order to measure the positions of the three position mark spheres, the surface is traced with a contact probe in the conventional example.
On the other hand, since the position mark sphere must be measured every time the shape of the object to be measured is measured, the number of measurement of the position mark sphere tends to increase. For this reason, wear cannot be ignored, and the measurement error of the position mark sphere gradually increases in the conventional method. Although it is conceivable to change the position mark sphere to a new one each time it is measured, it is not only uneconomical but also difficult to replace when used with adhesive fixation.
(5) Consider a case in which the position mark sphere is not attached due to human error or the like in the conventional example that cannot cope with an error that occurs when measuring the position mark sphere. Although the
In the conventional example, it is only possible to measure whether or not the position mark sphere, that is, the spherical surface is properly set there, using a probe. Therefore, since the probe must be brought close to the object to be measured and the surface is actually traced, the risk of the probe colliding with something is inevitable if there is the problem described above.
[0007]
Therefore, the first object of the present invention is to shorten the measurement time.
[0008]
The second purpose is to prevent the measurement result from being affected even if the mounting posture of the object to be measured changes.
[0009]
The third purpose is to reduce the influence on the measurement accuracy even if the environmental temperature changes.
[0010]
The fourth object is to extend the life of the position mark sphere by eliminating wear of the position mark sphere, and to prevent an increase in the measurement error of the sphere.
[0011]
The fifth object is to safely stop the measuring device against an error when measuring the position mark sphere.
[0012]
[Means for Solving the Problems]
In order to achieve the above object, the present invention is a surface shape measuring apparatus for measuring the shape of a free-form surface and a relative position with respect to the position-mark sphere with respect to an object having three or more position mark spheres and a free-form surface. And
It has a moving member that can move in three dimensions,
A probe that traces the surface of the object to be measured and measures its shape;
Provided separately from the probe,The light emitted from the light source is focused on the position mark sphere, and the center position of the position mark sphere is measured from the reflected light from the position mark sphere.The sphere center position measuring means is fixedly arranged.And
The focal position of the focused light generated from the light source is on the extension line of the probe axis.It is characterized by that.
[0013]
DETAILED DESCRIPTION OF THE INVENTION
Embodiments of the present invention will be described below with reference to the accompanying drawings.
[0014]
<
1 to 6 show a first embodiment of the present invention.
[0015]
First, description will be made with reference to the overall view of the measuring apparatus in FIG. 1 and the enlarged main portion of FIG.
[0016]
The object to be measured 1 is attached to the
[0017]
This is attached to the
[0018]
The
[0019]
The Z slider is provided with a
[0020]
A
[0021]
A
[0022]
Although not shown, similarly, a reference mirror that is fixed to the
[0023]
The output signals of these laser length measuring instruments, i.e., the distance from the reference mirror, are connected to a data processor (not shown) and processed as position information on the surface of the object to be measured. The data processing of this part is the same as that of JP-A-10-19504.
[0024]
Next, the main part of the ball position measuring means will be described with reference to FIG.
[0025]
The light emitted from the
[0026]
As shown in the figure, when the focal position and the center position of the
[0027]
Four signals from the position sensor are passed through two
[0028]
Further, the output of the
[0029]
Next, it will be described with reference to FIGS. 3 and 4 that the signals φ1 and φ2 measure the positions in the two directions perpendicular to the
[0030]
The light emitted from the
1 / f1 = 1 /
The image E1 is reflected by the
[0031]
2 / R = 1 /
Here, as described above, a case where the focal position and the center position of the position mark sphere substantially coincide is considered, so that L3 and L4 are substantially the same distance.
[0032]
This point image passes through the
1 / f1 = 1 /
Consider the case where the
[0033]
Furthermore, since it is mapped to E3 by the
δ1 = δ * (L4 / L3 + 1) * L6 / L5
For example, if L3 = L4 and L6 = L5, then 2δ. That is, the motion perpendicular to the optical axis of the
[0034]
On the other hand, the light transmitted through the
[0035]
However, this is still affected by fluctuations in the output of the semiconductor laser as the light source. If the output of the laser is now multiplied by α, the four outputs of the four-division photodiode are also uniformly multiplied by α, and naturally the sum and difference signals are also multiplied by α. Therefore, all four signals from the four-divided photodiodes are added by the adder circuit 31 and the difference signal is divided by the divider circuit 32. Since the difference signal multiplied by α is divided by α, the influence of fluctuations in the output of the semiconductor laser can be eliminated. The light spot position signal thus obtained is set to φ3 as shown in the figure.
[0036]
Further, the output of the adder circuit 31 is connected to the
[0037]
Next, it will be described that the signal φ3 measures the position in the direction along the
[0038]
However, since the focal position is shifted only in one direction, that is, the direction having the curvature of the cylindrical lens, by the action of the
[0039]
Then, the position where the signal φ1 is exactly zero is the position where the focus is balanced in the vertical and horizontal directions. Since the focus direction is the direction of the optical axis, the signal φ1 represents the displacement of the position mark sphere in the optical axis direction.
[0040]
Here, once summarized, the displacement of the position mark sphere with respect to the
[0041]
The laser length measuring device described with reference to FIG. 1 measures and corrects the position and orientation of the Z slider, and the method will be described with reference to FIG.
[0042]
For three reference mirrors fixed to the base and arranged orthogonally, the lengths measured by the laser length measuring device are X1, X2, Y1, Y2 and Z1, as shown in the figure. Z1 measures the distance between the
[0043]
In this configuration, the measurement coordinates of the sphere center position of the contact probe can be calculated by the following equation.
[0044]
[0045]
In the configuration described above, the operation will be described with reference to the flowchart described in FIG.
[0046]
The object to be measured 1 is detachably attached to the
[0047]
In addition, as described above, the positioning is performed so that the measurement position of the sphere center position measuring means, that is, the focal position of the
[0048]
When aligning, first, a point cloud when the surface of the
[0049]
Here, it should be noted that this point Pa is not the apex of the sphere as in the conventional example. Unlike the apex position, the center position of the sphere should be the same point no matter what direction it is measured. In other words, unlike the conventional example, the present invention gives the same result regardless of the direction of the position of the position mark sphere.
[0050]
Next, the position of the position mark sphere is measured by the sphere center measuring means. The
[0051]
Since φ1, φ2 and φ3 represent deviations of the
[0052]
At this time, the signals φ1, φ2, and φ3 that could not be adjusted should be sufficiently small. However, if the adjustment residual is converted into the XYZ position and the position Pb of the XYZ slider is corrected, It is precise (106).
[0053]
A position difference D = Pa−Pb is calculated and used as a position correction amount. This represents the position of the contact probe for measuring the free-form surface and the position correction amount of the sphere center position measuring probe for measuring the position mark sphere (107).
[0054]
Next, all the position mark spheres are measured by the sphere center position measuring means. Each measurement is the same as the procedure described above. A case where the nth position mark sphere is measured will be described.
[0055]
First, the focal position of the
[0056]
On the other hand, if there is no error, the signals φ1, φ2, and φ3 can be considered as correct measured values. Next, the position of the XYZ slider is finely adjusted so that the signals φ1, φ2, and φ3 become zero (109). The n-th spherical center position at this time is calculated and set as Pn (110). At this time, the position correction amount D previously obtained is added. Then, this position Pn is converted into a position as if measured with a contact probe. Moreover, the measurement time is considerably shorter because the surface does not need to be traced as compared with the case of measuring with a contact probe. The operation from (108) is repeated until all the position mark spheres have been measured, and when completed, the process proceeds to the next (111).
[0057]
One orthogonal coordinate system is determined from the three spherical center positions (112). There are several methods. For example, the Z axis is taken in the direction perpendicular to the plane defined by three points (measured sphere center positions), the line connecting the two points is taken as the X axis, and the remaining Y An axis can be defined as an axis perpendicular to the X and Z axes. Since the orthogonal coordinate system defined in this way is fixed to three spheres, it is called an object coordinate system. When viewed from the measured object coordinate system, the measured
[0058]
Next, the free-form surface is traced with a contact probe, and a point group on the free-form surface is measured (113). All of these point groups are coordinate-converted into the measured object coordinate system (114). Since the point group obtained in this way is based on the position of three balls, the same point group can be obtained no matter where the measurement object is placed in the measuring apparatus or in any posture. Next, a difference from the design shape, that is, an error shape is calculated using the least square method (115).
[0059]
According to the method described above, the measurement time can be shortened. This is because the measurement time for three balls is shortened. As described above, when measuring the position by tracing the surface of a sphere using a probe, three-dimensional position information is required, so multiple cross-section traces are required instead of a cross-section. is required. Moreover, the time required for acceleration / deceleration cannot be ignored when reciprocating and tracing is repeated. On the other hand, in the method according to the present embodiment, the XYZ axis is moved so that the position mark sphere is approximately at the center position of the
[0060]
Further, according to the present invention, since the center position of the sphere is measured instead of the vertex position of the sphere, it is not affected by the position and orientation of the object to be measured. This is because the sphere is used in such a manner that the same point is pointed regardless of the center position measured from any direction.
[0061]
Furthermore, according to the present invention, since the measurement time of the sphere is shortened, the overall measurement time is also shortened. Since errors such as temperature deformation that change with time can be relaxed, measurement accuracy can be improved as a result.
[0062]
In this embodiment, the light source is the
[0063]
In the present embodiment, the
[0064]
In the present embodiment, the probe for measuring a free-form surface has been described as a contact type probe, but the same applies to a non-contact type probe.
[0065]
In the present embodiment, the light spot position measuring means is disposed on the side reflected by the
[0066]
In the present embodiment, in order to improve the light amount loss in the
<
FIG. 7 shows a second embodiment of the present invention.
[0067]
The first embodiment is different from the first embodiment in that the
[0068]
The present embodiment has the following effects over the first embodiment.
[0069]
1) Since there is no need to bend the
[0070]
2) The distance of the
[0071]
3) Since there is no need to dispose the
[0072]
4) The object to be measured including the position mark sphere needs to be designed so that both the contact probe and the
[0073]
Therefore, according to the present embodiment, it is possible to relax the design constraints of the device under test. For example, in the figure, it is easy to consider the case of measuring two spheres arranged on the left side. Since the spheres are displaced in the direction perpendicular to the paper surface, there is no problem in measuring from the Z direction. However, if measurement is performed with oblique rays as in the first embodiment, the
[0074]
On the other hand, the slider position and orientation correction described with reference to FIG. 5 does not function sufficiently. This is because posture correction is possible only on the probe axis in FIG. When deviating from the axis, the influence of a so-called yawing error, which is a posture error around the vertical Z-axis, increases among slider posture errors. Therefore, in the present embodiment, an XYZ slider having a smaller yawing error than that in the first embodiment is required.
[0075]
<
FIG. 8 shows a third embodiment of the present invention.
[0076]
The difference from the first embodiment is that a bending
[0077]
This embodiment has the following effects over the first and second embodiments.
[0078]
1) The object to be measured including the position mark sphere needs to be designed so that both the contact probe and the
[0079]
2) Since the sphere center measurement position and the contact probe can be coaxially arranged, a highly accurate XYZ slider is not necessary as described in the second embodiment.
[0080]
<
FIG. 9 shows a fourth embodiment of the present invention.
[0081]
The difference from
[0082]
The first sphere center position measuring means 12a and the second sphere center position measuring means 12b are fixedly provided on the
[0083]
In the above configuration, the operation will be described with reference to the flowcharts described in FIGS.
[0084]
The object to be measured 1 is detachably attached to the
[0085]
When aligning, first, a point cloud is measured when the surface of the
[0086]
Next, the position of the position mark sphere is measured by the first sphere center measuring means. The X, Y, and Z sliders are moved using the
[0087]
Since φ1a, φ2a, and φ3a represent deviations in the vertical direction and the optical axis direction of the
[0088]
At this time, the signals φ1a, φ2a, φ3a that could not be adjusted should be sufficiently small, but the adjustment residual is converted into the XYZ position, and the position Pb (a) of the XYZ slider is corrected. If so, it is still precise (106a).
[0089]
The position difference D (a) = Pa−Pb (a) is calculated, and this is used as the position correction amount. This represents the position correction amount of the contact-type probe for measuring the free-form surface and the sphere center position measurement probe for measuring the position mark sphere (107a).
[0090]
Next, the position of the position mark sphere is measured by the second sphere center measuring means. The X, Y, and Z sliders are moved using the
[0091]
Since φ1b, φ2b, and φ3b represent deviations of the
[0092]
At this time, the signals φ1b, φ2b, and φ3b that could not be adjusted should be sufficiently small, but the adjustment residual is converted into the XYZ position, and the position Pb (b) of the XYZ slider is corrected. If so, it is still precise (106b).
[0093]
The position difference D (b) = Pa−Pb (b) is calculated, and this is used as the position correction amount. This represents the position correction amount of the position of the contact probe for measuring the free-form surface and the sphere center position measurement probe for measuring the position mark sphere (107b).
[0094]
Next, all the position mark spheres are measured by the sphere center position measuring means. Each measurement is the same as the procedure described above. A case where the nth position mark sphere is measured will be described.
[0095]
First, the focal position of the
[0096]
Next, the error state storage devices a and b of the two sphere center position measuring means are cleared (120).
[0097]
At this position, the position of the position mark sphere is then measured by the first sphere center position measuring means.
[0098]
It is determined whether any one of the error signals e12 and e3 described in FIG. 2 is output (118a). If an error is output, the error state storage a is set (121a).
[0099]
On the other hand, if there is no error, the signals φ1a, φ2a, and φ3a can be considered as correct measurement values. Next, the position of the XYZ slider is finely adjusted so that the signals φ1a, φ2a, and φ3a become zero (109a). The n-th spherical center position at this time is calculated and set as Pn (a) (110a). At this time, the position correction amount D (a) obtained previously is added. Then, this position Pn (a) is converted into a position as if measured with a contact probe.
[0100]
Next, the position of the position mark sphere is measured by the second sphere center position measuring means.
[0101]
It is determined whether any one of the error signals e12 and e3 described in FIG. 2 is output (118b). If an error is output, the error state storage b is set (121b). On the other hand, if there is no error, the signals φ1b, φ2b, and φ3b can be considered as correct measured values.
[0102]
Next, the position of the XYZ slider is finely adjusted so that the signals φ1b, φ2b, and φ3b become zero (109b). The n-th spherical center position at this time is calculated and set as Pn (b) (110b). At this time, the position correction amount D (b) obtained previously is added. Then, this position Pn (b) is converted into a position when measured with a contact probe.
[0103]
Next, the process branches depending on the states of the error state memories a and b.
[0104]
It is determined whether or not there is an error in both of the error state memories a and b (122). If there is an error, the sphere center position cannot be measured. If not, the process proceeds to the next process, and it is determined whether or not both of the error state memories a and b are normal (124). If both are normal, the two measured values are averaged (125). That is, Pn (a) and Pn (b) are averaged to obtain the sphere center position of the nth position mark sphere.
[0105]
If not, the normal measurement is adopted (126). That is, one of normal Pn (a) and Pn (b) is set as the sphere center position of the nth position mark sphere.
[0106]
The operation from (108) is repeated until all the position mark spheres have been measured, and when completed, the process proceeds to the next (111).
[0107]
One orthogonal coordinate system is determined from the three spherical center positions (112). There are several methods. For example, the Z axis is taken in the direction perpendicular to the plane defined by three points (measured sphere center positions), the line connecting the two points is taken as the X axis, and the remaining Y An axis can be defined as an axis perpendicular to the X and Z axes. Since the orthogonal coordinate system defined in this way is fixed to three spheres, it is called an object coordinate system. When viewed from the measured object coordinate system, the measured
[0108]
Next, the free-form surface is traced with a contact probe, and a point group on the free-form surface is measured (113). All of these point groups are coordinate-converted into the measured object coordinate system (114). Since the point group obtained in this way is based on the position of three balls, the same point group can be obtained no matter where the measurement object is placed in the measuring apparatus or in any posture. Next, a difference from the design shape, that is, an error shape is calculated using the least square method (115).
[0109]
According to this embodiment, there are the following merits.
[0110]
1) Even when the position mark sphere is shaded by a jig or the like and cannot be measured when viewed from one sphere center position measuring means, the position mark sphere is shaded when viewed from the other sphere center position measuring means. Otherwise, it can be measured. Accordingly, the blind spots are reduced, and the design constraints of the object to be measured can be relaxed.
[0111]
2) When the position mark sphere can be measured by the two sphere center position measuring means, the two measurement results can be averaged, so that the chance error can be reduced. Therefore, measurement accuracy can be improved.
[0112]
According to the present embodiment shown in FIG. 9, the two sphere measuring means are depicted in an opposing arrangement. That is, they are arranged 180 degrees apart when viewed from above, but they are the same regardless of whether they are arranged 90 degrees apart or many times apart.
[0113]
<
12 and 13 show a fifth embodiment of the present invention.
[0114]
The configuration of the non-contact sphere center position measuring unit is different from that of the first embodiment.
[0115]
FIG. 12 shows the main part of the ball position measuring means in the present embodiment. The light emitted from the
[0116]
A spot image captured by the
[0117]
As described above, when the sphere center of the position mark sphere is shifted in the direction perpendicular to the optical axis of the
[0118]
Further, when the sphere center of the position mark sphere is shifted in the direction along the optical axis of the
[0119]
Further, the total amount of light incident on the camera is calculated by the
[0120]
Using these signals φ1, φ2, φ3 and e, the sphere center position can be measured. Since the subsequent description is the same as that of the embodiment, it is omitted.
[0121]
According to this embodiment, since there are few components of an optical system, it can be realized more simply.
[0122]
【The invention's effect】
As described above, the present invention has the following effects.
(1) Since it is not necessary to trace the surface of the position mark sphere as in the conventional example, it is possible to expect a significant reduction in measurement time.
(2) Since the center of the sphere is measured instead of the top of the sphere, the same measurement result can be obtained regardless of the position and orientation of the object to be measured. This is because the center of the sphere is the same point no matter what direction it is measured.
(3) Since the measurement time can be shortened, the environmental temperature change within the measurement time is also reduced, and the measurement accuracy is improved.
(4) Since the center of the position mark sphere can be measured in a non-contact manner, there is no need to worry about wear of the sphere, and there is no increase in error due to wear, so that measurement accuracy can be improved.
(5) Since it is non-contact, the life of the position mark sphere can be extended.
(6) Since there is no contact, there is no increase in measurement error due to wear, and accuracy is improved.
(7) By setting the measurement position of the non-contact sphere center position measurement means on the extension line of the probe axis, the influence of the position and posture error of the moving member accompanying the probe movement can be minimized as in the probe.
(8) The non-contact sphere center position measuring means can be realized with a simple optical system.
(9) It is possible to automatically detect an abnormal state such as when the position mark ball is dropped and to stop the apparatus.
(10) It is possible to automatically detect an error and stop the apparatus safely even for an error that has been difficult to deal with in the past, such as a wrong part being attached instead of the position mark sphere.
(11) Since there is no need for tracing as in the prior art, it is possible to minimize the influence of errors by detecting abnormalities quickly.
(12) Since an error can be detected and stopped safely, it is also effective in preventing accidents. By preventing accidents, the operating rate of production equipment is improved and production costs are reduced.
(13) Since the axis of the light used in the sphere center position measuring means and the axis of the probe are in the same direction, the object to be measured may be designed not to collide in one direction. Therefore, design constraints can be relaxed.
(14) By providing two sets of sphere center position measuring means, even if the position mark sphere is shaded by a jig or the like and cannot be measured, the position mark sphere is shaded when viewed from the other sphere center position measuring means. Otherwise, it can be measured. Accordingly, the blind spots are reduced, and the design constraints of the object to be measured can be relaxed.
(15) Further, when the position mark sphere can be measured by the two sphere center position measuring means, the two measurement results can be averaged, so that the chance error can be reduced. Therefore, measurement accuracy can be improved.
(16) The non-contact sphere center position measuring means can be configured with a simpler structure.
(17) Since the measurement position of the non-contact sphere center position measuring means and the positional deviation of the probe can be accurately corrected, the measurement accuracy can be improved particularly for the relative position of the free-form surface with respect to the position mark sphere.
(18) Since it is not necessary to precisely position the deviation between the measurement position of the non-contact sphere center position measurement means and the position of the probe, the device manufacturing cost can be reduced.
[Brief description of the drawings]
FIG. 1 is a
FIG. 2 is a diagram for explaining a main part of the first embodiment of the present invention.
FIG. 3 is a first schematic diagram of the optical system according to the first embodiment of the present invention.
FIG. 4 is a second schematic diagram of the optical system according to the first embodiment of the present invention.
FIG. 5 is a diagram for explaining a coordinate position measurement method according to the first embodiment of the present invention;
FIG. 6 is a flowchart for explaining the operation of the first embodiment of the present invention.
FIG. 7 is a
FIG. 8 is a diagram for explaining a third embodiment of the present invention.
FIG. 9 is a diagram for explaining a fourth embodiment of the present invention.
FIG. 10 is a flowchart for explaining the operation of the fourth embodiment of the present invention.
FIG. 11 is a flowchart illustrating the operation of the fourth embodiment of the present invention.
FIG. 12 is a diagram for explaining a fifth embodiment of the present invention.
FIG. 13 is a diagram illustrating image processing according to
FIG. 14 is a diagram illustrating a conventional example.
FIG. 15 is a flowchart illustrating the operation of a conventional example.
FIG. 16 is a diagram for explaining a problem of measuring a vertex position in a conventional example.
[Explanation of symbols]
1 DUT
2 jigs
3 Position mark sphere
4 base
5 X slider
6 Y slider
7 Z slider
8 XYZ controller
9 tip sphere
10 Contact probe
11 Probe control amplifier
12 Ball position measuring means
13 Position measurement amplifier
14 columns
15 X direction reference mirror
16 Z-direction reference mirror
17 Semiconductor laser
18 half mirror
19 Lens
20 Prism
21 Focusing beam
22 Second half mirror
23 Light spot position detection means (position sensor)
24 Cylindrical lens
25 Quadrant photodiode
26 Subtraction circuit
27 Adder circuit
28 Dividing circuit
29 Adder circuit
30 Subtraction circuit
31 Adder circuit
32 Divide circuit
33 Bending mirror
34 Error judgment circuit
35 cameras
36 Image processing device
37 Spot shape
Claims (7)
3次元に移動可能な移動部材を有し、該移動部材には、
該被測定物表面にトレースさせて形状を測定するプローブと、
該プローブとは別に設けられ、光源から発生する光を位置マーク球に集束させ、該位置マーク球からの反射光から位置マーク球の中心位置を測定する球中心位置測定手段とが、固定して配置されていて、
前記光源から発生した集束光の焦点位置がプローブ軸の延長線上にあることを特徴とする表面形状測定装置。A surface shape measuring device for measuring a shape of a free curved surface and a relative position with respect to the position mark sphere with respect to an object to be measured having three or more position mark spheres and a free curved surface,
It has a moving member that can move in three dimensions,
A probe that traces the surface of the object to be measured and measures its shape;
A sphere center position measuring means, which is provided separately from the probe , focuses light generated from the light source on the position mark sphere, and measures the center position of the position mark sphere from the reflected light from the position mark sphere. Arranged ,
Profilometer the focal point of the focused beam generated from said light source and said extension on the near Rukoto probe shaft.
該再び集束させた集束光を2方向に分割するハーフミラーと、
を持ち
該分割した集束光の一方は光点位置測定手段に集束することにより光軸に垂直な2方向の位置を測定し、他方は焦点位置検出手段に集束することにより光軸に沿った1方向の位置を測定することを特徴とする請求項1記載の表面形状測定装置。The spherical center position measuring means includes a focusing optical system for refocusing the reflected light;
A half mirror for dividing the refocused focused light in two directions;
One of the divided focused lights is focused on the light spot position measuring means to measure the position in two directions perpendicular to the optical axis, and the other is focused on the focus position detecting means to be 1 along the optical axis. 2. The surface shape measuring apparatus according to claim 1, wherein a position in a direction is measured.
該2組の球中心位置測定手段のうち、両方ともエラーの場合には測定を中断し、片方がエラーの場合は正常な方の測定結果を採用し、両方とも正常な場合には両者の平均を採用することを特徴とする表面形状測定方法。A surface shape measuring method for measuring a shape of a free-form surface and a relative position with respect to the position-mark sphere with respect to an object to be measured having three or more position mark spheres and a free-form surface, and a movable member movable in three dimensions A probe for measuring the shape by tracing the surface of the object to be measured on the moving member, and focusing the light generated from the light source on the position mark sphere, The center position of the position mark sphere is measured from the reflected light of the two sets of sphere center position measuring means for measuring the center position of the position mark sphere, and the focal position of the focused light generated from the light source is on the extension line of the probe axis. Is fixedly placed,
If both of the two sets of sphere center position measuring means are in error, the measurement is interrupted, if one of them is in error, the measurement result of the normal one is adopted, and if both are normal, the average of the two is used. A surface shape measuring method characterized by adopting
あらかじめ前記球中心位置測定手段と前記プローブとで所定の同じ位置マーク球の中心位置を測定し、その測定値の差を補正量として記憶しておき、その後、球中心位置測定手段で位置マーク球の中心位置を測定した際に、その測定値に該補正量を加えることを特徴とする表面形状測定方法。 A surface shape measuring method for measuring a shape of a free-form surface and a relative position with respect to the position-mark sphere with respect to an object to be measured having three or more position mark spheres and a free-form surface, and a movable member movable in three dimensions A probe for measuring the shape by tracing the surface of the object to be measured on the moving member, and focusing the light generated from the light source on the position mark sphere. A center position measuring means for measuring the center position of the position mark sphere from the reflected light from the reflected light and fixed so that the focal position of the focused light generated from the light source is on an extension line of the probe axis Arranged,
The center position of a predetermined same position mark sphere is measured in advance by the sphere center position measuring means and the probe, and the difference between the measured values is stored as a correction amount. Thereafter, the position mark sphere is measured by the sphere center position measuring means. A surface shape measuring method, comprising: adding a correction amount to the measured value when measuring the center position of the surface.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002233822A JP4047096B2 (en) | 2002-08-09 | 2002-08-09 | Surface shape measuring apparatus and method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2002233822A JP4047096B2 (en) | 2002-08-09 | 2002-08-09 | Surface shape measuring apparatus and method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2004077144A JP2004077144A (en) | 2004-03-11 |
| JP2004077144A5 JP2004077144A5 (en) | 2005-10-27 |
| JP4047096B2 true JP4047096B2 (en) | 2008-02-13 |
Family
ID=32018852
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2002233822A Expired - Fee Related JP4047096B2 (en) | 2002-08-09 | 2002-08-09 | Surface shape measuring apparatus and method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4047096B2 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10203192B2 (en) | 2015-05-29 | 2019-02-12 | Hexagon Metrology, Inc. | CMM with object location logic |
| US10598476B2 (en) | 2015-05-12 | 2020-03-24 | Hexagon Metrology, Inc. | Apparatus and method of controlling CMM using environmental information or CMM information |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4500729B2 (en) * | 2005-05-11 | 2010-07-14 | キヤノン株式会社 | Surface shape measuring device |
| JP4743771B2 (en) * | 2006-05-08 | 2011-08-10 | コニカミノルタセンシング株式会社 | Section data acquisition method, system, and section inspection method |
| JP5424832B2 (en) * | 2009-11-20 | 2014-02-26 | オリンパス株式会社 | Stylus and contact displacement sensor |
| CN104316015A (en) * | 2014-10-30 | 2015-01-28 | 长城汽车股份有限公司 | Detecting tool for profile face difference and gap value of interior trim part of vehicle |
| EP3510351B1 (en) * | 2016-09-09 | 2023-08-09 | Gleason Metrology Systems Corporation | Measurement of toothed articles utilizing multiple sensors |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0749956B2 (en) * | 1988-10-31 | 1995-05-31 | アンリツ株式会社 | Shape measuring device |
| JP3165255B2 (en) * | 1992-09-08 | 2001-05-14 | シャープ株式会社 | Distance sensor |
| DE4327250C5 (en) * | 1992-09-25 | 2008-11-20 | Carl Zeiss Industrielle Messtechnik Gmbh | Method for measuring coordinates on workpieces |
| JPH09304028A (en) * | 1996-05-13 | 1997-11-28 | Ricoh Co Ltd | Non-contact shape-measuring apparatus |
| JP4067602B2 (en) * | 1996-12-09 | 2008-03-26 | 富士通株式会社 | Height inspection method and height inspection apparatus for implementing the method |
| JP2001242417A (en) * | 2000-02-28 | 2001-09-07 | Mixed Reality Systems Laboratory Inc | Pupil position detector and image display device using the same |
| JP4434431B2 (en) * | 2000-05-15 | 2010-03-17 | キヤノン株式会社 | 3D shape measuring device |
-
2002
- 2002-08-09 JP JP2002233822A patent/JP4047096B2/en not_active Expired - Fee Related
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10598476B2 (en) | 2015-05-12 | 2020-03-24 | Hexagon Metrology, Inc. | Apparatus and method of controlling CMM using environmental information or CMM information |
| US10203192B2 (en) | 2015-05-29 | 2019-02-12 | Hexagon Metrology, Inc. | CMM with object location logic |
| US10571237B2 (en) | 2015-05-29 | 2020-02-25 | Hexagon Metrology, Inc. | CMM with object location logic |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2004077144A (en) | 2004-03-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6067165A (en) | Position calibrating method for optical measuring apparatus | |
| JP4767255B2 (en) | Measuring method of optical axis eccentricity of front and back surfaces of lens | |
| EP2259010A1 (en) | Reference sphere detecting device, reference sphere position detecting device, and three-dimensional coordinate measuring device | |
| JP4246071B2 (en) | Method for determining and correcting guidance errors in coordinate measuring machines. | |
| KR20100119526A (en) | Method and apparatus for measuring relative positions of a specular reflection surface | |
| JP2006343249A (en) | Shape measuring device and shape measuring method | |
| US7433023B2 (en) | Apparatuses and methods for measuring head suspensions and head suspension assemblies | |
| US7656540B2 (en) | Apparatus and method for measuring suspension and head assemblies | |
| JP4500729B2 (en) | Surface shape measuring device | |
| EP1985968B1 (en) | Noncontact measuring apparatus for interior surfaces of cylindrical objects based on using the autofocus function that comprises means for directing the probing light beam towards the inspected surface | |
| JP4047096B2 (en) | Surface shape measuring apparatus and method | |
| JP2012177620A (en) | Measurement instrument | |
| CN110702036B (en) | Complex beam angle sensor and small-sized aspheric surface morphology detection method | |
| US7764387B2 (en) | Apparatus and method for measuring suspension and head assemblies in a stack | |
| JP5432551B2 (en) | PROBE METHOD AND PROBE DEVICE | |
| US7804605B2 (en) | Optical multi-axis linear displacement measurement system and a method thereof | |
| JPH1151624A (en) | Surface shape measuring instrument | |
| CN109520443B (en) | Roll angle measuring method based on combined surface type reference part | |
| US20180058979A1 (en) | Shape measuring method, shape measuring apparatus, program, recording medium, method of manufacturing optical element, and optical element | |
| CN110057288B (en) | Calibration method for central distance of optical revolution paraboloid reference element array | |
| JP2005077295A (en) | Measuring apparatus for optical three-dimensional position and measuring method for position | |
| JP6472641B2 (en) | Non-contact positioning method and non-contact positioning apparatus | |
| JP2007315865A (en) | Three-dimensional displacement measuring device and measuring method | |
| JPH07311117A (en) | Apparatus for measuring position of multiple lens | |
| JP2010181157A (en) | Apparatus for three-dimensional measurement |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20050105 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050713 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20050713 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20070326 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070417 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070618 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20071113 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20071121 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101130 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101130 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111130 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121130 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131130 Year of fee payment: 6 |
|
| LAPS | Cancellation because of no payment of annual fees |