JP3855698B2 - Film laminated metal plate for container and method for producing the same - Google Patents
Film laminated metal plate for container and method for producing the same Download PDFInfo
- Publication number
- JP3855698B2 JP3855698B2 JP2001232013A JP2001232013A JP3855698B2 JP 3855698 B2 JP3855698 B2 JP 3855698B2 JP 2001232013 A JP2001232013 A JP 2001232013A JP 2001232013 A JP2001232013 A JP 2001232013A JP 3855698 B2 JP3855698 B2 JP 3855698B2
- Authority
- JP
- Japan
- Prior art keywords
- film
- container
- metal plate
- layer
- becomes
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
Landscapes
- Wrappers (AREA)
- Laminated Bodies (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、主として、食品缶詰の缶胴及び蓋に用いられるラミネート金属板とその製造方法に関するものである。さらに詳しくは、製缶工程での成形性及び密着性が良好であり、内容物充填後の内容物取り出し性に優れ、またはさらに意匠性にも優れる容器用ラミネート金属板とその製造方法に関するものである。
【0002】
【従来の技術】
従来、食缶に用いられる金属缶用素材であるティンフリースチール(TFS)およびアルミニウム等の金属板には塗装が施されていた。この塗装を施す技術は、焼き付け工程が複雑であるばかりでなく、多大な処理時間を必要とし、さらに多量の溶剤を排出するという問題を抱えていた。そこで、これらの問題を解決するため、熱可塑性樹脂フィルムを加熱した金属板に積層する方法が数多く提案されている。
【0003】
これらの提案の多くは、フィルムと基材である金属板の密着性及び成形性の改善に関するものであり、その技術的思想は、概ね▲1▼極性基を有するフィルム(ポリエステル樹脂等)の適用(例えば、特開昭63−236640号公報等)、▲2▼フィルム表面へのコロナ放電等の処理による活性化等に代表される表面自由エネルギーの増大(例えば、特開平5−200961号公報等)に関するものである。特開平5−200961号公報には、ポリエチレン樹脂被覆金属板の加工後密着性等を確保するために、フィルムの表面自由エネルギーを38〜54dyn/cmの範囲に規定することが具体的に記載されている。
【0004】
前記で提案されているラミネート金属板を食品缶詰用途に使用すると、容器から内容物を取り出す際に、内容物が容器内面に強固に付着してしまい、内容物を取り出しにくいという問題がある。この問題は、消費者の購買意欲と密接に関係するため、内容物の取り出しやすさを改善することは、消費者の購買意欲を確保する上で極めて重要である。それにもかかわらず、これまで内容物の取り出し易さの改善に対する考慮は全くなされていない。
【0005】
一方、食品缶詰用途にラミネート金属板を用いる場合には、意匠性も重要な要求特性となる。しかし、これまでのラミネート金属板に関する提案の多くは、下地の金属色を如何に隠蔽するかに主眼がおかれ、一般消費者のニーズに答えられるような優れた意匠性を実現するに至っていない。現在、消費者の多くに好まれる色調は金色などの光輝色であるが、光輝色のない塗装によるもののみである。
【0006】
【発明が解決しようとする課題】
よって本発明は、上記事情を考慮し、内容物取り出し性を確保するとともに、容器加工に要求される成形性、密着性、またはさらに意匠性を兼ね備えた容器用フィルムラミネート金属板とその製造方法を提供することを目的とする。
【0007】
【課題を解決するための手段】
発明者らは、上記課題を解決するために鋭意検討した結果、容器成形後に容器内面側になる樹脂フィルムが、ポリプロピレンフィルムまたはポリプロピレンを主成分とするプロピレン・エチレン系ランダム共重合体フィルム、あるいは前記フィルムの金属板と密着する側の面に密着層として極性基を含む樹脂層を有する複層フィルムとし、ラミネート後の該樹脂フィルムの結晶化度を50%以上70%未満とすること、またはさらに前記複層フィルムの少なくとも一つの層に着色顔料を添加することで、この目的が達成されることを見出し、本発明に到達した。すなわち、本発明の要旨は以下のとおりである。
【0008】
(1)両面に樹脂フィルムラミネート層を有する容器用金属板であって、容器成形後に容器内面側になる樹脂フィルムが、ポリプロピレンフィルム(A)またはポリプロピレンを主成分とするプロピレン・エチレン系ランダム共重合体フィルム(B)、あるいは前記フィルム(A)または(B)の金属板と密着する側の面に密着層として極性基を含む樹脂層を有する複層フィルムであり、ラミネート後の該樹脂フィルムの結晶化度が50%以上70%未満であることを特徴とする容器用ラミネート金属板。
【0009】
(2)極性基を含む樹脂層が、無水マレイン酸変性されたポリプロピレンまたはプロピレン・エチレン系ランダム共重合体であることを特徴とする前記(1)に記載の容器用ラミネート金属板。
【0010】
(3)容器成形後に容器外面側となる樹脂フィルムがポリエステルを主成分とする樹脂フィルム、あるいは前記フィルムの金属板と密着する側の面に密着層を有する複層フィルムであることを特徴とする前記(1)または(2)に記載の容器用ラミネート金属板。
【0011】
(4)容器成形後に容器内面側になる複層フィルムの少なくとも1つの層、および/または、容器成形後に容器外面側となる樹脂フィルムのポリエステルを主成分とする樹脂フィルム(密着層を有する複層フィルムの場合は前記フィルムあるいは密着層の少なくとも1つの層)に着色顔料が添加されていることを特徴とする前記(1)〜(3)のいずれかに記載の容器用ラミネート金属板。
【0012】
(5)着色顔料は少なくとも1種類が無機顔料であることを特徴とする前記(1)〜(4)のいずれかに記載の容器用ラミネート金属板。
【0013】
(6)着色顔料のうちの1種類がアルミニウム粉であることを特徴とする前記(1)〜(5)のいずれかに記載の容器用フィルムラミネート金属板。
【0014】
(7)着色顔料のうちの1種類がマイカ粉であることを特徴とする前記(1)〜(6)のいずれかに記載の容器用フィルムラミネート金属板。
【0015】
(8)着色顔料のうちの1種類が二酸化チタン粉であることを特徴とする前記(1)〜(7)のいずれかに記載の容器用フィルムラミネート金属板。
【0016】
(9)容器成形後に容器内面側になる複層フィルムの少なくとも1つの層、および/または、容器成形後に容器外面側となる樹脂フィルムのポリエステルを主成分とする樹脂フィルム(密着層を有する複層フィルムの場合は前記フィルムあるいは密着層の少なくとも1つの層)に染料が添加されていることを特徴とする前記(1)〜(8)のいずれかに記載の容器用ラミネート金属板。
【0017】
(10)染料が、容器成形後に容器内面側になる複層フィルムの密着層、および/または、容器成形後に容器外面側となる樹脂フィルムが複層フィルムである場合に該複層フィルムの密着層、に添加されていることを特徴とする前記(9)に記載の容器用ラミネート金属板。
【0018】
(11)両面に樹脂フィルムラミネート層を有する容器用金属板を製造する方法において、容器成形後に容器内面側になる金属板の表面に、ポリプロピレンフィルム(A)またはポリプロピレンを主成分とするプロピレン・エチレン系ランダム共重合体フィルム(B)、あるいは前記フィルム(A)または(B)の金属板と密着する側の面に密着層として極性基を含む樹脂層を有する複層フィルムのいずれかの樹脂フィルムを、ラミネートロール通過後の金属板の温度を該フィルム(A)または(B)の融点以上となる条件でラミネートし、金属板がラミネートロール通過後1秒以上7秒以内に冷却開始し、かつ冷却開始時の金属板の温度を前記フィルム(A)または(B)の融点−30℃以上とすることを特徴とする容器用ラミネート金属板の製造方法。
【0019】
(12)金属板がラミネートロール通過後冷却開始までの時間を1秒以上5秒以下とすることを特徴とする前記(11)に記載の容器用ラミネート金属板の製造方法。
【0020】
(13)容器成形後に容器外面側になる金属板の表面に、ポリエステルを主成分とする樹脂フィルム、あるいは前記フィルムの金属板と密着する側の面に密着層を有する複層フィルムをラミネートすることを特徴とする前記(11)または(12)に記載の容器用ラミネート金属板の製造方法。
【0021】
(14)容器成形後に容器内面側になる複層フィルムの少なくとも1つの層、および/または、容器成形後に容器外面側となる樹脂フィルムのポリエステルを主成分とする樹脂フィルム(密着層を有する複層フィルムの場合は前記フィルムあるいは密着層の少なくとも1つの層)に着色顔料が添加されていることを特徴とする前記(11)〜(13)のいずれかに記載の容器用ラミネート金属板の製造方法。
【0022】
(15)容器成形後に容器内面側になる複層フィルムの少なくとも1つの層、および/または、容器成形後に容器外面側となる樹脂フィルムのポリエステルを主成分とする樹脂フィルム(密着層を有する複層フィルムの場合は前記フィルムあるいは密着層の少なくとも1つの層)に染料が添加されていることを特徴とする前記(11)〜(14)のいずれかに記載の容器用ラミネート金属板の製造方法。
【0023】
【発明の実施の形態】
以下、本発明について詳細に説明する。
本発明では、容器成形後に容器内面側になる樹脂フィルムが、ポリプロピレンフィルムまたはポリプロピレンを主成分とするプロピレン・エチレン系ランダム共重合体フィルムである。
【0024】
ポリプロピレンフィルムまたはポリプロピレンを主成分とするプロピレン・エチレン系ランダム共重合体樹脂フィルムは、極性基を含まない分子構造であるため表面自由エネルギーが低く、いわゆる濡れにくいフィルムである。従って、これらのフィルムが食品缶詰の内面側に形成された場合、内容物を充填した際もフィルム表面で内容物がはじき易く、表面への固着を有効に防止できるため、内容物を容易に取り出すことが可能となる。また、これらのフィルムは、フィルム機械特性に関しても適度な破断伸び・破断強度を有することから成形性の点でも利点を有する。
【0025】
なお、これらのフィルムには、通常、表面を活性化して金属板との密着性を向上させるためにコロナ放電等の処理が施されるため、表面自由エネルギーが増大し前記の内容物取出し性が劣化する恐れがある。優れた特性を確保するためには、フィルムの少なくとも一方の面に対するコロナ放電等の表面活性化処理を省略し、処理を省略した面が容器成形後に容器内面側の内容物と接する側になるようにラミネートする必要がある。なお、コロナ放電等の表面活性化処理の省略は、フィルムの製造上なんら問題なく行える変更であるだけでなく、製造コストの削減にもつながるので、かえって好都合である。
【0026】
また、前記フィルムは、金属板と密着する側の面に極性基を含む樹脂の密着層を有することが望ましい。極性基を含む樹脂としては、具体的には無水マレイン酸変性されたポリプロピレンまたはポリプロピレン・エチレン系ランダム共重合体が好適であり、これにより、高い密着性が要求される用途への適用が可能となる。
【0027】
以上より、本発明に規定するフィルムを容器成形後に容器内面側に適用することにより、内容物取出し性・密着性に優れたラミネート金属板を製造することが可能となる。
【0028】
このフィルムに着色顔料を添加することで、下地の金属板を隠蔽しフィルム独自の多様な色調を付与できる。また隠蔽性を完全とせず下地の金属光沢を利用した光輝色の付与も達成でき、優れた意匠性を得ることも可能である。更にフィルム表面への印刷と異なり、フィルム内に直接顔料を添加して着色しているため、製缶加工においても色調が脱落する問題もなく、良好な外観を保持できる。また、一般的に製缶後には装飾印刷が施されるが、着色フィルムを用いることで工程の一部を省略することができ、コストの低減、有機溶剤・二酸化炭素の発生抑制も可能となる。
【0029】
添加する顔料としては、1種類または2種類以上の顔料を使用できるが、少なくともそのうちの1種類が無機顔料であることが望ましい。無機顔料を用いることで、下地金属の隠蔽性を高めることができる。食品缶詰用途には、ティンフリースチール(TFS)などの金属板が一般的に使用されるが、このような板に無色(透明)のフィルムをラミネートして成形した場合、缶胴部では、加工変形により、下地の金属光沢が失われ灰色を呈してしまう。このため、意匠性を付与するためには、下地の隠蔽性が必要であり、この点で無機顔料を添加することが好適である。
【0030】
無機顔料として具体的には以下のものが使用できる。金属光沢のような光輝色を発色させるためには、アルミニウム粉、ブロンズ粉、亜鉛末等を用いることが望ましい。なかでも、アルミニウム粉は、鱗片状のアルミニウム粉が容易に得ることができ、このアルミニウム粉を使用すると、鱗片状のアルミニウム粉がフィルム表面に並行に配列するため光を良く反射し金属光沢に富むので好適である。また、マイカ粉についても、表面処理を行うことで多様な色合いを発色させることが可能であるため好適である。例えば、酸化チタンや酸化鉄を被覆し、その被覆量を調整することで、金色、銀色、白色や明彩色等も発色させることが可能である。
【0031】
一般消費者に好まれる色調として、光輝色以外では白色が挙られ、清潔感を付与する効果がある。白を発色するための顔料としては、酸化チタン、亜鉛華、リトポン、硫化亜鉛等が好ましい。なかでも、酸化チタンは、白色顔料の中では、着色力・隠蔽力が最大であるため、好適である。
【0032】
この他、用途に応じて黒色、黄色、赤色、青色、緑色なども発色させることができる。黒色顔料としては、カーボンブラック、アセチレンブラック、黒鉛等を用いることができる。黄色顔料としては、黄鉛、カドミウム黄、亜鉛黄等を用いることができる。赤色顔料としては鉛丹、カドミウム赤等が、青色顔料としては群青、紺青、コバルト青等が、緑色顔料としては酸化クロム緑、クロム緑、亜鉛緑等を用いることができる。
【0033】
また、有機顔料の添加も可能であるが、一般に隠蔽力が劣り褪色しやすいものがあるため、選定にあたっては注意が必要となる。主として無機顔料と混ぜて増量剤として使用することが望ましい。
【0034】
以上のように、多種の顔料が使用できるが、その含有量(添加量)については特に規定するものではない。しかし、一般的に、樹脂フィルムに対して30mass%以上の含有量となると、隠蔽性については飽和するとともに経済的にも不利であるため、30mass%未満の範囲とすることが望ましい。樹脂フィルムが複層フィルムの場合、前記顔料の添加量は、顔料を添加した樹脂フィルム層(密着層に添加した場合は密着層)に対する割合である。
【0035】
また、容器成形後に容器外面側になる樹脂フィルムは、ポリエステルを主成分とするフィルム、あるいは前記フィルムおよびその金属板と密着する側に、エポキシフェノール等の密着層を有する複層フィルムが望ましい。通常、容器外面には商品名・商標等の印刷が施されるため、インクに対する濡れ性の高い、すなわち表面自由エネルギーの高いフィルムがラミネートされていることが望まれるためである。ここで、ポリエステルを主成分とする樹脂フィルムとは、樹脂フィルム中にポリエステルを50mass%以上含むフィルムであり、ポリエステル以外に、ポリオレフィン等を含むことができる。具体的には、PETフィルム等が成形性にも優れるため好適である。容器成形後に容器外面側になる樹脂フィルムへの顔料の添加については、上述の容器内面側となる樹脂フィルムの場合と同様である。容器成形後に容器外面側になる樹脂フィルムに添加する顔料の種類、添加量は、容器成形後に容器内面側になる樹脂フィルムに添加する顔料と、同一であってもよいし、異なっていてもよい。
【0036】
また、顔料に代えて、または顔料とともに、染料を添加することも可能である。染料は、水、油、溶剤にとける色素であって、顔料に比べ耐熱性・隠蔽性には劣るが、着色力、透明性に優れる鮮明な色調をもった着色剤である。この透明性に優れる特長を生かして、下地金属板の光沢を利用した着色が可能であり、金色・銀色等の光沢色を付与する場合に好適である。具体的には、アゾ系染料、アントラキノン系染料、インジゴ系染料などが使用できる。添加量は、前記顔料の場合と同様、30mass%未満が好ましい。コスト面からは、染料は顔料に代えて使用することが好ましく、密着層に添加することが特に好ましい。
【0037】
染料は、耐熱性の観点から使用可能な染料が制限される場合がある。染料を密着層に添加した場合、該密着層は、容器成形後に容器内面側になる樹脂フィルムのポリプロピレンフィルム(A)またはポリプロピレンを主成分とするプロピレン・エチレン系ランダム共重合体フィルム(B)、および/または、容器成形後に容器外面側となる樹脂フィルムのポリエステルを主成分とする樹脂フィルムなどの母層となる樹脂フィルムを、押出法で製膜し、製膜後の前記母層となるフィルムに密着層をロールコーティング法で形成することが可能になる。
【0038】
前記母層となる樹脂フィルムの製膜するときの温度に比べ、密着層をロールコーティング法で形成するときの温度が低い。そのため、密着層に染料を添加する場合、染料には、前記母層となる樹脂フィルム中に添加する場合のように厳しい耐熱性は要求されないので、適用可能な染料の範囲を広げることが可能になる。また、容器成形後に容器外面側となる樹脂フィルムにおいては、上層に母層となる樹脂フィルムがあるので、耐候性の点からも有利である。
【0039】
容器成形後に容器内面側、外面側になる樹脂フィルムの膜厚は特に規定されない。汎用的に使用されている膜厚、例えば10〜50μm程度の膜厚のものを使用できる。
【0040】
以上のように、本発明に規定するフィルムを容器成形後に容器内外面に適用することにより、内容物取出し性、成形性、密着性、意匠性に優れたラミネート金属板を製造することが可能となる。
【0041】
前記樹脂フィルムは、金属板に熱融着して形成される。この時、容器成形後に容器内面側となるフィルムの結晶化度は、50%以上70%未満であることが必要である。これまでの本発明者らの検討結果から、フィルム内の結晶量が過度となると、成形性に悪影響を及ぼすことが判っている。従って、フィルムの結晶化度をコントロールすることにより成形性を改善させることが可能であり、フィルムの結晶化度を70%未満とすることで食品缶詰の缶胴及び蓋への成形が可能となる。一方、結晶化度を70%以上とすると、フィルムの成形性が劣化し、上記成形時にフィルム破断と、それに伴う缶の破胴等の問題が生じる。なお、フィルムの結晶化度が60%未満になると、更に成形性が向上するのでより望ましい。
【0042】
前記した容器内面側、外面側にラミネートされる樹脂フィルムは、原料のポリマー樹脂を、押出機で熱とせん断力をかけて溶融させ、T型ダイで広幅の薄い膜とし、ただちにチルロールで急冷して巻取る方法、また、T型ダイを通過後、フィルムを縦方向、横方向に二軸延伸させる方法等、通常の方法で製造される。その際、成形後に容器内面側になるフィルムについては、少なくとも一方の面について表面を活性化するために施すコロナ放電等の処理を省略する。
【0043】
着色顔料が添加された樹脂フィルムは次のようにして製造される。顔料の形態としては、ペースト状、粉状、マスターバッチが利用できる。マスターバッチとは、着色しようとする樹脂に顔料を高濃度に分散させたもので、板状、フレーク状、ペレット状の形態がある。これらの形態の顔料を、原料のポリマー樹脂と分散混合させ、押出機で溶融させ、Tダイで押出し、均一に着色された樹脂フィルムとする。
【0044】
染料が添加された樹脂フィルムについても、前記顔料が添加された樹脂フィルムと同様の方法で製造可能である。しかし、一般的に、染料は耐熱性が劣るため、前記のように押出機で染料を添加して溶融させた樹脂を押し出して所要の樹脂フィルムを製造する方法の場合、適用可能な染料が制限されたり、あるいはコスト的に割高な染料の使用が必要になるという問題がある。
【0045】
前記問題点を改善する観点からは、容器成形後に容器内面側になる樹脂フィルムのポリプロピレンフィルム(A)またはポリプロピレンを主成分とするプロピレン・エチレン系ランダム共重合体フィルム(B)、および/または、容器成形後に容器外面側となる樹脂フィルムのポリエステルを主成分とする樹脂フィルムなどの母層となる樹脂フィルムを、前記方法(押出法)で製膜し、製膜後の前記母層となるフィルムに密着層をロールコーティング法等で形成するとともに、該密着層中のみに染料を混入されることが望ましい。この場合、容器成形後に容器外面側となる樹脂フィルムの密着層としては、エポキシフェノール樹脂などの接着剤を使用できる。
【0046】
前記母層となる樹脂フィルムを溶融するときの温度に比べて、密着層を形成するときの温度は低い。そのため、密着層に染料を添加する場合、前記母層となる樹脂フィルム中に染料を添加する場合のように厳しい耐熱性は要求されないので、適用可能な染料の範囲が広がり、前記した問題点をほぼ解決できる。
【0047】
金属板としては、容器用材料として広く使用されているアルミニウム板や軟鋼板等を用いることができ、特に下層が金属クロム、上層がクロム水酸化物からなる二層皮膜を形成させた表面処理鋼板(いわゆるTFS)等が最適である。
【0048】
TFSの金属クロム層、クロム水酸化物層の付着量についても、特に限定されないが、加工後密着性・耐食性の観点から、いずれもCr換算で、金属クロム層は70〜200mg/m2、クロム水酸化物層は10〜30mg/m2の範囲とすることが望ましい。
【0049】
次に、本発明に係るラミネート金属板の製造方法について説明する。
本発明のラミネート金属板は、その両面に樹脂フィルムを圧着ロール(以後ラミネートロールと称す)を用いて接触させ熱融着させて樹脂フィルムラミネート層を形成して得られる。
【0050】
金属板の一方の面(金属板の容器成形後に容器内面側になる面)には、ポリプロピレンフィルム(A)またはポリプロピレンを主成分とするプロピレン・エチレン系ランダム共重合体フィルム(B)、あるいは前記フィルム(A)または(B)の金属板と密着する側の面に密着層として極性基を含む樹脂層を有する複層フィルムのいずれかの樹脂フィルムをラミネートする。
【0051】
その際、金属板はラミネートロールで冷却されて温度低下するので、これを考慮して、ラミネートする金属板の予熱温度やラミネートロール温度を、ラミネートロール通過直後の金属板の温度が前記フィルム(A)または(B)の融点以上になるように設定する必要がある。
【0052】
これにより、ラミネート時に、フィルムがほぼ完全溶融した状態となって流動性が増し、金属板表面での濡れ現象が生じることから接触面積が増大し、以って密着性が向上する。また、フィルム溶融に伴いフィルム内の結晶構造が崩れ、成形性を阻害する結晶成分を非晶成分に変えることが可能となり、容器成形に必要なフィルム成形性を確保できる。一方、ラミネートロール通過後の金属板の温度がフィルムの融点未満であった場合は、フィルムの溶融が不十分となるため、金属板表面での濡れが不足し密着性が不十分になるとともに、結晶成分がフィルム内に過度に残留するため、所要の成形性を確保できなくなる。
【0053】
また、ラミネートロール通過後冷却開始までの時間は1秒以上5秒以下であることが望ましい。1秒未満であると、前記の溶融濡れ時間が短いため十分な接触面積が確保できず、密着性向上効果が乏しくなる。一方、5秒超えの場合は、ラミネートロール通過後に生ずるフィルムの再結晶化現象により、フィルム内に結晶成分が再形成されやすく成形性向上効果が乏しくなる。冷却開始までの時間を1秒以上5秒以下とすることで、密着性・成形性を向上させることができる。
【0054】
また、前記条件に加え、冷却開始時の金属板の温度は、フィルム融点−30℃以上とすることが必要である。すなわち、フィルムはラミネート開始〜冷却開始までの間、フィルム融点−30℃以上に維持されることにより、金属板表面での濡れが一層確実なものとなり、かつ再結晶化を有効に抑制し結晶化度を70%未満とすることが可能となる。この効果は、フィルム融点−10℃以上とすることで更に高まり、結晶化度を60%未満とすることが容易となる。一方、フィルム融点−30℃未満の温度であると、フィルム内の再結晶化が生じやすく、成形性が阻害されてしまう。温度の上限は特に規定するものではないが、少なくともフィルムの融点+90℃未満にすることが望ましい。
【0055】
前記フィルムが金属板と密着する側の面に密着層として極性基を有する樹脂層を有する場合も、前記と同様の条件でラミネートすることが必要である。ラミネートされたフィルムは前記と同様の作用効果を奏し、さらに密着層により表面の自由エネルギーが増加しラミネート後の密着性がより優れる。
【0056】
また、金属板の容器成形後に容器外面側になる面には、ポリエステルを主成分とする樹脂フィルムが好ましくラミネートされる。ポリエステルを主成分とするフィルムは、表面自由エネルギーが高く、また成形性が良好となるラミネート温度範囲も広いため前記した金属板の容器成形後に容器内面側になる面にラミネートするフィルムと同様の条件でラミネートしてもさしつかえない。すなわち、この条件でラミネートされても、本発明が目的とする食品缶詰の缶胴及び蓋に成形する場合に要求される成形性、密着性を確保でき、また容器外面に要求されるインクに対する濡れ性も確保できる。
【0057】
また、該ポリエステルフィルムは、金属板に密着する側の面に、エポキシフェノール等の密着層が形成されていてもよい。密着層を形成することで、密着性と耐食性の更なる向上が期待できる。また、密着層に顔料、染料を添加することで、フィルム物性を変えることなく、該ポリエステルフィルムを着色できる。
【0058】
【実施例】
以下、本発明の実施例について説明する。
(実施例1)
厚さ0.18mm・幅977mmの冷間圧延、焼鈍、調質圧延を施した鋼板を、脱脂、酸洗後、クロムめっきを行い、クロムめっき鋼板を製造した。クロムめっきは、CrO3、F-、SO4 2-を含むクロムめっき浴でクロムめっき、中間リンス後、CrO3、F-を含む化成処理液で電解した。その際、電解条件(電流密度・電気量等)を調整して金属クロム付着量とクロム水酸化物付着量を調整した。
【0059】
図1は金属板のラミネート装置である。図1の装置において、1はクロムめっき鋼板、2は金属板加熱装置、3はラミネートロール、5は冷却装置、6は冷却水タンク、7はシンクロール、8は冷却水である。冷却装置5には金属板1を冷却するスプレー装置11が上下方向に移動可能に配設されており、冷却水8は冷却水タンク6とスプレー装置11間を循環する。すなわち冷却水タンク6内の冷却水8は循環ポンプ12で加圧され、スプレー装置11から金属板1に吹き付けられ、ラミネート後の金属板1を冷却する。金属板1に吹き付けられた冷却水8は冷却水タンク6に戻る。冷却水8は循環系統の途中に配設されている熱交換器13で一定温度に制御されている。
【0060】
次いで、図1に示した金属板のラミネート装置を用い、前記で得たクロムめっき鋼板1を金属板加熱装置2で加熱し、ラミネートロール3で前記クロムめっき鋼板1の一方の面に容器成形後に容器内面側になる樹脂フィルム4a、他方の面に容器成形後に容器外面側となるPETフィルム4bをラミネート(熱融着)し、ラミネート後のクロムめっき鋼板1にスプレー装置11から冷却水8を吹き付けて冷却し、冷却水タンク6から引き上げて、ラミネート金属板1を製造した。その際、ラミネートロール3入側板温、ラミネートロール3温度、スプレー装置11の位置を調整して、ラミネートロール3通過直後の板温、ラミネートロール3通過後冷却開始までの時間、冷却開始時の板温を種々変化させた。ラミネートに使用した樹脂フィルム4a(容器成形後に容器内面側になる樹脂フィルム)の種別と融点、およびラミネート条件を表1に示す。
【0061】
樹脂フィルムの融点については、示差走査熱量分析計(パーキン・エルマー社製DSC−2型)により、窒素流量20ml/min、昇温速度10℃/minで20℃から300℃まで昇温し、得られた吸熱ピークを融点とした。
【0062】
前記で製造したラミネート金属板に対し、以下の方法で(1)フィルムの結晶化度を測定するとともに、(2)内容物取り出し性、(3)成形性、(4)密着性(加工後密着性)を評価した。
【0063】
(1)ラミネート後のフィルム結晶化度
ラミネート金属板から金属板部分を溶解させることにより採取したフィルムについて、密度勾配法にて求めたフィルムの密度から下記式に従いフィルムの結晶化度を求めた。
X=[[(1/dam)−(1/d)]/[(1/dam)−(1/dc)]]×100
ここで、
X:フィルムの結晶化度(%)
dam:完全非晶性ポリプロピレン樹脂の密度(0.860g/cc)
dc:完全結晶化ポリプロピレン樹脂の密度(0.938g/cc)
d:ラミネート後のフィルム密度(g/cc)
なお、密度勾配法による密度の測定は、JIS K 7112の密度勾配管による測定方法に準じて、以下のように行った。
▲1▼高密度、低密度溶液を用いて密度勾配管を作成する。
▲2▼比重既知のフロートを用いて、密度勾配管の水深と密度の関係を求める。
▲3▼試料片を密度勾配管に入れ、2時間後、試料片が静止した位置(水深)を読み取る。
▲4▼密度勾配管の水深と密度の関係より、試料片の密度を求める。
【0064】
(2)内容物取り出し性
絞り成形機を用いて、ラミネート金属板を、絞り工程で、ブランク径:100mm、絞り比(成形前径/成形後径):1.88でカップ成形した。続いて、このカップ内に、卵・肉・オートミールを均一混合させた内容物を充填し、蓋を巻締め後、レトルト処理(130℃×90分間)を行った。その後、蓋を取り外し、カップを逆さまにして2、3回手で振って内容物を取り出した後にカップ内側に残存する内容物の程度を観察することにより、内容物の取り出し易さの程度を評価した。
(評点について)
○:内容物の取り出しが容易であり、取り出し後のカップ内面に付着物が無い状態。
×:手で振るだけでは内容物の取り出しが困難であり、スプーン等で掻き出さないと内容物が取り出せず、取り出し後のカップ内面に多くの付着物が認められる状態。
【0065】
(3)成形性
ラミネート金属板にワックス塗布後、直径179mmの円板を打ち抜き、絞り比1.65で浅絞り缶を得た。次いで、この絞り缶に対し、絞り比1.80で再絞り加工を行った。このようにして得た深絞り缶のフィルムの損傷程度を目視観察した。
(評点について)
◎:成形後フィルムに損傷なく、フィルム剥離も認められない。
○:成形可能であるが、フィルム剥離が認められる。
×:缶が破胴し、成形不可能。
【0066】
(4)密着性
上記(3)で成形可能であった缶に対し、缶胴部よりピール試験用のサンプル(幅15mm×長さ120mm)を切り出した。切り出したサンプルの長辺側端部からフィルムを一部剥離し、引張試験機で剥離した部分のフィルムを、フィルムが剥離されたクロムめっき鋼板とは反対方向(角度:180°)に開き、引張速度30mm/minでピール試験を行い、密着力を評価した。なお、密着力測定対象面は、缶内面側とした。
(評点について)
◎:0.15kg/15mm以上
○:0.10kg/15mm以上、0.15kg/15mm未満
×:0.10kg/15mm未満
評価結果を表1に示す。
【0067】
【表1】
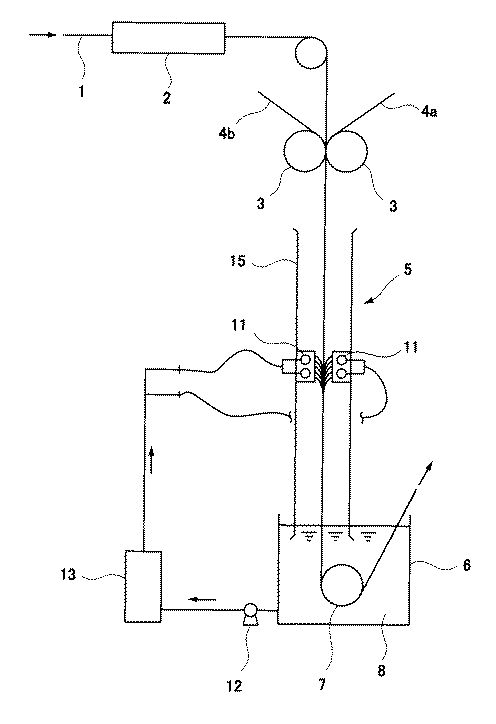
表1に示すように、本発明範囲内のラミネート金属板はいずれも内容物取り出し性、成形性、加工密着性が良好である。また、本発明範囲の条件でラミネートされた発明例は、いずれもフィルムの結晶化度が50%以上70%未満であり、良好な特性を示した。特に、冷却開始時の金属板温度がフィルム融点−10℃以上の場合、フィルムの結晶化度が60%未満であり、成形性、加工密着性がより優れている。
【0069】
これに対し、本発明に規定するフィルムを使用しても、ラミネート条件が本発明範囲を外れる比較例1、3、4は、フィルムの結晶化度が70%以上であり、成形性、加工密着性が不良であった。また、容器成形後に容器内面側になる面にPETを使用した比較例2は、内容物取り出し性が不良であった。
【0070】
(実施例2)
厚さ0.18mm・幅977mmの冷間圧延、焼鈍、調質圧延を施した鋼板を、脱脂、酸洗後、クロムめっきを行い、クロムめっき鋼板を製造した。クロムめっきは、CrO3、F-、SO4 2-を含むクロムめっき浴でクロムめっき、中間リンス後、CrO3、F-を含む化成処理液で電解した。その際、電解条件(電流密度・電気量等)を調整して、金属クロム付着量を120mg/m2(クロム換算の付着量)、クロム水酸化物付着量を15mg/m2(クロム換算の付着量)に調整した。
【0071】
次いで、図1に示した金属板のラミネート装置を用い、前記で得たクロムめっき鋼板1を金属板加熱装置2で加熱し、ラミネートロール3で前記クロムめっき鋼板1の一方の面に容器成形後に容器内面側になる樹脂フィルム4a、他方の面に容器成形後に容器外面側となる樹脂フィルム4bをラミネート(熱融着)し、ラミネート後のクロムめっき鋼板1にスプレー装置11から冷却水8を吹き付けて冷却し、冷却水タンク6から引き上げて、ラミネート金属板1を製造した。その際、ラミネートロール3入側板温、ラミネートロール3温度、スプレー装置11の位置を調整して、ラミネートロール3通過直後の板温、ラミネートロール3通過後冷却開始までの時間、冷却開始時の板温を調整した。
ラミネートに使用した樹脂フィルム4a(容器成形後に容器内面側になる樹脂フィルム)の種別、融点および添加顔料の内容、樹脂フィルム4b(容器成形後に容器外面側になる樹脂フィルム)の種別、添加顔料の内容、ならびにラミネート条件を表2に示す。
【0072】
以上の方法で製造したラミネート金属板に対し、以下の方法で、(1)フィルムの結晶化度、(2)内容物取り出し性、(3)成形性、(4)密着性(加工後密着性)、(5)意匠性を評価した。
【0073】
(1)ラミネート後のフィルム結晶化度
実施例1と同様にして評価した。
【0074】
(2)内容物取り出し性
実施例1と同様にして評価した。
【0075】
(3)成形性
ラミネート金属板にワックス塗布後、直径179mmの円板を打ち抜き、絞り比1.65で浅絞り缶を得た。このようにして得た深絞り缶のフィルムの損傷程度を目視観察した。評点については、実施例1と同様の基準とした。
【0076】
(4)密着性
上記(3)で成形可能であった缶に対し、缶胴部よりピール試験用のサンプル(幅15mm×長さ120mm)を切り出し、実施例1に記載の方法でピール試験を行い、密着力を下記のように評価した。なお、密着力測定対象面は、缶内面側とした。
(評点について)
○:0.10kg/15mm以上。
×:0.10kg/15mm未満。
【0077】
(5)意匠性
上記(3)で成形可能であった缶の内外面を肉眼で観察し、十分な意匠性が得られているかどうかを評価した。
(評点について)
◎:均一な色調が得られ、下地の金属板の色調も完全に隠蔽されており、美麗な仕上がりとなっている状態。
○:ほぼ均一な色調が得られ、下地の金属板の色調も概ね隠蔽されているため、補修のための塗装が必要のない状態。
×:色調にムラがあり、下地の金属板の色調が隠蔽されていない部分があるため、意匠性を確保するためには補修塗装が必要な状態。
評価結果を表3に示す。
【0078】
【表2】
【表3】
表3に示すように、本発明範囲内の発明例は、内容物取り出し性、成形性、加工後密着性がいずれも良好である。本発明例では、フィルムに顔料が添加されているので、意匠性が良好である。これに対し、本発明の範囲を外れる比較例は、内容物取り出し性、成形性、加工後密着性のいずれかの特性が劣る。比較例において、フィルムに顔料が添加されていないものはさらに意匠性に劣る。
【0081】
【発明の効果】
本発明によるラミネート金属板は、内容物取り出し性、成形性、加工後密着性、またはさらに意匠性が良好であり、絞り加工等を行う容器用素材、特に食缶容器用素材として好適である。
【図面の簡単な説明】
【図1】金属板のラミネート装置の要部を示す図。
【符号の説明】
1 金属板(クロムめっき鋼板)
2 金属帯加熱装置
3 ラミネートロール
4a、4b フィルム
5 冷却装置
6 冷却タンク
7 シンクロール
8 冷却水
11 スプレー装置
12 循環ポンプ
13 熱交換器
15 飛散防止カバー[0001]
BACKGROUND OF THE INVENTION
The present invention mainly relates to a laminated metal plate used for a can body and a lid of a food can, and a method for producing the same. More specifically, the present invention relates to a laminated metal plate for a container that has good moldability and adhesiveness in a can-making process, is excellent in contents take-out after filling the contents, or has excellent design properties, and a method for producing the same. is there.
[0002]
[Prior art]
Conventionally, metal plates such as tin-free steel (TFS) and aluminum, which are materials for metal cans used in food cans, have been painted. The technique of applying this coating has a problem that not only the baking process is complicated, but also a long processing time is required and a large amount of solvent is discharged. In order to solve these problems, many methods for laminating a thermoplastic resin film on a heated metal plate have been proposed.
[0003]
Many of these proposals relate to the improvement of adhesion and formability between the film and the metal plate as the base material, and the technical idea is generally (1) the application of a film having a polar group (polyester resin, etc.). (For example, Japanese Patent Laid-Open No. 63-236640), (2) Increase in surface free energy represented by activation by treatment such as corona discharge on the film surface (for example, Japanese Patent Laid-Open No. 5-200961) ). Japanese Patent Laid-Open No. 5-200961 specifically describes that the surface free energy of the film is defined in the range of 38 to 54 dyn / cm in order to ensure the post-processing adhesion of the polyethylene resin-coated metal plate. ing.
[0004]
When the laminate metal plate proposed above is used for food canning, there is a problem that when the contents are taken out from the container, the contents are firmly attached to the inner surface of the container, and the contents are difficult to take out. Since this problem is closely related to the consumer's willingness to purchase, it is extremely important to improve the ease of taking out the contents in order to secure the consumer's willingness to purchase. Nevertheless, no consideration has been given to improving the ease of taking out the contents.
[0005]
On the other hand, when a laminated metal plate is used for food canning, design is an important required characteristic. However, many of the proposals related to the laminated metal plate so far have focused on how to hide the metal color of the base, and have not yet achieved an excellent design that can meet the needs of general consumers. . At present, the color tone preferred by many consumers is a bright color such as gold, but only by painting without a bright color.
[0006]
[Problems to be solved by the invention]
Therefore, the present invention takes into consideration the above circumstances, and ensures a film takeout metal plate for a container that secures the content take-out property and has moldability, adhesion, or further design required for container processing, and a method for producing the same. The purpose is to provide.
[0007]
[Means for Solving the Problems]
As a result of intensive studies to solve the above problems, the inventors have found that the resin film that becomes the inner surface of the container after the container molding is a polypropylene film or a propylene / ethylene random copolymer film mainly composed of polypropylene, or the above-mentioned A multilayer film having a resin layer containing a polar group as an adhesion layer on the surface of the film that is in close contact with the metal plate, and the crystallinity of the resin film after lamination50% or moreThe inventors have found that this object can be achieved by setting the content to less than 70% or further adding a color pigment to at least one layer of the multilayer film, and have reached the present invention. That is, the gist of the present invention is as follows.
[0008]
(1) A metal plate for a container having a resin film laminate layer on both sides, and the resin film that becomes the inner surface of the container after forming the container is a polypropylene film (A) or a propylene / ethylene random copolymer mainly composed of polypropylene A combined film (B), or a multilayer film having a resin layer containing a polar group as an adhesion layer on the surface of the film (A) or (B) that is in close contact with the metal plate. Crystallinity is50% or moreA laminated metal sheet for containers, characterized by being less than 70%.
[0009]
(2) The laminated metal plate for containers according to (1) above, wherein the resin layer containing a polar group is a maleic anhydride-modified polypropylene or a propylene / ethylene random copolymer.
[0010]
(3) The resin film which becomes the outer surface side of the container after forming the container is a resin film containing polyester as a main component, or a multilayer film having an adhesion layer on the surface of the film which is in close contact with the metal plate. The laminated metal plate for containers according to the above (1) or (2).
[0011]
(4) At least one layer of the multilayer film that becomes the container inner surface side after the container molding and / or a resin film (a multilayer film having an adhesion layer) that is mainly composed of polyester of the resin film that becomes the container outer surface side after the container molding. In the case of a film, a colored pigment is added to at least one layer of the film or the adhesion layer), and the laminated metal plate for containers according to any one of the above (1) to (3).
[0012]
(5) The laminated metal plate for containers according to any one of (1) to (4) above, wherein at least one kind of color pigment is an inorganic pigment.
[0013]
(6) The film-laminated metal plate for containers according to any one of (1) to (5), wherein one type of the color pigment is aluminum powder.
[0014]
(7) The film-laminated metal plate for containers according to any one of (1) to (6), wherein one type of the color pigment is mica powder.
[0015]
(8) The film-laminated metal plate for containers according to any one of (1) to (7), wherein one of the color pigments is titanium dioxide powder.
[0016]
(9) At least one layer of the multilayer film that becomes the container inner surface side after the container molding and / or a resin film (a multilayer film having an adhesion layer) that has a polyester of the resin film that becomes the container outer surface side after the container molding. The laminated metal plate for containers according to any one of (1) to (8), wherein a dye is added to at least one layer of the film or the adhesion layer in the case of a film.
[0017]
(10) The adhesion layer of the multilayer film that becomes the inner surface of the container after forming the container and / or the adhesion layer of the multilayer film when the resin film that becomes the outer surface of the container after forming the container is a multilayer film The laminated metal plate for containers according to (9) above, which is added to the container.
[0018]
(11) In a method for producing a metal plate for a container having a resin film laminate layer on both sides, a polypropylene film (A) or propylene / ethylene containing polypropylene as a main component on the surface of the metal plate that becomes the inner surface of the container after container molding Resin film of either a random copolymer film (B) or a multilayer film having a resin layer containing a polar group as an adhesion layer on the surface of the film (A) or (B) that is in close contact with the metal plate Is laminated under the condition that the temperature of the metal plate after passing through the laminating roll is equal to or higher than the melting point of the film (A) or (B).Then, the metal plate starts cooling within 1 second to 7 seconds after passing through the laminate roll, and the temperature of the metal plate at the start of cooling is set to the melting point of the film (A) or (B) −30 ° C. or higher.A method for producing a laminated metal plate for a container.
[0019]
(12) The time from when the metal plate passes through the laminate roll to the start of cooling is from 1 second to 5 secondsTossThe method for producing a laminated metal sheet for containers according to (11) above, wherein:
[0020]
(13) Laminating a resin film containing polyester as a main component or a multilayer film having an adhesive layer on the surface of the metal plate that is in close contact with the metal plate on the surface of the metal plate that becomes the outer surface of the container after the container is formed. The method for producing a laminated metal sheet for containers according to the above (11) or (12).
[0021]
(14) At least one layer of a multilayer film that becomes the container inner surface side after container molding, and / or a resin film (a multilayer film having an adhesion layer) that has a polyester of a resin film that becomes the container outer surface side after container molding. In the case of a film, a coloring pigment is added to at least one layer of the film or the adhesion layer), The method for producing a laminated metal plate for containers according to any one of the above (11) to (13) .
[0022]
(15) At least one layer of the multilayer film that becomes the inner surface of the container after container molding and / or a resin film (a multilayer having an adhesion layer) that is a polyester of the resin film that becomes the outer surface of the container after molding the container In the case of a film, a dye is added to at least one layer of the film or the adhesion layer), The method for producing a laminated metal plate for containers according to any one of the above (11) to (14).
[0023]
DETAILED DESCRIPTION OF THE INVENTION
Hereinafter, the present invention will be described in detail.
In the present invention, the resin film that becomes the inner surface of the container after forming the container is a polypropylene film or a propylene / ethylene random copolymer film containing polypropylene as a main component.
[0024]
A polypropylene film or a propylene / ethylene random copolymer resin film containing polypropylene as a main component has a molecular structure that does not contain a polar group, and thus has a low surface free energy and is a so-called wettable film. Therefore, when these films are formed on the inner surface side of food cans, the contents can be easily repelled on the film surface even when the contents are filled, and can be effectively removed from the surface, so that the contents can be easily removed. It becomes possible. In addition, these films also have an advantage in terms of formability because they have appropriate breaking elongation and breaking strength with respect to film mechanical properties.
[0025]
These films are usually subjected to treatment such as corona discharge in order to activate the surface and improve the adhesion to the metal plate, so that the surface free energy is increased and the contents can be taken out. There is a risk of deterioration. In order to ensure excellent characteristics, the surface activation treatment such as corona discharge on at least one surface of the film is omitted, and the surface on which the treatment is omitted becomes the side in contact with the contents on the inner surface of the container after the container is formed. Need to be laminated. Note that omission of the surface activation treatment such as corona discharge is not only a change that can be made without any problem in the production of the film, but also leads to a reduction in production cost, which is advantageous.
[0026]
Moreover, it is desirable that the film has a resin adhesion layer containing a polar group on the surface that is in close contact with the metal plate. Specifically, the resin containing a polar group is preferably a maleic anhydride-modified polypropylene or a polypropylene / ethylene random copolymer, which can be applied to applications requiring high adhesion. Become.
[0027]
From the above, by applying the film defined in the present invention to the inner surface of the container after the container is formed, it is possible to produce a laminated metal plate having excellent contents take-out property and adhesion.
[0028]
By adding a color pigment to this film, the underlying metal plate can be concealed and various colors unique to the film can be imparted. Further, it is possible to achieve a bright color using the metallic luster of the foundation without perfecting the concealing property, and to obtain an excellent design. Further, unlike the printing on the film surface, since the pigment is directly added to the film and colored, there is no problem that the color tone is lost even in the can manufacturing process, and a good appearance can be maintained. In general, decorative printing is performed after canning, but by using a colored film, part of the process can be omitted, and the cost can be reduced and the generation of organic solvents and carbon dioxide can be suppressed. .
[0029]
As the pigment to be added, one type or two or more types of pigments can be used, and at least one of them is preferably an inorganic pigment. By using an inorganic pigment, the concealing property of the base metal can be enhanced. For food canning applications, metal plates such as tin-free steel (TFS) are generally used, but when such a plate is laminated with a colorless (transparent) film, the can body is processed. Due to the deformation, the metallic luster of the base is lost and it becomes grayShiMae. For this reason, in order to impart design properties, it is necessary to conceal the foundation, and in this respect, it is preferable to add an inorganic pigment.
[0030]
Specifically, the following can be used as the inorganic pigment. In order to develop a bright color such as metallic luster, it is desirable to use aluminum powder, bronze powder, zinc powder or the like. In particular, the aluminum powder can be easily obtained in the form of scaly aluminum powder, and when this aluminum powder is used, the scaly aluminum powder is arranged in parallel on the film surface, so it reflects light well and is rich in metallic luster. Therefore, it is preferable. Also, mica powder is suitable because it can develop various colors by surface treatment. For example, by coating with titanium oxide or iron oxide and adjusting the coating amount, it is possible to develop gold, silver, white and bright colors.
[0031]
As a color tone favored by general consumers, white is listed except for the glitter color, which has an effect of imparting a clean feeling. As a pigment for coloring white, titanium oxide, zinc white, lithopone, zinc sulfide and the like are preferable. Among these, titanium oxide is preferable because it has the highest coloring power and hiding power among white pigments.
[0032]
In addition, black, yellow, red, blue, green, and the like can be developed depending on the application. As the black pigment, carbon black, acetylene black, graphite or the like can be used. As the yellow pigment, yellow lead, cadmium yellow, zinc yellow, or the like can be used. As red pigments, red lead, cadmium red and the like can be used, as blue pigments, ultramarine blue, bitumen, cobalt blue and the like, and as green pigments, chromium oxide green, chromium green, zinc green and the like can be used.
[0033]
In addition, organic pigments can be added. However, since some of them are generally inferior in hiding power and easily faded, care must be taken in selecting them. It is desirable to use mainly as an extender by mixing with inorganic pigments.
[0034]
As described above, various pigments can be used, but the content (addition amount) is not particularly specified. However, in general, when the content is 30 mass% or more with respect to the resin film, the concealability is saturated and economically disadvantageous, so it is desirable that the content be less than 30 mass%. When the resin film is a multilayer film, the amount of the pigment added is a ratio with respect to the resin film layer to which the pigment has been added (or the adhesion layer when added to the adhesion layer).
[0035]
Moreover, the resin film which becomes a container outer surface side after container shaping | molding has desirable the multilayer film which has adhesion layers, such as a film which has polyester as a main component, or the film and its metal plate, and adhere | attaches the epoxy phenol. This is because the outer surface of the container is usually printed with a trade name, a trademark, etc., and it is desired that a film having high wettability with respect to ink, that is, high surface free energy is laminated. Here, the resin film containing polyester as a main component is a film containing 50 mass% or more of polyester in the resin film, and can contain polyolefin or the like in addition to polyester. Specifically, a PET film or the like is preferable because of excellent moldability. About the addition of the pigment to the resin film which becomes a container outer surface side after container shaping | molding, it is the same as that of the case of the resin film which becomes the above-mentioned container inner surface side. The type and amount of pigment added to the resin film that becomes the outer surface of the container after container molding may be the same as or different from the pigment that is added to the resin film that becomes the inner surface of the container after container molding. .
[0036]
It is also possible to add a dye instead of or together with the pigment. A dye is a colorant that dissolves in water, oil, and a solvent, and is a colorant having a clear color tone that is excellent in coloring power and transparency, although it is inferior in heat resistance and concealment compared to a pigment. Taking advantage of this excellent transparency, the base metal plate can be colored using the luster, which is suitable for giving a glossy color such as gold or silver. Specifically, azo dyes, anthraquinone dyes, indigo dyes, and the like can be used. The addition amount is preferably less than 30 mass%, as in the case of the pigment. In terms of cost, dyes should be used instead of pigments.WhenIt is particularly preferable to add to the adhesion layer.
[0037]
The dye that can be used may be limited from the viewpoint of heat resistance. When the dye is added to the adhesion layer, the adhesion layer is a polypropylene film (A) of a resin film that becomes the inner surface of the container after container molding or a propylene / ethylene random copolymer film (B) mainly composed of polypropylene, And / or a film that becomes a mother layer such as a resin film mainly composed of polyester of a resin film that becomes the outer surface of the container after forming the container by an extrusion method and becomes the mother layer after film formation It becomes possible to form an adhesion layer by a roll coating method.
[0038]
The temperature when forming the adhesion layer by the roll coating method is lower than the temperature when forming the resin film as the mother layer. Therefore, when adding a dye to the adhesive layer, the dye does not require strict heat resistance as in the case of adding it to the resin film as the mother layer, so the range of applicable dyes can be expanded. Become. Moreover, in the resin film which becomes a container outer surface side after container shaping | molding, since there exists a resin film used as a mother layer in an upper layer, it is advantageous also from the point of a weather resistance.
[0039]
The film thickness of the resin film which becomes the container inner surface side and outer surface side after the container molding is not particularly defined. A film thickness generally used, for example, a film thickness of about 10 to 50 μm can be used.
[0040]
As described above, by applying the film defined in the present invention to the inner and outer surfaces of the container after forming the container, it is possible to produce a laminated metal plate excellent in contents take-out property, formability, adhesion, and design. Become.
[0041]
The resin film is formed by heat fusion to a metal plate. At this time, the degree of crystallinity of the film that becomes the container inner surface side after container molding is50% or moreIt must be less than 70%. From the examination results of the present inventors so far, it has been found that if the amount of crystals in the film becomes excessive, the moldability is adversely affected. Therefore, it is possible to improve the moldability by controlling the crystallinity of the film, and it becomes possible to form canned food cans and lids by setting the crystallinity of the film to less than 70%. . On the other hand, if the crystallinity is 70% or more, the moldability of the film is deteriorated, and problems such as film breakage and accompanying can collapse occur during the molding. A film crystallinity of less than 60% is more desirable because the moldability is further improved.
[0042]
The resin film laminated on the inner surface and outer surface of the container described above is obtained by melting the raw polymer resin by applying heat and shearing force with an extruder, forming a wide thin film with a T-type die, and immediately quenching with a chill roll. Or a method of biaxially stretching the film in the longitudinal direction and the transverse direction after passing through the T-type die. At that time, with respect to the film that becomes the inner surface of the container after molding, the treatment such as corona discharge applied to activate the surface of at least one surface is omitted.
[0043]
The resin film to which the color pigment is added is manufactured as follows. As a form of the pigment, a paste form, a powder form, or a master batch can be used. A masterbatch is a resin in which a pigment is dispersed at a high concentration in a resin to be colored, and has a plate shape, flake shape, and pellet shape. The pigments in these forms are dispersed and mixed with the raw polymer resin, melted with an extruder, and extruded with a T-die to obtain a uniformly colored resin film.
[0044]
The resin film to which the dye is added can also be produced by the same method as that for the resin film to which the pigment is added. However, in general, dyes are inferior in heat resistance. Therefore, in the case of a method for producing a required resin film by adding a dye and extruding it with an extruder as described above, the applicable dyes are limited. Is or isNoHowever, there is a problem that it is necessary to use an expensive dye.
[0045]
From the viewpoint of improving the above problems, the polypropylene film (A) of the resin film that becomes the inner surface of the container after the container molding, or the propylene / ethylene random copolymer film (B) mainly composed of polypropylene, and / or A resin film that becomes a base layer such as a resin film mainly composed of polyester of a resin film that becomes a container outer surface side after forming a container is formed by the method (extrusion method), and the film that becomes the base layer after film formation It is desirable that the adhesion layer is formed by a roll coating method or the like, and the dye is mixed only in the adhesion layer. In this case, an adhesive such as an epoxy phenol resin can be used as the adhesion layer of the resin film that becomes the outer surface side of the container after the container is formed.
[0046]
The temperature at which the adhesion layer is formed is lower than the temperature at which the resin film serving as the mother layer is melted. Therefore, when a dye is added to the adhesion layer, strict heat resistance is not required as in the case of adding a dye to the resin film as the mother layer, so the range of applicable dyes is expanded, and the above-mentioned problems are solved. It can be almost solved.
[0047]
As the metal plate, an aluminum plate or a mild steel plate that is widely used as a material for containers can be used, and in particular, a surface-treated steel plate in which a two-layer coating is formed in which the lower layer is made of metal chromium and the upper layer is made of chromium hydroxide. (So-called TFS) is optimal.
[0048]
The amount of adhesion of the metal chromium layer and the chromium hydroxide layer of TFS is not particularly limited, but from the viewpoint of adhesion and corrosion resistance after processing, the metal chromium layer is 70 to 200 mg / m in terms of Cr.2The chromium hydroxide layer is 10-30 mg / m2It is desirable to be in the range.
[0049]
Next, the manufacturing method of the laminated metal plate which concerns on this invention is demonstrated.
The laminate metal plate of the present invention is obtained by forming a resin film laminate layer by bringing a resin film into contact with both surfaces using a pressure-bonding roll (hereinafter referred to as a laminate roll) and thermally fusing it.
[0050]
On one surface of the metal plate (the surface that becomes the inner surface of the container after the metal plate is molded), the polypropylene film (A) or the propylene / ethylene random copolymer film (B) mainly composed of polypropylene, or the above A resin film of any one of a multilayer film having a resin layer containing a polar group as an adhesion layer is laminated on the surface of the film (A) or (B) that is in close contact with the metal plate.
[0051]
At that time, since the metal plate is cooled by the laminating roll and the temperature is lowered, the preheating temperature and laminating roll temperature of the metal plate to be laminated are taken into consideration, and the temperature of the metal plate immediately after passing the laminating roll is the film (A ) Or (B) must be set to be higher than the melting point.
[0052]
Thereby, at the time of lamination, the film is almost completely melted to increase the fluidity, and the wetting phenomenon occurs on the surface of the metal plate, so that the contact area is increased, thereby improving the adhesion. Further, as the film melts, the crystal structure in the film collapses, and it becomes possible to change the crystalline component that hinders the moldability to an amorphous component, thereby ensuring the film moldability required for container molding. On the other hand, when the temperature of the metal plate after passing through the laminate roll is lower than the melting point of the film, the film is insufficiently melted, so that the wetness on the surface of the metal plate is insufficient and the adhesion is insufficient. Since the crystalline component remains excessively in the film, the required formability cannot be ensured.
[0053]
Moreover, it is desirable that the time from the passage through the laminate roll to the start of cooling is from 1 second to 5 seconds. If it is less than 1 second, a sufficient contact area cannot be ensured because the melt wet time is short, and the effect of improving the adhesion becomes poor. Meanwhile, 5 secondsBeyondIn this case, due to the recrystallization phenomenon of the film that occurs after passing through the laminating roll, the crystal component is easily re-formed in the film, and the effect of improving the moldability becomes poor. By setting the time until the start of cooling to 1 second or more and 5 seconds or less, adhesion and formability can be improved.
[0054]
In addition to the above conditions, the temperature of the metal plate at the start of cooling should be a film melting point of −30 ° C. or higher.is necessary. That is, the film is maintained at a melting point of −30 ° C. or higher from the start of lamination to the start of cooling, so that wetting on the surface of the metal plate is further ensured, and recrystallization is effectively suppressed to crystallize. The degree can be less than 70%. This effect is further enhanced by setting the film melting point to −10 ° C. or more, and the crystallinity becomes easy to be less than 60%. On the other hand, when the temperature is lower than the film melting point −30 ° C., recrystallization in the film is likely to occur, and the moldability is hindered. The upper limit of the temperature is not particularly specified, but it is desirable that the temperature be at least the melting point of the film + 90 ° C. or less.
[0055]
Even when the film has a resin layer having a polar group as an adhesion layer on the surface that is in close contact with the metal plate, it is necessary to laminate under the same conditions as described above. The laminated film has the same effect as described above, and further, the adhesion free layer surface is increased by the adhesion layer, and the adhesion after lamination is more excellent.
[0056]
Moreover, the resin film which has polyester as a main component is preferably laminated | stacked on the surface which becomes a container outer surface side after container shaping | molding of a metal plate. Polyester-based films have high surface free energy and a wide laminating temperature range in which moldability is good. Laminating with is OK. In other words, even when laminated under these conditions, the moldability and adhesion required when molding cans and lids of canned foods targeted by the present invention can be ensured, and wetting with respect to ink required on the outer surface of the container is ensured. Can also be secured.
[0057]
In addition, the polyester film may have an adhesion layer such as epoxyphenol formed on the surface that is in close contact with the metal plate. By forming the adhesion layer, further improvement in adhesion and corrosion resistance can be expected. Further, by adding pigments and dyes to the adhesion layer, the polyester film can be colored without changing the film physical properties.
[0058]
【Example】
Examples of the present invention will be described below.
(Example 1)
A steel sheet that had been cold-rolled, annealed, and temper-rolled with a thickness of 0.18 mm and a width of 977 mm was degreased and pickled, and then chrome-plated to produce a chrome-plated steel sheet. Chrome plating is CrOThree, F-, SOFour 2-Chrome plating bath containing chrome plating, intermediate rinse, CrOThree, F-Was electrolyzed with a chemical conversion treatment solution. At that time, the electrolysis conditions (current density, amount of electricity, etc.) were adjusted to adjust the metal chromium adhesion amount and the chromium hydroxide adhesion amount.
[0059]
FIG. 1 shows a metal plate laminating apparatus. In the apparatus of FIG. 1, 1 is a chrome-plated steel plate, 2 is a metal plate heating device, 3 is a laminate roll, 5 is a cooling device, 6 is a cooling water tank, 7 is a sink roll, and 8 is cooling water. A
[0060]
Next, using the metal plate laminating apparatus shown in FIG. 1, the chrome-plated
[0061]
The melting point of the resin film was obtained by increasing the temperature from 20 ° C. to 300 ° C. at a nitrogen flow rate of 20 ml / min and a temperature increase rate of 10 ° C./min using a differential scanning calorimeter (Perkin Elmer DSC-2 type). The endothermic peak obtained was taken as the melting point.
[0062]
(1) The crystallinity of the film is measured by the following method for the laminated metal plate produced as described above, (2) Content takeout property, (3) Formability, (4) Adhesiveness (adhesion after processing) Sex).
[0063]
(1) Film crystallinity after lamination
About the film extract | collected by dissolving a metal plate part from a laminated metal plate, the crystallinity degree of the film was calculated | required according to the following formula from the density of the film calculated | required by the density gradient method.
X = [[(1 / dam) − (1 / d)] / [(1 / dam) − (1 / dc)]] × 100
here,
X: Crystallinity of film (%)
Dam: density of completely amorphous polypropylene resin (0.860 g / cc)
dc: density of fully crystallized polypropylene resin (0.938 g / cc)
d: Film density after lamination (g / cc)
In addition, the measurement of the density by the density gradient method was performed as follows according to the measurement method by the density gradient tube of JIS K7112.
(1) A density gradient tube is prepared using a high density and low density solution.
(2) Using a float with a known specific gravity, obtain the relationship between the water depth and density of the density gradient tube.
(3) Place the sample piece in a density gradient tube, and after 2 hours, read the position (water depth) where the sample piece was stationary.
(4) Obtain the density of the specimen from the relationship between the water depth and density of the density gradient tube.
[0064]
(2) Content removal
Using a drawing machine, a laminated metal plate was cup-formed in a drawing process with a blank diameter: 100 mm and a drawing ratio (diameter before molding / diameter after molding): 1.88. Subsequently, the contents in which the egg, meat, and oatmeal were uniformly mixed were filled in the cup, and the lid was tightened, followed by retorting (130 ° C. × 90 minutes). Then, remove the lid, turn the cup upside down, shake it by hand a few times, take out the contents, and observe the extent of the contents remaining inside the cup to evaluate the ease of taking out the contents did.
(About the score)
○: The contents can be easily taken out, and there is no deposit on the inner surface of the cup after taking out.
X: It is difficult to take out the contents only by shaking by hand, and the contents cannot be taken out unless scraped with a spoon or the like, and a lot of deposits are observed on the inner surface of the cup after taking out.
[0065]
(3) Formability
After the wax was applied to the laminated metal plate, a disk having a diameter of 179 mm was punched out to obtain a shallow drawn can with a drawing ratio of 1.65. Next, the drawn can was redrawn at a drawing ratio of 1.80. The degree of damage of the deep drawn can film thus obtained was visually observed.
(About the score)
(Double-circle): After a shaping | molding, a film is not damaged and film peeling is not recognized.
○: Molding is possible, but film peeling is observed.
X: The can is broken and cannot be molded.
[0066]
(4) Adhesion
A sample for peel test (
(About the score)
A: 0.15 kg / 15 mm or more
○: 0.10 kg / 15 mm or more, less than 0.15 kg / 15 mm
×: Less than 0.10 kg / 15 mm
The evaluation results are shown in Table 1.
[0067]
[Table 1]
As shown in Table 1, all the laminated metal plates within the scope of the present invention have good contents take-out property, formability, and work adhesion. In addition, in all of the invention examples laminated under the conditions of the present invention, the crystallinity of the film is50% or moreIt was less than 70% and showed good characteristics. In particular, when the metal plate temperature at the start of cooling is a film melting point of −10 ° C. or higher, the crystallinity of the film is less than 60%, and the moldability and work adhesion are more excellent.
[0069]
On the other hand, even if the film prescribed | regulated to this invention is used, the crystallinity degree of a film is 70% or more in Comparative Examples 1, 3, and 4 whose lamination conditions are outside the scope of the present invention. The sex was poor. Moreover, the comparative example 2 which used PET for the surface which becomes a container inner surface side after container shaping | molding had the bad content pick_out | removability.
[0070]
(Example 2)
A steel sheet that had been cold-rolled, annealed, and temper-rolled with a thickness of 0.18 mm and a width of 977 mm was degreased and pickled, and then chrome-plated to produce a chrome-plated steel sheet. Chrome plating is CrOThree, F-, SOFour 2-Chrome plating bath containing chrome plating, intermediate rinse, CrOThree, F-Was electrolyzed with a chemical conversion treatment solution. At that time, the electrolysis conditions (current density, amount of electricity, etc.) are adjusted, and the metal chromium adhesion amount is 120 mg / m2(Chromium equivalent adhesion amount), chromium hydroxide adhesion amount of 15 mg / m2(Adhered amount in terms of chromium) was adjusted.
[0071]
Next, using the metal plate laminating apparatus shown in FIG. 1, the chrome-plated
The type of
[0072]
The laminated metal plate produced by the above method is subjected to the following methods: (1) Crystallinity of film, (2) Content takeout property, (3) Formability, (4) Adhesiveness (adhesiveness after processing) ), (5) The design properties were evaluated.
[0073]
(1) Film crystallinity after lamination
Evaluation was performed in the same manner as in Example 1.
[0074]
(2) Content removal
Evaluation was performed in the same manner as in Example 1.
[0075]
(3) Formability
After the wax was applied to the laminated metal plate, a disk having a diameter of 179 mm was punched out to obtain a shallow drawn can with a drawing ratio of 1.65. The degree of damage of the deep drawn can film thus obtained was visually observed. The score was the same as in Example 1.
[0076]
(4) Adhesion
A sample for peel test (
(About the score)
○: 0.10 kg / 15 mm or more.
X: Less than 0.10 kg / 15 mm.
[0077]
(5) Designability
The inner and outer surfaces of the can that could be molded in the above (3) were observed with the naked eye to evaluate whether sufficient design properties were obtained.
(About the score)
A: A uniform color tone is obtained, and the color tone of the underlying metal plate is completely hidden, resulting in a beautiful finish.
○: An almost uniform color tone is obtained, and the color tone of the underlying metal plate is also generally concealed, so no painting is required for repair.
X: Since the color tone is uneven and there is a portion where the color tone of the underlying metal plate is not concealed, repair coating is necessary to ensure design properties.
The evaluation results are shown in Table 3.
[0078]
[Table 2]
[Table 3]
As shown in Table 3, the invention examples within the scope of the present invention all have good contents takeout properties, moldability, and post-processing adhesion. In the example of the present invention, since the pigment is added to the film, the design is good. On the other hand, the comparative example which deviates from the scope of the present invention is inferior in any of the properties of content take-out property, moldability and post-processing adhesion. In the comparative example, those in which no pigment is added to the film are further inferior in design.
[0081]
【The invention's effect】
The laminated metal plate according to the present invention has good contents take-out properties, formability, post-processing adhesion, or even design, and is suitable as a container material for drawing or the like, particularly as a food container container material.
[Brief description of the drawings]
FIG. 1 is a view showing a main part of a laminating apparatus for a metal plate.
[Explanation of symbols]
1 Metal plate (chrome plated steel plate)
2 Metal belt heating device
3 Laminate roll
4a, 4b film
5 Cooling device
6 Cooling tank
7 Syncroll
8 Cooling water
11 Sprayer
12 Circulation pump
13 Heat exchanger
15 Splash prevention cover
Claims (15)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2001232013A JP3855698B2 (en) | 2000-08-07 | 2001-07-31 | Film laminated metal plate for container and method for producing the same |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000-238166 | 2000-08-07 | ||
| JP2000238166 | 2000-08-07 | ||
| JP2001232013A JP3855698B2 (en) | 2000-08-07 | 2001-07-31 | Film laminated metal plate for container and method for producing the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2002120324A JP2002120324A (en) | 2002-04-23 |
| JP3855698B2 true JP3855698B2 (en) | 2006-12-13 |
Family
ID=26597463
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2001232013A Expired - Fee Related JP3855698B2 (en) | 2000-08-07 | 2001-07-31 | Film laminated metal plate for container and method for producing the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3855698B2 (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU2003284642A1 (en) | 2003-08-18 | 2005-03-07 | Nippon Steel Corporation | Laminated metal sheet and process for producing the same |
| JP4339046B2 (en) * | 2003-08-18 | 2009-10-07 | 三菱アルミニウム株式会社 | Method for producing resin-coated aluminum material |
| JP4942694B2 (en) * | 2008-03-27 | 2012-05-30 | 株式会社フジシールインターナショナル | Heat shrinkable label |
| JP7376044B2 (en) * | 2020-03-26 | 2023-11-08 | マツダ株式会社 | Bonding structure and bonding method between metal and resin components |
| CN115071225B (en) * | 2022-06-15 | 2024-04-30 | 粤海中粤(中山)马口铁工业有限公司 | Coated iron processing method, coated iron and pressure-bearing metal tank using coated iron |
-
2001
- 2001-07-31 JP JP2001232013A patent/JP3855698B2/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2002120324A (en) | 2002-04-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5358994B2 (en) | Polyester resin coated metal sheet for containers | |
| JP5892294B2 (en) | Resin-coated metal plate for container and method for producing the same | |
| JP6028886B1 (en) | Resin-coated metal plate for containers | |
| JP5509575B2 (en) | Resin-coated metal plate for containers | |
| JPH02501638A (en) | laminated metal sheets | |
| JP5403195B1 (en) | Laminated metal plate and canned food containers | |
| EP1908583B1 (en) | Resin-coated metal plate | |
| JP5146327B2 (en) | Polylactic acid resin-coated metal plate for containers with excellent hydrolysis resistance | |
| JP4977875B2 (en) | Resin-coated metal plate for containers | |
| JP3855698B2 (en) | Film laminated metal plate for container and method for producing the same | |
| JP5347343B2 (en) | Polyester resin coated metal sheet for containers | |
| JP5200707B2 (en) | Polyester resin coated metal sheet for containers | |
| JP2005342911A (en) | Resin coating metal sheet for container | |
| JP4826419B2 (en) | Resin-coated metal plate for containers | |
| JP2003236985A (en) | Film-laminated metal sheet for container | |
| JP4341471B2 (en) | Resin-coated metal plate for containers | |
| JP5765391B2 (en) | Easy-open can lid made of resin-coated steel sheet and method for producing the same | |
| JP4341469B2 (en) | Resin-coated metal plate for containers | |
| JP5605012B2 (en) | Resin-coated metal plate for containers | |
| JP5669344B2 (en) | Easy-open can lid made of resin-coated steel sheet and method for producing the same | |
| JP4779295B2 (en) | Resin-coated metal plate for container and method for producing the same | |
| JP2006069212A (en) | Film laminated metal sheet for container | |
| JP5605013B2 (en) | Resin-coated metal plate for containers | |
| JP4946981B2 (en) | Polyester resin coated metal sheet for containers | |
| WO2024209846A1 (en) | Resin-coated metal plate and method for manufacturing same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050801 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050816 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051013 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060822 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060904 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3855698 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| RD01 | Notification of change of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7421 Effective date: 20060921 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20090922 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100922 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100922 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110922 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110922 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120922 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120922 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130922 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |