JP3755953B2 - Method of manufacturing a metal envelope rotating anode X-ray tube - Google Patents
Method of manufacturing a metal envelope rotating anode X-ray tube Download PDFInfo
- Publication number
- JP3755953B2 JP3755953B2 JP04492097A JP4492097A JP3755953B2 JP 3755953 B2 JP3755953 B2 JP 3755953B2 JP 04492097 A JP04492097 A JP 04492097A JP 4492097 A JP4492097 A JP 4492097A JP 3755953 B2 JP3755953 B2 JP 3755953B2
- Authority
- JP
- Japan
- Prior art keywords
- ring
- anode
- thin plate
- bending angle
- substrate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images




Landscapes
- X-Ray Techniques (AREA)
- Manufacture Of Electron Tubes, Discharge Lamp Vessels, Lead-In Wires, And The Like (AREA)
Description
【0001】
【発明の属する技術分野】
本発明は、金属外囲器を有する回転陽極X線管の製造方法に係り、特に金属外囲器の構造および製作法を改善し、気密信頼性を向上させた金属外囲器回転陽極X線管の製造方法に関する。
【0002】
【従来の技術】
金属外囲器を有する回転陽極X線管の第1の従来例としては、特開昭54ー96985号公報に開示されたものがある。X線管の真空外囲器の中間部が金属製とされていて、X線管陽極を回転させるステータを傘形ターゲットに接近させて配置し、ステータと陽極端子との間の高電圧放電を防止している。この公知技術ではターゲットの裏面に対応する金属製外囲器の部分を銅などの熱伝導性の良い材料から成る金属環体とするものであった。この金属環体はほぼ平板状で、しかも材料が銅などの材料であるため、真空であるX線管内と大気圧であるX線管外との圧力差によって真空外囲器に加わる力に対し、金属環体が変形しやすいために金属環体の径を余り大きくすることができず、従ってターゲット直径の大きい大容量X線管には適用できないという問題点があった。また、金属環体を陽極に接近させた場合には金属環体から延長してガラス製外囲器部分に連結する接合部(アース電位)と陽極との間に、高電圧を印加したときに、高電圧放電が生じて前記接合部が破損し真空不良を生じ易くなるので、接合部を陽極から離れた位置に設けなければならず、結局ステータとターゲットとの間の距離を近付けることには制限を受けるという問題も有していた。
【0003】
上記の問題を対策した第2の従来例として、実開昭63ー18756号公報に、図5の回転陽極X線管が開示されている。この回転陽極X線管は金属外囲器のX線管陽極ターゲットの裏面に対面した部分を高温下でも機械的強度の優れた金属を用いて平板状に形成するとともに、ガラス外囲器と連結する接合部を陽極から電気的に遮蔽する遮蔽体を設けたものである。図5の構成を以下に簡単に説明する。図5において、回転陽極X線管の真空外囲器1は、ガラスなどの絶縁物から成る陰極側外囲器2、中間に位置する金属外囲器3、陰極側外囲器2と同様な絶縁物から成る陽極側外囲器4によって構成されている。この真空外囲器1の一端に陰極5が、他端に陽極6が真空気密を保って封着されている。陽極6には傘形のターゲット7がロータを含む回転支持機構によって回転可能に支持されている。陽極側外囲器4の外周にはロータを回転させるステータ8が絶縁筒9を介し配置されている。金属外囲器3は中間外囲器11とターゲット7の裏面に対面した基板12とから構成され、基板12の中央部には陽極6を貫挿させるための中空部13が設けられている。この中空部13の径より少し外周寄りの接続部10にて陽極側外囲器4と基板12が接続されている。また、中空部13には金属の遮蔽筒14が接続部10より長く突き出て設けられている。この遮蔽筒14は陽極6に対し、基板12と陽極側外囲器4との接続部10を電気的に遮蔽するものである。
【0004】
ここで、基板12は高温下でも機械的強度の大きいステンレス鋼(熱膨張係数.14×10 ̄6/deg)などの耐熱性高強度材料を平板状に形成されている。基板12の厚さが3〜6mmあれば、ターゲット7からの放熱に耐え、真空と大気圧との圧力差にも耐えることができる。従って、この構成を適用することにより、X線管陽極に直径の大きいターゲットの採用と、高電圧の印加と、ターゲットとステータとの距離を短くすることを可能とした。
【0005】
【発明が解決しようとする課題】
図5に示す第2の従来例では、基板12と陽極側外囲器4との接続部10において、ステンレス鋼から成る基板12と、硬質ガラスから成る陽極側外囲器4とが、硬質ガラスに封入したリング15により接続されている。X線管においては、耐熱性を考慮して硼珪酸ガラスなどの硬質ガラスが使用されており、このため、リング15の材料としては硼珪酸ガラスと熱膨張係数がほぼ等しいコバールが使用されている。このため、基板12とリング15の接続においては、両者の材料の熱膨張係数が大きく相違し、この接続部10に熱的歪による応力が発生し陽極側外囲器4が破損するという問題があった。リング15の長さを長くすることによって、熱応力は若干緩和されるが、それでも不十分であり、さらにリング15の長さを長くするとX線管の全長が長くなるという問題も発生した。
【0006】
従って、本発明では、上記の問題を解決して、製作工程および使用中に真空外囲器が破損することのない金属外囲器回転陽極X線管の製造方法を提供することを目的とする。
【0007】
【課題を解決するための手段】
上記目的を達成するため、本発明の金属外囲器回転陽極X線管の製造方法は、中間部が金属から成り、その両端部が硼珪酸ガラスを含む耐熱性絶縁物から成る真空外囲器内に、陰極と傘状ターゲットが前記耐熱性絶縁物に支持されて対向して配設され、前記真空外囲器の金属製中間部の前記ターゲットの裏面に対向する部分にステンレス鋼を含む耐熱性高強度金属材料から成る平板状のリング基板が配設され、該リング基板の内径部に陽極側に有る前記耐熱性絶縁物の一端部が接続されている金属外囲器回転陽極X線管の製造方法において、
前記リング基板の内径部と前記陽極側の耐熱性絶縁物との間に前記リング基板に接続される薄板状リングと前記耐熱性絶縁物に接続された円筒状リングを介在させ、該円筒状リングの材料を前記耐熱性絶縁物とほぼ等しい熱膨張係数を有するコバールを含む金属とし、前記薄板状リングと円筒状リングの接続部を溶接により接合し、前記薄板状リングを内径側で前記リング基板にろう付けする工程と、前記リング基板の外径側の端部には陽極側に向けて直角より小さい折り曲げ角度で曲げられた折り曲げ部Aを有し、前記円筒状リングの一端を前記耐熱性絶縁物にろう付けまたは溶着する工程と、他端にはフランジ部とその外周部で陽極側に向けて前記薄板状リングの折り曲げ角度と同じ折り曲げ角度で曲げられた折り曲げ部Bを有し、前記折り曲げ部Aの内側に前記折り曲げ部Bを嵌合する工程と、両折り曲げ部の端部を溶接により接合し、前記薄板状リングの折り曲げ部Aの折り曲げ角度について、前記薄板状リングの単体加工時の折り曲げ角度Bを溶接接合時の折り曲げ角度Aよりも大きくしておき、前記リング基板と前記薄板状リングとのろう付け時に前記折り曲げ部Aの折り曲げ角度を折り曲げ角度Bより折り曲げ角度Aに戻るようにする工程と、を有することを特徴とするものである。
【0013】
この構成では、リング基板と薄板状リングとのろう付け時に残留応力で薄板状リングの折り曲げ部が変形するので、その変形分を考慮してろう付け前に折り曲げ部の加工を行うもので、真空外囲器の加工精度の向上および陽極側外囲器の破損防止に寄与する。
【0014】
【発明の実施の形態】
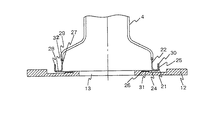
以下に、本発明の実施例を添付図面に基づいて説明する。図中の符号については、従来技術と共通の機能を有するものは同じ符号を用いることにした。図1は、本発明の金属外囲器回転陽極X線管の第1の実施例を示したものである。図1において、真空外囲器1は、硬質ガラスなどの絶縁物から成る陰極側外囲器2と、中間部に位置する金属外囲器3と、陰極側外囲器2と同様な絶縁物から成る陽極側外囲器4とから構成されている。この真空外囲器1の一端に陰極5が、他端に陽極6が真空気密を保って封着されている。陽極6には傘形ターゲット7がロータ23を含む回転支持機構(図示せず)によって回転可能に支持されている。陰極5と傘形ターゲット7とは金属外囲器3内に対向して配置されている。陽極側外囲器4の外周にはロータ23を回転させるステータ(図示せず)が絶縁筒(図示せず)を介して配置されている
【0015】
金属外囲器3は中間外囲器11と、傘形ターゲット7との裏面に対面したリング基板12とから構成されている。中間外囲器11は円筒に形成され、リング基板12は平板状に形成され、共に高温下でも機械的強度の大きいステンレス鋼(例えばSUS304など)、または同様な熱特性および機械的強度をもつ耐熱鋼、チタン合金などの耐熱高強度材料から成っている。ステンレス鋼は、熱膨張係数が14×10 ̄6/deg程度、熱伝導度が0.17cal/cm・sec・deg程度の熱特性を有している。このリング基板12の主な役割は、傘形ターゲット7から放熱される熱を受けて周囲の絶縁油中へ熱を放散させること、真空と大気圧との圧力差に耐えることである。このリング基板12の厚さは傘形ターゲット7の直径が大きくなるにつれて厚くする必要があるが、直径150mm程度の傘形ターゲット7を使用したX線管の場合、3〜6mmの厚さで、熱的および機械的に十分機能を発揮することができる。
【0016】
リング基板12には、陽極側外囲器4が接続されている。また、リング基板12の中央部には陽極6を貫挿させるための中空部13が設けられている。陽極側外囲器4の外径は、リング基板12に接続される側では、陽極端側の部分よりも大きくなっている。これは、リング基板12と陽極側外囲器4との接続部(接地電位)と陽極6のロータ23(陽極電位)との間の距離を離すことにより、陽極と接地間の耐電圧が低下しないように配慮したものである。リング基板12と陽極側外囲器4との接続部には、薄板状リング21と円筒状リング22とが配置されている。その構造の詳細を図2に示す。薄板状リング21は平板部24と折り曲げ部A25とを有し、平板部24の内径部26において、リング基板12とろう付けにより接合されている。円筒状リング22は、円筒部27とフランジ部32と折り曲げ部B28とを有し、円筒部27の先端部29で陽極側外囲器4に接続されている。また、薄板状リング21の折り曲げ部A25の内径に、円筒状リング22の折り曲げ部B28の外径が嵌合され、折り曲げ部A25と折り曲げ部B28との先端部30を溶接で接合することにより薄板状リング21と円筒状リング22が接続されている。
【0017】
円筒状リング22と陽極側外囲器4との接続に関して、陽極側外囲器4の材料としては硼珪酸ガラスなどの硬質ガラスが使用され、円筒状リング22の材料としてはコバールなどが使用され、熱膨張係数が硼珪酸ガラスとほぼ等しい材料が使用されている。X線管においては、製造過程および使用中に、円筒状リング22と陽極側外囲器4との接続部は高温になるので、大きな熱応力が発生しないように両者の材料の熱膨張係数をほぼ等しくなるようにしておくことが大切である。本実施例でも、その点を考慮して、円筒状リング22の材料にコバールを使用している。また、コバールに近い熱膨張係数を有する耐熱高強度金属材料であれば、他の材料を使用してよいことは言うまでもない。ここで、円筒状リング22の先端部29に陽極側外囲器4の材料である硼珪酸ガラスでガラス巻きされた後、円筒状リング22は陽極側外囲器4に接続される。
【0018】
また、薄板状リング21の形状を平板部24と折り曲げ部A25との組合せとした理由は、リング基板12と陽極側外囲器4との接続部をできるだけ短くするためで、平板部24の位置で真空外囲器1の長さの位置決めをし、折り曲げ部A25にて円筒状リング22の折り曲げ部B28と溶接することにより、リング基板12と陽極側外囲器4との接続を行い、真空気密を保持するものである。従って、薄板状リング21の折り曲げ部A25は、円筒状リング22の折り曲げ部B28が嵌合するような形状であればよいので、図2に示す形状に限定されず、これよりも外周側に開いてもよい。
【0019】
また、薄板状リング21や円筒状リング22の長さは、陽極側外囲器4との接続部に生じる熱応力を考慮した場合には長い程よいし、その厚さも薄い程よい。しかし、機械的強度を考慮した場合には厚さは厚い方がよく、長さも短い方がよい。従って、熱応力と機械的強度の両者を考慮して、厚さと長さが決められている。薄板状リング21も、円筒状リング22も、厚さは0.5〜2mm程度、長さは20〜40mm程度が適当である。
【0020】
薄板状リング21の材料としては、熱膨張係数が円筒状リング22の材料(本実施例ではコバール)と同程度かそれより大きい金属材料が使用される。これは、薄板状リング21と円筒状リング22との溶接部にかかる熱応力を緩和するためである。本実施例ではコバールが使用されている。このため、前記溶接部の熱応力および円筒状リング22と陽極側外囲器4との接続部の熱応力も緩和されている。
【0021】
次に、リング基板12と薄板状リング21とのろう付けについて図3および図4を用いて説明する。図3、図4とも、リング基板12と薄板状リング21とのろう付け前後の構造図を示す。図3においては、リング基板12の内径部に薄板状リング21の内径部26が嵌合する段付部を設け、そこにろう材31を置き、その上に薄板状リング21の内径部26を嵌合させる。ろう材31としては、銅ろうや銀銅ろうが使用され、ろう付け時には700〜1100°C程度まで昇温される。ろう付け前に薄板状リング21の折り曲げ部A25を平板部24とほぼ直角になるように加工した場合には、ろう付け後には図示の如く折り曲げ部A25は外周側に若干開いて傾くことになる。これは、リング基板12の材料であるステンレス鋼の熱膨張係数が、薄板状リング21の材料であるコバールよりも大きいために、ろう付け部分が冷却したときに、リング基板12の収縮が大きく、薄板状リング21に引っ張り応力が働き、変形するものである。従って、ろう付け後の状態で、薄板状リング21の折り曲げ部A25が平板部24とほぼ直角となるようにするためには、図4に示すごとく、ろう付け前の状態で、薄板状リング21の折り曲げ部A25の平板部24に対する折り曲げ角度を直角ではなく、直角より大きくし、内周側に少し傾けておくとよい。本実施例では、約4°傾けると、ろう付け後にほぼ直角となる。この傾き角度は、薄板状リング21と円筒状リング22との嵌合裕度を考慮した場合、若干大き目でもよいので、4°〜8°程度がよい。
【0022】
折り曲げ部A25のろう付け後の平板部24に対する折り曲げ角度は強度的に見た場合、ほぼ直角であるのが望ましいが、前述の如く、嵌合する円筒状リング22の折り曲げ部B28と一致させて、直角より小さくして外周側に傾けてもよいので、このような場合には、ろう付け前の薄板状リング21の折り曲げ部A25を円筒状リング22の折り曲げ部B28の折り曲げ角度よりも約4°程度大きく加工し、ろう付け後に折り曲げ角度が一致するようにすればよい。
【0023】
陽極側外囲器4としては、硼珪酸ガラス以外に、アルミナ磁器などのセラミックスを用いてもよく、この場合には、円筒状リング22の先端部29と陽極側外囲器4との間はろう付けにより接合される。陽極側外囲器4の端面にはろう付けのためのメタライズ処理が施された後に、円筒状リング22の先端部29とろう付けされる。
【0024】
【発明の効果】
以上説明した如く、本発明では、金属外囲器のリング基板と陽極側外囲器との間に、薄板状リングと円筒状リングとを配設し、真空外囲器加工の最終工程で薄板状リングと円筒状リングとを溶接により接合しているため、陽極側外囲器と円筒状リングの接続部には、製造工程および使用中を通して無理な応力が加わることがなくなるので、ガラスなどの絶縁部材の破損を起こすことのない気密信頼性の高い真空外囲器を提供することができ、その結果として、組立精度のよい、高信頼性、長寿命の回転陽極X線管が得られる。
【図面の簡単な説明】
【図1】本発明の金属外囲器回転陽極X線管の第1の実施例を示す図。
【図2】リング基板と陽極側外囲器との接続部の詳細を示す図。
【図3】リング基板と薄板状リングとのろう付け前後の構造図の一例。
【図4】リング基板と薄板状リングとのろう付け前後の構造図の他の例。
【図5】金属外囲器回転陽極X線管の従来例を示す図。
【符号の説明】
1 真空外囲器
2 陰極側外囲器
3 金属外囲器
4 陽極側外囲器
5 陰極
6 陽極
7 傘形ターゲット
11 中間外囲器
12 リング基板
13 中空部
21 薄板状リング
22 円筒状リング
23 ロータ
24 平板部
25 折り曲げ部A
26 内径部
27 円筒部
28 折り曲げ部B
29 先端部
30 先端部
31 ろう材
32 フランジ部[0001]
BACKGROUND OF THE INVENTION
The present invention relates to a method of manufacturing a rotary anode X-ray tube having a metal envelope, and more particularly, to improve the structure and manufacturing method of the metal envelope and improve the hermetic reliability and the metal envelope rotary anode X-ray. The present invention relates to a method for manufacturing a pipe.
[0002]
[Prior art]
As a first conventional example of a rotary anode X-ray tube having a metal envelope, there is one disclosed in JP-A-54-96985. The middle part of the vacuum envelope of the X-ray tube is made of metal, and the stator that rotates the X-ray tube anode is placed close to the umbrella target, and high voltage discharge between the stator and the anode terminal is performed. It is preventing. In this known technique, the metal envelope corresponding to the back surface of the target is made of a metal ring made of a material having good thermal conductivity such as copper. Since this metal ring is substantially flat and the material is copper or the like, the metal ring is made of a pressure difference between the vacuum X-ray tube and the atmospheric pressure X-ray tube against the force applied to the vacuum envelope. Since the metal ring is easily deformed, the diameter of the metal ring cannot be increased so much that the metal ring cannot be applied to a large capacity X-ray tube having a large target diameter. In addition, when a metal ring is brought close to the anode, when a high voltage is applied between a junction (earth potential) extending from the metal ring and connected to the glass envelope part, and the anode Since the high voltage discharge occurs and the joint is easily damaged and a vacuum failure is likely to occur. Therefore, the joint must be provided at a position away from the anode, and eventually the distance between the stator and the target is reduced. It also had the problem of being restricted.
[0003]
As a second conventional example in which the above-described problem is solved, Japanese Utility Model Laid-Open No. 63-18756 discloses a rotating anode X-ray tube shown in FIG. This rotating anode X-ray tube is formed in a flat shape using a metal having excellent mechanical strength even at high temperatures, and is connected to the glass envelope at the portion facing the back surface of the X-ray tube anode target of the metal envelope. A shield that electrically shields the joined portion from the anode is provided. The configuration of FIG. 5 will be briefly described below. In FIG. 5, the
[0004]
Here, the
[0005]
[Problems to be solved by the invention]
In the second conventional example shown in FIG. 5, at the connecting
[0006]
Accordingly, an object of the present invention is to provide a method of manufacturing a metal envelope rotating anode X-ray tube that solves the above-described problems and that does not damage the vacuum envelope during the manufacturing process and use. .
[0007]
[Means for Solving the Problems]
In order to achieve the above object, a metal envelope rotating anode X-ray tube manufacturing method according to the present invention is a vacuum envelope in which an intermediate portion is made of metal and both ends thereof are made of a heat-resistant insulator containing borosilicate glass. Inside, a cathode and an umbrella-like target are supported by the heat-resistant insulator and arranged opposite to each other, and a heat-resistant material containing stainless steel in a portion facing the back surface of the target in the metal intermediate portion of the vacuum envelope A metal envelope rotating anode X-ray tube in which a flat ring substrate made of a high-strength, high-strength metal material is disposed, and one end of the heat-resistant insulator on the anode side is connected to the inner diameter of the ring substrate In the manufacturing method of
A thin plate-like ring connected to the ring substrate and a cylindrical ring connected to the heat-resistant insulator are interposed between the inner diameter portion of the ring substrate and the heat-resistant insulator on the anode side, and the cylindrical ring And a metal containing Kovar having a coefficient of thermal expansion substantially equal to that of the heat-resistant insulator, the connecting portion of the thin plate ring and the cylindrical ring is joined by welding, and the thin plate ring is connected to the ring substrate on the inner diameter side. A step of brazing to the outer peripheral side of the ring substrate, and a bent portion A bent at a bending angle smaller than a right angle toward the anode side at the end of the ring substrate, and one end of the cylindrical ring has the heat resistance A step of brazing or welding to an insulator, and a bent portion B which is bent at the same bending angle as the bending angle of the thin plate-like ring toward the anode side at the flange portion and the outer peripheral portion at the other end, The step of fitting the bent portion B inside the bent portion A, the ends of both bent portions are joined together by welding, and the bending angle of the bent portion A of the thin plate ring is processed as a single piece of the thin plate ring. The bending angle B at the time is set larger than the bending angle A at the time of welding and the bending angle of the bent portion A is returned from the bending angle B to the bending angle A when the ring substrate and the thin ring are brazed. And a step of making it .
[0013]
In this configuration, the bent portion of the thin plate ring is deformed by residual stress when the ring substrate and the thin plate ring are brazed. Therefore, the bent portion is processed before brazing in consideration of the deformation. This contributes to improving the processing accuracy of the envelope and preventing damage to the anode-side envelope.
[0014]
DETAILED DESCRIPTION OF THE INVENTION
Embodiments of the present invention will be described below with reference to the accompanying drawings. Regarding the reference numerals in the figure, the same reference numerals are used for those having the same functions as those of the prior art. FIG. 1 shows a first embodiment of a metal envelope rotating anode X-ray tube according to the present invention. In FIG. 1, a
The
[0016]
The anode substrate 4 is connected to the
[0017]
Regarding the connection between the cylindrical ring 22 and the anode-side envelope 4, hard glass such as borosilicate glass is used as the material of the anode-side envelope 4, and Kovar is used as the material of the cylindrical ring 22. A material having a thermal expansion coefficient almost equal to that of borosilicate glass is used. In the X-ray tube, since the connecting portion between the cylindrical ring 22 and the anode-side envelope 4 becomes high during the manufacturing process and use, the thermal expansion coefficients of both materials are set so as not to generate a large thermal stress. It is important to keep them almost equal. In this embodiment, Kovar is used as the material of the cylindrical ring 22 in consideration of this point. It goes without saying that other materials may be used as long as they are heat resistant and high strength metal materials having a thermal expansion coefficient close to that of Kovar. Here, after the
[0018]
The reason why the shape of the
[0019]
Further, the length of the
[0020]
As the material of the
[0021]
Next, brazing of the
[0022]
The bending angle of the bent portion A25 with respect to the
[0023]
As the anode-side envelope 4, ceramics such as alumina porcelain may be used in addition to borosilicate glass. In this case, the gap between the
[0024]
【The invention's effect】
As described above, in the present invention, the thin plate ring and the cylindrical ring are disposed between the ring substrate of the metal envelope and the anode side envelope, and the thin plate is formed in the final process of vacuum envelope processing. Since the ring-shaped ring and the cylindrical ring are joined by welding, the connection between the anode-side envelope and the cylindrical ring is not subjected to excessive stress throughout the manufacturing process and during use. An airtight and highly reliable vacuum envelope that does not cause breakage of the insulating member can be provided, and as a result, a highly reliable and long-life rotary anode X-ray tube with high assembly accuracy can be obtained.
[Brief description of the drawings]
FIG. 1 is a view showing a first embodiment of a metal envelope rotating anode X-ray tube of the present invention.
FIG. 2 is a diagram showing details of a connection portion between a ring substrate and an anode side envelope.
FIG. 3 shows an example of a structural diagram before and after brazing between a ring substrate and a thin plate ring.
FIG. 4 is another example of a structural diagram before and after brazing between a ring substrate and a thin plate ring.
FIG. 5 is a diagram showing a conventional example of a metal envelope rotating anode X-ray tube.
[Explanation of symbols]
DESCRIPTION OF
26
29
Claims (1)
前記リング基板の内径部と前記陽極側の耐熱性絶縁物との間に前記リング基板に接続される薄板状リングと前記耐熱性絶縁物に接続された円筒状リングを介在させ、該円筒状リングの材料を前記耐熱性絶縁物とほぼ等しい熱膨張係数を有するコバールを含む金属とし、前記薄板状リングと円筒状リングの接続部を溶接により接合し、前記薄板状リングを内径側で前記リング基板にろう付けする工程と、前記リング基板の外径側の端部には陽極側に向けて直角より小さい折り曲げ角度で曲げられた折り曲げ部Aを有し、前記円筒状リングの一端を前記耐熱性絶縁物にろう付けまたは溶着する工程と、他端にはフランジ部とその外周部で陽極側に向けて前記薄板状リングの折り曲げ角度と同じ折り曲げ角度で曲げられた折り曲げ部Bを有し、前記折り曲げ部Aの内側に前記折り曲げ部Bを嵌合する工程と、両折り曲げ部の端部を溶接により接合し、前記薄板状リングの折り曲げ部Aの折り曲げ角度について、前記薄板状リングの単体加工時の折り曲げ角度Bを溶接接合時の折り曲げ角度Aよりも大きくしておき、前記リング基板と前記薄板状リングとのろう付け時に前記折り曲げ部Aの折り曲げ角度を折り曲げ角度Bより折り曲げ角度Aに戻るようにする工程と、を有することを特徴とする金属外囲器回転陽極X線管の製造方法。A cathode and an umbrella-like target are supported by the heat-resistant insulator and are opposed to each other in a vacuum envelope made of a heat-resistant insulator including a borosilicate glass at both ends of the middle portion. A flat ring substrate made of a heat-resistant high-strength metal material including stainless steel is disposed in a portion of the metal intermediate portion of the vacuum envelope facing the back surface of the target, and an inner diameter portion of the ring substrate In the method of manufacturing a metal envelope rotating anode X-ray tube to which one end of the heat-resistant insulator on the anode side is connected,
A thin plate-like ring connected to the ring substrate and a cylindrical ring connected to the heat-resistant insulator are interposed between the inner diameter portion of the ring substrate and the heat-resistant insulator on the anode side, and the cylindrical ring And a metal containing Kovar having a coefficient of thermal expansion substantially equal to that of the heat-resistant insulator, the connecting portion of the thin plate ring and the cylindrical ring is joined by welding, and the thin plate ring is connected to the ring substrate on the inner diameter side. A step of brazing to the outer peripheral side of the ring substrate, and a bent portion A bent at a bending angle smaller than a right angle toward the anode side at the end of the ring substrate, and one end of the cylindrical ring has the heat resistance A step of brazing or welding to an insulator, and a bent portion B which is bent at the same bending angle as the bending angle of the thin plate-like ring toward the anode side at the flange portion and the outer peripheral portion at the other end, The step of fitting the bent portion B inside the bent portion A, the ends of both bent portions are joined together by welding, and the bending angle of the bent portion A of the thin plate ring is processed as a single piece of the thin plate ring. The bending angle B at the time is set larger than the bending angle A at the time of welding and the bending angle of the bent portion A is returned from the bending angle B to the bending angle A when the ring substrate and the thin ring are brazed. method for producing a metal enclosure rotating anode X-ray tube, characterized in that and a step of way.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP04492097A JP3755953B2 (en) | 1997-02-14 | 1997-02-14 | Method of manufacturing a metal envelope rotating anode X-ray tube |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP04492097A JP3755953B2 (en) | 1997-02-14 | 1997-02-14 | Method of manufacturing a metal envelope rotating anode X-ray tube |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPH10228875A JPH10228875A (en) | 1998-08-25 |
| JP3755953B2 true JP3755953B2 (en) | 2006-03-15 |
Family
ID=12704915
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP04492097A Expired - Lifetime JP3755953B2 (en) | 1997-02-14 | 1997-02-14 | Method of manufacturing a metal envelope rotating anode X-ray tube |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3755953B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4832080B2 (en) * | 2005-12-28 | 2011-12-07 | 株式会社日立メディコ | X-ray tube and X-ray imaging apparatus |
| CN114303222B (en) | 2019-09-03 | 2022-07-08 | 佳能安内华股份有限公司 | X-ray generating device and X-ray imaging device |
-
1997
- 1997-02-14 JP JP04492097A patent/JP3755953B2/en not_active Expired - Lifetime
Also Published As
| Publication number | Publication date |
|---|---|
| JPH10228875A (en) | 1998-08-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6044130A (en) | Transmission type X-ray tube | |
| EP0229697B1 (en) | X-ray target | |
| JPH1173919A (en) | Metal halide lamp having ceramic discharge tube | |
| JPS6149787B2 (en) | ||
| JP3755953B2 (en) | Method of manufacturing a metal envelope rotating anode X-ray tube | |
| JPS6227499B2 (en) | ||
| JPH0355933B2 (en) | ||
| US4795866A (en) | Vacuum tube switch which uses low temperature solder | |
| JPH0754666B2 (en) | Electron beam collector for velocity modulation tube and its manufacturing method | |
| JPH0353405Y2 (en) | ||
| US6157702A (en) | X-ray tube targets with reduced heat transfer | |
| JP3314048B2 (en) | Lamp sealing method and sealing structure | |
| JPH10334840A (en) | High-cooling rotary positive electrode x-ray tube | |
| JPH0419659B2 (en) | ||
| JP2002352739A (en) | Magnetron | |
| US5795207A (en) | Glass to metal interface X-ray tube | |
| JP2698537B2 (en) | Heating equipment | |
| JPS5958725A (en) | Vacuum bulb | |
| JPS5831865Y2 (en) | Metal pipe mounting structure on ceramic body | |
| JP2997769B2 (en) | Hermetic sealing device for neutron detector | |
| JP3086871B2 (en) | Hermetic sealing device for neutron detector | |
| JP2761348B2 (en) | Magnetron | |
| JPH0785826A (en) | X-ray tube device | |
| JPS633471B2 (en) | ||
| JPS58181217A (en) | Vacuum valve |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20040106 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20040106 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20050518 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050704 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20050830 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20050926 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20051121 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20051219 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20051220 |
|
| R150 | Certificate of patent or registration of utility model |
Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100106 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20100106 Year of fee payment: 4 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20110106 Year of fee payment: 5 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20120106 Year of fee payment: 6 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20130106 Year of fee payment: 7 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140106 Year of fee payment: 8 |
|
| EXPY | Cancellation because of completion of term |