JP4028924B2 - 吸気口ノーズコーンアッセンブリー、吸気口ノーズコーンアッセンブリーの修復キットおよび吸気口ノーズコーンアッセンブリーの修復方法 - Google Patents
吸気口ノーズコーンアッセンブリー、吸気口ノーズコーンアッセンブリーの修復キットおよび吸気口ノーズコーンアッセンブリーの修復方法 Download PDFInfo
- Publication number
- JP4028924B2 JP4028924B2 JP35432797A JP35432797A JP4028924B2 JP 4028924 B2 JP4028924 B2 JP 4028924B2 JP 35432797 A JP35432797 A JP 35432797A JP 35432797 A JP35432797 A JP 35432797A JP 4028924 B2 JP4028924 B2 JP 4028924B2
- Authority
- JP
- Japan
- Prior art keywords
- nose cone
- inlet nose
- outer ring
- ring
- length
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000000034 method Methods 0.000 title claims description 8
- 230000008439 repair process Effects 0.000 title claims description 8
- 239000000463 material Substances 0.000 claims description 46
- 238000007493 shaping process Methods 0.000 claims description 38
- 239000002131 composite material Substances 0.000 claims description 20
- 239000000853 adhesive Substances 0.000 claims description 19
- 230000001070 adhesive effect Effects 0.000 claims description 19
- 239000003365 glass fiber Substances 0.000 claims description 19
- 229920000049 Carbon (fiber) Polymers 0.000 claims description 13
- 239000004917 carbon fiber Substances 0.000 claims description 13
- 229920000271 Kevlar® Polymers 0.000 claims description 10
- 230000032798 delamination Effects 0.000 claims description 10
- 239000003822 epoxy resin Substances 0.000 claims description 10
- 239000004761 kevlar Substances 0.000 claims description 10
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims description 10
- 229920000647 polyepoxide Polymers 0.000 claims description 10
- 230000006835 compression Effects 0.000 claims description 6
- 238000007906 compression Methods 0.000 claims description 6
- 239000002657 fibrous material Substances 0.000 claims description 6
- 230000003796 beauty Effects 0.000 claims description 5
- 230000004044 response Effects 0.000 claims description 4
- 230000004323 axial length Effects 0.000 claims description 3
- 230000002093 peripheral effect Effects 0.000 claims description 3
- 239000007789 gas Substances 0.000 claims 7
- 229920006332 epoxy adhesive Polymers 0.000 claims 4
- 241000255925 Diptera Species 0.000 claims 3
- 239000002313 adhesive film Substances 0.000 claims 2
- 238000005498 polishing Methods 0.000 claims 1
- 239000002594 sorbent Substances 0.000 claims 1
- 239000000126 substance Substances 0.000 claims 1
- 238000004804 winding Methods 0.000 claims 1
- 230000008901 benefit Effects 0.000 description 6
- 238000013459 approach Methods 0.000 description 5
- 230000008569 process Effects 0.000 description 4
- 230000000712 assembly Effects 0.000 description 2
- 238000000429 assembly Methods 0.000 description 2
- 238000002485 combustion reaction Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229920000742 Cotton Polymers 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 239000011152 fibreglass Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
Images



Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02C—GAS-TURBINE PLANTS; AIR INTAKES FOR JET-PROPULSION PLANTS; CONTROLLING FUEL SUPPLY IN AIR-BREATHING JET-PROPULSION PLANTS
- F02C7/00—Features, components parts, details or accessories, not provided for in, or of interest apart form groups F02C1/00 - F02C6/00; Air intakes for jet-propulsion plants
- F02C7/04—Air intakes for gas-turbine plants or jet-propulsion plants
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02K—JET-PROPULSION PLANTS
- F02K1/00—Plants characterised by the form or arrangement of the jet pipe or nozzle; Jet pipes or nozzles peculiar thereto
- F02K1/04—Mounting of an exhaust cone in the jet pipe
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T50/00—Aeronautics or air transport
- Y02T50/60—Efficient propulsion technologies, e.g. for aircraft
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1052—Methods of surface bonding and/or assembly therefor with cutting, punching, tearing or severing
- Y10T156/108—Flash, trim or excess removal
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49316—Impeller making
- Y10T29/49318—Repairing or disassembling
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
Description
【発明の属する技術分野】
本発明は、ガスタービンエンジンのような軸流回転機械に係り、特にターボファンエンジンのようなガスタービンエンジン用の吸気口ノーズコーンアッセンブリに関する。
【0002】
【従来の技術】
ターボエンジンは、大きな航空機の動力装置に最も広く使用されている。典型的なターボファンエンジンは、圧縮部,燃焼部およびタービン部を有する。作用ガス媒体用の円環状の一次流路は、圧縮部,燃焼部およびタービン部を通して伸びる。円環状の二次流路は一次流路の径方向内方に配置されている。
【0003】
圧縮部は低圧力コンプレッサと高圧力コンプレッサを含んでいる。低圧力コンプレッサは、複数のステージを持っており、その第1のステージはファンステージとして知られている。
【0004】
ファンダクトは、低圧力コンプレッサのまわりに円周方向に伸び、第2の流路と境界を形成する。作用媒体ガスは1次および2次流路に沿ってエンジン内に吸引される。
【0005】
ガスはファンステージと低圧力コンプレッサを通り、低圧力コンプレッサは、ガスが圧縮され温度が上昇する。ガスの一部は、2次流路を通してファンダクトの内方に流れ、低圧力コンプレッサの後者のステージを通しては流れない。
【0006】
公知のターボファンエンジンによって発生される大きな割合のスラストは、ファンダクトを通して通過するガスによって発生される。エンジンコアを通して流れるガスに対する、ファンダクトを通して流れるガスの比率はバイパス比として知られている。バイパス比は、動力プラントの特性仕様に従って、各個々のエンジンモデルに対して異なる値である。大きな商業的ターボファンエンジンにおいては、6.5対1と高いものである。
【0007】
作用媒体ガスを圧縮するにあたってファンステージが効率的に動作するために、ガスは最小の摂動でファンステージに円滑に入らなければならない。この円滑な空気流を達成するために、吸気口ノーズコーンがファンステージに取り付けられ、作用媒体ガスがファンステージ内に徐々に向かう。
【0008】
吸気口ノーズコーンは、一般に、重量を減らすために、軽量複合材料で造られ、航空機動力プラントに対して重要な考慮がとられている。航空機動力プラント、例えばターボファンエンジンは、航空機を飛行させるのに充分な動力を発生しなければならない。航空機が軽ければ軽いほど、その取り付けられたエンジンは航空機を飛行させるのに必要な動力量が小さくなる。
【0009】
従って、吸気口ノーズコーンの重量を減らすと、飛行に必要な動力が小さくなる。
【0010】
【発明が解決しようとする課題】
吸気口ノーズコーンを長い間使用すると、吸気口ノーズコーンの後部(これは後部整形板として知られている)が、径方向に歪むことになる。後部が連続的に歪むと、特に吸気口ノーズコーンが操作中に損傷を受け、又は異物がエンジン内に入った場合に、複合材料が隣接する層から離層つまり分離することになる。吸気口ノーズコーンのこれらの片は、エンジンの1次流路内に取り込まれ、エンジン性能を低下させることになる。離層によって、もちろん、エンジンの性能に悪影響を及ぼす作用媒体ガスの流路に乱れが生じ、吸気口ノーズコーンの効果が減少される。
【0011】
この問題を解決するために、いくつかのアプローチ(試み)が使用されている。一つのアプローチは、吸気口ノーズコーンの離層した後部のまわりに繊維状ガラスを巻くことである。この処理は、吸気口ノーズコーンの損傷許容範囲を増加させ、横方向の強さを増す。この処理は、吸気口ノーズコーンに対する損傷を修復するけれども、将来起り得る離層を減らすものではない。修復された吸気口ノーズコーンは依然として将来における離層にさらされ得る。
【0012】
他のアプローチは、一体に結合し直すために分離した複合材料の間にレジンを注入し、本来の構造に修復させることである。この処理によれば、分離の進行が遅らされかつ離層した複合材料層が一体に結合される。しかしながら、離層が将来において起り得る。
【0013】
さらに他のアプローチは、フランジと後部における材料を置き換え、操作や異物損傷に対して後部整形板を保護するために、後部整形板のまわりに少なくとも一つの繊維状ケブラー材料を設けることである。この処理によれば、発生した損傷が修復され、複合吸気口ノーズコーンの後部整形板が強化され、かつ応力が減らされる。繊維状ケブラー材料は後部整形板の複合材料に張力を及ぼす。張力は複合材料の層間の結合に応力を与え、離層を導くとともに、防止すべき大きな問題を導く。
【0014】
上述の従来技術にも拘わらず、出願人の譲受人の指示に基づく科学者達と技術者達は、吸気口ノーズコーンを強化し、又は離層している複合吸気口ノーズコーンを修復するための別の処理を発展させることを探求している。
【0015】
本発明の目的は、エンジンの効率を上昇させることができるとともにエンジンの価格を低減させることができる吸気口ノーズコーンを提供することである。
【0016】
【課題を解決するための手段】
本発明によれば、吸気口ノーズコーンから片持ちされた形で延びる後部整形板を有する複合材料で形成された吸気口ノーズコーンは、さらに、後部整形板を取り巻く円周状に連続する外部リングを含み、この外部リングは、径方向ゆがみに対して束縛するために、後部整形板よりも、高い強度を有する。
【0017】
本発明の一実施例によれば、内部リングが、吸気口ノーズコーンの後部整形板の内側面と外部リングの内側面とに取り付けられている。
【0018】
本発明の詳細な実施例によれば、外部リングは、吸気口ノーズコーンの後部整形板に取り付けられる一片の部品であり、かつフランジにまたがっている。
【0019】
【発明の実施の形態】
図1を参照すると、ターボファンガスタービンエンジン10が透視図で示されている。エンジン10は、低圧力コンプレッサ20,高圧力コンプレッサ25,燃焼器30,高圧力タービン35および低圧力タービン40を含む。また、エンジンは、作用媒体ガス用の1次流路45と2次流路50を持っている。
【0020】
低圧力コンプレッサ20は、ファン部55,内部ファンケース60,および外部ファンケース65を含んでいる。内部ファンケース60は、1次流路45のまわりに円周方向に延び、その最外側部分で流路の境界を形成する。2次流路50は、ファン部55を通して1次流路45の径方向外方に延び、外部ファンケース65によってその最外側部で境界付けされる。
【0021】
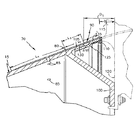
図2は、本発明の吸気口ノーズコーンアッセンブリー70の一実施例の断面部分図を示す。アッセンブリーは、円周方向に延びた第1の位置80と円周方向に配置されたベントホール85を有する吸気口ノーズコーン15を、含んでいる。また、アッセンブリー70は、外部リング90,フランジ100,および後部整形板105を含んでいる。バブルエアシール110は後方に延び、ファンブレード115とファンロータディスク120とを含むファン部55の一部が仮想線で示されている。フランジ100は、吸気口ノーズコーン15の上記の円周方向に延びた第1の位置80から、径方向内方に延びる。フランジ100はファンロータディスク120に取り付けられている。
【0022】
後部整形板105は、吸気口ノーズコーン15と一体に形成され、円周方向に延びた第1の位置80からファンロータディスク120の近くにまで片持ち状態で後方に延びる。吸気口ノーズコーン15と後部整形板は第1の硬度/質量比を有する複合材料によって構成されている。バブルエアシールは、後部整形板105の下に位置し、ファンブレード115と突き合せ接合する。
【0023】
外部リング90は、円周方向に延びた第1の位置80から前方へ第1の長さL1 だけ延び、円周方向に延びた第1の位置80から、ファンロータディスク120の近くまで、第2の長さL2 だけ後方へ延びる。外部リング90は後部整形板105と吸気口ノーズコーン15を完全に取り囲む。外部リング90は、ガラス繊維の2つの層間に配置されたカーボン繊維材料の少なくとも一つの層で作られており、双方の層はエポキシレジンによって共に接合されているいる。外部リングは、後部整形板105と吸気口ノーズコーン15の硬度/質量比よりも大きい第2の硬度/質量比を持っている。材料のこの組合せ用の適切な材料の例としては、Hexcel Corporation,Livermor,CalifornaのT6C145カーボン繊維材料、120−38繊維材料、F−263エポキシレジンがある。
【0024】
図3と4を参照すると、修復された吸気口ノーズコーンアッセンブリー70が示されている。修復された吸気口ノーズコーンアッセンブリーは、短くなった後部整形板105を含んでおり、その長さL 3 は、改良されていない後部整形板105の長さよりも短い。外部リングの長さL2は後部整形板の長さL3よりも少なくとも2倍以上である。間隔D1は、改良された後部整形板のフランジ端部100からの間隔であり、間隔D2は改良されていない後部整形板の間隔である。
【0025】
また、図3,図4の吸気ノーズコーンアッセンブリーは、図2において述べた部品に加えて、内部リング125を含んでいる。内部リング125は、第1の面130を有する第1の部分と、第2の面135を有する第2の部分を持つ円錐台形である。内部リング125は、第1の部分から第2の部分へと外方に傾斜した第3の部分137を有し、第1の部分と第2の部分は互に径方向に離間されているとともに、後部整形板と外部リング90とに各々ぴったりと接合する関係にある。第1の面130は後部整形板105に取り付けられ、第2の面135は外部リング90に取り付けられている。内部リング125はファンブレード115の近くまで延びる。バブルエアシール110は内部リング125の第1の面130の下に位置する。内部リング125は、ケブラー材料の内部層を有するガラス繊維層によって作られている。内部リングは、外部リング90の第2の硬度/質量比以下である第3の硬度/質量比を持っている。材料の組合せに適した材料の例としては、Hexcel Corporation,Livermor,Californiaによる120−38ガラス繊維材料、K285ケブラー物質、およびD−126エポキシレジンである。
【0026】
エンジンの動作中に、作用媒体ガスはエンジン内に吸引される。ガスがファンステージに近づくにつれて、ガスは吸気口ノーズコーン15の輪郭のまわりに流される。ガスはファン部55において圧縮される。作用媒体ガスの大部分は2次通路50内に流され、かつ大気中に吐出される。作用媒体ガスの残りは、低圧力コンプレッサ20内の1次通路に流れ、さらに圧縮される。
【0027】
それから、ガスは、高圧力コンプレッサ25に入り、再び圧縮され、作用媒体ガスの温度と圧力を上昇させる。ガスは、燃焼器30内に流され、燃料と混合され燃焼される。熱ガス混合物は高圧力タービン35内に流され、仕事がガス混合物から抽出される。高圧力タービン35はこの仕事を高圧力コンプレッサ25に伝達する。それから、ガスは低圧力タービン40に流され、さらに有用な仕事がガスから抽出される。低圧力タービンは仕事を低圧力コンプレッサ20とファン部55に伝達する。最後に、ガスは大気中に吐出される。
【0028】
ノーズコーンアッセンブリー70はファンディスク120と共にエンジンの回転軸のまわりに回転させられる。外部リングを持たないアッセンブリーにおいては、ノーズコーン15の後部整形板105は、エンジン動作中に、遠心力に応じて、径方向にたわむ。ノーズコーンアッセンブリーが、操作又は異物による損傷を持っていれば、連続する径方向のたわみによって、後部整形板105の複合材料層の離層が生じる。
【0029】
この離層を修復するための方法は、次の如くである。まず、後部整形板105の後縁の一部、つまり離層の軸方向長さを越える長さD1が除去される。
【0030】
次に、後部整形板105と吸気口ノーズコーン15の面が研磨される。接着媒体(例えば、Dextr Corporation,Hysol Diuision Pittsburg CA94565によるEA−9394エポキシレジン接着剤)が吸気口ノーズコーン15と後部整形板105に供給される。外部リング90が吸気口ノーズコーン15と後部整形板105とに組み合わされ、外部リング90は、円周方向に延びた第1の位置80から第1の長さL1 だけ前方へ延び、第2の長さL2 だけ後方に延びてファンロータディスクの近くまで延びる。接着媒体はある時間の経過によって硬化する。次に接着媒体が外部リング90の内面と後部整形板105の内面に供給される。内部リング125が後部整形板105と外部リング90とに組み合わされる。接着媒体はある時間の経過によって硬化する。エポキシレジンによるスクリムも接着材料として使用される。
【0031】
本発明の特別な実施例は、外部リング90を持たないノーズコーン15を有するノーズコーンアッセンブリーを改良するために使用できる。処理は次のステップに従って行われる。まず、吸気口ノーズコーン15と後部整形板105の面が研磨される。接着媒体例えば前述したものの一つが吸気口ノーズコーン15と後部整形板105とに供給される。外部リング90が吸気口ノーズコーン15と後部整形板105とに組み合わされ、外部リング90は、円周方向に延びた第1の位置80から第1の長さL1 だけ前方へ延び、第2の長さL2 だけ後方に延びてファンロータディスク120の近くまで延びる。接着媒体は適正な時間でもって硬化させる。
【0032】
本発明の他の詳細な実施例は、たわんだ複合吸気口ノーズコーン15用の修復キットを含んでいる。修復キットは外部リング90と内部リング125を含んでいる。外部リング90は、後部整形板105よりも高い硬度/質量比を有する、外的な支持を持たずにそれ自体で立っているカーボン繊維とガラス繊維材料の組合せによって構成されている。内部リング125は、外部リング90よりも低い硬度/質量比を持っているが後部整形板105よりも高い硬度/質量比である、ケブラー繊維およびガラス繊維材料の組合せによって構成されている。外部リング90の高い硬度/質量比によって本発明の利点が得られる。
【0033】
第1に、高い硬度/質量比によって、外部リング90は径方向たわみがないので、外部リングが後部整形板105の径方向たわみを抑制できる。
【0034】
第2に、外部リング90の硬度/質量比特性によって、後部整形板105又は吸気口ノーズコーン15に比べて薄い断面形状であるけれども、後部整形板を束縛することができる。このことは、改良によって再利用されるノーズコーンアッセンブリーにおいて、特に重要である。薄い形状は、吸気口ノーズコーンアッセンブリーの重力の中心をそれ程変化させるものではなく、かつ吸気口ノーズコーンに及ぼされる遠心力の分布を増すものでもない。また、吸気口ノーズコーン15に比べて外部リング90の薄い形状は、吸気口ノーズコーン15と後部整形板105のまわりの流路を円滑にする。
【0035】
本発明の他の利点は、内部リング125および外部リング90の接着剤がエンジン動作中に圧縮状態にあることである。内部リング125の圧縮力は、外部リング90に比べて、内部リング125の硬度/質量比が低いことによる。外部リング90によって及ぼされる圧縮力は、吸気口ノーズコーン15と後部整形板105とに比べた、外部リング90の硬度による。接着剤による接合は、張力時に小さいことを示すのに比べて、圧縮力を受けることで最も大きな強度を示す。外部リングと内部リングは、接着剤を、該接着剤の最大の強度が使用できる状態に保つ。質量(つまり実施例の質量特性)は、該質量が所要の圧縮力を供給することを確実にするために調節される。
【0036】
内部リングは円周方向に連続であっても連続でなくてもよい。円周方向に連続である内部リングを有することについての利点がある。硬度/質量比は、正常運転中に経験される回転速度の全範囲にわたり、上記の力を確実に許容値内に保つ。
【0037】
本発明の他の特殊な利点は、径方向の力の分配がファンロータディスク120からフランジ100を通して伝達されることである。エンジンの動作中に、ファンロータディスク120に径方向の力が発生しフランジ100に印加される。外部リング90の位置はこの力を分配するのを助ける。外部リング90は、円周方向に延びた第1の位置80から後方 へ延びる第2の長さよりも、円周方向に延びた第1の位置80から前方へ延びる第1の長さの方が長い。この大きな長さは、フランジ100を介してフランジ100に印加される力を分配することを助けるとともに、後部整形板を介して取り出される力を減少させる。
【0038】
本発明は詳細な実施例について開示されているけれども、種々な変化が、発明の精神と範囲から逸脱することなく可能であることは、当業者にとって理解されるものである。
【0039】
【発明の効果】
本発明の主な特徴は後部整形板を有する吸気口ノーズコーンである。他の特徴は吸気口ノーズコーンから径方向内方に伸びるフランジである。フランジは隣り合うエンジン構造に取り付けられている。他の特徴は、後部整形板と吸気口ノーズコーンを取り巻く外部リングである。一つの詳細な実施例において、2つの面を有する円錐台形によって構成されている内部リングを特徴とする。第1の面は後部整形板の内側面に接合され、第2の面は外部リングの内側面に接合されている。
【0040】
本発明の主たる利点は、作用媒体ガスの円滑な流路により、エンジン効率が向上することである。本発明の他の利点は、後部整形板を取り囲む外部リングを有する複合吸気口ノーズコーンにより、エンジンのコストが減少することである。外部リングは、離層の発生を減少させ、後部整形板に、動作条件下で圧縮力を印加し、吸気口ノーズコーンの耐久力を増す。
【0041】
【図面の簡単な説明】
【図1】 ターボファンエンジンの断面図。
【図2】 本発明の複合吸気口ノーズコーンの断面図。
【図3】 修復された複合吸気口ノーズコーンの断面図。
【図4】 図3に示されている修復された吸気口ノーズコーンの拡大側面図。
【符号の説明】
10…ターボファンガスタービンエンジン
15…吸気口ノーズコーン
20…低圧力コンプレッサ
25…高圧力コンプレッサ
30…燃焼機
35…高圧力タービン
40…低圧力タービン
45…1次流路
50…2次流路
55…ファン部
65…ファンケース
70…吸気口ノーズコーン
90…外部リング
105…後部整形板
110…バブルエアシール
115…ファンブレード
120…ファンロータディスク
125…内部リング
130…第1の面
135…第2の面
Claims (24)
- 作用媒体ガス流路と、ファンロータディスクおよび該ファンロータディスクから上記作用媒体ガス流路を横切って径方向外方に延びる複数のファンブレードを有するロータリアッセンブリーと、を備えた軸流ロータリ機械における吸気口ノーズコーンアッセンブリーであって、
複合材料によって形成され、内側面と、外側面と、円周方向に延びた第1の位置と、この第1の位置から内周側へ延びたフランジと、を有し、このフランジが上記ファンロータディスクに取り付けられ、かつ上記ファンロータディスクから径方向外方への力が該フランジを介して伝達される吸気口ノーズコーンと、
第1の硬度/質量比を有する複合材料によって形成されるとともに、上記吸気口ノーズコーンと一体をなし、かつ上記第1の位置から片持ち状態に後方に延び、内側面および外側面を有する後部整形板と、
上記後部整形板の第1の硬度/質量比よりも大きい第2の硬度/質量比を有する材料からなり、円周方向に連続した外部リングと、
によって構成され、
上記外部リングは、外側面と、内側面と、を有し、かつこの内側面は、取付面積Aに亘って上記後部整形板の上記外側面および上記吸気口ノーズコーンの上記外側面に取り付けられており、
動作条件では、吸気口ノーズコーンおよび後部整形板は遠心力を受け、ファンロータディスクは該ファンロータディスクの遠心力に応答して膨張して上記吸気口ノーズコーンの上記フランジに上記径方向外方への力を及ぼし、
上記外部リングは、このフランジを介して伝達された力に、ある分布面積にわたって抵抗できるように、上記第1の位置から第1の長さL1 だけ前方へ延び、かつ、動作条件下での後部整形板の径方向たわみが該外部リングによって阻止されるように、上記第1の位置から第2の長さL2 だけ後方へ延びてファンロータディスクに近接しており、また上記外部リングの外側面は、作用媒体ガスがファンブレード内へ円滑に流れるように、上記作用媒体ガス流路の境界となる、ことを特徴とする吸気口ノーズコーンアッセンブリー。 - さらに、予め選択された質量を有する物質によって形成された内部リングを備え、この内部リングは、
面積A 1 にわたって後部整形板の内側面に取付けられる外側へ向かう第1の面を有する第1の部分と、
面積A2にわたって外部リングの内側面に取り付けられる外側へ向かう第2の面を有する第2の部分と、を有し、
上記動作条件では、上記第1の部分が遠心力に応答して外方に付勢されることで上記内部リングと上記後部整形板との間の上記取付面積A1 が圧縮状態となり、上記第2の部分が遠心力に応答して外方に付勢されることで、上記内部リングと上記外部リングとの間の上記取付面積A2 が圧縮状態となる、ことを特徴とする、請求項1に記載の吸気口ノーズコーンアッセンブリー。 - 上記内部リングは円周方向に連続しており、かつ上記外部リングの第2の硬度/質量比より小さい第3の硬度/質量比を有し、
上記内部リングにおける質量特性および硬度/質量比特性によって、上記第1、第2の部分と上記後部整形板および上記外部リングとの間で、上記ロータリ機械の通常の動作条件下での回転速度において、上記内部リングが所定の圧縮力よりも大きな圧縮力を与えることがないことを特徴とする、請求項2に記載の吸気口ノーズコーンアッセンブリー。 - 上記後部整形板が上記第1の位置から長さL3だけ後方に延び、上記外部リングが後方に延びる上記の長さL2が、上記長さL3の少なくとも2倍であり、
上記内部リングは、上記第1の部分から上記第2の部分へと外方に傾斜している第3の部分を有し、
上記内部リングの上記第1の部分および上記第2の部分は互に径方向に離間するとともに、後部整形板および外部リングに各々接合した関係にあることを特徴とする、請求項3に記載の吸気口ノーズコーンアッセンブリー。 - 上記後部整形板が上記第1の位置から長さL3だけ後方に延び、上記外部リングが後方に延びる上記の長さL2が、上記長さL3の少なくとも2倍であり、
上記内部リングは、上記第1の部分から上記第2の部分へと外方に傾斜している第3の部分を有し、
上記内部リングの上記第1の部分および上記第2の部分は互に径方向に離間するとともに、後部整形板および外部リングに各々接合した関係にあることを特徴とする、請求項2に記載の吸気口ノーズコーンアッセンブリー。 - 上記外部リングの前方への上記長さL1 が後方への上記長さL2以上であり、
上記長さL1は、ノーズコーンおよび後部整形板にフランジから作用する力に抵抗する領域まで外部リングが延びるように前方へ延びており、上記動作条件下で、上記後部整形板を介して長さL2にわたり外部リングに作用する力を減少させて後部整形板における歪を減少させることを特徴とする、請求項1に記載の吸気口ノーズコーンアッセンブリー。 - 上記外部リングの前方への上記長さL1 が後方への上記長さL2以上であり、
上記長さL1は、ノーズコーンおよび後部整形板にフランジから作用する力に抵抗する領域まで外部リングが延びるように前方へ延びており、上記動作条件下で、上記後部整形板を介して長さL2にわたり外部リングに作用する力を減少させて後部整形板における歪を減少させることを特徴とする、請求項2に記載の吸気口ノーズコーンアッセンブリー。 - 上記外部リングの前方への上記長さL1 が後方への上記長さL2以上であり、
上記長さL1は、ノーズコーンおよび後部整形板にフランジから作用する力に抵抗する領域まで外部リングが延びるように前方へ延びており、上記動作条件下で、上記後部整形板を介して長さL2にわたり外部リングに作用する力を減少させて後部整形板における歪を減少させることを特徴とする、請求項3に記載の吸気口ノーズコーンアッセンブリー。 - 上記外部リングの前方への上記長さL1 が後方への上記長さL2以上であり、
上記長さL1は、ノーズコーンおよび後部整形板にフランジから作用する力に抵抗する領域まで外部リングが延びるように前方へ延びており、上記動作条件下で、上記後部整形板を介して長さL2にわたり外部リングに作用する力を減少させて後部整形板における歪を減少させることを特徴とする、請求項4に記載の吸気口ノーズコーンアッセンブリー。 - 上記外部リングは、ガラス繊維材料の少なくとも2つの層と、このガラス繊維材料の層の少なくとも一部の間に配置されたカーボン繊維材料と、から形成され、
上記カーボン繊維材料は、円周方向に延びたカーボンファイバーを有し、
上記外部リングは、上記ガラス繊維材料およびカーボン繊維材料のまわりに配置されたエポキシ樹脂を有することを特徴とする、請求項1に記載の吸気口ノーズコーンアッセンブリー。 - 上記外部リングは、ガラス繊維材料の少なくとも2つの層と、このガラス繊維材料の層の少なくとも一部の間に配置されたカーボン繊維材料と、から形成され、
上記カーボン繊維材料は、円周方向に延びたカーボンファイバーを有し、
上記外部リングは、上記ガラス繊維材料およびカーボン繊維材料のまわりに配置されたエポキシ樹脂を有することを特徴とする、請求項2に記載の吸気口ノーズコーンアッセンブリー。 - 上記外部リングは、ガラス繊維材料の少なくとも2つの層と、このガラス繊維材料の層の少なくとも一部の間に配置されたカーボン繊維材料と、から形成され、
上記カーボン繊維材料は、円周方向に延びたカーボンファイバーを有し、
上記外部リングは、上記ガラス繊維材料およびカーボン繊維材料のまわりに配置されたエポキシ樹脂を有することを特徴とする、請求項3に記載の吸気口ノーズコーンアッセンブリー。 - 上記内部リングは、ガラス繊維材料から形成されているとともに、該内部リングの内径のまわりに配置されているケブラー繊維材料の少なくとも1つの層を有し、かつ上記ガラス繊維材料およびケブラー繊維材料のまわりに配置されたエポキシ樹脂を有することを特徴とする、請求項2に記載の吸気口ノーズコーンアッセンブリー。
- 上記内部リングは、ガラス繊維材料から形成されているとともに、該内部リングの内径のまわりに配置されているケブラー繊維材料の少なくとも1つの層を有し、かつ上記ガラス繊維材料およびケブラー繊維材料のまわりに配置されたエポキシ樹脂を有することを特徴とする、請求項3に記載の吸気口ノーズコーンアッセンブリー。
- 上記外部リングが接着媒体によって吸気口ノーズコーンと後部整形板に取り付けられていることを特徴とする、請求項1に記載の吸気口ノーズコーンアッセンブリー。
- 上記内部リングの上記第1の面が接着媒体によって後部整形板の内側面に取り付けられ、上記内部リングの上記第2の面が接着媒体によって外部リングの内側面に取り付けられていることを特徴とする、請求項2に記載の吸気口ノーズコーンアッセンブリー。
- 上記外部リング用の上記接着媒体が、エポキシ接着剤ペーストと、スクリムで支持したエポキシ接着剤フィルムと、を含むグループから選択されることを特徴とする、請求項15に記載の吸気口ノーズコーンアッセンブリー。
- 上記内部リング用の上記接着媒体が、エポキシ接着剤ペーストと、スクリムで支持したエポキシ接着剤フィルムと、を含むグループから選択されることを特徴とする、請求項16に記載の吸気口ノーズコーンアッセンブリー。
- 上記吸気口ノーズコーンは、円周方向に沿って配列された複数の穴を有し、吸気口ノーズコーンの内側面が吸気口ノーズコーンの外側面と流体的に連通していることを特徴とする、請求項1に記載の吸気口ノーズコーンアッセンブリー。
- 上記吸気口ノーズコーンが円周方向に沿って離間した複数の穴を有し、かつ、この吸気口ノーズコーンの穴と整列して、上記外部リングが円周方向に沿って離間した複数の穴を有することを特徴とする、請求項1に記載の吸気口ノーズコーンアッセンブリー。
- 上記フランジは、上記ファンロータディスクにボルト締めされていることを特徴とする、請求項1に記載の吸気口ノーズコーンアッセンブリー。
- 吸気口ノーズコーンアッセンブリーの離層を修復するためのキットであって、上記吸気口ノーズコーンアッセンブリーが、複合材料によって形成された吸気口ノーズコーンと、 第1の硬度/質量比を有する材料から形成されるとともに上記吸気口ノーズコーンと一体をなしかつ該吸気口ノーズコーンから片持ち状に延びる後部整形板と、円周方向に延びた第1の位置と、この第1の位置から内周側へ延びたフランジと、を備えてなるものにおいて、
上記後部整形板の第1の硬度/質量比よりも大きい第2の硬度/質量比を有する材料からなる外部リングであって、円周方向に連続しているとともに、上記第1の位置から第1の長さL1 だけ前方へ延び、かつ上記第1の位置から第2の長さL2 だけ後方へ延びた外部リングと、
上記外部リングの第2の硬度/質量比以下である第3の硬度/質量比を有する材料から形成された内部リングであって、第1の面と、第2の面と、これら第1,第2の面を接続する傾斜した面と、を備えた円錐台形をなし、上記第1の面が面積A1 に亘って後部整形板に接触し、上記第2の面が面積A2に亘って外部リングに接触する内部リングと、
を備えてなり、
取付状態においては、上記内部リングの質量特性および硬度/質量比特性によって、上記第1、第2の面と上記後部整形板および上記外部リングとの間で、ロータリ機械の通常の動作条件下での回転速度において、上記内部リングが所定の圧縮力よりも大きな圧縮力を与えることがない、ことを特徴とする、吸気口ノーズコーンアッセンブリーの修復キット。 - 軸流ロータリ機械の吸気口ノーズコーンアッセンブリーを修復するための方法であって、上記吸気口ノーズコーンアッセンブリーは、吸気口ノーズコーンと、第1の硬度/質量比を有するとともに軸方向長さLdで離層が生じた後部整形板と、円周方向に延びた第1の位置と、フランジと、を有するものにおいて、
(a)離層の軸方向長さLdよりも長い長さD 1 だけ後部整形板の後縁を除去するステップと、
(b)吸気口ノーズコーンと後部整形板の表面を研磨するステップと、
(c)接着媒体を上記吸気ノーズコーンと後部整形板とに塗布するステップと、
(d)上記後部整形板の第1の硬度/質量比よりも大きい第2の硬度/質量比を有する材料から外部リングを形成するステップであって、上記外部リングが、上記第1の位置から長さL1 だけ前方へ延び、長さL2 だけ後方へ延びるように形成するステップと、
(e)上記外部リングを吸気口ノーズコーンと後部整形板とに接合するステップと、
(f)上記接着媒体を硬化させるために所定の時間放置するステップと、
(g)接着媒体を後部整形板の内側面と外部リングの内側面とに塗布するステップと、
(h)上記外部リングの第2の硬度/質量比以下である第3の硬度/質量比を有する材料から内部リングを形成するステップであって、上記内部リングは、第1の面を有する第1の部分と、第2の面を有する第2の部分と、これらの第1の面と第2の面とをつなぐように上記第1の部分から上記第2の部分へと外方に傾斜する第3の部分と、を有し、上記第1の面が面積A1に亘って上記後部整形板に接触し、上記第1の面から径方向に離間した上記第2の面が面積A2に亘って上記外部リングに接触するようにしたステップと、
(i)上記内部リングを後部整形板と外部リングとに接合するステップと、
(j)上記接着媒体を硬化させるために所定の時間放置するステップと、
を備えたことを特徴とする、吸気口ノーズコーンアッセンブリーの修復方法。 - 作用媒体ガス流路と、ファンロータディスクおよび該ファンロータディスクから上記作用媒体ガス流路を横切って径方向外方に延びる複数のファンブレードを有するロータリアッセンブリーと、を備えた軸流ロータリ機械における吸気口ノーズコーンアッセンブリーであって、
複合材料によって形成され、内側面と、外側面と、円周方向に延びた第1の位置と、この第1の位置から内周側へ延びて上記ファンロータディスクに取り付けられるフランジと、上記内側面と上記外側面とを流体的に連通するように円周方向に沿って配列された複数の穴と、を有する吸気口ノーズコーンと、
複合材料によって形成されるとともに、上記吸気口ノーズコーンと一体をなし、かつ作用媒体ガスが上記ファンブレードに円滑に流入するように上記第1の位置から片持ち状態に後方に延び、内側面および外側面を有する後部整形板と、
上記後部整形板の硬度/質量比よりも大きい硬度/質量比を有するカーボン繊維材料からなり、円周方向に連続するとともに、内側面および外側面を有し、かつ上記吸気口ノーズコーンの上記穴と整列した円周方向に沿って配列された複数の穴が設けられた外部リングと、
ガラス繊維材料の間にケブラー繊維材料が配置されてなる上記外部リングの硬度/質量比よりも小さな硬度/質量比の材料から形成されているとともに、第1の面と、第2の面と、上記第1の面から上記第2の面へと角度をもって延びる傾斜面と、を備えた円錐台形をなす連続した内部リングと、
によって構成され、
上記外部リングの内側面は上記後部整形板の上記外側面および上記吸気口ノーズコーンの上記外側面に接着媒体によって取り付けられており、上記外部リングは、上記第1の位置から第1の長さL 1 だけ前方へ延び、かつ、後部整形板の径方向たわみが該外部リングによって阻止されるように、上記第1の位置から第2の長さL 2 だけ後方へ延びて上記ファンロータディスクに近接しており、
上記内部リングの上記第1の面は、動作条件下で上記後部整形板と上記外部リングとの間の接着部が圧縮状態となるように、後部整形板の内側面に接着されており、上記内部リングの上記第2の面は、動作条件下で該第2の面と上記外部リングとの間の接着部が圧縮状態となるように、外部リングの内側面に接着されている、ことを特徴とする吸気口ノーズコーンアッセンブリー。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/773,041 US5833435A (en) | 1996-12-24 | 1996-12-24 | Inlet nose cone assembly and method for repairing the assembly |
| US08/773041 | 1996-12-24 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10196455A JPH10196455A (ja) | 1998-07-28 |
| JP4028924B2 true JP4028924B2 (ja) | 2008-01-09 |
Family
ID=25097020
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP35432797A Expired - Fee Related JP4028924B2 (ja) | 1996-12-24 | 1997-12-24 | 吸気口ノーズコーンアッセンブリー、吸気口ノーズコーンアッセンブリーの修復キットおよび吸気口ノーズコーンアッセンブリーの修復方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US5833435A (ja) |
| EP (1) | EP0850831B1 (ja) |
| JP (1) | JP4028924B2 (ja) |
| KR (1) | KR100569764B1 (ja) |
| DE (1) | DE69726392T2 (ja) |
| MY (1) | MY117773A (ja) |
| SG (1) | SG54611A1 (ja) |
Families Citing this family (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB9828812D0 (en) | 1998-12-29 | 1999-02-17 | Rolls Royce Plc | Gas turbine nose cone assembly |
| US6358014B1 (en) * | 2000-03-24 | 2002-03-19 | General Electric Company | Composite spinner and method of making the same |
| GB2363170A (en) * | 2000-06-08 | 2001-12-12 | Rolls Royce Plc | Attaching a nose cone to a gas turbine engine rotor |
| GB0102169D0 (en) * | 2001-01-27 | 2001-03-14 | Rolls Royce Plc | A gas turbine engine nose cone |
| ITMI20011961A1 (it) * | 2001-09-20 | 2003-03-20 | Nuovo Pignone Spa | Flangia migliorata di accoppiamento tra compressore assiale e gruppo di dischi rotorici di alta pressione in una turbina a gas |
| KR20040016227A (ko) * | 2002-08-16 | 2004-02-21 | 한국항공우주산업 주식회사 | 항공기의 노즐 페어링 결합장치 |
| GB2398353B (en) * | 2003-02-14 | 2006-02-15 | Rolls Royce Plc | A gas turbine engine nose cone |
| US7419556B2 (en) * | 2005-10-11 | 2008-09-02 | United Technologies Corporation | Method of repair for inlet caps of turbine engines |
| DE102006011513A1 (de) * | 2006-03-10 | 2007-09-13 | Rolls-Royce Deutschland Ltd & Co Kg | Einlaufkonus aus einem Faserverbundwerkstoff für ein Gasturbinentriebwerk und Verfahren zu dessen Herstellung |
| US20100047077A1 (en) * | 2007-12-28 | 2010-02-25 | General Electric Company | Ferry Flight Engine Fairing Kit |
| US20100043228A1 (en) * | 2007-12-28 | 2010-02-25 | James Lloyd Daniels | Method of Preparing an Engine for Ferry Flight |
| US8616854B2 (en) | 2009-03-05 | 2013-12-31 | Rolls-Royce Corporation | Nose cone assembly |
| DE102009016802A1 (de) | 2009-04-09 | 2010-10-14 | Rolls-Royce Deutschland Ltd & Co Kg | Einlaufkonus aus Faserverbundmaterial für ein Gasturbinentriebwerk |
| US8322991B2 (en) | 2009-04-10 | 2012-12-04 | Rolls-Royce Corporation | Balance weight |
| US8563079B2 (en) * | 2009-06-08 | 2013-10-22 | United Technologies Corporation | Plastic welding using fiber reinforcement materials |
| GB201020230D0 (en) * | 2010-11-30 | 2011-01-12 | Rolls Royce Plc | Nose cone assembly |
| GB201020213D0 (en) * | 2010-11-30 | 2011-01-12 | Rolls Royce Plc | Nose cone assembly |
| CN102425497B (zh) * | 2011-12-07 | 2013-07-24 | 北京航空航天大学 | 燃气涡轮发动机进气锥固定结构 |
| FR2986580B1 (fr) | 2012-02-08 | 2014-02-28 | Safran | Piece de revolution de rotor de turbomachine aeronautique |
| US9062566B2 (en) | 2012-04-02 | 2015-06-23 | United Technologies Corporation | Turbomachine thermal management |
| US9127566B2 (en) | 2012-04-02 | 2015-09-08 | United Technologies Corporation | Turbomachine thermal management |
| US9115593B2 (en) | 2012-04-02 | 2015-08-25 | United Technologies Corporation | Turbomachine thermal management |
| US9261112B2 (en) | 2012-04-24 | 2016-02-16 | General Electric Company | Dampers for fan spinners of aircraft engines |
| FR2998620B1 (fr) * | 2012-11-29 | 2018-04-06 | Safran Aircraft Engines | Capot de turbomachine apte a recouvrir un cone de soufflante |
| US9353685B2 (en) | 2012-12-21 | 2016-05-31 | United Technologies Corporation | Turbine engine nosecone with deformation region |
| US9759129B2 (en) * | 2012-12-28 | 2017-09-12 | United Technologies Corporation | Removable nosecone for a gas turbine engine |
| US9682450B2 (en) * | 2013-01-11 | 2017-06-20 | United Technologies Corporation | Gas turbine engine nose cone attachment configuration |
| US10823058B2 (en) | 2013-01-29 | 2020-11-03 | Raytheon Technologies Corporation | Thermoplastic nosecone for a turbine engine |
| US9969489B2 (en) * | 2013-02-08 | 2018-05-15 | General Electric Company | Hybrid spinner support |
| US9481448B2 (en) | 2013-03-11 | 2016-11-01 | Rolls-Royce Corporation | Aerodynamic fairings secondarily attached to nosecone |
| US9482236B2 (en) | 2013-03-13 | 2016-11-01 | Rolls-Royce Corporation | Modulated cooling flow scheduling for both SFC improvement and stall margin increase |
| CA2917884A1 (en) | 2013-07-09 | 2015-01-15 | United Technologies Corporation | Plated polymer fan |
| WO2015017095A2 (en) * | 2013-07-09 | 2015-02-05 | United Technologies Corporation | Plated polymer nosecone |
| CA2917967A1 (en) | 2013-07-09 | 2015-01-15 | United Technologies Corporation | Plated polymer compressor |
| US9789664B2 (en) | 2013-07-09 | 2017-10-17 | United Technologies Corporation | Plated tubular lattice structure |
| US10472049B2 (en) * | 2013-10-21 | 2019-11-12 | United Technologies Corporation | Bonded mount ring spinner |
| US10100644B2 (en) | 2014-03-03 | 2018-10-16 | Rolls-Royce Corporation | Spinner for a gas turbine engine |
| US9657719B2 (en) * | 2014-06-16 | 2017-05-23 | General Electric Company | Ventilation arrangement |
| CN104373160B (zh) * | 2014-10-09 | 2017-01-11 | 中国石油天然气集团公司 | 一种烟气轮机的进气锥以及烟气轮机 |
| US9920708B2 (en) | 2015-02-09 | 2018-03-20 | United Technologies Corporation | Nose cone assembly and method of circulating air in a gas turbine engine |
| US10167088B2 (en) | 2015-10-19 | 2019-01-01 | General Electric Company | Crosswind performance aircraft engine spinner |
| US10207792B2 (en) * | 2016-05-23 | 2019-02-19 | United Technologies Corporation | System and method for nose cone edge delamination repair |
| US11078839B2 (en) * | 2018-01-22 | 2021-08-03 | Rolls-Royce Corporation | Composite nosecone |
| US11098646B2 (en) * | 2019-07-08 | 2021-08-24 | Pratt & Whitney Canada Corp. | Gas turbine impeller nose cone |
| US11459980B2 (en) | 2019-12-02 | 2022-10-04 | Rohr, Inc. | Compression ring for exhaust nozzle and center body attachment |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB543723A (en) * | 1939-11-02 | 1942-03-10 | Escher Wyss Maschf Ag | Improved means for fastening hoods to propeller hubs |
| US2401247A (en) * | 1941-09-20 | 1946-05-28 | Goodrich Co B F | Spinner assembly |
| SU372366A1 (ru) * | 1970-12-15 | 1973-03-01 | Устройство для крепления обтекателя | |
| US4957415A (en) * | 1986-04-14 | 1990-09-18 | United Technologies Corporation | Polyester composite propeller spinner and method of making same |
| DE3719098A1 (de) * | 1987-06-06 | 1988-12-22 | Mtu Muenchen Gmbh | Nasenhaube aus faserverbundwerkstoffen |
| US5149251A (en) * | 1990-11-15 | 1992-09-22 | Auto Air Composites, Inc. | Metal/composite spinner cone |
| US5252160A (en) * | 1990-11-15 | 1993-10-12 | Auto Air Composites, Inc. | Method of manufacturing a metal/composite spinner cone |
| US5307623A (en) * | 1991-05-28 | 1994-05-03 | General Electric Company | Apparatus and method for the diassembly of an ultra high bypass engine |
| US5573378A (en) * | 1995-07-10 | 1996-11-12 | United Technologies Corporation | Gas turbine nose cone attachment |
-
1996
- 1996-12-24 US US08/773,041 patent/US5833435A/en not_active Expired - Lifetime
-
1997
- 1997-12-18 EP EP97310273A patent/EP0850831B1/en not_active Expired - Lifetime
- 1997-12-18 DE DE69726392T patent/DE69726392T2/de not_active Expired - Lifetime
- 1997-12-23 MY MYPI97006278A patent/MY117773A/en unknown
- 1997-12-23 SG SG1997004651A patent/SG54611A1/en unknown
- 1997-12-23 KR KR1019970072440A patent/KR100569764B1/ko not_active IP Right Cessation
- 1997-12-24 JP JP35432797A patent/JP4028924B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP0850831A2 (en) | 1998-07-01 |
| KR19980064500A (ko) | 1998-10-07 |
| DE69726392D1 (de) | 2004-01-08 |
| EP0850831B1 (en) | 2003-11-26 |
| SG54611A1 (en) | 1998-11-16 |
| US5833435A (en) | 1998-11-10 |
| KR100569764B1 (ko) | 2006-07-25 |
| EP0850831A3 (en) | 1999-06-16 |
| MY117773A (en) | 2004-08-30 |
| DE69726392T2 (de) | 2004-05-27 |
| JPH10196455A (ja) | 1998-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4028924B2 (ja) | 吸気口ノーズコーンアッセンブリー、吸気口ノーズコーンアッセンブリーの修復キットおよび吸気口ノーズコーンアッセンブリーの修復方法 | |
| EP2607627B1 (en) | Fan blade with composite core and wavy wall trailing edge cladding | |
| US20170226865A1 (en) | Airfoil assembly with leading edge element | |
| US20080159856A1 (en) | Guide vane and method of fabricating the same | |
| US20080072569A1 (en) | Guide vane and method of fabricating the same | |
| US20080159851A1 (en) | Guide Vane and Method of Fabricating the Same | |
| EP2037082A1 (fr) | Dispositif d'amortissement pour aube en matériau composite | |
| EP2896794B1 (en) | Blisk | |
| US20130202449A1 (en) | Axisymmetric part for an aviation turbine engine rotor | |
| US11560798B2 (en) | Component shielding | |
| US20170211579A1 (en) | Nose cone for a fan of an aircraft engine | |
| US10677090B2 (en) | Component having co-bonded composite and metal rings and method of assembling same | |
| US11092021B2 (en) | Fan platform with core and skin | |
| CN111197596A (zh) | 具有磨料尖端的复合风扇叶片 | |
| US10724390B2 (en) | Collar support assembly for airfoils | |
| EP3252294B1 (en) | Toroidal spinner aft flange | |
| US12077307B2 (en) | Methods involving and apparatuses for a turbine engine fairing | |
| US20240288002A1 (en) | Turbomachine and method of assembly | |
| US20240301891A1 (en) | Turbomachine and method of assembly | |
| US12018586B2 (en) | Airfoil assembly with tensioned blade segments | |
| US20200063590A1 (en) | Sealing member for gas turbine engine | |
| FR3135487A1 (fr) | Aube pour une turbomachine comprenant une protection anti-usure |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20041209 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20041209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070529 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070820 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20071002 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20071015 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20101019 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20111019 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20121019 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20131019 Year of fee payment: 6 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |