JP3217843U - Tire vulcanization mold equipment - Google Patents
Tire vulcanization mold equipment Download PDFInfo
- Publication number
- JP3217843U JP3217843U JP2018002330U JP2018002330U JP3217843U JP 3217843 U JP3217843 U JP 3217843U JP 2018002330 U JP2018002330 U JP 2018002330U JP 2018002330 U JP2018002330 U JP 2018002330U JP 3217843 U JP3217843 U JP 3217843U
- Authority
- JP
- Japan
- Prior art keywords
- segment
- mold
- outer ring
- contact
- tire
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004073 vulcanization Methods 0.000 title claims abstract description 40
- 230000003014 reinforcing effect Effects 0.000 claims abstract description 46
- 229910052751 metal Inorganic materials 0.000 claims description 37
- 239000002184 metal Substances 0.000 claims description 37
- 238000000465 moulding Methods 0.000 claims description 11
- 230000002787 reinforcement Effects 0.000 claims description 11
- 239000007769 metal material Substances 0.000 claims description 4
- 230000008439 repair process Effects 0.000 abstract description 8
- 230000002950 deficient Effects 0.000 abstract description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 6
- 239000000463 material Substances 0.000 description 5
- 229910000881 Cu alloy Inorganic materials 0.000 description 3
- 229910000640 Fe alloy Inorganic materials 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 229910052742 iron Inorganic materials 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 238000005121 nitriding Methods 0.000 description 3
- 238000004519 manufacturing process Methods 0.000 description 2
- 230000008901 benefit Effects 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 230000008855 peristalsis Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 230000011218 segmentation Effects 0.000 description 1
Images







Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
Abstract
【課題】セグメントの摩耗や損傷を防ぐことによる補修回数の低減と長寿命化を図ることができると共に、セグメントの摩耗による製品としてのタイヤの不良を防ぐことができ、また各セグメントの閉止によって組み上げられる環状金型の組み上げ精度の向上と安定性の向上を図ることができるタイヤ加硫金型装置を提供する。
【解決手段】上部金型5と、下部金型6と、環状分割金型を構成する複数のセグメント7と、外部リング4とを備えるタイヤ加硫金型装置1であって、各セグメント7は、上部金型5と下部金型6とに当接する当接面7a、7bに、強度補強部材20を備える。
【選択図】図4[PROBLEMS] To reduce the number of repairs and prolong the service life by preventing wear and damage to segments, as well as to prevent defective tires as products due to wear of segments, and to assemble by closing each segment Provided is a tire vulcanization mold apparatus capable of improving the assembly accuracy and stability of an annular mold.
A tire vulcanizing mold apparatus (1) comprising an upper mold (5), a lower mold (6), a plurality of segments (7) constituting an annular split mold, and an outer ring (4). The strength reinforcing members 20 are provided on the contact surfaces 7 a and 7 b that contact the upper mold 5 and the lower mold 6.
[Selection] Figure 4
Description
本考案はタイヤ加硫金型装置に関し、より詳しくは、自動車用タイヤ等を加硫するタイヤ加硫金型装置に関する。 The present invention relates to a tire vulcanization mold apparatus, and more particularly to a tire vulcanization mold apparatus for vulcanizing automobile tires and the like.
従来、自動車用タイヤを成形する金型装置として、タイヤを加硫しながら成形するタイヤ加硫金型と言われる金型装置が提供されている。そしてこのタイヤ加硫金型装置は、タイヤのトレッド部を成形する環状金型を備えている。
近年においては、このタイヤのトレッド部成形用の環状金型として、環状金型をその円周方向に複数に分割してなる環状分割金型からなるものが多く用いられている。この各分割金型をセグメントと呼ぶが、このような複数のセグメントからなる環状金型を備えたタイヤ加硫金型として、例えば下記特許文献1がある。
2. Description of the Related Art Conventionally, as a mold apparatus for molding an automobile tire, a mold apparatus called a tire vulcanization mold for molding a tire while vulcanizing the tire has been provided. The tire vulcanizing mold apparatus includes an annular mold that molds the tread portion of the tire.
In recent years, as the annular mold for forming the tread portion of the tire, an annular mold formed by dividing the annular mold into a plurality of parts in the circumferential direction is often used. Each of these divided molds is referred to as a segment. As a tire vulcanization mold provided with such an annular mold composed of a plurality of segments, for example, there is
上記特許文献1は、複数のセグメントからなる環状金型を備えたタイヤ加硫機に関する発明である。このタイヤ加硫機においては、セグメントの半径方向の肉厚を薄くすることができるので、加硫可能なタイヤの外形寸法を大きくできるというメリットがある。
上記特許文献1に示すような複数のセグメントを備える従来のタイヤ加硫金型装置100は、図8に示すように、タイヤのトレッド部を成形する環状分割金型を構成する複数のセグメント31と、複数のセグメント31の半径方向外方に配置される外部リング(図示しない)とを備え、外部リングを軸線方向の下方に移動させることで、外部リングが各セグメント31を半径方向内方に押動して環状分割金型を閉じると共に、各セグメント31を上部金型32と下部金型33とに当接させ、外部リングを軸線方向の上方に移動させることで、外部リングが各セグメント31を半径方向外方に移動させて環状分割金型を開くと共に、各セグメントと上部金型32及び下部金型33との当接を解除するようにしたものが一般的であった。
また、このような従来のタイヤ加硫金型においては、上部金型32及び下部金型33の素材としては鉄を用い、複数のセグメント31の素材としてはアルミを用いるものが一般的であった。よってタイヤの加硫成形が繰り返されて、セグメント31の上部当接面31aと上部金型32の当接面32aとの当接と、セグメント31の下部当接面31bと下部金型33の当接面33aとの当接とが繰り返されると、アルミで形成されるセグメント31の上部当接面31a及び下部当接面31bに摩耗や破損が生じ易いという問題があった。
The above-mentioned
As shown in FIG. 8, a conventional tire vulcanizing
In such a conventional tire vulcanizing mold, it is common to use iron as the material of the
そこで本考案は上記従来技術の問題を解消し、セグメントの摩耗や損傷を防ぐことによる補修回数の低減と長寿命化を図ることができると共に、セグメントの摩耗による製品としてのタイヤの不良を防ぐことができ、また各セグメントの閉止によって組み上げられる環状金型の組み上げ(型組み)精度の向上と安定性の向上を図ることができるタイヤ加硫金型装置の提供を課題とする。 Therefore, the present invention solves the above-mentioned problems of the prior art, can reduce the number of repairs and extend the life by preventing the wear and damage of the segment, and prevent defective tires as a product due to wear of the segment. It is another object of the present invention to provide a tire vulcanization mold apparatus that can improve the accuracy and stability of an annular mold assembled by closing each segment.
本考案のタイヤ加硫金型装置は、タイヤのトレッド部を成形するための上部金型と、下部金型と、前記上部金型と下部金型との半径方向外方に配置されて環状分割金型を構成する複数のセグメントと、該複数のセグメントの半径方向外方に配置される外部リングとを備え、前記外部リングを軸線方向の一方向に移動させることで、前記外部リングが各セグメントを半径方向内方に押動して環状分割金型を閉じると共に各セグメントを前記上部金型と前記下部金型とに当接させ、前記外部リングを軸線方向の前記一方向とは逆方向に移動させることで、各セグメントを半径方向外方に移動させて環状分割金型を開くと共に各セグメントと前記上部金型及び前記下部金型との当接を解除するように構成したタイヤ加硫金型装置であって、前記各セグメントは、前記上部金型と前記下部金型とに当接する当接面に、強度補強部材を備えることを第1の特徴としている。 The tire vulcanizing mold apparatus according to the present invention includes an upper mold for molding a tread portion of a tire, a lower mold, and an annular division that is disposed radially outward of the upper mold and the lower mold. A plurality of segments constituting a mold and an outer ring arranged radially outward of the plurality of segments, and the outer ring is moved in one axial direction so that the outer ring is moved to each segment. Is pressed radially inward to close the annular split mold and bring each segment into contact with the upper mold and the lower mold, and the outer ring is in a direction opposite to the one axial direction. A tire vulcanizing mold configured to move each segment radially outward by moving it to open the annular split mold and to release contact between each segment and the upper mold and the lower mold Mold device, and Instruments, said the upper mold and in contact with abutment surface and the lower mold, and further comprising a reinforcement member as the first feature.
また本考案のタイヤ加硫金型装置は、上記第1の特徴に加えて、強度補強部材を、各セグメントにおける、隣接するセグメントとの当接面に備えることを第2の特徴としている。 In addition to the first feature, the tire vulcanization mold apparatus of the present invention has a second feature that a strength reinforcing member is provided on a contact surface of each segment with an adjacent segment.
また本考案のタイヤ加硫金型装置は、上記第1又は第2の特徴に加えて、強度補強部材は、金属部材で形成されると共に、前記金属部材の強度が、上部金型と下部金型とを形成する金属材料の強度以上の強度であると共に、各セグメントの当接面に前記金属部材を埋設させて配置してあることを第3の特徴としている。 In the tire vulcanization mold apparatus according to the present invention, in addition to the first or second feature described above, the strength reinforcing member is formed of a metal member, and the strength of the metal member is determined by the upper mold and the lower mold. The third feature is that the metal member is not less than the strength of the metal material forming the mold, and the metal member is embedded in the contact surface of each segment.
また本考案のタイヤ加硫金型装置は、上記第3の特徴に加えて、金属部材は、当接方向における外面が、凹部と凸部とを交互に配置してなる凹凸表面で構成されていることを第4の特徴としている。 In the tire vulcanization mold apparatus according to the present invention, in addition to the third feature described above, the metal member is configured such that the outer surface in the contact direction is an uneven surface in which concave portions and convex portions are alternately arranged. This is the fourth feature.
また本考案のタイヤ加硫金型装置は、上記第4の特徴に加えて、凹凸表面は、ねじ切り形状で構成されることを第5の特徴としている。 In addition to the fourth feature described above, the tire vulcanization mold apparatus according to the present invention has a fifth feature that the uneven surface is formed in a threaded shape.
また本考案のタイヤ加硫金型装置は、上記第1〜第5の何れか1つの特徴に加えて、各セグメントの外側面と、それに対向する外部リングの内側面とを、互いに対向するセグメント側截頭円錐状外側面と外部リング側截頭円錐状内側面とに構成し、前記各セグメント側截頭円錐状外側面の一部と前記外部リング側截頭円錐状内側面の一部とには、互いに対向してセグメント側案内平坦面と外部リング側案内平坦面とを構成し、外部リングを上方から下方に降下移動させることで、外部リングが各セグメントを半径方向内方に押動して環状分割金型を閉じると共に各セグメントを上部金型と下部金型とに当接させ、前記降下した外部リングを上方へ上昇移動させることで、各セグメントを半径方向外方に後退移動させて環状分割金型を開くと共に各セグメントと上部金型及び下部金型との当接を解除するように構成したことを第6の特徴としている。 In addition to any one of the first to fifth features, the tire vulcanizing mold apparatus according to the present invention includes a segment in which the outer surface of each segment and the inner surface of the outer ring facing each segment are opposed to each other. A lateral frustoconical outer surface and an outer ring side frustoconical inner surface; a portion of each segment side frustoconical outer surface and a portion of the outer ring side frustoconical inner surface; Is formed with a segment side guide flat surface and an outer ring side guide flat surface facing each other, and the outer ring pushes each segment radially inward by moving the outer ring downward from above. The annular split mold is closed and each segment is brought into contact with the upper mold and the lower mold, and the lowered outer ring is moved upward to move each segment backward in the radial direction. And open the annular split mold By being configured to release the contact between the segments and the upper and lower molds are characterized in the sixth.
上記第1の特徴によるタイヤ加硫金型装置によれば、タイヤのトレッド部を成形するための上部金型と、下部金型と、前記上部金型と下部金型との半径方向外方に配置されて環状分割金型を構成する複数のセグメントと、該複数のセグメントの半径方向外方に配置される外部リングとを備え、前記外部リングを軸線方向の一方向に移動させることで、前記外部リングが各セグメントを半径方向内方に押動して環状分割金型を閉じると共に各セグメントを前記上部金型と前記下部金型とに当接させ、前記外部リングを軸線方向の前記一方向とは逆方向に移動させることで、各セグメントを半径方向外方に移動させて環状分割金型を開くと共に各セグメントと前記上部金型及び前記下部金型との当接を解除するように構成したタイヤ加硫金型装置であって、前記各セグメントは、前記上部金型と前記下部金型とに当接する当接面に、強度補強部材を備えることから、
各セグメントが摩耗や損傷することを効果的に防止することができる。よって補修回数の低減と長寿命化とを実現することができる。またセグメントの摩耗による製品としてのタイヤの不良を防ぐことができる。
According to the tire vulcanizing mold apparatus according to the first feature, the upper mold for molding the tread portion of the tire, the lower mold, and radially outward of the upper mold and the lower mold A plurality of segments arranged to form an annular split mold, and an outer ring arranged radially outward of the plurality of segments, and moving the outer ring in one axial direction, An outer ring pushes each segment inward in the radial direction to close the annular split mold and causes each segment to abut against the upper mold and the lower mold so that the outer ring moves in the one direction in the axial direction. By moving in the opposite direction, each segment is moved radially outward to open the annular split mold and to release contact between each segment and the upper mold and the lower mold Tire vulcanization mold equipment There are, each segment is in contact with the abutment surface to the upper mold and said lower mold, since it comprises a reinforcement member,
Each segment can be effectively prevented from being worn or damaged. Therefore, it is possible to reduce the number of repairs and extend the service life. In addition, it is possible to prevent a tire from being defective due to wear of the segment.
また上記第2の特徴によるタイヤ加硫金型装置によれば、上記第1の特徴による作用効果に加えて、強度補強部材を、各セグメントにおける、隣接するセグメントとの当接面に備えることから、
各セグメントが摩耗や損傷することを一段と効果的に防止することができる。
Further, according to the tire vulcanizing mold apparatus according to the second feature, in addition to the function and effect of the first feature, the strength reinforcing member is provided on the contact surface with the adjacent segment in each segment. ,
Each segment can be more effectively prevented from being worn or damaged.
また上記第3の特徴によるタイヤ加硫金型装置によれば、上記第1又は第2の特徴による作用効果に加えて、強度補強部材は、金属部材で形成されると共に、前記金属部材の強度が、上部金型と下部金型とを形成する金属材料の強度以上の強度であると共に、各セグメントの当接面に前記金属部材を埋設させて配置してあることから、
上部金型及び下部金型との当接によってセグメントが摩耗や損傷することを一段と効果的に防止することができる。よって補修回数の低減と長寿命化とを一段と実現することができる。また強度補強部材を当接面に容易に配置させることができる。
According to the tire vulcanization mold apparatus according to the third feature, in addition to the function and effect of the first or second feature, the strength reinforcing member is formed of a metal member and the strength of the metal member. However, since the strength is higher than the strength of the metal material forming the upper mold and the lower mold, and the metal member is embedded in the contact surface of each segment,
It is possible to more effectively prevent the segments from being worn or damaged due to contact with the upper mold and the lower mold. Therefore, it is possible to further reduce the number of repairs and extend the service life. Further, the strength reinforcing member can be easily disposed on the contact surface.
また上記第4の特徴によるタイヤ加硫金型装置によれば、上記第3の特徴による作用効果に加えて、金属部材は、当接方向における外面が、凹部と凸部とを交互に配置してなる凹凸表面で構成されていることから、
各セグメントが上部金型及び下部金型や、隣接するセグメントと当接する際に、各セグメントの当接面に生じる応力を効果的に分散させることができる。よって、各セグメントが摩耗や損傷することを一段と効果的に防止することができる。
Further, according to the tire vulcanization mold apparatus according to the fourth feature, in addition to the function and effect of the third feature, the metal member has an outer surface in the contact direction in which concave portions and convex portions are alternately arranged. Because it is composed of an uneven surface,
When each segment comes into contact with the upper mold, the lower mold, and the adjacent segment, the stress generated on the contact surface of each segment can be effectively dispersed. Therefore, it is possible to more effectively prevent each segment from being worn or damaged.
また上記第5の特徴によるタイヤ加硫金型装置によれば、上記第4の特徴に加えて、凹凸表面は、ねじ切り形状で構成されることから、
各セグメントが上部金型及び下部金型や、隣接するセグメントと当接する際に、各セグメントの当接面に生じる応力を一段と効果的に分散させることができる。
Further, according to the tire vulcanization mold apparatus according to the fifth feature, in addition to the fourth feature, the concavo-convex surface is constituted by a threaded shape,
When each segment comes into contact with the upper mold, the lower mold, and the adjacent segment, the stress generated on the contact surface of each segment can be more effectively dispersed.
また上記第6の特徴によるタイヤ加硫金型装置によれば、上記第1〜第5の何れか1つの特徴に加えて、各セグメントの外側面と、それに対向する外部リングの内側面とを、互いに対向するセグメント側截頭円錐状外側面と外部リング側截頭円錐状内側面とに構成し、前記各セグメント側截頭円錐状外側面の一部と前記外部リング側截頭円錐状内側面の一部とには、互いに対向してセグメント側案内平坦面と外部リング側案内平坦面とを構成し、外部リングを上方から下方に降下移動させることで、外部リングが各セグメントを半径方向内方に押動して環状分割金型を閉じると共に各セグメントを上部金型と下部金型とに当接させ、前記降下した外部リングを上方へ上昇移動させることで、各セグメントを半径方向外方に後退移動させて環状分割金型を開くと共に各セグメントと上部金型及び下部金型との当接を解除するように構成したことから、
外部リングによる各セグメントの押動は、外部リング側案内平坦面をセグメント側案内平坦面に当接させて行うことが可能となるので、各セグメントは外部リングに対して面接触状態で安定して押動され、姿勢がぐらつかない。よって外部リングとの不要な接触や当たりによるセグメントの損傷、摩耗を十分に低減させることができ、補修回数の低減と長寿命化を図ることができる。また各セグメントの閉止によって組み上げられる環状金型の組み上げ(型組み)精度の向上と安定性の向上を図ることができる。
According to the tire vulcanization mold apparatus of the sixth feature, in addition to any one of the first to fifth features, the outer surface of each segment and the inner surface of the outer ring facing the segment are provided. A segment-side frustoconical outer surface and an outer ring-side frustoconical inner surface facing each other, a part of each segment-side frustoconical outer surface and the outer ring-side frustoconical inner surface A segment side guide flat surface and an outer ring side guide flat surface are formed on a part of the side surface so as to oppose each other, and the outer ring moves downward from above to move each segment in the radial direction. By pushing inward to close the annular split mold, each segment is brought into contact with the upper mold and the lower mold, and the lowered outer ring is moved upward to move each segment outward in the radial direction. Move backwards toward the ring Opens the split mold From what has been configured to release the contact between the segments and the upper and lower molds,
Each segment can be pushed by the outer ring by bringing the outer ring-side guide flat surface into contact with the segment-side guide flat surface, so that each segment is stably in surface contact with the outer ring. It is pushed and the posture is not wobbled. Therefore, it is possible to sufficiently reduce the damage and wear of the segment due to unnecessary contact with or contact with the outer ring, and it is possible to reduce the number of repairs and extend the life. Further, it is possible to improve the assembly accuracy of the annular mold assembled by closing each segment (mold assembly) and to improve the stability.
以下の図面を参照して、本考案のタイヤ加硫金型装置を説明し、本考案の理解に供する。しかし、以下の説明は本考案の特許請求の範囲に記載の考案を限定するものではない。 The tire vulcanization mold apparatus according to the present invention will be described with reference to the following drawings to provide an understanding of the present invention. However, the following description does not limit the invention described in the claims of the present invention.
先ず図1〜図2を参照して、本考案の実施形態に係るタイヤ加硫金型装置1を説明する。
本考案の実施形態に係るタイヤ加硫金型装置1は、図1に示すように、上型プレート2、下型プレート3、外部リング4を外殻とし、それらの内側にタイヤのトレッド部を成形するための上部金型5、下部金型6、及び環状分割金型を構成する複数の環状に配されたセグメント7を備えている。自動車のタイヤの加硫成形は、前記トレッド部を成形する上部金型5と下部金型6、及び複数のセグメント7からなる環状分割金型とで行われる。
First, a tire
As shown in FIG. 1, a tire vulcanizing
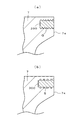
図2に示すように、セグメント7は複数個、例えば本実施形態では9個からなるが、この複数個のセグメント7が環状に配されて環状分割金型が構成される。そして複数のセグメント7からなる環状分割金型は、図2(a)に示すような各セグメント7が相互に環状に開いた開放状態と、図2(b)に示すような各セグメント7が相互に環状に密着した閉止状態とに変化することができる。閉止状態に密着した状態で、環状分割金型による型組みが完了する。
なお各セグメント7は、更に複数の部分から構成されるようにしてもよい。
前記各セグメント7の外方に1つの外部リング4が配置されている。外部リング4の移動により、各セグメント7の半径方向内方と外方への移動がなされる。
As shown in FIG. 2, the number of
Each
One
図3、図4も参照して、前記外部リング4は、図示しないシリンダのピストンロッド8を介して軸線方向の一方向及びその逆方向に移動される。即ち外部リング4は、図3や図4における上下方向に移動される。より具体的には、本実施形態の装置では、外部リング4を図3に示す上方から図4に示す下方へと移動させると、各セグメント7は図3に示す状態から半径方向内方(図3上で右方向)へ移動される。そして図4に示すように、各セグメント7が上部金型5や下部金型6に当接すると共に、各セグメント7同士が環状に密着して型組みが完成される。
各セグメント7による環状分割金型の型組みが完成することで、タイヤ加硫成形の準備が整う。
一方、加硫成形が終了した後に、外部リング4を図4に示す状態から上方へ移動させると、各セグメント7は半径方向外方(図4上で左方向)へ移動される。これによって図3に示すように、各セグメント7が開放され、型組みが解かれて開放される。
Referring also to FIGS. 3 and 4, the
Preparation of the tire vulcanization molding is completed by completing the mold of the annular split mold by each
On the other hand, when the
以下、図5も参照して、本考案の主たる構成要素である外部リング4、セグメント7の構成、作用を更に詳細に説明する。
Hereinafter, the configuration and operation of the
図2〜図4に示すように、本実施形態においては、各セグメント7における上部金型5及び下部金型6との当接面に強度補強部材20を配置してある。この強度補強部材20は、上部金型5及び下部金型6との当接時の衝撃による各セグメント7の当接面の摩耗を防止するためのものである。
具体的には、各セグメント7における上部金型5との当接面である上部当接面7aに、強度補強部材20を周方向に3個配置してある。また、各セグメント7における下部金型6との当接面である下部当接面7bに、強度補強部材20を周方向に3個配置してある。
なお、本実施形態においては、同一形状、同一大きさの複数個の強度補強部材20を各セグメント7に配置する構成としてある。
また強度補強部材20の数は本実施形態のものに限るものではなく、セグメントの大きさに合わせて適宜変更可能である。
As shown in FIGS. 2 to 4, in the present embodiment, a
Specifically, three
In the present embodiment, a plurality of
The number of
また本実施形態においては図2〜図5に示すように、強度補強部材20として、略円柱形状の細長い金属部材を用いる構成としてある。更に当接方向における外面(セグメント7の径方向における強度補強部材20の外面)を、凹部Uと凸部Tとを交互に配置してなる凹凸表面Pで構成してある。より具体的には、凹凸表面Pを、凹部Uを形成する二辺の交差角度R1と、凸部Tを形成する二辺の交差角度R2とが、共に90度であるねじ切り形状で構成してある。
また上部当接面7aと下部当接面7bとに強度補強部材20を埋設させて配置してある。具体的には、強度補強部材20の当接面20aが、上部当接面7a及び下部当接面7bと面一となるように、上部当接面7aと下部当接面7bとに強度補強部材20を埋設させて配置してある。更に略円柱形状の細長い金属部材で形成される強度補強部材20の長手方向が、各セグメント7の径方向となるように、上部当接面7aと下部当接面7bとに強度補強部材20を埋設させて配置してある。
Moreover, in this embodiment, as shown in FIGS. 2-5, it is set as the structure which uses the substantially column-shaped elongate metal member as the
Further, the
なお、強度補強部材20を形成する金属部材としては、金属部材の強度が、上部金型5及び下部金型6を形成する金属材料の強度以上の強度であることが必要である。本実施形態においては、上部金型5、下部金型6、強度補強部材20を全て鉄で形成すると共に、各セグメント7をアルミで形成する構成としてある。
In addition, as a metal member which forms the
なお図5に示す、強度補強部材20の長手方向の長さEは、短手方向の長さFの3倍〜5倍の長さとすることが望ましい。また短手方向の長さFは、上部当接面7aの長さHの1/2倍〜1/4倍の長さとすることが望ましい。また強度補強部材20の凹凸表面Pを形成する凹部の深さ(凸部の高さ)Gは、短手方向の長さFと同じ長さの径を有する汎用ねじが備える凹部の深さ(凸部の高さ)と同等の長さとすることが望ましい。
Note that the length E in the longitudinal direction of the
このような構成からなる強度補強部材20は、セグメント7を鋳造する前に、上部金型5及び下部金型6と当接する位置に予め配置してセグメント7に埋設するようにしてもよいし、セグメント7を鋳造した後に、上部金型5及び下部金型6と当接する位置にセグメント7に埋設してもよい。つまり、強度補強部材20を各セグメント7の所定位置に埋設させて配置できる製造方法であれば、如何なる製造方法を用いてもよい。
Before the
また本実施形態においては、図3に示すように、前記外部リング4の内側面、即ち各セグメント7と対向する面である半径方向の内側面には、上方に向かって先細りする截頭円錐状内側面、即ち外部リング側截頭円錐状内側面41を構成している。
前記外部リング側截頭円錐状内側面41の一部には、各セグメント7に対向する位置に、軸方向に延びる帯状の外部リング側案内平坦面42が設けられている。該外部リング側案内平坦面42は外部リング側截頭円錐状内側面41と同一勾配をもって傾斜するように構成している。
前記各セグメント7は、外部リング4と対向する面である半径方向の外側面を、上方に向かって先細りする截頭円錐状外側面、即ちセグメント側截頭円錐状外側面71に構成している。このセグメント側截頭円錐状外側面71は前記外部リング側截頭円錐状内側面41と同じ勾配の円錐状曲面に構成している。
前記セグメント側截頭円錐状外側面71の一部である円周方向中央部には、軸方向に帯状のセグメント側案内平坦面72が設けられている。該セグメント側案内平坦面72はセグメント側截頭円錐状外側面71と同じ勾配をもって傾斜する構成としている。
前記外部リング側案内平坦面42とセグメント側案内平坦面72とは相互に対向する位置にあり、外部リング4が降下する際に、その最終降下位置に至る手前の位置までの間において、相互に面当接する構成とされている。
なお、前記下型プレート3、外部リング4は、鉄等の金属で構成することができる。
また図3、図4に示すように、各セグメント7は上型プレート2や下型プレート3との間での動きをスムーズするため、銅合金、軟窒化処理した鉄合金、その他の良摺動プレート9を取り替え可能に介在させている。
In the present embodiment, as shown in FIG. 3, the inner surface of the
A part of the outer ring side truncated conical
Each of the
A belt-like segment-side guide
The outer ring side guide
The
Also, as shown in FIGS. 3 and 4, each
前記外部リング側案内平坦面42は、外部リング4とは別体の外部リング側金属プレート43を用いて構成することができる。この場合、前記外部リング側截頭円錐状内側面41の一部に軸方向に帯状の凹所44を形成し、該凹所44に帯状に外部リング側金属プレート43を着脱自在に取り付けて構成することができる。
前記凹所44に取り付けられた外部リング側金属プレート43の上面が外部リング側案内平坦面42となる。
なお、外部リング側金属プレート43の凹所44への取り付けは、ネジ10等、その他の取り付け手段を用いて着脱自在に行うことができる。
また外部リング側金属プレート43は、銅合金又は軟窒化処理等の表面処理した鉄合金、その他の摺動に適した材料を用いることができる。
The outer ring side guide
The upper surface of the outer ring
The outer ring
The outer ring
符号11はT字ブロックである。該T字ブロック11はネジ12等の取り付け手段で外部リング側金属プレート43を貫通する形で、外部リング4に着脱自在に取り付けられている。
T字ブロック11はセグメント7側に形成されたT字溝13に遊嵌された状態に構成される。
T字ブロック11とT字溝13とが遊嵌されることで、外部リング4と各セグメント7とが遊嵌状態に連結される。この外部リング4と各セグメント7との遊嵌連結は、セグメント7を閉止状態から開放状態に移動させる際に利用される。即ち、外部リング4を上方に移動させることで、該外部リング4に遊嵌された各セグメント7が半径方向外方に移動され、型組みが開放される。
なお図3、図4において、符号14はストッパーで、符号15はストッパー用溝である。前記外部リング4の可動範囲の上限と下限が、このストッパー14とストッパー用溝15で決められる。
The T-shaped
When the T-shaped
3 and 4,
前記セグメント側案内平坦面72も、セグメント7本体とは別体のセグメント側金属プレート73を用いて構成することができる。この場合、前記セグメント側截頭円錐状外側面71の一部をカットした状態のカット面に凹所74を形成し、該凹所74にセグメント側金属プレート73を着脱自在に取り付けて構成することができる。
前記凹所74に取り付けられたセグメント側金属プレート73の上面がセグメント側案内平坦面72となる。
なお、セグメント側金属プレート73の凹所74への取り付けは、図示しないネジ等の取り付け手段を用いて着脱自在に行うことができる。
またセグメント側金属プレート73は、銅合金又は軟窒化処理等の表面処理した鉄合金、その他、摺動に適した材料を用いることができる。
The segment side guide
The upper surface of the segment
The segment-
Further, the segment
前記T字溝13は、前記凹所74及び該凹所74に取り付けられる一対のセグメント側金属プレート73を利用してT字状に形成することができる。
The T-shaped
次に図3、図4を用いて、本考案の実施形態に係るタイヤ加硫金型装置1の動作について説明する。
今、図3に示すように、外部リング4が最上位の位置にある場合においては、環状分割金型を構成する各セグメント7は半径方向の最外方にあって、型組みが最も開放された状態にある。
型組みが最も開放された状態では、外部リング4と各セグメント7とは非当接の状態である。即ち、外部リング側截頭円錐状内側面41と外部リング側案内平坦面42は、何れも、セグメント側截頭円錐状外側面71とセグメント側案内平坦面72に対して離れた状態にある。また各セグメント7同士も相互に離れた状態にある。
勿論、外部リング4と各セグメント7とは、T字ブロック11とT字溝13とによって遊嵌状態に連結されている。
Next, operation | movement of the tire
As shown in FIG. 3, when the
In the state where the mold assembly is most opened, the
Of course, the
外部リング4を、図3に示す外部リング4の最上位位置(各セグメント7の開放位置)から下方に降下させて行くと、各セグメント7に対向する外部リング4部分のリング半径が小さくなっていくため、やがて外部リング側案内平坦面42がセグメント側案内平坦面72に当接(摺接)する。
一方、外部リング側截頭円錐状内側面41はセグメント7側に対して離れた状態、即ち非当接を維持する。
外部リング側案内平坦面42がセグメント側案内平坦面72に当接することで、外部リング4によるセグメント7の押動が開始され、各セグメント7は半径方向内側に向けて移動を開始する。
この場合における外部リング4によるセグメント7の押動は、案内平坦面42、72同士の面当接によるものであるから、移動中におけるセグメント7の姿勢が安定し、速度を上げても搖動が生じ難い。よって外部リング4との不要な接触や当たりによるセグメント7の損傷、摩耗を十分に低減させることができ、補修回数の低減と長寿命化を図ることができる。また各セグメント7の閉止によって組み上げられる環状金型の組み上げ(型組み)精度の向上と安定性の向上を図ることができる。
When the
On the other hand, the outer ring side frustoconical
The outer ring side guide
Since the pushing of the
そして外部リング4の更なる降下に伴い、暫くは外部リング側案内平坦面42がセグメント側案内平坦面72に面当接した状態での外部リング4による各セグメント7の半径方向内方への押動が継続される。
As the
外部リング4を、図4に示す外部リング4の最低位位置(各セグメント7の閉止位置)に至る手前の途中位置まで降下させて行くと、その間においても、各セグメント7に対する外部リング4部分のリング半径が小さくなって行く。
この状態においては、外部リング4と各セグメント7は、外部リング側案内平坦面42とセグメント側案内平坦面72とによる面当接の他、外部リング側截頭円錐状内側面41とセグメント側截頭円錐状外側面71による線当接が開始される。
When the
In this state, the
外部リング4を更に降下させると、外部リング側案内平坦面42とセグメント側案内平坦面72とによる当接が解消され、両者42、72は離間する。即ち、外部リング側案内平坦面42によるセグメント側案内平坦面72の押動は終了する。
代わりに、外部リング側截頭円錐状内側面41によるセグメント側截頭円錐状外側面71への直接的な線当接による押動が行われ、各セグメント7が移動される。
この外部リング側截頭円錐状内側面41とセグメント側截頭円錐状外側面71との線当接による押動は、その後、セグメント7の閉止位置まで続く。
When the
Instead, the outer ring-side frustoconical
This pushing by the line contact between the outer ring side frustoconical
そして外部リング4を図4に示す最低位位置まで降下させると、各セグメント7はその閉止位置に至り、環状分割金型の型組みが完了する。
前記環状分割金型の型組みが完了する各セグメント7の閉止位置では、外部リング側截頭円錐状内側面41とセグメント側截頭円錐状外側面71とが同じ曲率半径をもって密着し、また各隣り合うセグメント7同士も密着状態となって環状リングが完成する。一方、外部リング側案内平坦面42とセグメント側案内平坦面72とは当接することなく、間隙をもって離間した状態となる。
When the
At the closed position of each
この閉止位置では、図4に示すように、セグメント7の上部当接面7aと上部金型5の当接面5aとが当接する。また上部当接面7aに配置される強度補強部材20の当接面20aと当接面5aとが当接する。更にセグメント7の下部当接面7bと下部金型6の当接面6aとが当接する。加えて、下部当接面7bに配置される強度補強部材20の当接面20aと当接面6aとが当接する。
この際、本実施形態においては、上部当接面7a及び下部当接面7bに強度補強部材20を配置してあることで、上部金型5及び下部金型6との当接によって各セグメント7が摩耗や損傷することを効果的に防止することができる。よって補修回数の低減と長寿命化とを実現することができる。
また強度補強部材20を、上部当接面7a及び下部当接面7bと面一となるように埋設させて配置する構成とすることで、上部当接面7a及び下部当接面7bの当接面積はそのままに、強度補強部材20を効果的に配置させることができる。
更に強度補強部材20を構成する金属部材の強度を、上部金型5及び下部金型6を構成する金属部材と同じ強度とすると共に、各セグメント7の周方向に複数個の強度補強部材を配置することで、上部金型5及び下部金型6との当接によって各セグメント7が摩耗や損傷することを一段と効果的に防止することができる。
In this closed position, as shown in FIG. 4, the upper contact surface 7a of the
At this time, in the present embodiment, the
Further, the
Further, the strength of the metal member constituting the
またセグメント7の径方向における強度補強部材20の外面を、ねじ切り形状からなる凹凸表面Pで構成すると共に、略円柱形状の細長い金属部材で形成される強度補強部材20の長手方向が各セグメント7の径方向となるように、上部当接面7a及び下部当接面7bに強度補強部材20を配置することで、各セグメント7が上部金型5及び下部金型6と当接する際に、各セグメント7の当接面に生じる応力を効果的に分散させることができる。即ち、強度補強部材20を応力緩和部材として機能させることができる。よって各セグメント7が摩耗や損傷することを一段と効果的に防止することができる。
In addition, the outer surface of the
閉止位置に至る少し手前の状態においては、外部リング側截頭円錐状内側面41とセグメント側截頭円錐状外側面71との線当接による押動が好ましい。線当接による場合は各セグメント7に動きの遊びが可能となるため、その間に姿勢調整が可能となる。このため、各セグメント7は最終的な閉止位置の手前で、各セグメント7と外部リング4間、及び各セグメント7間での相互の位置関係を十分に矯正することが可能となって、軸心が一致した正確で精密な環状分割金型の型組みができる。
In a state just before reaching the closing position, it is preferable that the outer ring side truncated conical
閉止状態にある各セグメント7を開放する場合は、最下位に降下している外部リング4を上昇させることで行う。
セグメント7側のT字溝13に対して外部リング4側のT字ブロック11が遊嵌されているため、外部リング4の上昇により、T字ブロック11がT字溝13に引っ掛かった状態となって、セグメント7が半径方向外方へ引きずられる。
なお、T字ブロック11は外部リング4が下方へ降下している間においては、T字溝13の何れの内壁にも当接することがないように寸法設計される。
When each
Since the T-shaped
The T-shaped
なお、強度補強部材20の形状、大きさ、配置位置、配置数などは本実施形態のものに限らず、適宜変更可能である。例えば図6(a)に示すように、強度補強部材として、当接方向における外面(セグメント7の径方向における外面)が、波形に湾曲した凹凸表面Qを備える強度補強部材200を用いる構成としてもよい。このような構成とすることで、各セグメント7が上部金型5及び下部金型6と当接する際に、各セグメント7の当接面に生じる応力を一段と効果的に分散させることができる。また図6(b)に示すように、強度補強部材として、当接方向における外面(セグメント7の径方向における外面)が、矩形状の凹部と矩形状の凸部を交互に配置してなる凹凸表面Sを備える(いわゆるソバ付ロッド形状)強度補強部材300を用いる構成としてもよい。
つまり凹凸表面の形状は、各セグメント7が上部金型5及び下部金型6と当接した際に、各セグメント7の当接面に生じる応力を効果的に分散できる形状(応力に対して抵抗する形状)であれば、如何なる形状としてもよい。
The shape, size, arrangement position, number of arrangements, and the like of the
In other words, the shape of the concavo-convex surface is such that when each
また図7に示すように、各セグメント7において、隣接するセグメント7と当接する隣接当接面7cに、強度補強部材20を配置するような構成としてもよい。このような構成とすることで、隣接当接面7cの摩耗や損傷を防ぐことによる補修回数の低減と長寿命化を図ることができると共に、セグメント7の摩耗による製品としてのタイヤの不良を防ぐことができる。また各セグメントの閉止によって組み上げられる環状金型の組み上げ(型組み)精度の向上と安定性の向上を図ることができる。なお、隣接当接面7cに強度補強部材20を配置する場合は、隣接するセグメント7間において、同じ位置に、同じ形状、同じ大きさの強度補強部材20を配置することが必要である。
本変形例においては、セグメント7の上部当接面7a及び下部当接面7bに配置する強度補強部材20と全く同じ強度補強部材20を隣接当接面7cに配置する構成としてある。勿論、このような構成に限るものではなく、上部当接面7a及び下部当接面7bに配置する強度補強部材とは異なる形状、材質の強度補強部材を隣接当接面7cに配置する構成としてもよい。
Further, as shown in FIG. 7, in each
In this modification, the
本考案のタイヤ加硫金型装置は、自動車タイヤの製造分野において有用であり、産業上の利用可能性が大きい。 The tire vulcanization mold apparatus of the present invention is useful in the field of manufacturing automobile tires, and has great industrial applicability.
1 タイヤ加硫金型装置
2 上型プレート
3 下型プレート
4 外部リング
5 上部金型
5a 当接面
6 下部金型
6a 当接面
7 セグメント
7a 上部当接面
7b 下部当接面
7c 隣接当接面
8 ピストンロッド
9 良摺動プレート
10 ネジ
11 T字ブロック
12 ネジ
13 T字溝
14 ストッパー
15 ストッパー用溝
20 強度補強部材
20a 当接面
31 セグメント
31a 上部当接面
31b 下部当接面
32 上部金型
32a 当接面
33 下部金型
33a 当接面
34 上部プレート
35 下部プレート
41 外部リング側截頭円錐状内側面
42 外部リング側案内平坦面
43 外部リング側金属プレート
44 凹所
71 セグメント側截頭円錐状外側面
72 セグメント側案内平坦面
73 セグメント側金属プレート
74 凹所
100 タイヤ加硫金型装置
200 強度補強部材
300 強度補強部材
E 長さ
F 長さ
G 長さ
P 凹凸表面
Q 凹凸表面
R1 角度
R2 角度
S 凹凸表面
T 凸部
U 凹部
DESCRIPTION OF
Claims (6)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018002330U JP3217843U (en) | 2018-06-22 | 2018-06-22 | Tire vulcanization mold equipment |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018002330U JP3217843U (en) | 2018-06-22 | 2018-06-22 | Tire vulcanization mold equipment |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP3217843U true JP3217843U (en) | 2018-09-06 |
Family
ID=63444073
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018002330U Active JP3217843U (en) | 2018-06-22 | 2018-06-22 | Tire vulcanization mold equipment |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP3217843U (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114603754A (en) * | 2022-03-11 | 2022-06-10 | 金铁城智能科技(青岛)有限公司 | Tire vulcanizing device and vulcanizing process thereof |
-
2018
- 2018-06-22 JP JP2018002330U patent/JP3217843U/en active Active
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114603754A (en) * | 2022-03-11 | 2022-06-10 | 金铁城智能科技(青岛)有限公司 | Tire vulcanizing device and vulcanizing process thereof |
| CN114603754B (en) * | 2022-03-11 | 2023-09-29 | 金铁城智能科技(青岛)有限公司 | Tire vulcanizing device and vulcanizing process thereof |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3902248B2 (en) | Tire mold and molding method | |
| JP4734907B2 (en) | Tire molding die and tire manufacturing method | |
| JP3217843U (en) | Tire vulcanization mold equipment | |
| US7416396B2 (en) | Tire forming mold and pneumatic tire producing method using the same | |
| JP6809443B2 (en) | Structure of container for tire vulcanization | |
| US4726749A (en) | Split vulcanizing die | |
| JP3197505U (en) | Tire vulcanization mold equipment | |
| JP6754683B2 (en) | Tire mold and tire mold manufacturing method | |
| JP3191363U (en) | Tire vulcanizing mold | |
| WO2019224969A1 (en) | Tire vulcanization molding device | |
| JP5268631B2 (en) | Mold for vulcanizing unvulcanized tire blanks | |
| KR200408404Y1 (en) | Container for vulcanization in manufacturing vehicle tire | |
| JP6743161B2 (en) | Tire vulcanization mold | |
| JP6738426B2 (en) | Tire vulcanizing mold, tire vulcanizing apparatus, and tire manufacturing method | |
| US10730257B2 (en) | Tire vulcanization mold, tire vulcanization device, and tire production method | |
| JP6475549B2 (en) | Tire vulcanization mold | |
| JP2013215945A (en) | Mold for tire vulcanization and tire vulcanization method | |
| JP6130762B2 (en) | Tire molding die and tire molding method | |
| JP6503824B2 (en) | Container for tire vulcanization | |
| JP6804953B2 (en) | Manufacturing method of tire vulcanization mold and pneumatic tire | |
| JP3237977U (en) | Tire vulcanization mold equipment | |
| JP7410702B2 (en) | Tire curing mold | |
| JP7288386B2 (en) | Tire manufacturing equipment and bead ring | |
| JP2008179046A (en) | Tire vulcanizing mold | |
| JP2019199023A (en) | Tire vulcanization mold device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 3217843 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R323113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |