JP3799962B2 - 耐チッピング性を向上させる表面処理方法 - Google Patents
耐チッピング性を向上させる表面処理方法 Download PDFInfo
- Publication number
- JP3799962B2 JP3799962B2 JP2000149527A JP2000149527A JP3799962B2 JP 3799962 B2 JP3799962 B2 JP 3799962B2 JP 2000149527 A JP2000149527 A JP 2000149527A JP 2000149527 A JP2000149527 A JP 2000149527A JP 3799962 B2 JP3799962 B2 JP 3799962B2
- Authority
- JP
- Japan
- Prior art keywords
- surface treatment
- base material
- coating layer
- treatment method
- hard base
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images



Landscapes
- Milling Processes (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
- Electrical Discharge Machining, Electrochemical Machining, And Combined Machining (AREA)
- Mounting, Exchange, And Manufacturing Of Dies (AREA)
- Other Surface Treatments For Metallic Materials (AREA)
Description
【発明の属する技術分野】
本発明は、切削工具や金型等の耐チッピング性を向上させる技術に関する。
【0002】
【従来の技術】
切削工具で金型等を加工する場合に切削工具の刃先にチッピングが生じ易いという問題がある。また、金型で冷間鍛造等を実施する場合に、チッピングが生じ易いという問題がある。このチッピングは材料の強度が低いために発生する。チッピングを防止するには、「材料の強度」を「材料にかかるせん断力」より大きくすることが必要とされる。
【0003】
例えば、切削工具に生じるチッピングを防止する方法として、従来から以下の3つの方法が提案されている。
まず、「刃先の強度」を向上させる方法として、
(1)工具母材自体を靭性の高い材種に変更すること、
(2)工具形状を変更すること、が提案されている。
また、「刃先にかかるせん断力」を低減させる方法として、
(3)切削条件を変更すること、が提案されている。
しかしながら、(1)および(2)については、工具費が増加するという問題がある。また、(3)については、加工時間が増加するという問題がある。
【0004】
また、工具表面をPVD処理またはCVD処理する方法が提案されている。
PVD処理では、工具表面に密着性に優れるコーティング(例えばTiAIN皮膜)を1〜5μm皮膜する。このPVD処理をすると、切刃の耐磨耗性が向上して潤滑性が付与されるために、切刃に微小クラックが発生するのを抑制する。ただし、膜厚が1〜5μmと薄いため、耐チッピング性を向上する効果はほとんど得られない。
CVD処理では、超硬合金の表面に、Ti系化合物被膜とAl2O3を交互に積層する。このCVD処理によると、2〜15μmの多層コーティングが得られる。このCVD処理で形成される膜厚が10μm以上の場合には、耐チッピング性を向上させる効果が多少は得られるものの、その効果は非常に不十分である。
【0005】
【発明が解決しようとする課題】
本発明者らは、耐チッピング性を効果的に向上させることができる方法を理論的および実験的に詳細に検討したところ、放電加工による表面処理を施すことによって耐チッピング性を効果的に向上させることができることを見出した。
【0006】
【課題を解決するための手段および作用と効果】
本発明に係る耐チッピング性を向上させる表面処理方法(耐チッピング性向上方法)は、硬質母材の耐チッピング性を向上させる表面処理方法であって、被膜材料を有する電極と前記硬質母材との間に放電を発生させて前記硬質母材の表面に被膜層を形成した後に、前記電極と前記硬質母材との間に前記被膜層の形成が実質的に進行しない小電流による放電を発生させる工程を実施することを特徴とする。
本発明によれば、硬質母材の表面に高硬度の被膜層を充分な厚みとなるまで形成し得るので、耐チッピング性を効果的に向上させることができる。
従って、本発明によると、チッピングの発生を防止しながら、切削工具等の材質を従来のものから代える必要がなく、また、切削条件を高能率なものに維持できる。
【0007】
前記耐チッピング性向上方法においては、前記被膜層を前記硬質母材からなる切削工具のすくい面に形成することが好ましい。
本発明によれば、切削工具において、チッピングを発生させる要因であるせん断力がかかるすくい面に被膜層を形成しているため、切削工具の耐チッピング性をより効果的に向上させることができる。
【0008】
前記耐チッピング性向上方法においては、前記被膜層を構成する前記被膜材料のヤング率を前記硬質母材のヤング率より小さくすることが好ましい。
本発明によれば、被膜材料のヤング率を硬質母材のヤング率より小さくしているため、被膜材料の方が硬質母材より靭性が高くなる。従って、耐チッピング性をより効果的に向上させることができる。
【0009】
前記耐チッピング性向上方法においては、前記被膜層の膜厚を10〜30μmにすることが好ましい。
本発明によれば、被膜の膜厚を10〜30μmとしているため、硬質母材にまですくい面磨耗が容易に進行しない。従って、耐チッピング性をより一層向上させることができる。
【0010】
前記耐チッピング性向上方法においては、前記被膜層の表面から内部に向かって、前記硬質母材の構成成分の割合が漸増する傾斜性組織に形成することが好ましい。
本発明によれば、被膜層を傾斜性組織としているため、応力を受けた際のひずみ量の差によって硬質母材と被膜の間に剥離が生じにくくなる。従って、高い耐チッピング性を長期にわたって維持できる。
【0011】
前記耐チッピング性向上方法においては、前記硬質母材の表面に前記被膜層を形成後、ショットピーニング的効果を付与する工程を実施することが好ましい。本発明では、硬質母材の表面にショットピーニング的効果を与えることで被膜層を形成しているため、被膜層が圧縮応力層に形成されるので、耐チッピング性をより一層に向上させることができる。
【0012】
前記耐チッピング性向上方法においては、前記硬質母材を、超硬合金、サーメット、セラミックス、ハイスのいずれか1つとすることが好ましい。
本発明によれば、超硬合金、サーメット、セラミックス、ハイスで形成される切削工具、金型等の耐チッピング性を向上させることができる。
【0013】
本発明の他の態様として、請求項1から6のいずれかに記載の耐チッピング性向上方法によって切削工具または金型の硬質母材の表面に被膜層を形成してもよい。
本発明に係る切削工具または金型によれば、請求項1から6に記載の耐チッピング性向上方法による作用効果と同様の作用効果を奏することができる。
【0014】
【発明の実施の形態】
(実施の形態1)本発明の実施の形態に係る放電表面処理方法に使用する放電加工装置の構成について図1を用いて説明する。図1は、放電表面処理装置の構成図である。図1に示す放電表面処理装置20は、エンドミル(被処理材)22、このエンドミル22を保持する保持装置26、この保持装置26をモータ36に連結された回転軸37を介して回転させるとともにZ軸駆動機構34によって矢印Z方向にスライドさせるZ軸駆動装置30、前記エンドミル22に改質層を形成する圧粉体電極24、この圧粉体電極24を保持する電極保持装置28等を備えている。
前記エンドミル22と前記圧粉体電極24は加工槽38内に配置されている。この加工槽38内は、放電加工液40で満たされている。また、この加工槽38は、Xテーブル42およびYテーブル44上に載置され、X軸駆動機構46およびY軸駆動機構48によってX軸およびY軸の方向に移動可能となっている。このため、加工槽38内に配置された電極保持装置28もX軸およびY軸方向に移動可能となっている。
【0015】
また、図1に示す放電表面処理装置20は、前記エンドミル22の刃先が前記圧粉体電極24に沿って動くように制御する制御装置50、この制御装置50に送信するための前記エンドミル22と前記圧粉体電極24との間の極間距離を検出する極間検出回路54、前記エンドミル22と前記圧粉体電極24との間に放電を発生させる電力を供給する電源装置56等を備えている。
前記制御装置50は、エンドミル22の刃先の長さ、刃先の軌跡移動に関する数値データを記憶するメモリ、CPUを備えている。
【0016】
次に、以上のように構成された放電表面処理装置20の動作について説明する。まず、圧粉体電極24を固定した状態で、エンドミル22の刃先が圧粉体電極24に対し所定の放電間隙となるように、エンドミル22をZ軸駆動装置30およびZ軸駆動機構34によってZ方向にスライドおよびZ方向の軸を中心に回転させることでエンドミル22の位置を制御する。
その後、放電加工液40中において、エンドミル22と圧粉体電極24との間に電源装置56によって電力を供給して両者間に放電を発生させる。
【0017】
このとき、制御装置50は、Z軸駆動装置30およびZ軸駆動機構34に対し、エンドミル22の刃先を圧粉体電極24に沿って移動させるための指令信号(刃先の軌跡移動を指令する)を送信する。そして、前記指令信号を受信したZ軸駆動装置30およびZ軸駆動機構34によって、刃先が圧粉体電極24に沿うようにエンドミル22を移動させる。
また、制御装置50は、X軸駆動機構46、Y軸駆動機構48に対し、エンドミル22と圧粉体電極24との間の極間距離を所定値に維持するため、極間制御信号を送信する。そして、前記極間制御信号を受信したX軸駆動機構46およびY軸駆動機構48によって、Xテーブル42、Yテ−ブル44をXおよびY方向に移動させることで前記エンドミル22と前記圧粉体電極24との極間距離を一定に維持する。
上記に示した放電表面処理装置20によって、エンドミル22の刃先に被膜層を形成することができる。即ち、この放電によって圧粉体電極24が消耗し、この圧粉体電極24の成分であるTiCを中心とした高硬度(2000〜2500mHV)の被膜層を充分な厚みとなるまでエンドミル22の刃先に形成することができる。
【0018】
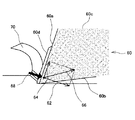
(実施の形態2)本発明の実施の形態に係る放電表面処理方法によって、切削工具の刃先のすくい面に被膜層を形成する場合について説明する。図2に切削工具の刃先を示した図を示す。図2において60は切削工具、60aは切削工具の刃先のすくい面、60bは切削工具の刃先の逃げ面である。また、60cは超硬母材、60dは被膜層である。切削工具60のすくい面60aは、すくい面60aに対して垂直に作用する垂直力62と、すくい面60aに対して平行に作用する摩擦力64との2つの力の合力で刃先にチッピングを発生させる直接の目安となるせん断力66を受けている。このため、このせん断力を受けているすくい面60aに対し、チッピングの発生を防止する対策を施す必要がある。
本発明の実施の形態に係る放電表面処理方法では、切削工具60の刃先のすくい面60aに被膜層60dを形成しているため、チッピングの発生をより効果的に防止することができる。また、切削工具60の刃先のすくい面60aのみの局部処理であれば、放電加工による処理であるため、数十秒から数分で表面処理をすることができる。
【0019】
(実施の形態3)本発明の実施の形態に係る放電表面処理方法によって、超硬母材のヤング率よりも小さいヤング率の被膜材料によって被膜層を形成する場合について説明する。エンドミル22とTi系の圧粉体電極24との間の放電を発生させると、超硬母材のヤング率(45000〜57000kg/mm2)よりも小さいヤング率(32000〜35000kg/mm2)のTiC(炭化チタン)を主成分とする被膜層をエンドミル22の刃先に形成することができる。これは、放電加工液40が油であるため、放電の熱で分解した油の成分のC(炭素)と電極中のTi(チタン)が熱により化学反応を起こしてTiCとなるからである。このように、母材である超硬のヤング率よりも小さいヤング率の被膜材料を被覆すると、耐チッピング性をより向上させることができる。
以下、母材である超硬のヤング率よりも小さいヤング率の被膜材料を被覆すると、耐チッピング性をより向上させることができる理由を説明する。
【0020】
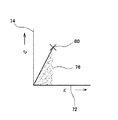
セラミックス材料に対して引張り試験を行うと、図3に示すような応力とひずみの関係が得られる。横軸72はひずみεを示し、縦軸74は応力σを示す。応力σを大きくしていくと、塑性変形の始まる降伏点前で破断が生じ、80に示す時点で脆性破壊と呼ばれる現象が生じる。この脆性破壊を生じにくくさせるには靭性(図3に示す部分の面積76:σ・ε/2)を大きくする必要がある。なお、靭性とは、材料が破壊するのに要する単位時間当たりの仕事である。
チッピングもこの脆性破壊の一態様である。よって、チッピングを生じにくくするためには、靭性を大きくする必要がある。
【0021】
被覆面と母材に加わる応力σ(荷重)は等しい。よって、靭性(図3に示す部分の面積76:σ・ε/2)を大きくするためには、ひずみεを大きくする必要がある。ここで、応力σは、σ=E・ε(E:ヤング率)で表される。よって、応力σが等しい場合には、ヤング率Eが小さいほどひずみεが大きくなり、靭性が高くなる。
よって、母材のヤング率Eよりも被膜のヤング率Eを小さくすれば、母材の靭性よりも被膜の靭性の方が大きくなるため、耐チッピング性をより向上させることができる。具体的には、母材である超硬のヤング率は、45000〜57000kg/mm2であるため、被膜材料としては、TiCの他には、例えば、ZrC(26000〜35500kg/mm2)、VC(27300〜27600kg/mm2)、NbC(34500〜34600kg/mm2)、TaC(29000〜29100kg/mm2)等を用いればよい。
【0022】
(実施の形態4)本発明の実施の形態に係る放電表面処理方法によって、被膜層を厚膜化する場合について説明する。被膜層の厚さはパルス幅τpに関係しており、被膜層を厚膜化するためには、パルス幅τpを長くすればよい。被膜層の厚さは、チッピングに対する効果を十分に得るためには、10μm以上であることが望ましい。ただし、30μmを超えると切削時に母材と被膜の間の熱膨張の差が大きくなり、亀裂が生じて剥離しやすくなるため、30μm以下であることが望ましい。
【0023】
図4に被膜材料の弾性体モデルを示す。図4に示すように、被膜材料84と超硬母材82にかかる荷重86(=応力σ)が等しい場合は、σ=E・εであるから、超硬母材82よりも被膜材料84のヤング率Eが小さいと、超硬母材82よりも被膜材料84のひずみεが大きくなる。この結果、図4に示すように、被膜材料84を弾性体とみなすことができる。弾性体は厚いほど、被覆面上に受けた荷重86による衝撃を被膜材料84で吸収することができる。また、硬質母材にまですくい面磨耗が容易に進行しない。従って、被膜材料84の膜厚を厚くすると、耐チッピング性をより一層向上させることができる。
【0024】
(実施の形態5)本発明の実施の形態に係る放電表面処理方法によって、超硬母材に傾斜性組織の被膜層を形成する場合について図1および図5を用いて説明する。図5は、図2に示す切削工具の刃先の拡大図である。図1に示す圧粉体電極24を用いて、一定の放電エネルギーで放電を発生させて表面処理をすると、図5に示すように成分に傾斜性を有する被膜層60dを得ることができる。
即ち、被膜層60dの上面部60fでは、ほぼTiCで形成され、被膜層60dと超硬母材60cとの接触面60eに向かうにつれてTiCの量が漸減するとともに母材の量が漸増する。このため、被膜層60dは、TiCが単独で形成されているより硬度変化がなめらかな傾斜性組織となる。
【0025】
このように、本実施の形態に係る放電表面処理方法によれば、被膜層60dを傾斜性組織としているため、ヤング率Eの差で生じる被膜層60dの特性と硬質母材60cの特性が徐々に変化する。よって、ヤング率Eの差で生じるひずみεの差が被膜層60dと硬質母材60cの接触面60eの付近で大きくなることはない。このため、応力σを受けた際のひずみεの差によって硬質母材60cと被膜層60dの間に剥離が生じることはない。従って、被膜層60dが傾斜性組織であると、密着性、耐衝撃性が高くなり、また、熱膨張に対しても優れるため、チッピングが容易に発生しないようになる。
【0026】
(実施の形態6)本発明の実施の形態に係る放電表面処理方法によって、被膜層を圧縮応力層に形成する場合について説明する。電流値を限りなく0に近い値に設定し、電圧だけ印加して処理時間を増加させると、ショットピーニング的効果が発生し、これによってチッピングの発生を防止することができる。即ち、電流値を限りなく0に近い値に設定し、電圧だけ印加して処理時間を増加させると、母材と電極との極間には加工が進行しない程度の小さな放電が発生する。この放電加工時の気化爆発が生じたときの極間における圧力の衝撃によって、ショットピーニングにおける物理的な球状粉末の衝撃と同様の衝撃が超硬母材に作用する。この衝撃によって、超硬母材の表面は加工硬化し、表面応力層が圧縮方向に変化し、圧縮応力層が形成される。
このように、被膜層が圧縮応力層に形成されると、耐チッピング性をより効果的に向上させることができる。
【0027】
(実施の形態7)本発明の実施の形態に係る放電表面処理方法によって表面処理を施したヘリカルチップ(放電TiCコート)と、表面処理を施していないヘリカルチップ(ノーマル)について、以下の条件でチッピングに対する試験を行った。
(条件1)切削長:約10m、回転数:716min−1、径切込:1mm、周速:54.0m/min、Z切込:3mm、送り速度:337mm/min、1刃送り:0.47mm/刃、加工機:NCフライス盤、被削材:SKD61、電極:TiC焼結体電極、処理時間:1min
(条件2)切削長:約10m、回転数:1194min−1、径切込:1mm、周速:90.0m/min、Z切込:3.3mm、送り速度:561mm/min、1刃送り:0.47mm/刃、加工機:NCフライス盤、被削材:SKD61、電極:TiC焼結体電極、処理時間:1min
この結果、条件1および条件2のいずれの場合にも、表面処理を施していないヘリカルチップ(ノーマル)についてはチッピングが発生したが、表面処理を施したヘリカルチップ(放電TiCコート)についてはチッピングが発生しなかった。
このように、本発明の実施の形態に係る放電表面処理方法をヘリカルチップに適用すれば、ヘリカルチップの耐チッピング性を向上させることができ、工具の長寿命化、工具費の低減を図ることができる。
【0028】
(実施の形態8)また、本発明の実施の形態に係る放電表面処理方法によって表面処理を施した打ち抜きパンチ(放電TiCコート)と、表面処理を施していない打ち抜きパンチ(ノーマル)について、以下の条件でチッピングに対する試験を行った。条件は、放電電流:IP=1.4、パルス幅:ON=1.0、休止時間:OFF=6.0、処理時間:端面10min、側面10minである。なお、放電加工後の面粗さを改善するために人手による磨きを実施している。
この結果、表面処理を施していない打ち抜きパンチ(ノーマル)については50%の確率でチッピングが発生したが、表面処理を施した打ち抜きパンチ(放電TiCコート)についてはチッピングが発生しなかった。
このように、本発明の実施の形態に係る放電表面処理方法を打ち抜きパンチに適用すれば、従来、打ち抜きパンチの端面にチッピングが発生した場合は、パンチ端面を引き下げ、パンチ長さをシムで調整していたが、このような調整をする必要がなくなる。
【0029】
以上で説明した本発明の実施の形態に係る放電表面処理方法によれば、PVDおよびCVD処理による方法に比較して種々の有利な効果を得ることができる。例えば、PVDおよびCVD処理の場合は、被膜層の厚さは約15μmが上限であるのに対し、放電加工による表面処理の場合は、被膜層の厚さを30μmとすることも容易である。また、PVDおよびCVD処理に比較して、被膜の密着性を強くすることができる。また、PVDおよびCVD処理では、被膜層を傾斜性組織にすることが1回の処理では不可能であるのに対し、放電加工による表面処理では、1回の処理で可能である。また、表面処理の際の処理時間も短い(特に、すくい面のみの局部処理の場合は、数十秒から数分程度)。また、真空槽など特殊な装置を必要としないので面倒な洗浄も不要であり、どの製造元の切削工具等であっても表面処理を行うことが可能である。従って、PVDおよびCVD処理に比較して、短時間に、容易に表面処理を行うことができる。
【0030】
以上、本発明の実施の形態について説明したが、本発明は上記の実施の形態になんら限定されるものではなく、本発明は当業者の知識に基づいて種々の変更、改良を施した形態で実施することができる。
例えば、本発明の実施の形態では超硬母材について説明をしたが、母材は、サーメット、セラミックス、ハイス等であってもよい。即ち、従来、高速切削における耐酸化性、耐塑性変形性、耐磨耗性、耐溶着性等にすぐれていながら、脆くて、チッピングが発生しやすいという欠点のためにあまり使用されていなかったサーメット、セラミックス等に本発明を適用することでこれらの材料の適用範囲を拡大することができる。また、本発明の実施の形態では、切削工具として、エンドミル、ヘリカルチップ、打ち抜きパンチについて説明したが、本発明は、チッピングの発生し得る切削工具全般について適用することができる。また、本発明の実施の形態では、切削工具について説明したが、本発明は、金型のチッピング防止についても適用することができる。例えば、冷間鍛造金型の使用時に、金型先端の成形面には非常に強い圧力がかかるため、チッピングが生じやすいが、本発明を金型に適用することにより、チッピングの発生を防止することができる。また、加工の種類は、大荒加工、荒加工、中仕上加工、仕上加工等、チッピングの発生し得る加工全般について適用することができる。
【図面の簡単な説明】
【図1】放電表面処理装置の構成図
【図2】切削工具の刃先を示した図
【図3】応力とひずみの関係を示した図
【図4】被膜材料の弾性体モデル
【図5】切削工具の刃先の傾斜性組織を示した図
【符号の説明】
60…切削工具
60c…超硬母材
60d…被膜層
Claims (8)
- 硬質母材の耐チッピング性を向上させる表面処理方法であって、被膜材料を有する電極と前記硬質母材との間に放電を発生させて前記硬質母材の表面に被膜層を形成した後に、前記電極と前記硬質母材との間に前記被膜層の形成が実質的に進行しない小電流による放電を発生させる工程を実施することを特徴とする表面処理方法。
- 前記被膜層を前記硬質母材から構成される切削工具のすくい面に形成することを特徴とする請求項1に記載の表面処理方法。
- 前記被膜層を構成する前記被膜材料のヤング率を前記硬質母材のヤング率より小さくすることを特徴とする請求項1に記載の表面処理方法。
- 前記被膜層の膜厚を10〜30μmにすることを特徴とする請求項1に記載の表面処理方法。
- 前記被膜層の表面から内部に向かって、前記硬質母材の構成成分の割合が漸増する傾斜性組織に形成することを特徴とする請求項1に記載の表面処理方法。
- 前記硬質母材を、超硬合金、サーメット、セラミックス、ハイスのいずれか1つとすることを特徴とする請求項1から5のいずれかに記載の表面処理方法。
- 請求項1から6のいずれかに記載の表面処理方法によって硬質母材の表面に被膜層が形成された切削工具。
- 請求項1および3から6のいずれかに記載の表面処理方法によって硬質母材の表面に被膜層が形成された金型。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000149527A JP3799962B2 (ja) | 2000-05-22 | 2000-05-22 | 耐チッピング性を向上させる表面処理方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2000149527A JP3799962B2 (ja) | 2000-05-22 | 2000-05-22 | 耐チッピング性を向上させる表面処理方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2001329382A JP2001329382A (ja) | 2001-11-27 |
| JP3799962B2 true JP3799962B2 (ja) | 2006-07-19 |
Family
ID=18655371
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2000149527A Expired - Fee Related JP3799962B2 (ja) | 2000-05-22 | 2000-05-22 | 耐チッピング性を向上させる表面処理方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3799962B2 (ja) |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE527684C2 (sv) * | 2004-11-10 | 2006-05-09 | Sandvik Intellectual Property | Skärande verktyg för metallbearbetning samt metod vid tillverkning av skärande verktyg |
| JP5068574B2 (ja) * | 2007-04-18 | 2012-11-07 | 株式会社Ihi | 包丁 |
| JPWO2010038300A1 (ja) * | 2008-10-02 | 2012-02-23 | 株式会社Ihi | 刃物 |
| JP2012120856A (ja) * | 2012-01-30 | 2012-06-28 | Ihi Corp | 刃物 |
| CN104647404A (zh) * | 2015-02-13 | 2015-05-27 | 武汉苏泊尔炊具有限公司 | 刀具及该刀具的制造方法 |
| CN106065846B (zh) * | 2016-05-30 | 2018-09-18 | 安徽国成顺风风力发电有限公司 | 一种耐腐蚀风力发电机叶片及表面处理工艺 |
-
2000
- 2000-05-22 JP JP2000149527A patent/JP3799962B2/ja not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| JP2001329382A (ja) | 2001-11-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Sivaprakasam et al. | Experimental investigations on nano powder mixed Micro-Wire EDM process of inconel-718 alloy | |
| Hung et al. | Using a helical micro-tool in micro-EDM combined with ultrasonic vibration for micro-hole machining | |
| Lauwers | Surface integrity in hybrid machining processes | |
| Li et al. | Electrical discharge-assisted milling for machining titanium alloy | |
| Lin et al. | Surface improvement using a combination of electrical discharge machining with ball burnish machining based on the Taguchi method | |
| Chiou et al. | A study of the machining characteristics of micro EDM milling and its improvement by electrode coating | |
| Nguyen et al. | Die steel surface layer quality improvement in titanium μ-powder mixed die sinking electrical discharge machining | |
| JPH07112329A (ja) | 放電加工による表面処理方法およびその装置 | |
| US6086684A (en) | Electric discharge surface treating method and apparatus | |
| Ibrahim et al. | The effect of dry machining on surface integrity of titanium alloy Ti-6Al-4V ELI | |
| CN101294237A (zh) | 一种超声表面线型滚压加工设备及其使用方法 | |
| Saxena et al. | Overview of hybrid machining processes | |
| CN111893278A (zh) | 脉冲电流与喷丸耦合的金属材料表面强化装置及方法 | |
| Ahmed et al. | On the design and application of hybrid electrical discharge and arc machining process for enhancing drilling performance in Inconel 718 | |
| JP3799962B2 (ja) | 耐チッピング性を向上させる表面処理方法 | |
| Lin et al. | Machining characteristics of a hybrid process of EDM in gas combined with ultrasonic vibration | |
| Bhadauria et al. | Electrical-discharge machining of tungsten carbide (WC) and its composites (WC-Co)–A review | |
| JP4652446B2 (ja) | 硬質被膜の脱膜方法 | |
| Yan et al. | Surface modification of Al–Zn–Mg alloy by combined electrical discharge machining with ball burnish machining | |
| JP2013202700A (ja) | 耐久性に優れる被覆工具およびその製造方法 | |
| JP3627784B2 (ja) | 放電表面処理方法 | |
| JP3798100B2 (ja) | 放電表面処理方法及びその処理装置 | |
| Kumar et al. | Surface modification during electrical discharge machining process–a review | |
| Rao et al. | Surface modification by electro-discharge machining using powder metallurgy electrode: a review | |
| Amorim et al. | Performance and surface integrity of wire electrical discharge machining of thin Ti6Al4V plate using coated and uncoated wires |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040528 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20051005 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20051101 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051227 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20060119 |
|
| RD02 | Notification of acceptance of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7422 Effective date: 20060119 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20060119 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20060404 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20060417 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100512 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110512 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110512 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120512 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120512 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130512 Year of fee payment: 7 |
|
| LAPS | Cancellation because of no payment of annual fees |