JP2024527134A - 時計部品の製造方法 - Google Patents
時計部品の製造方法 Download PDFInfo
- Publication number
- JP2024527134A JP2024527134A JP2024506453A JP2024506453A JP2024527134A JP 2024527134 A JP2024527134 A JP 2024527134A JP 2024506453 A JP2024506453 A JP 2024506453A JP 2024506453 A JP2024506453 A JP 2024506453A JP 2024527134 A JP2024527134 A JP 2024527134A
- Authority
- JP
- Japan
- Prior art keywords
- substrate
- manufacturing
- watch
- resin
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 102
- 239000000758 substrate Substances 0.000 claims abstract description 171
- 239000011347 resin Substances 0.000 claims abstract description 123
- 229920005989 resin Polymers 0.000 claims abstract description 123
- 238000000034 method Methods 0.000 claims abstract description 105
- 230000005855 radiation Effects 0.000 claims abstract description 66
- 238000000151 deposition Methods 0.000 claims abstract description 18
- 230000001678 irradiating effect Effects 0.000 claims abstract description 18
- 230000000694 effects Effects 0.000 claims abstract description 4
- 230000003667 anti-reflective effect Effects 0.000 claims description 27
- 239000000463 material Substances 0.000 claims description 19
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 claims description 17
- 238000011049 filling Methods 0.000 claims description 13
- 238000005240 physical vapour deposition Methods 0.000 claims description 13
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 12
- 238000000231 atomic layer deposition Methods 0.000 claims description 11
- 229910052751 metal Inorganic materials 0.000 claims description 11
- 239000002184 metal Substances 0.000 claims description 11
- 238000004549 pulsed laser deposition Methods 0.000 claims description 11
- 239000000919 ceramic Substances 0.000 claims description 10
- 238000005229 chemical vapour deposition Methods 0.000 claims description 10
- 239000002131 composite material Substances 0.000 claims description 9
- 235000011187 glycerol Nutrition 0.000 claims description 8
- 238000006116 polymerization reaction Methods 0.000 claims description 8
- 238000005323 electroforming Methods 0.000 claims description 7
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 claims description 7
- 229910052737 gold Inorganic materials 0.000 claims description 7
- 239000010931 gold Substances 0.000 claims description 7
- 239000011248 coating agent Substances 0.000 claims description 6
- 238000000576 coating method Methods 0.000 claims description 6
- 239000004020 conductor Substances 0.000 claims description 6
- 229910052759 nickel Inorganic materials 0.000 claims description 6
- 238000000206 photolithography Methods 0.000 claims description 6
- 230000008021 deposition Effects 0.000 claims description 5
- 238000009713 electroplating Methods 0.000 claims description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 4
- 238000005266 casting Methods 0.000 claims description 4
- 229910052802 copper Inorganic materials 0.000 claims description 4
- 239000010949 copper Substances 0.000 claims description 4
- 229910001092 metal group alloy Inorganic materials 0.000 claims description 4
- 238000004528 spin coating Methods 0.000 claims description 4
- 239000010935 stainless steel Substances 0.000 claims description 4
- 229910001220 stainless steel Inorganic materials 0.000 claims description 4
- 238000004070 electrodeposition Methods 0.000 claims description 3
- 239000011521 glass Substances 0.000 claims description 3
- 239000012811 non-conductive material Substances 0.000 claims description 3
- 238000005498 polishing Methods 0.000 claims description 3
- 230000008569 process Effects 0.000 claims description 3
- 238000003618 dip coating Methods 0.000 claims description 2
- 238000000227 grinding Methods 0.000 claims description 2
- 229920000642 polymer Polymers 0.000 claims description 2
- 239000010703 silicon Substances 0.000 claims description 2
- 229910052710 silicon Inorganic materials 0.000 claims description 2
- 238000003856 thermoforming Methods 0.000 claims description 2
- 238000005507 spraying Methods 0.000 claims 1
- 238000005286 illumination Methods 0.000 description 7
- 238000003754 machining Methods 0.000 description 7
- 230000015572 biosynthetic process Effects 0.000 description 6
- 238000004090 dissolution Methods 0.000 description 5
- HUAUNKAZQWMVFY-UHFFFAOYSA-M sodium;oxocalcium;hydroxide Chemical compound [OH-].[Na+].[Ca]=O HUAUNKAZQWMVFY-UHFFFAOYSA-M 0.000 description 5
- 239000006117 anti-reflective coating Substances 0.000 description 4
- 230000008901 benefit Effects 0.000 description 4
- 238000009832 plasma treatment Methods 0.000 description 4
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 229910045601 alloy Inorganic materials 0.000 description 2
- 239000000956 alloy Substances 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 229910052804 chromium Inorganic materials 0.000 description 2
- 239000011651 chromium Substances 0.000 description 2
- 239000002537 cosmetic Substances 0.000 description 2
- 238000000708 deep reactive-ion etching Methods 0.000 description 2
- 238000010894 electron beam technology Methods 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 230000001590 oxidative effect Effects 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 238000003486 chemical etching Methods 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 230000000295 complement effect Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000005238 degreasing Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 239000010437 gem Substances 0.000 description 1
- 229910001751 gemstone Inorganic materials 0.000 description 1
- 239000002241 glass-ceramic Substances 0.000 description 1
- 238000000608 laser ablation Methods 0.000 description 1
- 238000010329 laser etching Methods 0.000 description 1
- 239000000615 nonconductor Substances 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000011368 organic material Substances 0.000 description 1
- 238000007649 pad printing Methods 0.000 description 1
- 230000005298 paramagnetic effect Effects 0.000 description 1
- 238000002161 passivation Methods 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000005488 sandblasting Methods 0.000 description 1
- 238000007569 slipcasting Methods 0.000 description 1
- 238000007592 spray painting technique Methods 0.000 description 1
- 239000004575 stone Substances 0.000 description 1
- 238000002207 thermal evaporation Methods 0.000 description 1
- AYEKOFBPNLCAJY-UHFFFAOYSA-O thiamine pyrophosphate Chemical compound CC1=C(CCOP(O)(=O)OP(O)(O)=O)SC=[N+]1CC1=CN=C(C)N=C1N AYEKOFBPNLCAJY-UHFFFAOYSA-O 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
Images



























Classifications
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B13/00—Gearwork
- G04B13/02—Wheels; Pinions; Spindles; Pivots
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D1/00—Electroforming
- C25D1/003—3D structures, e.g. superposed patterned layers
-
- G—PHYSICS
- G03—PHOTOGRAPHY; CINEMATOGRAPHY; ANALOGOUS TECHNIQUES USING WAVES OTHER THAN OPTICAL WAVES; ELECTROGRAPHY; HOLOGRAPHY
- G03F—PHOTOMECHANICAL PRODUCTION OF TEXTURED OR PATTERNED SURFACES, e.g. FOR PRINTING, FOR PROCESSING OF SEMICONDUCTOR DEVICES; MATERIALS THEREFOR; ORIGINALS THEREFOR; APPARATUS SPECIALLY ADAPTED THEREFOR
- G03F7/00—Photomechanical, e.g. photolithographic, production of textured or patterned surfaces, e.g. printing surfaces; Materials therefor, e.g. comprising photoresists; Apparatus specially adapted therefor
- G03F7/20—Exposure; Apparatus therefor
- G03F7/2002—Exposure; Apparatus therefor with visible light or UV light, through an original having an opaque pattern on a transparent support, e.g. film printing, projection printing; by reflection of visible or UV light from an original such as a printed image
- G03F7/201—Exposure; Apparatus therefor with visible light or UV light, through an original having an opaque pattern on a transparent support, e.g. film printing, projection printing; by reflection of visible or UV light from an original such as a printed image characterised by an oblique exposure; characterised by the use of plural sources; characterised by the rotation of the optical device; characterised by a relative movement of the optical device, the light source, the sensitive system or the mask
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B15/00—Escapements
- G04B15/14—Component parts or constructional details, e.g. construction of the lever or the escape wheel
-
- G—PHYSICS
- G04—HOROLOGY
- G04B—MECHANICALLY-DRIVEN CLOCKS OR WATCHES; MECHANICAL PARTS OF CLOCKS OR WATCHES IN GENERAL; TIME PIECES USING THE POSITION OF THE SUN, MOON OR STARS
- G04B19/00—Indicating the time by visual means
- G04B19/04—Hands; Discs with a single mark or the like
- G04B19/042—Construction and manufacture of the hands; arrangements for increasing reading accuracy
-
- G—PHYSICS
- G04—HOROLOGY
- G04D—APPARATUS OR TOOLS SPECIALLY DESIGNED FOR MAKING OR MAINTAINING CLOCKS OR WATCHES
- G04D3/00—Watchmakers' or watch-repairers' machines or tools for working materials
- G04D3/0002—Watchmakers' or watch-repairers' machines or tools for working materials for mechanical working other than with a lathe
- G04D3/0043—Watchmakers' or watch-repairers' machines or tools for working materials for mechanical working other than with a lathe for components of the time-indicating mechanisms
- G04D3/0046—Watchmakers' or watch-repairers' machines or tools for working materials for mechanical working other than with a lathe for components of the time-indicating mechanisms for hands
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Crystallography & Structural Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
【解決手段】時計部品の製造用金型の製造方法であって、上面(21)を含む、少なくとも1つの基板(20)を得る(E1)ステップ、基板(20)の上面(21)の全部または一部に、反射防止効果を有する処理を適用する(E2)ステップ、その後基板(20)の上面上に、感光性樹脂(40)の層を堆積する(E31)ステップ、感光性樹脂(40)に、所定のパターンに応じて照射放射線(45)を照射する(E32)ステップ、その後感光性樹脂(40)を現像する(E33)ステップ、を含み、感光性樹脂(40)と基板(20)の上面(21)の一部とにより少なくとも部分的に区切られた金型を形成する、金型の製造方法。【選択図】 図17
Description
本発明は、時計部品の製造用金型の製造方法に関する。本発明はまた、当該金型を用いた、時計部品の製造方法に関する。本発明はまた、当該方法を用いて得られた、時計部品そのものに関する。
既存の時計部品の製造方法は、複雑な形状を有する、即ち、例えば「クル・ド・パリ」タイプのパターンを形成する、または面取り、斜角、角度を含む、傾斜面を含む、部品を製造するには十分ではない、または不適切である。これら方法は、時として特定の複雑な形状を達成することに成功するが、それは事後機械加工といった骨の折れるステップを用いてしか得られない。一般に、時計部品を製造するための既存の製造方法は、十分な精密さをもって複雑な形状を製造することを可能にしない。
このため、本発明は、時計部品を製造するための既知の製造方法を改善する、とりわけ複雑な形状の時計部品を、簡単且つ高度な精密さをもって、製造することを可能にすることを目的とする。
このため、本発明は、時計部品の製造用金型の製造方法であって、
上面を含む、基板を獲得するステップ、
前記基板の前記上面の全部または一部に、反射防止効果を有する処理を適用するステップ、
前記基板の前記上面上に、感光性樹脂の層を堆積するステップ、
前記感光性樹脂に、所定のパターンに応じて照射放射線を照射するステップ、
前記感光性樹脂を現像するステップ、
を含み、
前記感光性樹脂と前記基板の前記上面の一部とにより少なくとも部分的に区切られた金型を形成する、金型の製造方法に基づく。
上面を含む、基板を獲得するステップ、
前記基板の前記上面の全部または一部に、反射防止効果を有する処理を適用するステップ、
前記基板の前記上面上に、感光性樹脂の層を堆積するステップ、
前記感光性樹脂に、所定のパターンに応じて照射放射線を照射するステップ、
前記感光性樹脂を現像するステップ、
を含み、
前記感光性樹脂と前記基板の前記上面の一部とにより少なくとも部分的に区切られた金型を形成する、金型の製造方法に基づく。
本発明は、より具体的には、請求項で定義される。
本発明の目的、特徴、及び利点は、添付の図面を参照して非限定的な例として与えられる、特定の実施形態についての以下の説明において、詳細に説明される。
本発明は、特定の金型内での単純な成形により、複雑な形状の時計部品を得るために、複雑な形状を提示可能な特定の金型の中間製造を通じて、求める目的を達成する。複雑な形状は、とりわけ、部品の2つの相互に平行な主平面に対して傾斜した、または特定の金型の底部で形成された部品の当該表面に対して傾斜した、少なくとも1つの側壁を含む、部品によって特徴づけられる。
本発明は、まず、時計部品の製造用金型の製造方法を含む。本発明は次に、時計部品の製造方法そのものを含み、図1に模式的に示すように、その第一段階Ph1は、金型の製造方法を実施することからなり、その第二段階Ph2は、時計部品そのものを製造するための当該金型の使用である。
理解を助ける実例として選択された、特定の実施形態にかかる時計部品の製造用金型の製造方法を、まず、図2aから図10a、図2bから図10b、そしてまた図22から28を参照して説明する。
方法は、2つの第一実施形態によれば、潜在的に実質的に平行な上面21と下面23を含み、数百ミクロンから数ミリメートルの厚さの、薄く、実質的に平坦な形状を取る、基板20を得ることからなる第一ステップE1を含む。上面21は、通常は平坦である。変形例として、上面は平坦ではなく、例えばドーム型であってもよい、及びまたは1以上の凹部を有してもよい。いずれにせよ、説明を単純化するため、当該上面21がその中で延長する、平面P1について説明するが、詳細を後述するように、表面が完全に平坦ではない場合には、当該平面P1は接平面である。下面23も同様に平面P3内で延長する。基板20の厚さは、2つの平面P1とP3間の距離である。
更に、基板20は、ステンレス鋼といった、金属または金属合金といった、導電材料から製造されてもよく、または例えばウエハまたはブロックの形状の、シリコン、ガラス、またはセラミック、またはポリマー、または複合材料といった非導電材料から製造されてもよい。基板は、好ましくは、低い粗度を有する。基板は、有利には、脱脂、洗浄、そして任意でその不動態化及びまたは活性化を含む、従来の準備ステップを経ることができる。加えて、基板は、正確に方向を合わせることができるように、マーカーが設けられてもよい。
本実施形態によれば、基板20を得るE1からなる第一ステップは、凹部を除き基板の当該上面がその中で延長する平面P1に対して傾斜した、少なくとも1つの傾斜面31により区切られた、凹部30を形成するために、基板20の上面21から開始する凹部30を作成することからなる任意ステップを含む。当該平面P1は、凹部を除き、即ち、当該境界面4において連続する上面と考慮され、凹部30と基板20の残りの上面21との間の境界面4に存在すると見なされる。当該境界面は、縁部を形成する。上述のように、当該平面は、表面が全体に平面状でない場合に、凹部の外で、基板の上面21の接線方向の平面である。同様に、凹部30の当該傾斜面31は、当該平面が平面状でない場合に、当該傾斜面の接線方向の接平面Piを参照して検討される。一般に、凹部30は、上述の平面P1に垂直でも平行でもない、少なくとも1つの接平面Piを含む場合に、少なくとも1つの傾斜面を含む。
有利には、傾斜面31は、上面21と凹部30との間の境界面4において、上面21(すなわち平面P1)に対して、10から80度の間の角度を形成する、傾斜を有する。
当該ステップは任意である。基板は、必ずしも凹部を有さなくてもよい。
図2aは、湾曲し、丸みを帯びた、連続且つ凹形の表面を有する、凹部30の第一実施例を示す。凹部は、全体として丸みを帯びたU字型を形成する湾曲形状の横断面を、即ち平面P1に垂直な平面上の断面を有する。当該例において、凹部30は、実質的に全面上に、傾斜面31を有する。
図2bは、V字型の横断面を形成する、円錐状表面の形状を有する、凹部30の第二実施例を示す。変形例として、凹部は、三角形状であり、同じV字型横断面を有してもよい。Vの各アームは、凹部30の傾斜面31の直線的部分を形成する。
もちろん、本発明は、任意である凹部30の形状そのものに関連するものではなく、図示した2つの実施形態に限定されるものではない。凹部30は、その全面の、小区分のみに傾斜面を含んでもよい。傾斜面は、多数の平坦及びまたは湾曲した小平面により形成されてもよく、そのそれぞれは、潜在的に最終的に上で定義した傾斜面である。また、凹部は、凹形または凸形形状であってもよい。一般に、凹部にあってもなくても、基板の上面の傾斜面は、上述の平面P1と0°以外のまたは90°以外の角度をなす表面と定義される。傾斜面31は、連続でも非連続でもよい。傾斜面が平面P1となす角度は、一定であってもなくてもよい。傾斜面は、平坦であっても湾曲してもよい。湾曲面の場合、上述の角度は、例えば、傾斜面上の所定の点における接線が平面P1となす角度により特徴づけられてもよく、当該角度は、傾斜面の輪郭に応じて変化する。傾斜面が平面P1となす角度は、より具体的には、平面P1に垂直な平面を通過する断面の、すなわち上で定義した横断面の図で見ることができる。非平坦上面21の場合、当該角度は、境界面4における上面21の接線方向の平面に対して測定されることを注記する。加えて、1以上の凹部30を基板20に形成してもよい。凹部30は、1以上の傾斜面31を含んでもよい。
加えて、凹部30は、従来の機械的加工、レーザ加工、レーザエッチング、化学エッチング、または電気化学的溶解といった、当業者に既知のあらゆる手段で形成されてよい。変形例として、凹部は、特定の機械加工ステップで形成されず、上面21が局所的に非平坦である基板20の製造から直接得られてもよい。全ての場合において、凹部30は、基板20の上面21の残部に対して窪んだ表面の形状を取り、凹部は、所定の深さdまで基板20の厚み内に延長する。
図22から26で示す第三実施形態によれば、基板20は、少なくとも部分的に層またはブロックの形状を示し、ここで少なくとも1つの凹部30は、特にTPPの頭字語で知られる2光子重合技術を用いて、窪んだ区域の形状で形成され、当該基板20は、樹脂、または2光子重合を用いて構築することが可能なあらゆる素材(例えば、特定のオルモサー、感光性複合材料、及び特定のガラスセラミック)製である。当該基板20は、図22に示すように、支持部70上に配置される。図示しない変形例において、2光子重合に曝される基板20は、上述の最初の2つの実施形態の基板の形状に類似する形状の、プレートの形状を取ってもよい。
当該第三実施形態で用いられる2光子重合技術は、例えば、突き出して重ね合わされた区域、または非連続構造、または波型形状といった多数の実行可能な複雑な形状を含む、多数の利点を提供することを注記する。当該技術はまた、100nmより小さい精細度、及び10nmより小さい粗度Raという、非常に高いレベルの精密さを達成することを可能にする。当該技術はまた、広い照射体積にわたる実施を可能にする。当該技術は、例えば、局所的に湾曲した及びまた角度を有する傾斜側壁を作成可能にする。
代替的に、樹脂またはその他の互換性を有する素材製の基板20は、精密さに劣り形状が制限される、光造形法またはグレイスケールフォトリソグラフィ技術を用いて、凹部と共に形成可能である。
凹部30の深さdは、基板20の上面21の平面P1と、平面P1に平行で、凹部30上の平面P1から最も遠い点を通過する、平面P2との間で測定される距離に対応する。深さdは、平面P1及びP2に垂直な、即ち基板20の上面21に垂直な方向に測定される。好ましくは、凹部の深さdは、1000μm以下である、または500μm以下である、または400μm以下である。深さdはまた、好ましくは、10μm以上である、または50μm以上である、または80μm以上である、または100μm以上である。
以降で明らかになるように、凹部30は、時計部品製造用金型として、少なくとも部分的に作動してもよい。凹部は、より具体的には、追加の機械加工ステップを必要とせず、当該部品を単純な金型成形によって有利に製造可能にするため、時計部品の複雑な形状を画定するために用いられる。このため、当該凹部は、当該凹部内で成形される時計部品の当該部分の将来的な脱金型に適した形状を有することを注記する。この目的のため、一例示的実施形態によれば、基板の上面21がその中で延長する平面P1に平行な平面内の、凹部の断面積は、あらゆる深さにおいて、凹部の開口側の、即ち凹部30と基板20の上面21との間の境界面4における断面よりも小さい。他の例示的実施形態によれば、基板の上面21がその中で延長する平面P1に平行な、凹部30の断面積は、当該平面P1から距離が遠ざかるにつれて、減少する。基板20は、時計部品の製造用金型の一部を形成するという単一の機能を有し、基板は、将来的な時計部品に属さないことを注記する。図22から26に記載の第三実施形態は、金型の表面や、将来的な時計部品の一部を形成しない、支持部70を用いることを注記する。
図示しないが任意で、基板20の上面21の全部または一部に、とりわけ凹部30に少なくとも部分的に、特にその傾斜面に、導電層を堆積してもよい。このような導電層は、以下に詳細に説明するように、基板が導電材料製ではない場合であり、製造の第二段階Ph2が、導電性の金型を必要とする場合に必要となる。当該導電層は、とりわけ、時計部品上に将来の金属層を成長させることが意図される、電鋳、電着または電気めっきステップを開始するための電極として作動することが意図される。既知のように、当該開始導電層は、金または銅の層で被覆された、クロム、ニッケル、またはチタンのサブ層を含んでもよく、このため多層構造を示してもよい。当該導電層は、物理的気相成長法(PVD)、または化学的蒸着(CVD)、または原子層成長法 (ALD)、またはパルスレーザ堆積法(PLD)の方法を用いて、熱蒸発を用いて、または当業者に既知のあらゆる手段を用いて、堆積されてもよい。
実施形態にかかる方法は、次に、基板に反射防止処置を適用するE2からなるステップを含み、その機能は以下に説明される。実施形態によれば、当該ステップは、以下で説明する後続ステップで実施される、樹脂の照射に適した入射照射放射線に垂直ではない、基板20の少なくとも上面21の一部にわたり、反射防止層25を堆積することからなるステップの形で実施される。反射防止層25の適用は、凹部、より一般的には傾斜面を除き、基板20の上面21の残りがその中で延長する平面P1に垂直に、照射放射線を適用することが一般的に好ましいという知見に基づき、図示した実施形態の凹部30の傾斜面31に特に関連する。反射防止層25は、図3a及び図3bに示すように、基板20の上面21の全部または一部にわたり、または図23に示すように支持部70の一部にもわたり、延長してもよい。
好ましくは、反射防止層は、照射放射線、特にUV(紫外線)照射の反射を、98%より多く、または99%より多く、または99.9%より多く、減衰させることを可能にする。反射防止層は、当業者に既知のあらゆる化学的性質のものであってもよい。反射防止層は、有機素材を含んでもよい。特に、反射防止層は、AZ(登録商標)-BARLi(登録商標)IIの商品名で知られる素材の層であってもよい。
反射防止処理は、スピン・コーティングまたは吹き付け塗装または浸漬被覆によって、または化学的蒸着(CVD)または物理的気相成長法(PVD)によって、または原子層成長法(ALD)またはパルスレーザ堆積法(PLD)によって、または当業者に既知のあらゆる技術を用いて、反射防止層25を堆積することを含んでもよい。変形例として、基板に反射防止処理を適用するE2からなるステップは、基板20の上面21の、または支持部70の表面の、特別な構造化を含んでもよい。このような基板の上面21の物理的構造化は、とりわけ、例えばレーザを用いた、サンドブラストにより達成されてもよい。
実施形態にかかる方法は、次に、金型の完成のために、基板の上面に、素材の、とりわけ樹脂の堆積を通じて、金型の少なくとも1つの側壁を形成することからなるステップE3を含み、金型は、基板の一部と樹脂との組み合わせにより形成される。有利には、素材を堆積することからなるステップは、製造金型の側壁を形成するもので、これら側壁は、基板を、とりわけ基板の上面21の一部と、任意で金型の底部の全部または一部を形成する基板の上面21の凹部を、補完する。
この実施形態によれば、樹脂は、当該ステップ中に、フォトリソグラフィ技術を用いて堆積され、ステップは、以下で詳細に説明するように、複数のサブステップを含む。
最初に、当該ステップは、図4a及び4b及び24に示すように、基板20の上面21の、そして場合により(上述のように場合により導電層により被覆され、反射防止層25により被覆された)支持部70の、全部または一部上に、任意でとりわけ凹部30の傾斜面31の少なくとも一部に、感光性樹脂40の層を堆積することからなるサブステップE31を含む。
感光性樹脂は、ネガでもポジでもよい。ネガの場合、感光性樹脂は、照射放射線の作用下で、現像液内で不溶または溶けにくくなるように設計される(即ち、露光された区域が現像に耐える)一方、ポジの場合、感光性樹脂は、照射放射線の作用下で、現像液内で溶けるように設計されるが、放射線に露光されない部分は、不溶または溶けにくいままである。
方法は次に、図5a及び5b及び25に示すように、マスク5を通じて照射放射線45により感光性樹脂40を照射することからなるサブステップE32を含む。パターンに対応する開口及び不透明区域を有するマスク5によって画定されるパターンに従って感光性樹脂40を照射するため、照射放射線45はUV照射であってもよい。代替的に、照射は、レーザまたは電子ビームを用いた、所定のパターンの直接描画(このためマスクを必要としない)により実施されてもよい。照射放射線45は、X線、UV、可視光、IR(赤外線)放射線、または電子ビームであってもよい。
一実施形態によれば、使用される照射放射線45は、マスク5がその中で延長する平面に垂直または実質的に垂直であり、マスク自身は、マスク5に形成された開口と一致して位置づけられる感光性樹脂40の区域のみが照射されるように、基板20の上面21の平面P1に平行である。照射区域は、平面P1に垂直または実質的に垂直な側壁により画定される。これら側壁は、定義により「直立側壁」と称される。有利な変形例として、照射放射線45は、基板20の平面P1に対して、またはより一般的には基板の上面21に対して、傾斜してもよく、このような入射放射線は、樹脂の傾斜した側壁を画定する。
樹脂を堆積することからなるステップは、次に、変形実施形態により、図6a、6b、7a、7b、8a、8b、26、27に示すように、樹脂を現像するE33からなるサブステップを含む。図27は、第三実施形態の図26の組立体の変形例を図示し、変形例は、前述のステップE32に続き、基板20の樹脂40が重合される間、入射放射線に対して傾斜され回転される、現像により得られた結果であることを注記する。樹脂がネガ樹脂の場合、現像は、例えば化学物質内で溶かすことにより、またはプラズマ処理により、照射されていない樹脂の区域を除去することからなる。ポジ感光性樹脂の場合、照射された区域は、現像中に除去され、照射されていない区域は基板上に維持される。現像後、樹脂が除去された場所において基板20は露出される。樹脂の残留部分は、金型の側壁を画定し、金型の側壁により外接された基板の部分は、金型の底部を画定する。このように、基板の一部と樹脂製の部分との組み合わせにより、金型が形成される。
上述のように、マスク5は、照射されたまたはされてはならない樹脂の区域を画定することを可能にし、究極的には金型の樹脂金型とその結果金型の形状を画定することを可能にする。十分な金型精度を達成するため、あらゆる迷照射を、すなわち樹脂へ到達しかねないあらゆる望まない照射放射線を制限、または防止することが重要である。このような迷照射放射線46は、基板20の反射防止処理がない場合には、図5a及び5bで生じかねない。迷照射放射線46は、基板20の表面から反射する入射照射放射線45から生じる場合もあり、望まれない区域の樹脂に反射した照射が到達することにつながりかねない。特に、迷照射放射線は、将来の金型の側壁を形成することが意図される樹脂の区域に到達可能である場合があり、これにより樹脂側壁に凹凸を含む金型を形成しかねず、これは当該金型で最終的に製造される時計部品の側壁における、小さなキャビティ(または樹脂のタイプによっては小さな突出物)の存在につながりかねないため、望ましくない。
迷照射放射線の現象は、特に凹部30の傾斜面31により起因してもよい。変形例として、このような迷反射構成はまた、基板20に垂直ではない入射照射放射線45の場合に生じかねない。迷照射放射線の存在は、選択した構造の形状に依拠するため、比較的予見可能である。このため、好みにより、迷照射放射線のリスクがある場合、とりわけ上述のように基板に反射防止効果を有する処理を適用するステップE2を含む、本発明にかかる方法が実施され、このような迷照射放射線の出現を完全にまたは部分的に除去し、これによりマスク5が画定する金型の正確な製造を保証する。
図20は、例として、入射照射放射線45が、基板20の平坦上面に対して、0°以外の、また90°以外の角度で傾斜する、リスク状況を図示する。反射防止層がなければ、迷放射線46が形成され、影響されることになっていない区域において、樹脂を通過する。レリーフを、例えば傾斜面を有する凹部を有する基板の場合に具体的に対応する他の変形例において、入射放射線と基板との間の、0°以外の、また90°以外の角度αは、基板の形状の結果である場合がある。図5a及び5bに示すように、凹部を有する基板の場合、入射放射線は、平面P1に垂直である。凹部の表面が傾斜するため、入射放射線は、反射され、迷放射線46を形成しかねない。他の変形例において、基板の傾斜面から反射する傾斜入射照射放射線45を用いることで、上述の2つの特定の形状を組み合わせることができる。
まとめると、入射照射放射線の方向が、照射されるべき樹脂が堆積された表面に垂直でない場合、及びまたは基板が入射照射放射線の方向に垂直ではない傾斜表面を含む場合、入射照射放射線により直接照射される区域外の樹脂の、迷照射のリスクにつながりかねない。このような迷照射は、照射されるべきではない樹脂の区域を横方向に照射することで、金型の画定を損なう。例えば、平坦且つ研磨された上面21を有する基板20の場合、図5a及び5bに示すように、平面P1に垂直な方向にポジ樹脂40に入射する照射放射線45は、基板20に生成された凹部30の傾斜面31から反射され、平面P1に垂直ではない迷照射放射線46を形成する迷反射を生成する。
一変形実施例によれば、基板と照射放射線(または照射放射線源)の相対位置は、「動的」と呼ばれるモードにおいて、照射の過程にわたり変化してもよい。例えば、基板は、図21に示すように、回転する能力を有して搭載され、自身で回転することで自身の全周囲が照射放射線により処理されてもよい。樹脂を照射する間、平面状基板を回転することで、その全周囲にわたり面取りされたリングを得ることができる。
変形例として、感光性樹脂は、基板の上面に対する照射放射線の入射角度が経時的に変化する、照射放射線に曝されてもよい。
先行ステップは、以下に詳細には説明しないものの、図23から26に模式的に示すように、図22に示す実施形態と同様に適用されてもよいことを注記する。
変形実施例において、金型の少なくとも1つの側壁を形成するステップE3は、標準照射構成で、即ち外気中で同一の入射照射放射線を使用することで得られるものよりも大きな傾斜を有する側壁を得るために、適切な屈折率を有する媒体内で実施される。例えば、感光性樹脂を用いる場合、当該ステップは、38°を越える入射角を得るために、樹脂の屈折率と近い屈折率を有する、グリセリン内で実施されてもよい。
図21は、上述の全ての実施形態に適応可能な、上記の原理を図示し、そのため本発明の対応する実施形態を図示する。本発明の当該実施形態において、製造される金型の全体が、大気とは異なる屈折率の媒体80内に含浸される。このため、照射放射線45は、大気とは異なる屈折率の媒体80、例えばグリセリンを含む、例えばガラス製の容器の壁に、直角で到達するように、鏡110で反射される。当該例において、樹脂側壁が基板20の上面に対して傾斜する角度αを画定するために、感光性樹脂40が照射されるべきと選択された。このため、当該例において、基板20は、例えばSU8タイプの、感光性樹脂40の層で被覆され、その上に、マスクが、例えばマスク5を形成するために、クロムの堆積により局所的に不透明にされた透明ソーダ石灰マスクが、配置される。基板20は、容器の壁に対して、そして入射光45に対して、角度θで傾斜される。当該実施形態において、基板20は、自身で回転する能力を有して搭載される。大気と異なる屈折率を有する媒体80と、マスク5を形成する素材の層90との間の境界面において、照射は、当該境界面の法線に対して測定される角度βで屈折される。当該提案構成において、様々な素材に対して適切な光学的性質を選択することで、大気内で達成可能な角度(最大限度は38°である)よりも大きな角度で、区域100における感光樹脂を照射することができる。
例として、屈折率n_Glycerin =1.67のグリセリンで形成された屈折率媒体80を検討する。同様に屈折率n_SU8 =1.67を有する、SU8タイプの感光性樹脂を検討する。大気の屈折率はn=1である。層90の素材は、屈折率n_Soda lime =1.53の透明ソーダ石灰が選択される。
当該実施例において、その傾斜側壁の角度α=50°を画定するため、SU8樹脂を局所的に照射することが求められる。
スネルの屈折法則によれば、
n Glycerin .sinθ=nSoda lime . sin β=nSU8 . sin α
n Glycerin =nSU8 であるため、θ=αである。
このため、基板20が角度θ=50°で傾斜されると、当該角度θがマスクの表面への放射線45の入射角となる。グリセリンとソーダ石灰の間の境界面において、放射線は、角度β=56.7°で屈折される。提案構成は、大気内では最大限度が38°であるのに対して、SU8樹脂を50°の角度で照射することを可能にする。
n Glycerin .sinθ=nSoda lime . sin β=nSU8 . sin α
n Glycerin =nSU8 であるため、θ=αである。
このため、基板20が角度θ=50°で傾斜されると、当該角度θがマスクの表面への放射線45の入射角となる。グリセリンとソーダ石灰の間の境界面において、放射線は、角度β=56.7°で屈折される。提案構成は、大気内では最大限度が38°であるのに対して、SU8樹脂を50°の角度で照射することを可能にする。
変形実施例によれば、金型の一部を形成する樹脂側壁は、少なくとも上述の従来のフォトリソグラフィに基づく1つのステップと、少なくとも2光子重合技術、従って本発明の第三実施形態で基板20の樹脂に凹部を形成するのに用いられたのと同じ技術に基づく1つのステップとを組み合わせる、特許文献1に記載の方法で、作成されてもよい。このようなアプローチは、有利には、所定のパターンに沿った三次元重合を得ることを可能にする。
更に、樹脂金型部分は、第一開口を含む第一樹脂層と、第二開口を含む、例えば硬質膜製の第二樹脂層とで、従来のフォトリソグラフィに基づく少なくとも1つのステップを伴うことで、多層化されてもよい。
樹脂を現像することからなるステップの結果、上述のように、基板と当該樹脂40の組み合わせから、金型が形成される。上で画定する、基板20、潜在的に少なくとも1つの傾斜面31を示す凹部30、及び樹脂側壁または複数の側壁は、製造される時計部品の複雑な形状を画定することを可能にする。樹脂40、とりわけ樹脂が基板20から形成する完璧に画定された側壁40は、製造される時計部品の側壁を画定する。
基板20が少なくとも1つの凹部30を含むとき、基板20上で樹脂40製の側壁41を位置決めするために、考えられる構成は複数あることを注記する。
図6aと6bに示す第一構成によれば、樹脂の側壁41は、凹部30と基板の上面21との間の境界面4と一致して形成されてもよい。この場合、側壁は、凹部30の端部に、すなわち凹部30の外縁に形成された縁部において、基板の上面がその中で延長する平面に垂直に延長する。
金型の製造の品質は、当該金型内で製造される時計部品に直接影響を与える。上述の凹部30の外縁を画定する縁部と一致して樹脂の側壁41を正確に位置決めすることは、簡単ではないことが明らかである。樹脂側壁41との接点における、あらゆるずれは、金型に欠陥を、そして製造される時計部品に、例えば突起等の、欠陥を発生しかねない。
当該危険性を減少させるため、図7a、7b、26、及び27に示す第二構成は、境界面4での正確な位置決めの必要を排除するため、凹部30内に少なくとも1つの側壁41を作成することからなる。このようなアプローチを用いることで、凹部30は、凹部内に位置決めされる側壁41により区切られる前に、製造される時計部品よりも大きな形状に形成される。
図8aと8bに示す第三構成によれば、感光性樹脂は、当該凹部の外に少なくとも1つの側壁41を形成する、即ち樹脂側壁は、凹部30との境界面4の外で、基板の上面21から延長する。
本発明は、上述の実施形態に限定されるものではない。例として、図30は、最初の2つの実施形態のうちの1つを、第三実施形態と組み合わせる、第四実施形態にかかる金型の製造を図示する。具体的には、金型は、まず、最初の2つの実施形態を参照して説明された方法と類似の方法を適用することで、第一基板20に形成された、少なくとも1つの凹部30と、本発明の第三実施形態を適用することで、第一基板20上に位置決めされた第二基板20’に形成された、少なくとも1つの凹部30’を含む。当該第四実施形態において、第一基板20は、第二基板20’を支持する役割も果たす。
もちろん、特に図30に類似のアプローチを用いることで、他の実施形態も予見可能であり、凹部は異なる技術を用いて形成されてもよい。
最後に、金型の製造方法は、図示しない、例えば照射放射線を用いて感光性樹脂を現像することからなるサブステップの後に、反射防止層25の部分的または完全除去の、任意ステップE4を含んでもよい。反射防止層25のこうした除去は、全ての場合において必須ではないことを注記する。実施されると、このような除去は、時計部品の製造用金型に属する基板20に、すなわち樹脂側壁41の間に、適用される。当該除去は、機械的または化学的に、例えば剥ぎ取りまたはプラズマ処理により、実施されてもよい。
最後に、上述のように、方法は、底部が、任意で少なくとも1つの凹部30を含み、場合により反射防止層及びまたは導電層を含む、基板の上面21の一部により形成され、側部が樹脂側壁41により画定される、金型を形成可能にする。基板20と少なくとも1つの凹部30は、金型の一部を形成し、いかなる場合であっても、将来的に製造される時計部品の一部を形成しない。
一実施形態によれば、少なくとも1つの凹部は、素材除去技術、とりわけ機械加工により作成される。他の実施形態によれば、少なくとも1つの凹部は、または金型の側壁は、完全にまたは部分的に、2光子重合またはグレイスケールフォトリソグラフィまたは光造形法技術により得られる。
本発明はまた、方法の第一段階Ph1が上述の金型の製造方法の実施からなる、時計部品の製造方法そのものに関する。製造方法の第二段階Ph2は、当該金型を用いて、時計部品そのものを製造することに基づく。当該第二段階の一実施例を以下に説明する。
製造方法の第二段階Ph2は、まず、図9a及び9bで示すように、第一段階から得られた当該金型の全部または一部を、部品の素材10と称される、当該時計部品の素材で充填するE5からなるステップを含む。金型を充填するE5からなるステップは、電着、電鋳、電気めっき、鋳込成形、または熱成形のステップ、または鋳込みにより部品の素材を充填するステップを含んでもよい。
このため、有利な一実施形態によれば、当該充填ステップは、金属素材の電鋳により実施されてもよい。この場合、金型内の時計部品の将来的な金属素材の成長を鑑み、金型が開始の電極としての役割を果たせるよう、金型の少なくとも一部を導電材料で製造する必要がある。このため、基板が導電材料製ではない場合、上述のように、金型の製造の第一段階において、基板に導電層が追加される。
変形例において、金型は、セラミック時計部品を得るために、鋳込成形のために用いられてもよい。他の変形例によれば、複合材料またはガラス状合金を、金型内へ流し込むまたは金型内で成形することができる。
方法は、次に、図10a及び10bで示すように、先行ステップにおいて得られた時計部品1を、金型から取り外すE6(換言すれば脱金型する)ことからなるステップを含む。脱金型ステップにおいて、基板20と少なくとも1つの凹部30は、自身を時計部品1の脱金型に適したものにする性質を示す。加えて、金型の一部を形成する樹脂は溶解される。当該溶解は、化学溶解、深掘り反応性イオンエッチング(DRIE)、またはレーザアブレーションといった、当業者に既知のあらゆる手段を用いて達成されてもよい。加えて、任意で、部品は、基板から取り外されてもよい。
上述の方法の結果、本発明にかかる金型と直接接して形成された時計部品1の全面2は、脱金型後、追加操作を必要とすることなく、完璧な最終形状を有する。このため、本発明は、とりわけ基板上の凹部30、及びまたは金型の側壁の1以上の傾斜面に対応する、複雑な形状の時計部品1を、非常に簡単に製造可能にする。時計部品1は、少なくとも局所的に、時計部品の他の表面と、とりわけ相互に平行な2つの主平面と垂直ではなく及び平行ではなく、または特定の金型の底部により形成された部品の表面に対して傾斜した、少なくとも1つの傾斜面を含む。
任意で、金型の底部に対向する面3であって、本発明にかかる方法で得られた金型により直接形成されない面に、仕上げステップが行われてもよい。当該仕上げステップは、時計部品の対向する面3を、例えばその平坦性を保証するために、研磨または研削することからなってもよい。加えてまたは変形例として、当該仕上げステップは、物理的気相成長法 (PVD)、化学的蒸着(CVD)、原子層成長法(ALD)またはパルスレーザ堆積法(PLD)により形成されたコーティングの堆積により、時計部品の表面の少なくとも一部の色またはトライボロジー特性を変更することからなってもよい。当該仕上げステップは、金型と直接接触しない、時計部品の対向する面3に適用されることを注記する。このため、仕上げステップは、金型から時計部品を取り外すE6からなるステップの前または後に実施可能である。変形例として、仕上げステップ、具体的には着色ステップが、時計部品の全体に適用されてもよい。
1つの実施形態によれば、時計部品の素材は、とりわけニッケルまたは金または銅に基づく、金属または金属合金である。他の実施形態によれば、部品の素材は、セラミックに基づく、または複合材料に基づく、すなわちセラミックまたは複合素材を完全にまたは部分的に含む、有利にはセラミックまたは複合材料を少なくとも50重量%含んでもよい。このため、結果として得られる時計部品は、主として例えばニッケルまたは金または銅に基づく、金属または金属合金製、または主としてセラミックまたは複合材料製である。
上述の時計部品の製造方法は、多数の異なる時計部品の製造に適している。例として、時計部品は、はめ細工または針といった外部時計部品、またはがんぎ車、レバー、ばねといったムーブメントの部品であってもよい。
本発明はまた、時計部品そのものに関する。特に、本発明の主たる利点は、これまでは製造できなかった、複雑な形状の時計部品の製造を可能にすることである。
特に、本発明は、好ましくは時計部品が一体として製造された、主として一体部品である、時計部品の製造を可能にする。時計部品は、第一面に延長する第一表面と、上で画定した金型の1以上の凹部の1以上の傾斜面に対応する、第一表面に対して傾斜した、とりわけドーム形及びまたは凹形及びまたは凸形及びまたは面取りされた、及びまたは少なくとも1つの鋭い縁部を含む、第二表面を含む、本発明の金型により形成された表面を含んでもよい。当該傾斜面は、任意で研磨されたまたは構造化された表面を有する、例えば「クル・ド・パリ」タイプのパターンの形成における、少なくとも1つの鋭い縁部を含んでもよい。傾斜面は、とりわけさざ波の形状を示す輪郭を含む、複数の傾斜部分を含む表面の形状を取ってもよい。傾斜面はまた、鋭い縁部及びまたは面取り及びまたは斜角及びまたは角度を含んでもよい。このような傾斜面は、所定の粗度を示してもよい。
変形実施形態によれば、時計部品は、1以上の審美的または機能的インサートを含んでもよい。この目的のため、製造方法は、金型を部品の素材で充填するステップの前に、少なくとも1つのインサートに部品の素材を固定することを伴う、少なくとも1つのインサートを製造金型に配置することからなる、中間ステップを含んでもよい。このようなインサートは、装飾的宝石または石であってもよい。
更に、有利には、時計部品は、任意のインサートを例外として、一体部品として、または一体として製造される。代替として、時計部品または時計は、少なくとも2つの関連する別個のパーツであって、そのうちの少なくとも1つは本発明にかかる製造方法に由来するパーツからなってもよい。
本発明はまた、本発明にかかる少なくとも1つの時計部品を含む、時計に関する。
本発明はまた、基板であって上面の少なくとも一部が金型の底部を形成する基板を含むことで特徴づけられる、時計部品の製造用金型に関し、金型は追加で、基板上に堆積された、金型の側壁の少なくとも一部を形成する樹脂、とりわけ感光性樹脂により少なくとも部分的に区切られる。
樹脂は、基板の凹部の外縁と一致して金型の少なくとも1つの側壁を形成してもよい、及びまたは基板の上面から延長して、凹部の中で及びまたは外で金型の少なくとも1つの側壁を形成してもよい。全ての場合において、樹脂は、金型の側壁の全部または一部を構成する。金型の底部の一部を形成する、基板の上面は、平面状または非平面状、例えばドーム形であってもよく、少なくとも1つの凹部を含んでも含まなくてもよい。
基板内の凹部の少なくとも1つの傾斜面は、上面と凹部との間の境界面で検討される、凹部以外の基板の上面に対して10から80度の間の角度を形成する傾斜を有してもよい。当該傾斜面は、丸みを帯びてもよい、または多数の平面状小平面で形成されてもよく、1以上の鋭い縁部を有してもよく、とりわけ凹形または凸形であってもよい。
このように、本発明は所望の目的を達成し、より一般的には以下の利点を提供する。
- 製造方法は、実施が簡単であり、低価格である。
- 製造方法は、複雑な形状の時計部品を得ることを可能にする。
- 製造方法は、実施が簡単であり、低価格である。
- 製造方法は、複雑な形状の時計部品を得ることを可能にする。
本発明は以下に、非限定的例として選択された特定の時計部品のいくつかの実際の製造の観点で説明される。
第一実施例として、時計部品は、時計文字盤である。
製造方法は、上述の実施形態にかかるステップを実施する。製造方法を以下に簡潔に説明する。
製造方法は、上述の実施形態にかかるステップを実施する。製造方法を以下に簡潔に説明する。
準備ステップにおいて、方法は、非平面状であるが、例えば研磨された面取りを有する「クル・ド・パリ」パターンの、装飾的特徴を含む、上面の、セラミック基板を得ることからなる。本発明は、当該基板から文字盤を形成するため、装飾的特徴と目盛りの追加を認める。基板は、その上面に薄い金属コーティングを堆積するためにPVDを用いて、導電性とされる。
次に、適用される照射UV放射線の反射の99.9%以上を削減する大量の無機層からなる薄い反射防止コーティングを堆積するためにPVDを用いて、反射防止処理が基板に適用される。
次に、3つのサブステップで、樹脂製の側壁が製造される。最初に、基板の全面に、感光性樹脂SU-8が、被覆される。これは、マスクを通じて平面P1に垂直に照射され、その後樹脂が現像される。基板の非平面状形状の表面を理由として、照射の入射ビームと樹脂との間の角度は、いずれの場所においても直角ではない。反射防止層が、迷反射を防止する。
次に、適用される照射UV放射線の反射の99.9%以上を削減する大量の無機層からなる薄い反射防止コーティングを堆積するためにPVDを用いて、反射防止処理が基板に適用される。
次に、3つのサブステップで、樹脂製の側壁が製造される。最初に、基板の全面に、感光性樹脂SU-8が、被覆される。これは、マスクを通じて平面P1に垂直に照射され、その後樹脂が現像される。基板の非平面状形状の表面を理由として、照射の入射ビームと樹脂との間の角度は、いずれの場所においても直角ではない。反射防止層が、迷反射を防止する。
本発明は次に、樹脂金型の開口の導電性金属コーティングを曝すため、酸素プラズマを用いて反射防止コーティングを除去するE4ことからなるステップを実施する。前記感光性樹脂、より具体的には金型の側部を形成する上述の樹脂側壁と、金型の底部を形成する、(薄い金属コーティングで被膜された)基板の少なくとも1つの上面の一部とにより、部分的に区切られた金型が得られ、より具体的には装飾的特徴を含む金型底部を形成可能にする。
第五ステップは、電気めっきにより、上記で製造された金型を金で充填するE5ことからなる。こうした堆積は、文字盤の装飾的特徴と目盛りを形成することを可能にすることを注記する。
最後に、方法は、プラズマアタックにより樹脂を溶解することで、部品を金型から取り外すE6ことからなるステップを実施する。当該アタックは、反射防止層及びまたは導電層も除去してもよい。方法は、最後に、電気めっきプロセスを完了させる、装飾的特徴と目盛りの表面を仕上げるため研磨を使用することからなるステップを実施する。
最後に、方法は、プラズマアタックにより樹脂を溶解することで、部品を金型から取り外すE6ことからなるステップを実施する。当該アタックは、反射防止層及びまたは導電層も除去してもよい。方法は、最後に、電気めっきプロセスを完了させる、装飾的特徴と目盛りの表面を仕上げるため研磨を使用することからなるステップを実施する。
このため、製造された時計部品は、この場合、金型内で製造された金製の装飾的特徴と目盛りを含む、(上述の方法において、基板として、及び局所的に金型底部としての役割を果たした)セラミックベースからなる文字盤である。当該特定の実施形態において、その一部が金型の底部を形成する基板は、時計部品の一部を形成することになる。
第二実施形態によれば、時計部品は、図11と12に示すように、隣接するドーム形上面51に対して、針の可視上面から突出する3つのドーム形キャップ部分の形状の、いくつかの別個の傾斜部分52を含む、複雑な可視面を有する端部を含む、針50である。3つの実質的に球状キャップ部分は、針50の上面51に実質的に垂直な、それぞれの回転軸A1、A2、A3を有する。
当該針50の製造方法は、上述の実施形態にかかるステップを実施する。方法を、以下に簡単に説明する。
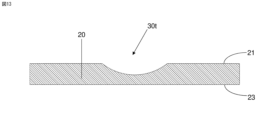
図13と14は、より具体的に、平坦なステンレス鋼プレートまたはウエハからなる基板20に、凹部30を形成することからなるサブステップを含む、方法の第一ステップE1を示す。基板20の上面21は、凹部が形成される前は、平面状である。同様に、下面23も平面状であり、平行である。凹部30は、2段階の電気化学溶解で形成される。第一溶解段階は、図13に示す一時的凹部30tを形成することで、針50のドーム形面をまず形成する。次に、図14に示すように、凹部30の最終形状を完成するために、事前に得られた一時的凹部30tの底部に、凹部キャップ部分の形状の3つの凹部30a、30b、30cが形成される。当該凹部30は、図12で特に見ることができる、針50の端部の複雑な形状に対応する。当該凹部30は、複数の傾斜面31を画定することを注記する。凹部の深さdは、50μmである。
方法の第二ステップE2は、基板20上に反射防止層25を堆積することからなる。反射防止層25は、商品名AZ(登録商標)-BARLi(登録商標)IIで知られる素材製の層で形成される。層は、スピン・コーティング法を用いて堆積される。
方法の第三ステップE3は、樹脂40製の金型の側壁41を形成するステップである。当該ステップは、上述したものと類似の、いくつかのサブステップを含む。最初に、感光性樹脂SU-8である樹脂40は、基板の全面に被覆される。次に、樹脂は、マスクを通じて基板20の上面21に垂直に照射され、その後樹脂が現像される。反射防止コーティングは、凹部の形状の結果生じる迷反射を防止する。当該実施形態において、側壁41は凹部30の内側に配置されることを注記する。樹脂が照射され現像されると、樹脂40の残りの部分と可視基板20が、金型を画定する。
方法の第四ステップは、図15に示すように基板20を曝すため、樹脂の開口内の、即ち金型の底部の反射防止層25を除去するE4からなる。この場合、反射防止層は、酸素プラズマ処理を用いて除去される。前記感光性樹脂、より具体的には金型の側部を形成する上述の樹脂側壁と、金型の底部を形成する、基板の少なくとも1つの上面の一部とにより、少なくとも部分的に区切られた金型が得られる。
方法の第五ステップE5は、図16に示すように、先に得られた金型を電鋳により充填することで針50を製造することからなる。基板20が導電材料製であるため、電鋳方法は、感光性樹脂製の側壁41に沿って、導電区域において成長を開始し、継続することができる。針50は、例えば、ニッケルまたは金製である。
方法の第六ステップは、複雑形状の針を金型から取り外すE6からなる。樹脂は溶解され、針50は基板から分離される。針の傾斜面は、基板20に製造され、要求された形状に厳密に一致する寸法と斜面を有する、凹部30(と凹部30の凹部30a、30b、30c)に対応する、研磨された表面を有する。基板上の凹部30のキャビティにより画定された可視面は、当該ステップE6の終了時に、事後処理なくして、即ち再加工やトライボ仕上げなくして、直接使用される。金型からの当該表面の形状は、化粧的修正がなされない。
針の対向する面53は、電気めっき素材の成長の終了の結果である。当該対向する面53は、脱金型前または後に、研磨され、調整されてもよい。
針は、例えば、直線状壁を有してもよく、面取り側壁を有してもよい。
時計部品は、続いて、当業者に既知の技術(ALD、PVD、PLD、パッド印刷、等)を用いて着色されてもよい。
第三実施例によれば、時計部品は、図17に示すがんぎ車60であり、製造方法の他の変形実施形態によれば、その形は、特に斜角をつけた歯は、支持部が角度を有し、照射ビームに対して回転されることを必要とする。
製造方法は、平面状且つ研磨されたステンレス鋼プレートまたはウエハからなる基板20を得ることからなる。基板20の上面21は、機械加工前は、平面状であり、上で定義した平面P1に対応する。
方法の第二ステップE2は、基板20上に反射防止層25aを堆積することからなる。反射防止層25aは、200ナノメートルの厚さを有し、商品名AZ(登録商標)-BARLi(登録商標)で知られる商品製である。形成された反射防止層25aは、基板上のUV反射を完全に減衰することを可能にする。反射防止層はまた、電気絶縁体である。
第三ステップE3は、樹脂製の金型の側壁41を形成するステップである。当該ステップは、上述と類似の、複数のフォトリソグラフィサブステップを含む。最初に、感光性樹脂SU-8である樹脂40aが、樹脂20の全面上に被覆される。樹脂は、歯車の第一高さの、とりわけ歯車の先端の高さで、基板の上面21と照射源の間に角度α(当該角度は、基板の向きに起因する)を適用することで、傾斜側壁を製造するため、マスクを通じて照射される。各歯に同じ角度が存在するよう、治具は、将来の歯車の中心に対して回転(動的モード)可能である。歯の角度は38°より大きいため、治具とSU-8で被覆された基板を含む組立体全体が、照射中グリセリンに含浸される。樹脂はその後現像される。
反射防止層25bは、層25aを含む基板と、樹脂40a製の構造に、スピン・コーティングで適用される。金型の第二高さの樹脂側壁は、3つのサブステップで形成される。感光性樹脂SU-8である樹脂40bは、層25bで被覆された全面に被膜される。樹脂は、基板20の平面P1と照射放射線の間に90°の角度を適用することで、歯車の金型の第二高さを製造するため、マスクを通じて照射される。当該段階では、基板の形状が、照射放射線に対して傾斜された、樹脂40a製の部分の側壁から部分的に構成されるため、反射防止層25bが必要である。
照射の角度に応じて、樹脂は、
- 迷照射を発生する、反射性、または
- 入射放射線が基板に到達し、反射放射線を発生するよう透過性であり、反射放射線は樹脂と大気の境界線に達すると、再度、迷反射のリスクを提示する、透過性、
であってもよい。
上記の考察は、反射防止コーティングが確かに必要であることを意味する。
自身の全高さにわたり直立である側壁は、当該ステップ中で直接生成されることを注記する。樹脂が現像される。本段階で得られる結果の詳細は、図18に図示される。
- 迷照射を発生する、反射性、または
- 入射放射線が基板に到達し、反射放射線を発生するよう透過性であり、反射放射線は樹脂と大気の境界線に達すると、再度、迷反射のリスクを提示する、透過性、
であってもよい。
上記の考察は、反射防止コーティングが確かに必要であることを意味する。
自身の全高さにわたり直立である側壁は、当該ステップ中で直接生成されることを注記する。樹脂が現像される。本段階で得られる結果の詳細は、図18に図示される。
方法の第四ステップは、金属基板20を曝すため、酸化プラズマを用いて、樹脂の開口内の、即ち金型の底部の反射防止層を除去するE4からなる。この場合、反射防止層は、酸化プラズマ処理を用いて除去される。このように、当該感光性樹脂により、より具体的には金型の側壁を形成する上述の樹脂側壁と、金型の底部を形成する基板の少なくとも1つの上面の一部とにより、少なくとも部分的に区切られた金型が得られる。
方法の第五ステップE5は、図19に示すように、上で得られた金型を電鋳により充填することでがんぎ車を製造することからなる。有利には、ニッケルとリンに基づく非晶質常磁性合金が用いられる。成長プロセスは等方性であるため、金型の充填は、プレートまたはウエハの導電性上面から開始し、金型に形成された面取りによって、傾斜した側壁において継続して幅広く成長する。
方法の第六ステップは、樹脂を溶解し、基板から取り外すことで、がんぎ車60を取り外すE6からなる。
電気めっき素材の成長の終了の結果としての歯車の背面は、脱金型前または後に、要求されたレベルまで向上されることで仕上げされ、研磨される。
得られた部品は、歯61において部分的に傾斜された側面を示す、がんぎ車60である。がんぎ車が製造される金型の傾斜樹脂側壁の良好な解像度のため、側面は機械的化粧的修正の必要がない。これは、基板に「由来する」歯車の面、すなわち脱金型ステップまで基板20と接触していた面にも合致する。
Claims (16)
- 時計部品の製造用金型の製造方法であって、
上面(21)を含む、少なくとも1つの基板(20,20’)を得る(E1)ステップ、
前記基板(20,20’)の前記上面(21)の全部または一部に、反射防止効果を有する処理を適用する(E2)ステップ、
その後 前記基板(20,20’)の前記上面上に、感光性樹脂(40)の層を堆積する(E31)ステップ、
前記感光性樹脂(40)に、所定のパターンに応じて照射放射線(45)を照射する(E32)ステップ、その後
前記感光性樹脂(40)を現像する(E33)ステップ、
を含み、
前記感光性樹脂(40)と前記基板(20,20’)の前記上面(21)の一部とにより少なくとも部分的に区切られた金型を形成する、
金型の製造方法。 - 前記感光性樹脂(40)を照射する(E32)ことからなる前記ステップは、前記基板の少なくとも1つの区域に、反射防止効果を有する処理が適用された前記基板(20,20’)の前記上面(21)に非直角な入射角で、とりわけ前記区域内で前記基板(20,20’)の前記上面(21)に対して10から80度の間の角度を形成する入射角で、適用された照射放射線(45)を用いる、及びまたは前記感光性樹脂(40)に照射放射線(45)を照射する(E32)ことからなる前記ステップは、前記基板(20,20’)の前記上面(21)に対する前記照射放射線の経時的に可変な入射角で行われる、及びまたは前記基板(20,20’)の前記上面(21)に対する前記照射放射線の経時的に可変な位置で行われる、
請求項1に記載の金型の製造方法。 - 反射防止効果を有する処理を適用する(E2)ことからなる前記ステップは、前記基板(20,20’)上に反射防止層(25)を堆積することを含み、反射防止層(25)の前記堆積は、被覆またはスピン・コーティングまたは吹き付け塗装または浸漬被覆、または化学的蒸着(CVD)または物理的気相成長法(PVD)、または原子層成長法(ALD)またはパルスレーザ堆積法(PLD)により行われる、
請求項1または2に記載の金型の製造方法。 - 前記感光性樹脂(40)に照射放射線(45)を照射する(E32)ことからなる前記ステップは、大気中での同一構成と比べて、前記基板(20,20’)の前記上面(21)に対して前記樹脂の前記照射の入射角を増加させるため、大気とは異なる屈折率を有する媒体、例えばグリセリン内で実施される、
請求項1から3のいずれか一項に記載の金型の製造方法。 - 前記基板(20,20’)、前記樹脂(40)、及び前記樹脂(40)の前記照射用のマスク(5)は、大気とは異なる屈折率を有する前記媒体を含む容器内に配置される、
請求項4に記載の金型の製造方法。 - 照射放射線による前記照射(E32)に続く、前記感光性樹脂を現像する(E33)ことからなる前記ステップ後に、反射防止層(25)の部分的または完全な除去のステップ(E4)を含む、
請求項1から5のいずれか一項に記載の金型の製造方法。 - 前記基板(20,20’)は、とりわけステンレス鋼といった金属製のプレートまたはウエハの形状を取る、導電材料製である、または前記基板(20,20’)は、とりわけシリコン、ガラスまたはセラミック、またはポリマー、または複合材料製のプレートまたはウエハの形状を取る、非導電材料製である、そして場合により、当該方法は、非導電材料製の前記基板上に金属層を堆積するステップを含む、
請求項1から6のいずれか一項に記載の金型の製造方法。 - 基板(20,20’)を得る(E1)ことからなる前記ステップは、凹部(30,30’)の傾斜面(31)の少なくとも一部に反射防止効果を有する前記処理が行われるよう、前記基板(20,20’)の前記上面(21)の全部または一部に反射防止効果を有する処理を適用する(E2)ことからなる前記ステップの実施前に、前記凹部(30,30’)以外の前記基板(20,20’)の前記上面(21)がその中で延長する前記平面(P1)に対して傾斜した、少なくとも1つの傾斜面(31)により区切られる前記凹部(30,30’)を形成するため、前記基板(20,20’)の前記上面(21)から開始する前記凹部(30,30’)を作成することからなるステップを含む、
請求項1から7のいずれか一項に記載の金型の製造方法。 - 凹部(30,30’)を作成することからなる前記ステップは、前記凹部内を除き、前記凹部(30,30’)と前記上面(21)との境界面(4)において測定される、前記基板(20,20’)の前記上面(21)に対して10から80度の間の角度を形成する傾斜を有する前記少なくとも1つの傾斜面(31)を、とりわけ丸みをおびた形状の、または複数の面取りで構成される、または少なくとも1つの縁部を含む、及びまたは凹形または凸形の形状である、前記少なくとも1つの傾斜面(31)を形成する、
請求項8に記載の金型の製造方法。 - 凹部(30、30’)を作成することからなる前記ステップは、2光子重合または光造形法またはグレイスケールフォトリソグラフィ技術を用いる、
請求項8または9に記載の金型の製造方法。 - 請求項1から10のいずれか一項に記載の金型の製造方法に対応する第一段階と、前記金型の全部または一部を前記部品の素材(10)で充填する(E5)ことからなるステップを含む、時計部品(1)を形成する第二段階とを含む、
時計部品(1)の製造方法。 - 前記金型を充填する(E5)ことからなる前記ステップは、電着、電鋳、電気めっき、鋳込成形、または熱成形ステップ、または鋳込みにより前記部品の前記素材(10)を充填するステップを含む、
請求項11に記載の時計部品の製造方法。 - 前記金型を充填する(E5)ことからなる前記ステップにより得られた前記時計部品(1)を、前記金型の全部または一部から、取り外す(E6)ことからなるステップを含む、
請求項11または12に記載の時計部品の製造方法。 - 前記金型と接触しない前記時計部品(1)の前記面(3)を、その平坦性を保証するため、研磨または研削することからなる仕上げステップと、任意で、物理的気相成長法(PVD)、化学的蒸着(CVD)、原子層成長法(ALD)またはパルスレーザ堆積法(PLD)のプロセスを用いてコーティングを堆積することで、前記時計部品(1)の前記表面の少なくとも一部の前記色または前記トライボロジー特性を変更することからなるステップを含む、
請求項11から13のいずれか一項に記載の時計部品の製造方法。 - 前記部品の前記素材(10)は、とりわけニッケルまたは金または銅に基づく、またはセラミックまたは複合材料に基づく、金属または金属合金である、
請求項11から14のいずれか一項に記載の時計部品の製造方法。 - 前記時計部品は、はめ細工、文字盤、または針といった、時計装飾部品、またはがんぎ車、脱進機レバー、またはばねといった前記ムーブメントの部品である、
請求項11から15のいずれか一項に記載の時計部品の製造方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21189062 | 2021-08-02 | ||
| EP21189062.9 | 2021-08-02 | ||
| PCT/EP2022/071255 WO2023012036A1 (fr) | 2021-08-02 | 2022-07-28 | Procédé de fabrication d'un composant horloger |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2024527134A true JP2024527134A (ja) | 2024-07-19 |
Family
ID=77168081
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2024506453A Pending JP2024527134A (ja) | 2021-08-02 | 2022-07-28 | 時計部品の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20240219840A1 (ja) |
| EP (1) | EP4381349A1 (ja) |
| JP (1) | JP2024527134A (ja) |
| CN (1) | CN117795426A (ja) |
| WO (1) | WO2023012036A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CH720825A1 (fr) | 2023-06-01 | 2024-12-13 | Mimotec Sa | Procédé de fabrication d'un micro-moule, procédé de fabrication d'une pièce micromécanique, et pièce micromécanique, par exemple composant horloger |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2858694B1 (fr) * | 2003-08-07 | 2006-08-18 | Commissariat Energie Atomique | Procede de realisation de motifs a flancs inclines par photolithographie |
| EP3034461B1 (fr) * | 2014-12-19 | 2020-07-01 | Rolex Sa | Fabrication d'un composant horloger multi-niveaux |
| EP3168057A1 (fr) * | 2015-11-11 | 2017-05-17 | Nivarox-FAR S.A. | Procede de fabrication d'une piece metallique avec au moins un motif a illusion d'optique |
| EP3670441B1 (fr) | 2018-12-21 | 2025-04-09 | Rolex Sa | Procédé de fabrication d'un composant horloger |
-
2022
- 2022-07-28 WO PCT/EP2022/071255 patent/WO2023012036A1/fr active Application Filing
- 2022-07-28 US US18/293,503 patent/US20240219840A1/en active Pending
- 2022-07-28 CN CN202280054377.8A patent/CN117795426A/zh active Pending
- 2022-07-28 JP JP2024506453A patent/JP2024527134A/ja active Pending
- 2022-07-28 EP EP22758446.3A patent/EP4381349A1/fr active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| WO2023012036A1 (fr) | 2023-02-09 |
| US20240219840A1 (en) | 2024-07-04 |
| CN117795426A (zh) | 2024-03-29 |
| EP4381349A1 (fr) | 2024-06-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2024527133A (ja) | 時計部品の製造方法 | |
| EP3035125B1 (fr) | Procédé de fabrication d'un composant horloger multi-niveaux | |
| JPWO2005109042A1 (ja) | 光学素子及びその製造方法 | |
| EP3670441B1 (fr) | Procédé de fabrication d'un composant horloger | |
| TW201018952A (en) | Optical element molding die and method for molding optical element | |
| JPH0232619B2 (ja) | ||
| EP3202708A1 (fr) | Procédé de fabrication d'un composant horloger hybride | |
| JP2024527134A (ja) | 時計部品の製造方法 | |
| JP2025020408A (ja) | 時計部品の製造方法 | |
| JP7233478B2 (ja) | 少なくとも1つの立体的な金属被覆模様を備える部品を製造するための方法 | |
| EP3034461A1 (fr) | Fabrication d'un composant horloger multi-niveaux | |
| CH704086B1 (fr) | Pièces métalliques multi-niveaux obtenues par un procédé du type LIGA et méthode de fabrication s'y référant. | |
| EP2476025B1 (en) | Method for manufacturing stamper for injection molding | |
| JPWO2005092588A1 (ja) | 微細凹凸構造を有する曲面金型の製造方法及びこの金型を用いた光学素子の製造方法 | |
| JP5824051B2 (ja) | セグメント化光学構造体の製造方法 | |
| JP6943559B2 (ja) | 少なくとも1つの目の錯視模様を有する金属系部品の製造方法 | |
| KR20140095102A (ko) | 임프린트용 몰드 및 그 제조 방법 | |
| JP2006053220A (ja) | 反射防止部を有する部材、その成形型及び該成形型の製造方法 | |
| US20110299164A1 (en) | Method and device for the production of a structured object, and structured object | |
| TWI317321B (ja) | ||
| EP3839625A1 (fr) | Procede de fabrication d'un composant horloger et composant obtenu selon ce procede | |
| JP2006243633A (ja) | 反射防止構造体を有する部材の製造方法 | |
| TWI239043B (en) | Method of forming light-reflection pattern and its manufactured product | |
| JP2004255680A (ja) | 微細金型及びその製造方法 | |
| JP4814938B2 (ja) | 反射防止構造体及びその製造方法 |