JP3992463B2 - Tire vulcanizer - Google Patents
Tire vulcanizer Download PDFInfo
- Publication number
- JP3992463B2 JP3992463B2 JP2001258389A JP2001258389A JP3992463B2 JP 3992463 B2 JP3992463 B2 JP 3992463B2 JP 2001258389 A JP2001258389 A JP 2001258389A JP 2001258389 A JP2001258389 A JP 2001258389A JP 3992463 B2 JP3992463 B2 JP 3992463B2
- Authority
- JP
- Japan
- Prior art keywords
- mold
- base plate
- bladder
- tire
- slide block
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images





Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
Description
【0001】
【発明の属する技術分野】
この発明は、タイヤ加硫装置に係わり、更に詳しくはコンパクトな構成で小スペース化が可能であり、更にタイヤユニフォミティーと生産性とを向上させることが出来るタイヤ加硫装置に関するものである。
【0002】
【従来の技術】
従来、セクショナルコンテナを用いたタイヤ加硫機の加硫方式は、例えば、図7に示すように、周方向に分割された各セクターモールド1が開状態の時に、加硫機の中心機構2(ブラダー装置等)に未加硫タイヤWをセットする。
【0003】
そして、駆動モータ,油圧シリンダー等の昇降・加圧手段3を介して加硫機本体を作動させてインナートッププレート4に取付けられた上モールド5を下降させると共に、未加硫タイヤWのサイド面Waをベースプレート6aに取付けられた下モールド6に押圧させる。
【0004】
またこれと同時に、加硫機のトッププレート7に取付けられたアウターリング8及びセグメント9から成るセクショナルコンテナを介して各セクターモールド1を水平方向に移動させて未加硫タイヤWのトレッド部Wbに圧着させ、このような状態で、未加硫タイヤW内に中心機構2を構成するブラダー10を介して蒸気等の加熱加圧流体Qを導入し、タイヤWに内圧を掛けた状態で加硫を行うものである。
【0005】
即ち、従来から行われている加硫方式は、上モールド5を垂直移動させると同時に、同一円錐曲面(またはテーパ面)を備えたアウターリング8及びセグメント9を介して各セクターモールド1を水平方向の移動に変換させる構成となっており、昇降・加圧手段3を介して加硫機本体の垂直方向の下降力でモールドの締付け力と内圧を保持させる保持力を兼用させていた。
【0006】
なお、3aは加硫終了後、各セクターモールド1をタイヤWから剥離させるシリンダーであり、アウターリング8が上昇する時、各セクターモールド1,セグメント9が追従して上昇を押さえるものである。
【0007】
【発明が解決しようとする課題】
然しながら、上記のような従来の加硫装置は、いずれも構造が複雑で大型であることから広いスペースが必要であり、また各セクターモールドが上モールドと共に昇降すると共に、水平方向にも移動する構成であったため、モールドの接合部の気密性や、周方向からの荷重が過荷重となる問題があり、更に1台の加硫機でタイヤのセットと、加硫作業とを行うためにタイヤユニフォミティーを向上させたり、タイヤの生産性を向上させることが難しと言う問題があった。
【0008】
この発明の目的は、機構が簡単で、コンパクトに構成出来ることから従来に比べて小スペースを図ることが可能であり、またタイヤユニフォミティー及び生産性を著しく向上させることが出来る新規なタイヤ加硫装置を提供することにある。
【0011】
【課題を解決するための手段】
この発明は、上記目的を達成するため、複数本の支持ロッド (14) を介して下部ベースプレート (13) と上部ベースプレート (15) とを所定の間隔を隔てて固定し、前記下部ベースプレート (13) 上に、ブラダー (16) を備えた昇降可能なブラダー中心機構 (17) を設置し、このブラダー中心機構 (17) を中心として、その周囲に加熱手段 (18a) を備えた下モールド (6) を着脱可能に設置し、この下モールド (6) の周囲に放射方向にガイドレール (29) を敷設し、このガイドレール (29) 上に、加熱手段 (19) を備え、かつ前記ブラダー中心機構 (17) に向かって放射方向に拡縮移動する分割型のセクターモールド (1) を摺動可能に載置し、前記下部ベースプレート (13) と上部ベースプレート (15) との間の支持ロッド (14) に、昇降シリンダー (21) を介して昇降する支持プレート (23) を配設し、前記上部ベースプレート (15) 上に加硫時に型締めする型締め固定手段 (38) を設け、前記支持プレート (23) の下面に、サイドプレート (24) を介して加熱手段 (25a) を備えた上モールド (25) と、支持プレート (23) の昇降に伴って前記分割型のセクターモールド (1) を拡縮移動させるガイド手段 (26) とを設け、前記分割型のセクターモールド (1) は、タイヤプロファイル面を備えた各セクターピース (27) を着脱可能に取付ける複数に分割されたスライドブロック (28) で構成し、このスライドブロック (28) は、前記下部ベースプレート (13) 上に敷設したガイドレール (29) に沿って摺動可能に構成され、前記スライドブロック (28) は、背面側に所定の傾斜角度 ( α ) で末広がり状の傾斜面 (28a) を形成し、この傾斜面 (28a) に前記支持プレート (23) に吊設されたガイド手段 (26) のテーパーブロック (30) を係脱するように構成したことを要旨とするものである。
【0012】
前記ブラダー中心機構に、ブラダー内に加圧流体を導入する加圧流体導入装置を接続し、また前記分割型のセクターモールドは、タイヤプロファイル面を備えた各セクターピースを着脱可能に取付ける複数に分割されたスライドブロックで構成され、このスライドブロックは、下部ベースプレート上に敷設したガイドレールに沿って摺動可能に設置するものである。
【0013】
更に、前記スライドブロックは、背面側に末広がり状の傾斜面を形成し、この傾斜面に、前記支持プレートに吊設されたガイド手段のテーパーブロックが係合するように構成したものである。
【0014】
また、前記加硫時における型締め時に、スライドブロックに係合するテーパーブロックを背面側に固定するためのリング状のストッパー手段を設置するものである。
【0015】
このようにタイヤ加硫装置を構成することで、従来の加硫装置に比べて構成が簡単であると共に、コンパクトに構成でき、狭いスペースでも設置して加硫作業を行うことが可能であり、従って加硫装置を安価に製作出来るものである。
【0016】
【発明の実施の形態】
以下、添付図面に基づき、この発明の実施形態を説明する。
【0017】
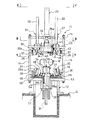
図1は、この発明のタイヤ加硫装置の正面図、図2は図1のA−A矢視平面図、図3は図1のB−B矢視平面図、図4は図1のC−C矢視平面図を示し、前記加硫装置11は、基礎G上に支持部材12を介して方形状の下部ベースプレート13が水平に設置されている。
【0018】
下部ベースプレート13上には、所定の長さで、複数本(この実施形態では、四隅に4本)の支持ロッド14が立設され、この支持ロッド14の先端には、下部ベースプレート13と所定の間隔を隔てて同一形状の上部ベースプレート15が水平に設置されている。
【0019】
前記下部ベースプレート13の中心部には、図2に示すように、ブラダー16を備えた昇降可能なブラダー中心機構17が設置され、このブラダー中心機構17を中心として、その周囲に棒ヒータ等の加熱手段18aを備えた下モールド18が着脱可能に設置されている。更に、下モールド18の周囲には、棒ヒータ等の加熱手段19を備え、かつ前記ブラダー中心機構17に向かって放射方向に拡縮移動する分割型のセクターモールド20(セクターモールド機構)が配設されている。
【0020】
前記下部ベースプレート13と上部ベースプレート15との間の支持ロッド14には、図3に示すように、上部ベースプレート15上に設置された昇降シリンダー21及び複数本(この実施形態では2本であるが、特に本数は限定されない)のガイドロッド22を介して昇降する支持プレート23が水平に取付けられ、この支持プレート23の下面には、サイドプレート24を介して棒ヒータ等の加熱手段25aを備えた上モールド25が昇降可能に取付けられ、またその外周には、前記分割型のセクターモールド20を拡縮移動させるガイド手段26が取付けられている。
【0021】
前記分割型のセクターモールド20は、タイヤプロファイル面を備えた各セクターピース27を着脱可能に取付ける複数に分割されたスライドブロック28で構成され、このスライドブロック28には、前記棒ヒータ等の加熱手段19が埋設され、下部ベースプレート13上に敷設したリニアガイド等のガイドレール29に沿って摺動可能に設置されている。
【0022】
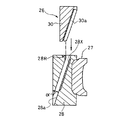
前記スライドブロック28は、図4に示すように、背面側に所定の傾斜角度α(例えば、15°〜20°、好ましくは18°前後)で末広がり状の傾斜面28aが形成してあり、この傾斜面28aに、前記支持プレート23に吊設されたガイド手段26のテーパーブロック30の係合部30aが係合し、分割型のセクターモールド20をブラダー中心機構17に向かって拡縮移動させるように構成されている。
【0023】
即ち、スライドブロック28の背面側に形成した末広がり状の傾斜面28aには、所定の傾斜角度αを有する係合溝28xが形成してあり、この係合溝28xにテーパーブロック30の係合部30aが係合するようになっている。従って、ガイド手段26のテーパーブロック30が昇降すると、スライドブロック28の係合溝28xとテーパーブロック30の係合部30aとが互いに嵌合して、分割型のセクターモールド20はブラダー中心機構17に向かって拡縮移動するものである。
【0024】
即ち、テーパーブロック30が下降する時には、テーパーブロック30の係合部30aがスライドブロック28の係合溝28xに係合した状態で、鉛直方向の下降力をテーパ面を介して水平方向の分力に変換させることでセクターモールド20をブラダー中心機構17に向かって移動させ、またテーパーブロック30が上昇する時には、テーパーブロック30の係合部30aとスライドブロック28の係合溝28xとの摩擦力によりセクターモールド20をブラダー中心機構17から後退させるように移動させるのである。
【0025】
また、上述したようにスライドブロック28は、背面側の傾斜面28aの傾斜角度αを15°〜20°、好ましくは18°前後に設定し、更に係合部29と係合するスライドブロック28の係合溝28xの上部コーナー部28Rの半径10〜30mmに加工することで、両部材が衝撃もなく円滑に係合し、また各セクターモールド20が、テーパーブロック30の昇降作動により、自動的に開閉する機構となる。
【0026】
なお、スライドブロック28の傾斜面28aの傾斜角度は、20°以下で設計するのが好ましく、25°以上にすると負荷が増大してテーパーブロック30の変形に繋がることがある。
【0027】
前記ブラダー中心機構17は、ブラダー昇降シリンダー31を介して昇降するセンターポスト32の上端に、前記可撓性材料により円筒状に形成されたブラダー16の上部がクランプ手段33を介して固定され、またブラダー16の下端部は、下モールド18の内側に設置されたブラダークランプ装手段34に固定されている。このように取付けられたブラダー16内には、設定温度・設定圧力の蒸気または窒素ガス等の加熱・加圧流体Qを導入または排出させる給排管35が接続され、この給排管35は、装置外部に設置された図示しない加圧流体導入装置に接続されている。
【0028】
前記スライドブロック28の外周の下部ベースプレート13上には、ストッパーリング等のストッパー手段36が設置してあり、このストッパー手段36は、タイヤ加硫時における型締め時に、前記スライドブロック28に係合するテーパーブロック30の背面側に形成した断面略L字状のストッパー部材37が当接して型開きを固定するようにしたものである。
【0029】
更に、前記上部ベースプレート15上には、加硫時に型締めする型締め固定手段37が設置してあり、この型締め固定手段38は、タイヤ加硫時に上モールド25が型開きするのを防止するもので、図5に示すように、上部ベースプレート15上に突出するガイドロッド22を、油圧シリンダー等のロック機構39によりロックして型開きを防止している。
【0030】
なお、この加硫時に型締めする型締め固定手段38は、上記のような上部ベースプレート15上に突出するガイドロッド22をロック機構39によりロックする手段に限定されず、下部ベースプレート13と支持プレート23との間で加硫時に型締めするものであれば、特に構造については限定されない。
【0031】
また、支持プレート23の下面には、加硫時にモールド全周を気密的に覆うシール手段40が設けてあり、このシール手段40は、上モールド25の下降時に上モールド25の周囲を覆う第1シールプレート41と、加硫時にモールド全周を覆う第2シールプレート42とから成り、上モールド25が完全に閉鎖する前に上モールド25の周囲を覆って、モールド内を脱気させ、更に完全に閉鎖した状態で加硫する時には、グリーンタイヤWを内装したモールド全周を気密的に覆うシールして脱気できるように構造したものである。
【0032】
次に、上記のような加硫装置を用いてタイヤ加硫方法を図1〜図6を参照しながら説明する。
【0033】
先ず、上モールト25,下モールド18及び周方向に配設した分割型のセクターモールド20が開いた状態で、下モールド18の中心部から突出したブラダー中心機構17に取付けられたブラダー16にグリーンタイヤW(未加硫タイヤW)をセンターリングした状態でセットする。グリーンタイヤWの搬入及び搬出は、図示しないタイヤ搬出入装置で自動的に行い、グリーンタイヤWのセンターリングも同時に行うようにしてある。
【0034】
この状態でブラダー16に、所定圧力で、所定温度の予備加圧流体を導入してグリーンタイヤWをシェーピングしてグリーンタイヤWを保持させ、次いで、ブラダー中心機構17を下降させてグリーンタイヤWを下モールド18上にセットする。
【0035】
このような状態から、前記上モールド25を下降させながら前記セクターモールド20を型締め固定する。この操作は、上述したように、支持プレート23の下降時と共にテーパーブロック30が下降する時には、テーパーブロック30の係合部30aがセクターモールド20のスライドブロック28の係合溝28xに係合した状態で、鉛直方向の下降力をテーパ面を介して水平方向の分力に変換させることでセクターモールド20をブラダー中心機構17に向かって移動させることにより行うものである。
【0036】
また、支持プレート23の下降時には、シール手段40の第1シールプレート41も下降して、上モールド25の周囲を気密的に覆うため、この時に図示しないバキューム装置等で上モールド25内及び周辺の空気を吸引し(エアー抜き)、加硫時の残存空気の影響を除去させるものである。
【0037】
そして、上モールド25及びセクターモールド20が完全に閉じた状態では、シール手段40の第2シールプレート42がモールド全周を覆うため、この状態で図示しないバキューム装置等でモールド全体の脱気(エアー抜き)を行い、内部を真空状態とした状態にする。そして、更にストッパーリング等のストッパー手段36及び型締め固定手段38により、タイヤ加硫時に各モールドが型開きするのを防止させる。
【0038】
このような状態から、前記ブラダー16内に加硫時に必要な所定圧力で、所定温度の加熱・加圧流体Qaを導入すると共に、前記各モールド内に埋設した加熱手段18a,19,25aにより上下モールド25,18及びセクターピース27を加熱してグリーンタイヤWを加硫する。
【0039】
所定時間経過して加硫が完了したら、前記ブラダー16内の加熱・加圧流体Qaを外部に排出させると共に、上モールド25を上昇させると共に、セクターモールド20を拡型させて(上モールド25の上昇と共に自動的に拡型する)、前記上モールト25,下モールド18及びブラダー中心機構17から図示しないタイヤ搬出入装置により加硫済の成形タイヤを取出して作業は終了する。
【0040】
この発明は、上記のように構成され、従来のセクターモールドを備えた加硫装置に比べて小型,かつコンパクトな加硫装置であるため、グリーンタイヤWの搬入セット及び加硫後のタイヤの取出しを容易に行うことが出来ると共に、加硫時間も短縮でき、タイヤユニフォミティー及び生産性を著しく向上させることが出来るものである。
【0041】
また、型締めする際に、セクターモールド内のエアー抜きを行うことが出来るので、スピューレスタイヤの生産も可能であり、タイヤの外観及び品質を高めることも可能である。
【0042】
【発明の効果】
この発明は、上記のように構成したので、以下のような優れた効果を奏するものである。
(a).従来のセクターモールドを備えた加硫装置に比べて構成が簡単で、コンパクトにすることが出来る。
(b).タイヤユニフォミティー及び生産性を著しく向上させることが出来る。
(c).装置全体がコンパクトとなり、設置スペースが従来に比べて狭くても良く、また省エネルギー化も可能となる。
(d).構成が簡単であるので、保守・点検が容易である。
(e) . グリーンタイヤのセット時に、セクターモールド内のエアー抜きも出来るので、スピューレスタイヤの生産も可能となり、タイヤの外観及び品質も向上させることが出来る。
【図面の簡単な説明】
【図1】この発明のタイヤ加硫装置の正面図である。
【図2】図1のA−A矢視平面図である。
【図3】図1のB−B矢視平面図である。
【図4】分割型のセクターモールドのスライドブロックと、ガイド手段のテーパーブロックとの関係を示す説明図である。
【図5】図1のC−C矢視平面図である。
【図6】タイヤ加硫時における加硫装置の正面図である。
【図7】従来のセクターモールドを備えたタイヤ加硫装置の半断面図である。
【符号の説明】
1 セクターモールド 2 加硫機の中心機構
W 未加硫タイヤ Wa サイド面
3 昇降・加圧手段 4 インナートッププレート
5 上モールド 6 下モールド
6a ベースプレート 7 トッププレート
8 アウターリング 9 セグメント
10 ブラダー Wb トレッド部
Q 加熱加圧流体 G 基礎
11 加硫装置 12 支持部材
13 下部ベースプレート 14 支持ロッド
15 上部ベースプレート 16 ブラダー
17 ブラダー中心機構 18 下モールド
18a 加熱手段 19 加熱手段
20 セクターモールド(セクターモールド機構)
21 昇降シリンダー 22 ガイドロッド
23 支持プレート 24 サイドプレート
25 上モールド 25a 加熱手段
26 ガイド手段 27 セクターピース
28 スライドブロック 29 ガイドレール
28a 末広がり状の傾斜面 30 テーパーブロック
30a 係合部 28x 係合溝
α 傾斜角度 31 ブラダー昇降シリンダー
32 センターポスト 33 クランプ手段
34 ブラダークランプ装手段 35 給排管
36 ストッパー手段 37 ストッパー部材
38 型締め固定手段 39 ロック機構
40 シール手段 41 第1シールプレート
42 第2シールプレート[0001]
BACKGROUND OF THE INVENTION
This invention relates to a tire vulcanizing apparatus, are possible small space and more particularly a compact configuration, the present invention relates to a tire vulcanizing apparatus capable of further improving the productivity and the tire Uni follower Mi tea.
[0002]
[Prior art]
Conventionally, a vulcanization method of a tire vulcanizer using a sectional container is, for example, as shown in FIG. 7, when each
[0003]
Then, the vulcanizer body is actuated via lifting / pressurizing means 3 such as a drive motor and a hydraulic cylinder to lower the
[0004]
At the same time, the
[0005]
That is, in the conventional vulcanization method, the
[0006]
In addition, 3a is a cylinder which peels each
[0007]
[Problems to be solved by the invention]
However, the conventional vulcanizing apparatus as described above has a complicated structure and a large size, so that a wide space is required, and each sector mold moves up and down with the upper mold and moves in the horizontal direction. Therefore, there is a problem that the airtightness of the joint portion of the mold and the load from the circumferential direction are overloaded, and further, the tire uniform is used to set and cure the tire with one vulcanizer. There was a problem that it was difficult to improve Mitty and improve tire productivity.
[0008]
An object of the present invention is to provide a novel tire vulcanization capable of achieving a small space as compared with the prior art since the mechanism is simple and can be configured compactly, and can significantly improve tire uniformity and productivity. To provide an apparatus .
[0011]
[Means for Solving the Problems]
In order to achieve the above object, the present invention fixes the lower base plate (13) and the upper base plate (15) at a predetermined interval via a plurality of support rods (14) , and the lower base plate (13). above, the bladder (16) with a vertically movable bladder center mechanism (17) is installed, around the bladder center mechanism (17), the lower mold having a heating means (18a) on its periphery (6) The guide rail (29) is laid radially around the lower mold (6) , the heating means (19) is provided on the guide rail (29) , and the bladder central mechanism (17) A split-type sector mold (1) that expands and contracts in the radial direction toward the slidably mounted, and a support rod (14) between the lower base plate (13) and the upper base plate (15 ) to, and disposed a support plate for lifting (23) through a lifting cylinder (21), the upper The base plate (15) clamping fixing means for clamping during vulcanization on (38) is provided, on the lower surface of the support plate (23), on which is provided with heating means via a side plate (24) (25a) mold (25) and a guide means (26) for expanding and contracting the split-type sector mold (1) as the support plate (23) moves up and down, and the split-type sector mold (1) is a tire profile. Each sector piece (27) having a surface is constituted by a plurality of divided slide blocks (28) to which the sector pieces (27) are detachably attached , and the slide block (28) is a guide rail laid on the lower base plate (13) ( slidably configured along 29), the slide block (28) is flared inclined surface (28a) formed at a predetermined inclination angle (alpha) on the back side, on the inclined surface (28a) Tapered block (3 of guide means (26) suspended from the support plate (23) The gist of the present invention is that it is configured to disengage 0) .
[0012]
A pressurized fluid introduction device for introducing pressurized fluid into the bladder is connected to the bladder central mechanism, and the split type sector mold is divided into a plurality of detachably mounted sector pieces each having a tire profile surface. The slide block is slidably installed along a guide rail laid on the lower base plate .
[0013]
Further, the slide block is configured such that a rearwardly inclined surface is formed on the back surface side, and a tapered block of guide means suspended from the support plate is engaged with the inclined surface.
[0014]
In addition, ring-shaped stopper means for fixing the taper block engaged with the slide block to the back side at the time of mold clamping during the vulcanization is installed.
[0015]
By configuring the tire vulcanizing device in this way, the configuration is simpler than the conventional vulcanizing device and can be configured compactly, and it is possible to perform vulcanization work by installing it in a narrow space, Therefore, the vulcanizing device can be manufactured at a low cost.
[0016]
DETAILED DESCRIPTION OF THE INVENTION
Hereinafter, embodiments of the present invention will be described with reference to the accompanying drawings.
[0017]
FIG. 1 is a front view of the tire vulcanizing apparatus of the present invention, FIG. 2 is a plan view taken along arrow AA in FIG. 1, FIG. 3 is a plan view taken along arrow BB in FIG. -C shows a plan view as viewed in the direction of arrow C. In the
[0018]
On the
[0019]
As shown in FIG. 2, an elevating
[0020]
As shown in FIG. 3, the
[0021]
The split-
[0022]
As shown in FIG. 4, the
[0023]
That is, an engagement groove 28x having a predetermined inclination angle α is formed on a divergent
[0024]
That is, when the
[0025]
In addition, as described above, the
[0026]
The inclination angle of the
[0027]
The
[0028]
Stopper means 36 such as a stopper ring is installed on the
[0029]
Further, a mold clamping fixing means 37 for clamping the mold at the time of vulcanization is installed on the
[0030]
The mold clamping and fixing means 38 for clamping the mold at the time of vulcanization is not limited to the above-described means for locking the
[0031]
The lower surface of the
[0032]
Next, a tire vulcanizing method using the vulcanizing apparatus as described above will be described with reference to FIGS.
[0033]
First, with the
[0034]
In this state, a pre-pressurized fluid having a predetermined temperature and a predetermined temperature is introduced into the
[0035]
From this state, the
[0036]
Further, when the
[0037]
Then, when the
[0038]
From such a state, a heating / pressurizing fluid Qa having a predetermined temperature is introduced into the
[0039]
When the vulcanization is completed after a lapse of a predetermined time, the heated / pressurized fluid Qa in the
[0040]
Since the present invention is a vulcanizing device that is configured as described above and is smaller and more compact than a vulcanizing device having a conventional sector mold, a set for carrying in a green tire W and taking out the tire after vulcanization is performed. Can be easily performed, the vulcanization time can be shortened, and the tire uniformity and productivity can be remarkably improved.
[0041]
Further, when the mold is clamped, the air in the sector mold can be removed, so that a spuleless tire can be produced, and the appearance and quality of the tire can be improved.
[0042]
【The invention's effect】
Since the present invention is configured as described above, the following excellent effects can be obtained.
(a) Compared to a conventional vulcanizing apparatus equipped with a sector mold, the structure is simple and the apparatus can be made compact.
(b) The tire uniformity and productivity can be remarkably improved.
(c) The entire apparatus is compact, the installation space may be narrower than before, and energy saving is possible.
(d) Since the configuration is simple, maintenance and inspection are easy.
(e) When the green tire is set, the air in the sector mold can be removed, so that a spuleless tire can be produced and the appearance and quality of the tire can be improved.
[Brief description of the drawings]
FIG. 1 is a front view of a tire vulcanizing apparatus according to the present invention.
FIG. 2 is a plan view taken along arrow AA in FIG.
FIG. 3 is a plan view taken along the line BB in FIG. 1;
FIG. 4 is an explanatory diagram showing a relationship between a slide block of a split-type sector mold and a taper block of guide means.
FIG. 5 is a plan view taken along the line CC in FIG. 1;
FIG. 6 is a front view of a vulcanizing apparatus during tire vulcanization.
FIG. 7 is a half sectional view of a tire vulcanizing apparatus provided with a conventional sector mold.
[Explanation of symbols]
DESCRIPTION OF
DESCRIPTION OF
Claims (4)
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001258389A JP3992463B2 (en) | 2001-08-28 | 2001-08-28 | Tire vulcanizer |
| PCT/JP2002/008595 WO2003020487A1 (en) | 2001-08-28 | 2002-08-27 | Method and device for vulcanizing tire |
| KR10-2003-7011395A KR20040028723A (en) | 2001-08-28 | 2002-08-27 | Method and device for vulcanizing tire |
| EP02760756A EP1422036A4 (en) | 2001-08-28 | 2002-08-27 | Method and device for vulcanizing tire |
| US10/250,552 US20040046286A1 (en) | 2001-08-28 | 2002-08-27 | Method and device for vulcanizing tire |
| CNA028054679A CN1492796A (en) | 2001-08-28 | 2002-08-27 | Method and apparatus for vulcanizing tire |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001258389A JP3992463B2 (en) | 2001-08-28 | 2001-08-28 | Tire vulcanizer |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2003062832A JP2003062832A (en) | 2003-03-05 |
| JP2003062832A5 JP2003062832A5 (en) | 2004-10-28 |
| JP3992463B2 true JP3992463B2 (en) | 2007-10-17 |
Family
ID=19085924
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001258389A Expired - Fee Related JP3992463B2 (en) | 2001-08-28 | 2001-08-28 | Tire vulcanizer |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3992463B2 (en) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100522534C (en) * | 2003-07-25 | 2009-08-05 | 不二商事株式会社 | Tire vulcanizing method and vulcanizer for performing the method |
| JP5336272B2 (en) * | 2009-06-23 | 2013-11-06 | 株式会社ブリヂストン | Vulcanized tire manufacturing method and vulcanizing apparatus |
| WO2010150826A1 (en) * | 2009-06-23 | 2010-12-29 | 株式会社ブリヂストン | Method of manufacturing vulcanized tire, and vulcanizing device |
| CN102700035B (en) * | 2011-01-17 | 2014-09-24 | 潍坊跃龙橡胶有限公司 | Intermittent hot water circulation pressure stabilization insulation tyre vulcanization technology |
| CN107718442A (en) * | 2017-10-23 | 2018-02-23 | 昆山众异特机械工业有限公司 | A kind of mould |
| CN110239125A (en) * | 2018-03-09 | 2019-09-17 | 四川轮胎橡胶(集团)股份有限公司 | The capsule fixture of Type B tire forming vulcanizer |
| CN108621343B (en) * | 2018-04-27 | 2024-09-27 | 宫达 | Tire segmented mold limiting mechanism and tire segmented mold |
| CN108481768A (en) * | 2018-05-23 | 2018-09-04 | 青岛万龙智控科技有限公司 | Machine and mold integrated vulcanizing machine and its method |
| CN116653331B (en) * | 2023-07-31 | 2023-09-29 | 山东力创模具股份有限公司 | Tire vulcanizer and use method thereof |
-
2001
- 2001-08-28 JP JP2001258389A patent/JP3992463B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2003062832A (en) | 2003-03-05 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20040046286A1 (en) | Method and device for vulcanizing tire | |
| JP3992463B2 (en) | Tire vulcanizer | |
| KR0138108B1 (en) | Apparatus for vulcanizing pneumatic vehicle tires | |
| JP3701087B2 (en) | Tire vulcanizing method and apparatus | |
| KR20080034018A (en) | Tire vulcanization method and tire vulcanization apparatus | |
| JP7469603B2 (en) | Tire vulcanization method | |
| US4606714A (en) | Tire press mechanism | |
| US4444715A (en) | Method of making tires | |
| US5026515A (en) | Crude tire setting method in tire vulcanizing press | |
| JP3865503B2 (en) | Tire vulcanizing device, method for exchanging mold of tire vulcanizing device and tire vulcanizing method | |
| US8097201B2 (en) | Bisplit mold for tire forming and process for manufacturing tire therewith | |
| US3816217A (en) | Method and apparatus for retreading tires | |
| JP3865500B2 (en) | Tire vulcanizing device, tire vulcanizing device mold changing method and tire vulcanizing method | |
| KR100888279B1 (en) | Apparatus of centerpost for tire cure molding | |
| JP4027638B2 (en) | Segment sliding device in tire vulcanizing container | |
| JP4191352B2 (en) | Container for tire mold | |
| JP6741097B1 (en) | Tire vulcanizing apparatus and method | |
| JP2001322132A (en) | Container for vulcanizing tire | |
| JP2709505B2 (en) | Vulcanizing equipment for automobile tires | |
| JPH02200405A (en) | Green tire inserting method and apparatus of tire vulcanizing machine | |
| JP2000000825A (en) | Apparatus for vulcanization of tire and method for exchanging its mold | |
| JP7469594B2 (en) | Tire vulcanization method | |
| JP4064750B2 (en) | Tire vulcanizer | |
| JP2003136532A (en) | Mold clamping fixing device in tire vulcanization apparatus | |
| JP2003236842A (en) | Vacuumizing device for tire vulcanizing machine |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20060704 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20060901 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20070123 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20070322 |
|
| A911 | Transfer of reconsideration by examiner before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20070405 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20070717 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20070724 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100803 Year of fee payment: 3 |
|
| LAPS | Cancellation because of no payment of annual fees |