JP4008525B2 - Golf club shaft - Google Patents
Golf club shaft Download PDFInfo
- Publication number
- JP4008525B2 JP4008525B2 JP03914397A JP3914397A JP4008525B2 JP 4008525 B2 JP4008525 B2 JP 4008525B2 JP 03914397 A JP03914397 A JP 03914397A JP 3914397 A JP3914397 A JP 3914397A JP 4008525 B2 JP4008525 B2 JP 4008525B2
- Authority
- JP
- Japan
- Prior art keywords
- layer
- roughened
- golf club
- region
- club shaft
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Fishing Rods (AREA)
- Golf Clubs (AREA)
- Physical Vapour Deposition (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、ゴルフクラブシャフトに関し、詳細には、金属装飾層を有するゴルフクラブシャフトに関する。
【0002】
【従来の技術】
金属装飾層を有する物品の1つとして、例えば特開平7−31337号公報に開示されているように、素材の上に塗装膜を設け、その塗装膜の上に金属等による干渉膜を設けた管状体が知られている。この公報に開示された管状体の干渉膜は、その膜厚が波状に増減するように構成されており、このように干渉膜の膜厚を変化させることによって、可視領域の殆どの光を干渉させ、様々な色相の発色を得ている。
【0003】
【発明が解決しようとする課題】
しかしながら、上記した構成の金属の干渉膜を設けると全体的に光輝性を持ってしまうので、物品によっては使用時に問題が生じる。例えば、ゴルフクラブシャフトの場合、光輝色の光が目に入りやすくスイングの妨げとなったり、全体にわたって金属光沢を持ってしまうので、実際よりも硬く感じてしまい、スイング時に力が入ってしまうことがある。
【0004】
この発明は、従来から知られている金属装飾層を有する物品は、全体的に光輝性を持ってしまうため、適用物品によっては外観上好ましくない、ということに着目して成されたものである。すなわち、本発明は、金属層を形成した部分で光を乱反射させることにより、光輝性を抑制した新規な外観が得られるゴルフクラブシャフトを提供することを目的とする。
【0005】
【課題を解決するための手段】
前記課題を解決するために、本発明のゴルフクラブシャフトは、FRP製の本体に形成した下地層と、粗面化した領域と平滑化した領域と粗面化する程度を前記粗面化した領域よりも少なくした境界部分とを形成した前記下地層上に物理蒸着された金属被膜層と、前記金属被膜層の上に形成した透明又は半透明状の保護層とを有し、前記下地層は、前記粗面化した領域の凹凸の平均間隔をSm 、平均高さをRy とした場合、Ry >Sm かつ0.1μ≦Ry ≦5μで形成し、前記凹凸における凸部の頂部が湾曲することを特徴としている。このように、下地層を粗面化した領域で、その上に物理蒸着された金属被膜層の部分で光を乱反射させることができ、光輝性が抑制された模様が形成され、平滑化された領域で光輝性の模様が形成され、境界部分で中間色が得られる。
【0006】
【発明の実施の形態】
本発明は、金属被膜層を物理蒸着するに際して、その下地層を粗面化しておくことを要旨とする。粗面化される下地層は、図1に示すように、本体1がFRP製の場合、本体表面の上に介在した樹脂、塗料等による層3であっても良い。このような樹脂、塗料等による層(下地層)を形成しておくことで、金属被膜層との間で電食、クラック等が防止され、粗面を形成しやすく、金属被膜層の付着性を良好にすることができる。
【0007】
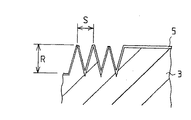
上記した下地層は、所望の領域を例えばサンドペーパのような研磨材で研磨することによって粗面化される。粗面化する程度は、研磨材の粗さによって種々変更できるが、本発明では、図2に示すように、粗面化される凹凸の間隔をSとし、その高さをRとした場合、その粗面化される領域の各平均値Sm および平均高さRy を、Ry >Sm かつRy ≦5μに粗面化されるように研磨する。
【0008】
そして、このように粗面化された下地層3上に、例えば、アルミニウム、チタン等の金属を、真空蒸着、スパッタリング、イオンプレーティング等による物理蒸着によって形成する。この物理蒸着される金属被膜層5の厚さは、粗面化される下地層3の凹凸の度合いにもよるが、図2に示すように、その下地層の凹凸部が残って光を乱反射できる程度になる分だけ形成する。このような状態において、金属被膜層5を厚く形成すれば、その光輝性を抑えた金属色を発色させることができ、また、薄く形成すれば、下地層3まで透けて目視させることができることから、その下地層3の色ともあいまって、光輝性を抑えた様々な色ないし質感を表現させることができる。
【0009】
上記したように構成された金属被膜層5の上には、これを保護するように透明又は半透明の保護層7が形成される。この保護層7の態様としては、例えば染料を混合したカラークリア層、蛍光色クリア層、艶消しクリア層、あるいは汚れや菌の付着を防止する粒子等を混入したクリア層等で構成することができ、これにより物品に様々な特徴を創出することができる。なお、保護層7の表面は、平滑に形成されており、内部の金属被膜層がそのまま外観できるようになっている。
【0010】
本発明では、上記粗面化される部分の凹凸の平均高さRy は5μ以下に設定してあるが、その下限値は0.1μ程度にすることが好ましい。これは、平均高さRy を0.1μより低く形成すると、その下地層は平滑化される傾向となり、上述した特開平7−31337号公報に開示されている構成のように、金属層の部分で乱反射されなくなって、その光輝性の度合いが高くなるからである。また、凹凸の平均高さRy を5μ以上にすると、光輝性は抑制されるものの、凹凸の度合いが大きくなって凹凸状態が明確化して、見栄え上好ましくなくなる。
【0011】
実際には、Ry の範囲を0.3μ〜3μ程度とし、かつRy ≧Sm ×3となるように下地層を粗面化し、その上に金属被膜層5を0.01μ〜0.5μ程度の厚さに形成したところ、光輝性が抑制されて、その外観に渋みが増し、落ち着いた感じで好ましい結果が得られた。また、図2に示すように、凹凸における凸部の頂部が湾曲していることで、この部分で光が反射されて色に変化が生じ、好ましい外観となる。
【0012】
このような光輝性が抑制される部分は、下地層を粗面化するだけで得られるため、それが適用される各種物品の用途等に応じて、適所に形成することができる。すなわち、図1に示した構成によれば、領域Aでは下地層3が粗面化されているため、光が乱反射されて光輝性が抑制された模様を形成し、領域Bでは下地層3が平滑化されているため、略同一方向に光が反射されて光輝性の模様を形成することになる。
【0013】
【実施例】
以下、図3を参照して、本発明をゴルフクラブのシャフトに適用した例を説明する。
図(a)は、FRP素材の上に形成された下地層の内、先端部分10を粗面化しておき、その上に金属被膜層を物理蒸着し、さらに保護層を形成した構成例を示している。シャフトの先端部分では、粗面化された下地層によって、光がランダムに反射され光輝性が抑制された模様を呈する。また、中間からグリップ方向にかけては、下地層を粗面化せずに平滑化した状態としてあるため、光輝性の模様を呈する。なお、境界部分は、粗面化する程度を少なくして、その中間色が得られるようにしてある。このように、シャフトの先端部分を光輝性を抑制した模様としたことで、スイング時に光の反射が気にならなくなる。
【0014】
図(b)は、シャフトのキックポイントとなる部分の下地層を粗面化して、キックポイント12を容易に目視できるようにした構成例を示している。これら (a)および(b)に示すように、シャフトとして意味のある位置の下地層を粗面化し、金属被膜を物理蒸着することで、外観面から機能を向上させたり、あるいは機能を強調させることができる。
【0015】
図(c)は、シャフトに、光輝性を抑えた模様を点在させた構成例を示している。これは、下地層を形成した後、所望の模様が形成された開口部を有するマスクをかけ、その状態で研磨し、マスクを除去して金属被膜を物理蒸着することによって得られる。このように、望ましい部分のみ光輝性を抑えた模様とすることができ、外観上優れたシャフトを製造することができる。もちろん、マスクによって、単なる模様に限らず、文字、絵等を作成することもできる。
【0017】
【発明の効果】
本発明によれば、金属被膜が物理蒸着されるFRP脂製の本体の下地層を粗面化した領域と平滑化した領域と境界部分とを形成したことにより、その粗面化した領域で光輝性が抑制された模様を形成し、平滑化した領域で光輝性の模様を形成し、境界部分で中間色が得られ、平滑化した領域に対して、粗面化した領域および境界部分がその使用状況等に応じて光輝性を抑制した新規な金属装飾層による模様を形成することができ、また、下地層の凹凸における湾曲した凸部で光が反射されて色に変化が生じることにより、より好ましい外観を有するゴルフクラブシャフトが得られる。
【図面の簡単な説明】
【図1】本発明の構成を説明する物品の断面図。
【図2】図1において、下地層を粗面化した部分を拡大した図。
【図3】(a)乃至(c)を含み、それぞれ図1に示した構造をゴルフクラブシャフトに適用した実施例を示す図。
【符号の説明】
1 物品本体
3 下地層
5 金属被膜層
7 保護層[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a golf club shaft , and more particularly to a golf club shaft having a metal decoration layer .
[0002]
[Prior art]
As one of the articles having a metal decoration layer , for example, as disclosed in JP-A-7-31337, a coating film is provided on a material, and an interference film made of metal or the like is provided on the coating film. Tubular bodies are known. The tubular interference film disclosed in this publication is configured so that its film thickness increases and decreases in a wavy manner. By changing the film thickness of the interference film in this way, it interferes with most light in the visible region. To obtain various hues.
[0003]
[Problems to be solved by the invention]
However, if the metal interference film having the above-described configuration is provided, the entire surface has glitter, and thus a problem may occur during use depending on the article. For example, in the case of a golf club shaft, it is easy for bright colored light to enter the eyes and hinders the swing, or it has a metallic luster throughout, so it feels harder than it actually is, and force is applied during the swing There is .
[0004]
The present invention has been made by paying attention to the fact that an article having a metal decoration layer that has been conventionally known is not preferable in appearance depending on the article to be applied because it generally has glitter. . That is, an object of the present invention is to provide a golf club shaft that can obtain a novel appearance with suppressed glitter by reflecting light irregularly at a portion where a metal layer is formed.
[0005]
[Means for Solving the Problems]
In order to solve the above-mentioned problems, the golf club shaft of the present invention comprises a base layer formed on an FRP main body, a roughened region, a smoothed region, and a roughened region. A metal coating layer physically vapor-deposited on the base layer formed with less boundary portions, and a transparent or translucent protective layer formed on the metal coating layer, the base layer is When the average interval of the irregularities in the roughened region is Sm and the average height is Ry, the surface is formed by Ry> Sm and 0.1 μ ≦ Ry ≦ 5 μ, and the top of the convex portion in the irregularities is curved. It is characterized by that. In this way, in the roughened region of the underlayer, light can be irregularly reflected by the portion of the metal coating layer physically vapor deposited thereon, and a pattern with reduced glitter is formed and smoothed. A glitter pattern is formed in the region, and an intermediate color is obtained at the boundary .
[0006]
DETAILED DESCRIPTION OF THE INVENTION
The gist of the present invention is that when the metal coating layer is physically vapor-deposited, the underlying layer is roughened. As shown in FIG. 1, when the main body 1 is made of FRP, the underlying layer to be roughened may be a
[0007]
The above-described underlayer is roughened by polishing a desired region with an abrasive such as sandpaper. The degree of roughening can be variously changed depending on the roughness of the abrasive, but in the present invention, as shown in FIG. 2, when the roughness of the roughened surface is S and the height is R, Polishing is performed so that each average value Sm and average height Ry of the roughened region is roughened so that Ry> Sm and Ry ≦ 5 μm.
[0008]
Then, for example, a metal such as aluminum or titanium is formed on the roughened
[0009]
On the
[0010]
In the present invention, the average height Ry of the unevenness of the roughened portion is set to 5 μm or less, but the lower limit is preferably about 0.1 μm. This is because when the average height Ry is formed lower than 0.1 μm, the underlying layer tends to be smoothed, and the metal layer portion as in the configuration disclosed in Japanese Patent Laid-Open No. 7-31337 described above. This is because it is not diffusely reflected by the light and the degree of glitter is increased. On the other hand, when the average height Ry of the unevenness is 5 μm or more, the glitter is suppressed, but the degree of unevenness becomes large and the uneven state becomes clear, which is not preferable in appearance.
[0011]
Actually, the base layer is roughened so that the range of Ry is about 0.3 to 3 .mu. And Ry.gtoreq.Sm.times.3, and the
[0012]
Such a portion in which the glitter is suppressed can be obtained by simply roughening the underlayer, and therefore can be formed in an appropriate position according to the use of various articles to which it is applied. That is, according to the configuration shown in FIG. 1, since the
[0013]
【Example】
Hereinafter, an example in which the present invention is applied to a shaft of a golf club will be described with reference to FIG.
FIG. (A) shows a configuration example in which the
[0014]
FIG. 2B shows a configuration example in which the base layer of the portion that becomes the kick point of the shaft is roughened so that the
[0015]
FIG. 3C shows a configuration example in which the shaft is interspersed with patterns with reduced glitter. This is obtained by forming a base layer, applying a mask having an opening in which a desired pattern is formed, polishing in that state, removing the mask, and physically depositing a metal film. In this way, it is possible to make a pattern in which only desired portions have reduced glitter, and a shaft having an excellent appearance can be manufactured. Of course, not only a simple pattern but also a character, a picture, and the like can be created using a mask.
[0017]
【The invention's effect】
According to the present invention, the roughened region, the smoothed region, and the boundary portion of the base layer of the FRP fat main body on which the metal coating is physically vapor-deposited are formed , so that the brightness is increased in the roughened region. A pattern with reduced properties is formed, a glitter pattern is formed in the smoothed area, and a neutral color is obtained at the boundary. The roughened area and the boundary are used for the smoothed area. Depending on the situation etc., it is possible to form a pattern with a novel metal decoration layer that suppresses the glitter, and moreover, the light is reflected by the curved protrusions in the unevenness of the underlayer, resulting in a change in color. A golf club shaft having a preferred appearance is obtained.
[Brief description of the drawings]
FIG. 1 is a cross-sectional view of an article illustrating the configuration of the present invention.
FIG. 2 is an enlarged view of a roughened portion of a base layer in FIG.
FIG. 3 is a diagram showing an embodiment in which the structure shown in FIG. 1 is applied to a golf club shaft, including (a) to (c).
[Explanation of symbols]
DESCRIPTION OF SYMBOLS 1
Claims (2)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP03914397A JP4008525B2 (en) | 1997-02-24 | 1997-02-24 | Golf club shaft |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP03914397A JP4008525B2 (en) | 1997-02-24 | 1997-02-24 | Golf club shaft |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10237622A JPH10237622A (en) | 1998-09-08 |
| JP4008525B2 true JP4008525B2 (en) | 2007-11-14 |
Family
ID=12544894
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP03914397A Expired - Fee Related JP4008525B2 (en) | 1997-02-24 | 1997-02-24 | Golf club shaft |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4008525B2 (en) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20050092616A (en) * | 2004-03-16 | 2005-09-22 | 주식회사 바낙스 | Method of manufacturing a fishing rod |
| JP4914621B2 (en) * | 2005-12-21 | 2012-04-11 | グローブライド株式会社 | Golf club shaft |
| JP6203520B2 (en) * | 2013-04-15 | 2017-09-27 | 株式会社シマノ | fishing rod |
| JP2015150128A (en) * | 2014-02-13 | 2015-08-24 | 三菱レイヨン株式会社 | Method for manufacturing shaft for golf club and shaft for golf club |
| JP6157386B2 (en) * | 2014-03-12 | 2017-07-05 | グローブライド株式会社 | Surface structure and method for manufacturing the surface structure |
| JP2015198578A (en) * | 2014-04-04 | 2015-11-12 | 株式会社シマノ | Surface ornament structure of fishing-tackle component or bicycle component |
| JP6416549B2 (en) * | 2014-08-29 | 2018-10-31 | グローブライド株式会社 | Golf club shaft |
| US20160067558A1 (en) * | 2014-09-04 | 2016-03-10 | Dunlop Sports Company Limited | Article with metallic strip and method of making same |
| JP2019013407A (en) * | 2017-07-06 | 2019-01-31 | 株式会社オリンピア | Game machine |
| CN111775610A (en) * | 2020-08-03 | 2020-10-16 | 深圳市传代金文化有限公司 | Shallow micro-relief structure of gold |
-
1997
- 1997-02-24 JP JP03914397A patent/JP4008525B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10237622A (en) | 1998-09-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4008525B2 (en) | Golf club shaft | |
| US3837881A (en) | Method for coating and texturing a surface | |
| JP2004222906A (en) | Golf club head | |
| KR100798089B1 (en) | Coated parts | |
| JP6423029B2 (en) | Metal plate | |
| JPS63272544A (en) | Synthetic resin molded product | |
| JP3781310B2 (en) | Steel pipe and golf club shaft | |
| JP2000342128A (en) | Fishing tool | |
| JP6416549B2 (en) | Golf club shaft | |
| JP2003260154A (en) | Golf shaft and gold club having this shaft | |
| JP4373746B2 (en) | Golf club head | |
| JP3386545B2 (en) | Light alloy wheel and its manufacturing method | |
| JPH10250A (en) | Golf club head | |
| JP3144775U (en) | Lacquered glass products | |
| JP4091157B2 (en) | Components for fishing and sporting goods | |
| CN219614850U (en) | Coated substrate | |
| JP4051170B2 (en) | Tubular body | |
| JPS63275401A (en) | Wheel cover | |
| JP3144770B2 (en) | Decorative body for accessories | |
| JPS6213183B2 (en) | ||
| KR930012053B1 (en) | Swimming cap and manufacturing equipment therefore | |
| JPH0736129U (en) | Surface decoration structure in eyeglass frame | |
| JP2005279443A (en) | Surface treatment method of wheel and its article | |
| JP4098974B2 (en) | Pachislot machine parts | |
| JP2012027066A (en) | Emblem and forming method thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040219 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040219 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20060412 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20061219 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070209 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20070403 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070531 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070821 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070830 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100907 Year of fee payment: 3 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120907 Year of fee payment: 5 |
|
| LAPS | Cancellation because of no payment of annual fees |