JP2023507429A - 異なる補強性を有する2つのゾーンを含むポリマー複合組成物、その製造方法、その使用およびそれを含む物品 - Google Patents
異なる補強性を有する2つのゾーンを含むポリマー複合組成物、その製造方法、その使用およびそれを含む物品 Download PDFInfo
- Publication number
- JP2023507429A JP2023507429A JP2022537491A JP2022537491A JP2023507429A JP 2023507429 A JP2023507429 A JP 2023507429A JP 2022537491 A JP2022537491 A JP 2022537491A JP 2022537491 A JP2022537491 A JP 2022537491A JP 2023507429 A JP2023507429 A JP 2023507429A
- Authority
- JP
- Japan
- Prior art keywords
- reinforcement
- pcc
- zone
- polymer composite
- polymer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000000203 mixture Substances 0.000 title claims abstract description 123
- 229920000642 polymer Polymers 0.000 title claims abstract description 111
- 239000002131 composite material Substances 0.000 title claims abstract description 98
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 13
- 230000002787 reinforcement Effects 0.000 title claims description 105
- 239000012779 reinforcing material Substances 0.000 claims abstract description 163
- 238000000034 method Methods 0.000 claims abstract description 20
- 239000000835 fiber Substances 0.000 claims description 56
- 229920001169 thermoplastic Polymers 0.000 claims description 43
- 239000000463 material Substances 0.000 claims description 20
- 239000011159 matrix material Substances 0.000 claims description 19
- 229920000058 polyacrylate Polymers 0.000 claims description 7
- 230000000379 polymerizing effect Effects 0.000 claims description 7
- 239000004416 thermosoftening plastic Substances 0.000 claims description 7
- 239000012764 mineral filler Substances 0.000 claims description 5
- 239000003677 Sheet moulding compound Substances 0.000 description 26
- 239000000178 monomer Substances 0.000 description 25
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 22
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 11
- 229920001577 copolymer Polymers 0.000 description 10
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 7
- 239000004926 polymethyl methacrylate Substances 0.000 description 7
- 241001465754 Metazoa Species 0.000 description 6
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 6
- BAPJBEWLBFYGME-UHFFFAOYSA-N Methyl acrylate Chemical compound COC(=O)C=C BAPJBEWLBFYGME-UHFFFAOYSA-N 0.000 description 6
- 150000001875 compounds Chemical class 0.000 description 6
- 239000003365 glass fiber Substances 0.000 description 6
- 230000003014 reinforcing effect Effects 0.000 description 6
- 125000000217 alkyl group Chemical group 0.000 description 5
- 238000010276 construction Methods 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 4
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- 229920001519 homopolymer Polymers 0.000 description 4
- 229910052500 inorganic mineral Inorganic materials 0.000 description 4
- 239000010410 layer Substances 0.000 description 4
- 239000011707 mineral Substances 0.000 description 4
- 239000002557 mineral fiber Substances 0.000 description 4
- 239000004745 nonwoven fabric Substances 0.000 description 4
- 239000002245 particle Substances 0.000 description 4
- 229920005594 polymer fiber Polymers 0.000 description 4
- 238000006116 polymerization reaction Methods 0.000 description 4
- 229920002994 synthetic fiber Polymers 0.000 description 4
- 229920001187 thermosetting polymer Polymers 0.000 description 4
- 229920006305 unsaturated polyester Polymers 0.000 description 4
- 235000013311 vegetables Nutrition 0.000 description 4
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 3
- 101000633445 Homo sapiens Structural maintenance of chromosomes protein 2 Proteins 0.000 description 3
- CPLXHLVBOLITMK-UHFFFAOYSA-N Magnesium oxide Chemical compound [Mg]=O CPLXHLVBOLITMK-UHFFFAOYSA-N 0.000 description 3
- 102100029538 Structural maintenance of chromosomes protein 1A Human genes 0.000 description 3
- 102100029540 Structural maintenance of chromosomes protein 2 Human genes 0.000 description 3
- 239000003795 chemical substances by application Substances 0.000 description 3
- 239000004744 fabric Substances 0.000 description 3
- -1 polyethylenes Polymers 0.000 description 3
- 108010004731 structural maintenance of chromosome protein 1 Proteins 0.000 description 3
- 239000000758 substrate Substances 0.000 description 3
- 244000198134 Agave sisalana Species 0.000 description 2
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 2
- SOGAXMICEFXMKE-UHFFFAOYSA-N Butylmethacrylate Chemical compound CCCCOC(=O)C(C)=C SOGAXMICEFXMKE-UHFFFAOYSA-N 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 2
- 244000060011 Cocos nucifera Species 0.000 description 2
- 235000013162 Cocos nucifera Nutrition 0.000 description 2
- 240000000491 Corchorus aestuans Species 0.000 description 2
- 235000011777 Corchorus aestuans Nutrition 0.000 description 2
- 235000010862 Corchorus capsularis Nutrition 0.000 description 2
- 229920000742 Cotton Polymers 0.000 description 2
- JIGUQPWFLRLWPJ-UHFFFAOYSA-N Ethyl acrylate Chemical compound CCOC(=O)C=C JIGUQPWFLRLWPJ-UHFFFAOYSA-N 0.000 description 2
- 241000219146 Gossypium Species 0.000 description 2
- 240000006240 Linum usitatissimum Species 0.000 description 2
- 235000004431 Linum usitatissimum Nutrition 0.000 description 2
- 240000008790 Musa x paradisiaca Species 0.000 description 2
- 235000018290 Musa x paradisiaca Nutrition 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 229920002522 Wood fibre Polymers 0.000 description 2
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 2
- 125000001931 aliphatic group Chemical group 0.000 description 2
- 125000003118 aryl group Chemical group 0.000 description 2
- 229910052796 boron Inorganic materials 0.000 description 2
- 229910052799 carbon Inorganic materials 0.000 description 2
- 125000004432 carbon atom Chemical group C* 0.000 description 2
- 239000004917 carbon fiber Substances 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- 210000004209 hair Anatomy 0.000 description 2
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 2
- 239000003999 initiator Substances 0.000 description 2
- 230000000977 initiatory effect Effects 0.000 description 2
- 125000005395 methacrylic acid group Chemical group 0.000 description 2
- PNJWIWWMYCMZRO-UHFFFAOYSA-N pent‐4‐en‐2‐one Natural products CC(=O)CC=C PNJWIWWMYCMZRO-UHFFFAOYSA-N 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000098 polyolefin Polymers 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 229920002451 polyvinyl alcohol Polymers 0.000 description 2
- 235000019422 polyvinyl alcohol Nutrition 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 239000000377 silicon dioxide Substances 0.000 description 2
- 238000001542 size-exclusion chromatography Methods 0.000 description 2
- 229920001059 synthetic polymer Polymers 0.000 description 2
- GJBRNHKUVLOCEB-UHFFFAOYSA-N tert-butyl benzenecarboperoxoate Chemical compound CC(C)(C)OOC(=O)C1=CC=CC=C1 GJBRNHKUVLOCEB-UHFFFAOYSA-N 0.000 description 2
- 238000001721 transfer moulding Methods 0.000 description 2
- 229920001567 vinyl ester resin Polymers 0.000 description 2
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 2
- 239000002023 wood Substances 0.000 description 2
- 210000002268 wool Anatomy 0.000 description 2
- PSGCQDPCAWOCSH-UHFFFAOYSA-N (4,7,7-trimethyl-3-bicyclo[2.2.1]heptanyl) prop-2-enoate Chemical compound C1CC2(C)C(OC(=O)C=C)CC1C2(C)C PSGCQDPCAWOCSH-UHFFFAOYSA-N 0.000 description 1
- 229920002818 (Hydroxyethyl)methacrylate Polymers 0.000 description 1
- OMIGHNLMNHATMP-UHFFFAOYSA-N 2-hydroxyethyl prop-2-enoate Chemical compound OCCOC(=O)C=C OMIGHNLMNHATMP-UHFFFAOYSA-N 0.000 description 1
- RUMACXVDVNRZJZ-UHFFFAOYSA-N 2-methylpropyl 2-methylprop-2-enoate Chemical compound CC(C)COC(=O)C(C)=C RUMACXVDVNRZJZ-UHFFFAOYSA-N 0.000 description 1
- CFVWNXQPGQOHRJ-UHFFFAOYSA-N 2-methylpropyl prop-2-enoate Chemical compound CC(C)COC(=O)C=C CFVWNXQPGQOHRJ-UHFFFAOYSA-N 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 1
- WOBHKFSMXKNTIM-UHFFFAOYSA-N Hydroxyethyl methacrylate Chemical compound CC(=C)C(=O)OCCO WOBHKFSMXKNTIM-UHFFFAOYSA-N 0.000 description 1
- IAXXETNIOYFMLW-COPLHBTASA-N [(1s,3s,4s)-4,7,7-trimethyl-3-bicyclo[2.2.1]heptanyl] 2-methylprop-2-enoate Chemical compound C1C[C@]2(C)[C@@H](OC(=O)C(=C)C)C[C@H]1C2(C)C IAXXETNIOYFMLW-COPLHBTASA-N 0.000 description 1
- JUIBLDFFVYKUAC-UHFFFAOYSA-N [5-(2-ethylhexanoylperoxy)-2,5-dimethylhexan-2-yl] 2-ethylhexaneperoxoate Chemical compound CCCCC(CC)C(=O)OOC(C)(C)CCC(C)(C)OOC(=O)C(CC)CCCC JUIBLDFFVYKUAC-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 125000005250 alkyl acrylate group Chemical group 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 1
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- OIWOHHBRDFKZNC-UHFFFAOYSA-N cyclohexyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OC1CCCCC1 OIWOHHBRDFKZNC-UHFFFAOYSA-N 0.000 description 1
- KBLWLMPSVYBVDK-UHFFFAOYSA-N cyclohexyl prop-2-enoate Chemical class C=CC(=O)OC1CCCCC1 KBLWLMPSVYBVDK-UHFFFAOYSA-N 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- SUPCQIBBMFXVTL-UHFFFAOYSA-N ethyl 2-methylprop-2-enoate Chemical compound CCOC(=O)C(C)=C SUPCQIBBMFXVTL-UHFFFAOYSA-N 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 239000002657 fibrous material Substances 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 125000001153 fluoro group Chemical group F* 0.000 description 1
- 229940119545 isobornyl methacrylate Drugs 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 150000002734 metacrylic acid derivatives Chemical class 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000011185 multilayer composite material Substances 0.000 description 1
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 1
- 238000004064 recycling Methods 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000005070 ripening Effects 0.000 description 1
- 241000894007 species Species 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 238000003856 thermoforming Methods 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- 239000004634 thermosetting polymer Substances 0.000 description 1
- 239000012780 transparent material Substances 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images











Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/0405—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres
- C08J5/043—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres with glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/08—Fibrous reinforcements only comprising combinations of different forms of fibrous reinforcements incorporated in matrix material, forming one or more layers, and with or without non-reinforced layers
- B29C70/081—Combinations of fibres of continuous or substantial length and short fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/08—Fibrous reinforcements only comprising combinations of different forms of fibrous reinforcements incorporated in matrix material, forming one or more layers, and with or without non-reinforced layers
- B29C70/083—Combinations of continuous fibres or fibrous profiled structures oriented in one direction and reinforcements forming a two dimensional structure, e.g. mats
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/08—Fibrous reinforcements only comprising combinations of different forms of fibrous reinforcements incorporated in matrix material, forming one or more layers, and with or without non-reinforced layers
- B29C70/086—Fibrous reinforcements only comprising combinations of different forms of fibrous reinforcements incorporated in matrix material, forming one or more layers, and with or without non-reinforced layers and with one or more layers of pure plastics material, e.g. foam layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/18—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length in the form of a mat, e.g. sheet moulding compound [SMC]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/50—Shaping or impregnating by compression not applied for producing articles of indefinite length, e.g. prepregs, sheet moulding compounds [SMC] or cross moulding compounds [XMC]
- B29C70/502—Shaping or impregnating by compression not applied for producing articles of indefinite length, e.g. prepregs, sheet moulding compounds [SMC] or cross moulding compounds [XMC] by first forming a mat composed of short fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/88—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised primarily by possessing specific properties, e.g. electrically conductive or locally reinforced
- B29C70/887—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised primarily by possessing specific properties, e.g. electrically conductive or locally reinforced locally reinforced, e.g. by fillers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2033/00—Use of polymers of unsaturated acids or derivatives thereof as moulding material
- B29K2033/04—Polymers of esters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/12—Thermoplastic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/08—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns
- B29K2105/0854—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns in the form of a non-woven mat
- B29K2105/0863—SMC, i.e. sheet moulding compound
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/16—Fillers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2333/00—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers
- C08J2333/04—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers esters
- C08J2333/06—Characterised by the use of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and only one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Derivatives of such polymers esters of esters containing only carbon, hydrogen, and oxygen, the oxygen atom being present only as part of the carboxyl radical
- C08J2333/08—Homopolymers or copolymers of acrylic acid esters
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Composite Materials (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Health & Medical Sciences (AREA)
- Materials Engineering (AREA)
- Textile Engineering (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Reinforced Plastic Materials (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
本願は、2つのゾーン(Z1)および(Z2)を含むポリマー複合組成物(PCC)であって、前記ゾーン(Z1)または(Z2)の少なくとも1つのゾーンが補強材(RM1)を含み、対して前記ゾーン(Z1)または(Z2)の他方のゾーンが補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)を含む、ポリマー複合組成物に関する。本願はまた、そのようなポリマー複合組成物(PCC)を製造するための方法およびその使用、ならびに前記ポリマー複合組成物(PCC)を含む複合材料で作られた機械部品または構造要素の形態の物品を製造するための方法に関する。【選択図】図1
Description
本発明は、2つのゾーン(Z1)および(Z2)を含むポリマー複合組成物(PCC)であって、前記ゾーン(Z1)または(Z2)の少なくとも1つのゾーンが補強材(RM1)を含み、対して前記ゾーン(Z1)または(Z2)の他方のゾーンが補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)を含む、ポリマー複合組成物に関する。
特に、本発明は、直接接触する2つのゾーン(Z1)および(Z2)を含むポリマー複合組成物(PCC)であって、前記ゾーン(Z1)または(Z2)の少なくとも1つのゾーンが補強材(RM1)を含み、対して前記ゾーン(Z1)または(Z2)の他方のゾーンが補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)を含む、ポリマー複合組成物に関する。本発明はまた、そのようなポリマー複合組成物(PCC)の製造方法およびその使用に関する。
本発明はまた、前記ポリマー複合組成物(PCC)を含む機械部品または構造要素の形態の物品を製造する方法に関する。
熱硬化性ポリマー、特に熱可塑性ポリマーは、いくつかの分野および用途、例えば建設、航空、自動車または鉄道分野で今日広く使用されている材料であり、機械部品の一部である。
使用中に高い応力に耐えなければならないこれらの機械部品は、複合材料から広く製造されている。複合材料は、2つ以上の不混和性材料の巨視的な組み合わせである。複合材料は、マトリックス、すなわち構造の凝集を確実にする連続相を形成する少なくとも1つの材料と、補強材とからなる。
複合材料を使用する目的は、それらが別々に使用されるときにその成分の各々から利用できないパフォーマンスの質を得ることである。その結果、複合材料は、特に、均一な材料と比較してそれらがより良好な機械的パフォーマンス(より高い引張強度、より高い引張弾性率、より高い破壊靱性)およびそれらが低密度であるために、いくつかの産業分野、例えば建築、自動車、航空宇宙、輸送、レジャー、エレクトロニクス、およびスポーツで広く使用されている。
熱成形およびリサイクルを可能にするために、熱硬化性ポリマーとは対照的に、複合材料にも熱可塑性ポリマーを使用することが好ましい。
熱可塑性ポリマーは、通常は架橋されていない直鎖または分岐ポリマーからなる。
ポリマー複合材料の用途および使用に応じて、異なる材料の組み合わせおよび様々な機械的特性を有することがよく必要とされ、これらはそれらの間に非常に良好な接着性を有するべきであり、または有する必要がある。
本発明の1つの目的は、2つのゾーン間の異なる機械的特性および良好な接着性を有する少なくとも2つのゾーン(Z1)および(Z2)を含むポリマー複合組成物を提案することである。
窓を有するポリマー複合組成物(PCC)は、国際公開第2014/135810号に記載されている。この文献は、熱可塑性ポリマーAを含む表面層と、熱可塑性(メタ)アクリルポリマーマトリックスに基づくポリマー複合材料および補強繊維材料を含む基質層とを含み、透明であってもよい熱可塑性材料を含む1つ以上の窓の形成を可能にする多層複合材料の製造方法を開示した。
仏国特許第28217987号明細書は、不織布および補強グリッドの層で作られた断熱パネルを開示している。不織布の層および補強グリッドの1つの層は、1つの表面のみで直接接触している。
仏国特許第2834927号明細書は、補強ネットワークによって補強されたフォームを開示している。強化発泡体は、一方の表面で強化グリッドのみと直接接触している。
この文献では、異なる機械的特性および良好な接着性を有する組成物およびその作製プロセスは示唆されていない。
したがって、本発明の目的は、先行技術の欠点の少なくとも1つを改善することである。
本発明の1つの目的は、少なくとも2つのゾーン(Z1)および(Z2)を有し、前記ゾーン(Z1)または(Z2)の少なくとも1つのゾーンが補強材(RM1)を含み、前記ゾーン(Z1)または(Z2)の他方のゾーンが補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)を含み、力または応力下で2つのゾーンと異なる機械的特性を有する2つのゾーンとの間に良好な接着性を有するポリマー複合組成物(PCC)を提案することである。
本発明の別の目的はまた、少なくとも2つのゾーン(Z1)および(Z2)を有するポリマー複合組成物(PCC)を有することであり、前記ゾーン(Z1)または(Z2)の少なくとも1つのゾーンが補強材(RM1)を含み、前記ゾーン(Z1)または(Z2)の他方のゾーンが補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)を含み、直接接触し、好ましくは接着剤または接着剤層を含まない。
本発明のさらなる目的はまた、少なくとも2つのゾーン(Z1)および(Z2)を有するポリマー複合組成物(PCC)を有することであり、前記ゾーン(Z1)または(Z2)の少なくとも1つのゾーンは補強材(RM1)を含み、前記ゾーン(Z1)または(Z2)の他方のゾーンが補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)を含み、その結果、ポリマー複合組成物は複雑な設計であり得、少なくとも1つのゾーンは局所的な機械的補強に寄与する。
本発明のさらに別の目的はまた、少なくとも2つのゾーン(Z1)および(Z2)を有するポリマー複合組成物(PCC)を作製する方法を有することであり、前記ゾーン(Z1)または(Z2)の少なくとも1つのゾーンが補強材(RM1)を含み、前記ゾーン(Z1)または(Z2)の他方のゾーンが補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)を含み、力または応力下で2つのゾーン間に良好な接着性を有する。
本発明のさらに別の目的は、少なくとも2つのゾーン(Z1)および(Z2)を有するポリマー複合組成物(PCC)を使用することであり、前記ゾーン(Z1)または(Z2)の少なくとも1つのゾーンは補強材(RM1)を含み、前記ゾーン(Z1)または(Z2)の他方のゾーンは、補強材を含まないか、または複雑な設計を有する機械部または構造化要素または物品を製造するための補強材(RM1)とは異なる補強材(RM2)を含む。
発明の簡単な説明
2つのゾーン(Z1)および(Z2)を含み、前記ゾーン(Z1)または(Z2)の少なくとも1つのゾーンが補強材(RM1)を含むポリマー複合組成物(PCC)であって、前記ゾーン(Z1)または(Z2)の他方のゾーンが補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)を含み、複雑な設計であってもよく、少なくとも1つのゾーンが局所的な機械的補強に寄与するポリマー複合またはポリマー複合組成物をもたらすことを特徴とする、ポリマー複合組成物が発見された。
2つのゾーン(Z1)および(Z2)を含み、前記ゾーン(Z1)または(Z2)の少なくとも1つのゾーンが補強材(RM1)を含むポリマー複合組成物(PCC)であって、前記ゾーン(Z1)または(Z2)の他方のゾーンが補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)を含み、複雑な設計であってもよく、少なくとも1つのゾーンが局所的な機械的補強に寄与するポリマー複合またはポリマー複合組成物をもたらすことを特徴とする、ポリマー複合組成物が発見された。
ポリマー複合組成物(PCC)の製造方法であって、
i)補強材(RM1)を含むSMCを準備する工程、
ii)補強材または補強材(RM1)とは異なる補強材(RM2)を含まないポリマー組成物(PC2)を準備する工程、
iii)ii)で準備されるポリマー材料をSMCと直接接触させる工程
iv)SMCを重合または硬化させる工程
複雑な設計であってもよく、少なくとも1つのゾーンが局所的な機械的補強に寄与するポリマー複合材料またはポリマー複合材料組成物に対する収率。
i)補強材(RM1)を含むSMCを準備する工程、
ii)補強材または補強材(RM1)とは異なる補強材(RM2)を含まないポリマー組成物(PC2)を準備する工程、
iii)ii)で準備されるポリマー材料をSMCと直接接触させる工程
iv)SMCを重合または硬化させる工程
複雑な設計であってもよく、少なくとも1つのゾーンが局所的な機械的補強に寄与するポリマー複合材料またはポリマー複合材料組成物に対する収率。
2つのゾーン(Z1)および(Z2)を含み、前記ゾーン(Z1)または(Z2)の少なくとも1つのゾーンが補強材(RM1)を含むポリマー複合組成物(PCC)であって、前記ゾーン(Z1)または(Z2)の他方のゾーンが補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)を含み、複雑な設計であってもよく、少なくとも1つのゾーンが局所的な機械的補強に寄与するポリマー複合またはポリマー複合組成物として使用し得ることを特徴とする、ポリマー複合組成物が発見された。
ポリマー複合組成物(PCC)を含む機械部品または構造要素の形態の物品を製造する方法であって、
i)補強材(RM1)を含むSMCを準備する工程、
ii)補強材を含まないまたは補強材(RM1)とは異なる補強材(RM2)を含むポリマー組成物(PC2)を準備する工程、
iii)ii)で準備されるポリマー材料をSMCと直接接触させる工程、
iv)SMCを重合または硬化させる工程、
v)工程iv)から得られた生成物を物品として、もしくは物品中で使用するか、または得られた生成物を物品に変換する工程、
を含む方法が、
複雑な設計の機械的部品または構造要素の形態であり、局所的な機械的補強に寄与する少なくとも1つのゾーンを有する物品をもたらすことがまた、発見されてきた。
i)補強材(RM1)を含むSMCを準備する工程、
ii)補強材を含まないまたは補強材(RM1)とは異なる補強材(RM2)を含むポリマー組成物(PC2)を準備する工程、
iii)ii)で準備されるポリマー材料をSMCと直接接触させる工程、
iv)SMCを重合または硬化させる工程、
v)工程iv)から得られた生成物を物品として、もしくは物品中で使用するか、または得られた生成物を物品に変換する工程、
を含む方法が、
複雑な設計の機械的部品または構造要素の形態であり、局所的な機械的補強に寄与する少なくとも1つのゾーンを有する物品をもたらすことがまた、発見されてきた。
図の例示的な実施形態は、それほど複雑な設計ではない。それらは、基本的な異なる実施形態の原理を説明するためのものにすぎない。
第1の態様によれば、本発明は、2つのゾーン(Z1)および(Z2)を含むポリマー複合組成物(PCC)であって、前記ゾーン(Z1)または(Z2)の少なくとも1つのゾーンが補強材(RM1)を含み、前記ゾーン(Z1)または(Z2)の他方のゾーンが補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)を含むことを特徴とする、ポリマー複合組成物に関する。
第2の態様によれば、本発明は、2つのゾーン(Z1)および(Z2)を含むポリマー複合組成物(PCC)であって、前記ゾーン(Z1)または(Z2)の少なくとも1つのゾーンが補強材(RM1)を含み、前記ゾーン(Z1)または(Z2)の他方のゾーンが補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)を含むことを特徴とする、熱可塑性ポリマー複合組成物に関する。
第3の態様によれば、本発明は、2つのゾーン(Z1)および(Z2)を含み、前記ゾーン(Z1)または(Z2)の少なくとも1つのゾーンが補強材(RM1)を含む、ポリマー複合組成物(PCC)を調製する方法であって、前記ゾーン(Z1)または(Z2)の他方のゾーンが補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)を含み、前記方法が、
i)補強材(RM1)を含むSMCを準備する工程、
ii)補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)ポリマー組成物(PC2)を含む準備する工程、
iii)ii)で準備されるポリマー材料をSMCと直接接触させる工程、
iv)SMCを重合または硬化させる工程
を含むことを特徴とする。
i)補強材(RM1)を含むSMCを準備する工程、
ii)補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)ポリマー組成物(PC2)を含む準備する工程、
iii)ii)で準備されるポリマー材料をSMCと直接接触させる工程、
iv)SMCを重合または硬化させる工程
を含むことを特徴とする。
第4の態様によれば、本発明は、2つのゾーン(Z1)および(Z2)を含み、前記ゾーン(Z1)または(Z2)の少なくとも1つのゾーンが補強材(RM1)を含み、前記ゾーン(Z1)または(Z2)の他方のゾーンが補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)を含み、複雑な設計のためであるか、または少なくとも1つのゾーンが局所的な機械的補強に寄与するポリマー複合またはポリマー複合組成物に対するものであることを特徴とする、ポリマー複合組成物(PCC)の使用に関する。
第5の態様によれば、本発明は、2つのゾーン(Z1)および(Z2)を含むポリマー複合組成物(PCC)であって、前記ゾーン(Z1)または(Z2)の少なくとも1つのゾーンが補強材(RM1)を含み、前記ゾーン(Z1)または(Z2)の他方のゾーンが補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)を含むことを特徴とする、ポリマー複合組成物を含む物品に関する。
第6の態様によれば、本発明は、2つのゾーン(Z1)および(Z2)を含むポリマー複合組成物(PCC)を含む機械部品または構造要素の形態の物品を製造するための方法であって、前記ゾーン(Z1)または(Z2)の少なくとも1つのゾーンは補強材(RM1)を含み、前記ゾーン(Z1)または(Z2)の他のゾーンは補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)を含み、前記方法は、
i)補強材(RM1)を含むSMCを準備する工程、
ii)補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)を含むポリマー組成物(PC2)を準備する工程、
iii)ii)で準備されるポリマー材料をSMCと直接接触させる工程
iv)SMCを重合または硬化させる工程、
v)工程iv)から得られた生成物を物品として、もしくは物品において使用するか、または得られた生成物を物品に変換する工程を含むことを特徴とする方法に関する。
i)補強材(RM1)を含むSMCを準備する工程、
ii)補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)を含むポリマー組成物(PC2)を準備する工程、
iii)ii)で準備されるポリマー材料をSMCと直接接触させる工程
iv)SMCを重合または硬化させる工程、
v)工程iv)から得られた生成物を物品として、もしくは物品において使用するか、または得られた生成物を物品に変換する工程を含むことを特徴とする方法に関する。
使用される「繊維基質」という用語は、ストリップ、ラップ、編組、ロックまたはピースの形態であり得るいくつかの繊維、一方向ロービングまたは連続フィラメントマット、布地、フェルトまたは不織布を指す。
使用される「(メタ)アクリル」という用語は、任意の種類のアクリル系モノマーまたはメタクリルモノマーを指す。
使用される「PMMA」という用語は、メチルメタクリレート(MMA)のホモポリマーおよび共重合体を指し、PMMAの中のMMAの重量比は、MMAの共重合体について少なくとも70重量%である。
使用される「モノマー」という用語は、重合を受けることができる分子を指す。
使用される「重合」という用語は、モノマーまたはモノマーの混合物をポリマーに変換するプロセスを指す。
使用される「熱可塑性ポリマー」という用語は、加熱されると液体に変わるか、またはより液体状になるか、または粘度が低くなるか、または柔らかくなり、熱および圧力を加えることによって新しい形状をとることができるポリマーを指す。これは、軟化の温度を超えて加熱されたときに熱成形され得る、わずかに架橋された熱可塑性ポリマーにも当てはまる。
使用される「ポリマー複合材料」という用語は、いくつかの異なる相ドメインを含む多成分材料を指し、その中で少なくとも1つのタイプの相ドメインは連続相であり、少なくとも1つの成分はポリマーである。
使用される「SMC」という用語は、シート成形化合物を意味する。好ましくは、シート成形化合物は熱可塑性である。
使用される「複雑な設計」という用語は、例えば、わずかに湾曲しているか、または強く湾曲しているか、または部分的に屈曲することができる部分を指す。他のより複雑な設計も当業者によって想定可能である。
使用される「開始剤」という用語は、1つ以上のモノマーの重合を始める/開始することができる化合物を指す。
略語「phr」とは、組成物100部当たりの重量部を意味する。例えば、組成物の中の化合物1phrは、その化合物1kgを組成物100kgに加えることを意味する。
略語「ppm」とは、組成物の100万重量部当たりの重量部を意味する。例えば、組成物の中の化合物1000ppmは、組成物100kg中に化合物0.1kgが存在することを意味する。
本発明においてxからyまでの範囲と言うことは、この範囲の上限および下限が含まれ、少なくともxからyまでに相当することを意味する。
本発明において、範囲がxとyとの間であるとは、この範囲の上限および下限が除外され、xより大きくyより小さいことに相当することを意味する。
本発明によるポリマー複合組成物(PCC)は、2つのゾーン(Z1)および(Z2)を含み、前記ゾーン(Z1)または(Z2)の少なくとも1つのゾーンが補強材(RM1)を含み、前記ゾーン(Z1)または(Z2)の他方のゾーンが補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)を含むことを特徴とする。
好ましくは、2つのゾーン(Z1)および(Z2)は直接接触している。直接接触とは、2つのゾーン(Z1)および(Z2)が表面の少なくとも共通部分を有することを意味する。また、一方のゾーンの一部が他方のゾーンに含まれていてもよい。1つのゾーンが、1つの表面を除いて他のゾーンに完全に含まれることも可能である。1つのゾーンが他方のゾーンの完全に内側にあることも可能である。
第1の好ましい実施形態では、2つのゾーン(Z1)および(Z2)は、表面の共通部分を有する。これは、図3a)による実施形態である。
第2の好ましい実施形態では、1つのゾーンは、部分的に他方のゾーンに含まれる。これは、図3b)による実施形態である。
第3の好ましい実施形態では、1つのゾーンが、1つの表面を除いて他のゾーンに完全に含まれる。これは、図3c)による実施形態である。
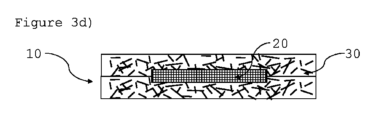
第4の好ましい実施形態では、1つのゾーンは他方のゾーンの完全に内側にある。これは、図3d)による実施形態である。
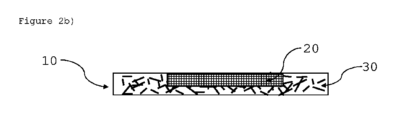
ゾーン(Z1)(30)およびゾーン(Z2)(20)は、同じサイズの表面または異なるサイズの表面を有することができる。
第1の好ましい実施形態では、ゾーン(Z1)(30)はゾーン(Z2)(20)よりも大きい。より大きいとは、ゾーン(Z1)(30)の表面全体が表面のゾーン(Z2)(20)よりも大きいことを意味する。2つのゾーンが直接接触しているとき、ゾーン(Z2)によって覆われているゾーン(Z1)の表面は同様にカウントされる。例えば、2つのゾーン(Z1)および(Z2)がシートの形態である図1では、ゾーン(Z2)(20)のシートは、ゾーン(Z1)(30)のシートよりも小さい。より好ましくは、ゾーン(Z1)(30)の表面は、表面ゾーン(Z2)(20)よりも少なくとも10%大きい。
第2の好ましい実施形態では、ゾーン(Z1)(30)およびゾーン(Z2)(20)は、概ね同じサイズを有する。概ね同じサイズとは、ゾーン(Z1)(30)が、表面ゾーン(Z2)(20)よりも大きくても小さくても、最大で10%異なる表面を有することを意味する。
第3の好ましい実施形態では、ゾーン(Z1)(30)はゾーン(Z2)(20)よりも小さい。より小さいとは、ゾーン(Z1)(30)の表面全体が表面ゾーン(Z2)(20)よりも小さいことを意味する。2つのゾーンが直接接触しているとき、ゾーン(Z1)によって覆われているゾーン(Z2)の表面は同様にカウントされる。より好ましくは、ゾーン(Z1)(30)の表面は、表面ゾーン(Z2)(20)よりも少なくとも10%小さい。
ゾーン(Z1)(30)およびゾーン(Z2)(20)の相対的な大きさの好ましい実施形態、および2つのゾーン間の接触の好ましい実施形態は、任意の組み合わせで組み合わせることができる。
有利には、2つのゾーン(Z1)および(Z2)は、2つ以上の表面上で接触しており、シートの場合、上面または下面と、側面の一部または側面の全体と接触している。
1つの有利な実施形態は、ゾーン(Z1)(30)がゾーン(Z2)(20)よりも大きく、ゾーン(Z2)(20)が1つの表面を除いて他方のゾーンに完全に含まれるか、または他方のゾーンの完全に内側にあるものである。これは、図3c)または図3d)による実施形態である。
好ましくは、本発明によるポリマー複合組成物(PCC)は、熱可塑性ポリマー複合組成物(PCC)である。これは、両方のゾーン(Z1)および(Z2)のポリマーマトリックスが熱可塑性であり、熱可塑性ポリマー(TP1)を含むことを意味する。
好ましくは、前記ゾーン(Z1)または(Z2)の1つのゾーンは、補強材(RM1)としてチョップド繊維を含む。より好ましくは、ゾーン(Z1)は、補強材(RM1)としてチョップド繊維を含む。
補強材(RM1)に関しては、好ましくはチョップド繊維から選択される。有利には、チョップド繊維は、3mm~100mmの長さを有する。
チョップド繊維は、0.005μm~100μm、好ましくは1μm~50μm、より好ましくは5μm~30μm、有利には10μm~25μmの直径を有する。
好ましくは、補強材(RM1)は、天然繊維または合成繊維から選択される。天然繊維としては、植物繊維、木部繊維、動物繊維または鉱物繊維を挙げることができる。
天然繊維は、例えばサイザル麻、ジュート麻、亜麻、綿、ヤシ繊維、およびバナナ繊維である。動物繊維は、例えば、ウールまたは毛髪である。
合成材料としては、熱硬化性ポリマー、熱可塑性ポリマーまたはそれらの混合物の繊維から選択されるポリマー繊維を挙げることができる。
ポリマー繊維は、ポリアミド(脂肪族または芳香族)、ポリエステル、ポリビニルアルコール、ポリオレフィン、ポリウレタン、ポリ塩化ビニル、ポリエチレン、不飽和ポリエステル、エポキシ樹脂およびビニルエステルからなり得る。
鉱物繊維はまた、特にE、RまたはS2タイプのガラス繊維、炭素繊維、ホウ素繊維またはシリカ繊維から選択されてもよい。
本発明のチョップド繊維の形態の補強材(RM1)は、植物繊維、木部繊維、動物繊維、鉱物繊維、合成ポリマー繊維、ガラス繊維および炭素繊維、ならびにそれらの混合物から選択される。好ましくは、それは鉱物繊維から選択される。
チョップド繊維の形態の補強材(RM1)は、ゾーン(Z2)の5%~60重量%を占める。
補強材(RM2)に関しては、存在する場合、補強材として、長繊維もしくは連続繊維、または長繊維で作られた繊維基質、または連続繊維で作られた繊維基質、あるいは鉱物充填剤から選択される。
第1の好ましい実施形態では、補強材(RM2)は、長繊維または連続繊維から選択される。長繊維は、少なくとも100mm、より好ましくは120mm、さらにより好ましくは150mm、少なくとも200mmの長さを有する。繊維のアスペクト比(定量の長さ/直径)は、少なくとも5000、より好ましくは少なくとも10,000、さらにより好ましくは15,000である。
第2の好ましい実施形態では、補強材(RM2)は、長繊維で作られた繊維基質または連続繊維で作られた繊維基質から選択される。長繊維のアスペクト比(定量の長さ/直径)は、少なくとも5000、より好ましくは少なくとも10,000、さらにより好ましくは15,000である。繊維基質については、ストリップ、ラップ、編組、ロックまたはピースの形態であり得るいくつかの繊維、一方向のロービングまたは連続フィラメントマット、布地、フェルトまたは不織布を挙げることができる。繊維基質は、二次元または三次元のいずれかの様々な形態および次元を有することができる。繊維基質は、1つ以上の繊維の集合体を含む。繊維が連続的である場合、それらの集合体は布地を形成する。二次元の形態は、不織布または織布の繊維マットまたは強化材または繊維の束に対応し、これらは編組されていてもよい。二次元の形態が特定の厚さを有し、その結果、原則として三次元を有する場合であっても、本発明によれば二次元であると考えられる。三次元の形態は、例えば、不織繊維マットもしくは補強材、または繊維の積み重ねられたもしくは折り畳まれた束、もしくはそれらの混合物、三次元の二次元的な形態の集合体に対応する。好ましくは、本発明の繊維基質の繊維は、繊維基質の二次元または三次元の形態のための長繊維または連続繊維から選択される。
第3の好ましい実施形態では、補強材(RM2)は、鉱物充填剤から選択される。鉱物充填剤は粒子の形態である。粒子は、0.5μm~1000μmの重量粒径の平均を有する。
補強材(RM2)の繊維は、0.005μm~100μm、好ましくは1μm~50μm、より好ましくは5μm~30μm、有利には10μm~25μmの直径を有する。
好ましくは、補強材(RM2)は、天然繊維または合成繊維から選択される。天然繊維としては、植物繊維、木部繊維、動物繊維または鉱物繊維を挙げることができる。
天然繊維は、例えばサイザル麻、ジュート麻、亜麻、綿、ヤシ繊維、およびバナナ繊維である。動物繊維は、例えば、ウールまたは毛髪である。
合成材料としては、熱硬化性ポリマー、熱可塑性ポリマーまたはそれらの混合物の繊維から選択されるポリマー繊維を挙げることができる。
ポリマー繊維は、ポリアミド(脂肪族または芳香族)、ポリエステル、ポリビニルアルコール、ポリオレフィン、ポリウレタン、ポリ塩化ビニル、ポリエチレン、不飽和ポリエステル、エポキシ樹脂およびビニルエステルからなり得る。
鉱物繊維はまた、特にE、RまたはS2タイプのガラス繊維、炭素繊維、ホウ素繊維またはシリカ繊維から選択されてもよい。
本発明のチョップド繊維の形態の補強材(RM2)は、植物繊維、木部繊維、動物繊維、鉱物繊維、合成ポリマー繊維、ガラス繊維および炭素繊維、ならびにそれらの混合物から選択される。好ましくは、それは鉱物繊維から選択される。
補強材(RM2)および(RM1)の繊維は、同じ性質を有することができる。それらの差は繊維の長さである。その場合、補強材(RM1)としてチョップド繊維を含まないゾーンは、前に定義したような、補強材(RM2)として、長繊維もしくは連続繊維、または長繊維もしくは連続繊維で作られた繊維基質を含む。
これは、両方のゾーン(Z1)および(Z2)のポリマーマトリックスが熱可塑性であり、熱可塑性ポリマー(TP1)を含む。
第1の好ましい実施形態における熱可塑性ポリマー(TP1)に関して、それは(メタ)アクリルポリマー(MP1)であり、ポリアルキルメタクリレートまたはポリアルキルアクリレートを挙げることができる。好ましい実施形態によると、(メタ)アクリルポリマーはポリメチルメタクリレート(PMMA)である。
「PMMA」という用語は、メチルメタクリレート(MMA)のホモポリマーもしくは共重合体またはそれらの混合物を示す。
一実施形態によると、メチルメタクリレート(MMA)ホモポリマーまたは共重合体は、少なくとも70%、好ましくは少なくとも80%、有利には少なくとも90%のメチルメタクリレートを含む。
別の実施形態によれば、PMMAは、少なくとも1つのホモポリマーとMMAの少なくとも1つの共重合体との混合物、または異なる平均分子量を有するMMAの少なくとも2つのホモポリマーもしくは2つの共重合体の混合物、または異なるモノマーの組成を有するMMAの少なくとも2つの共重合体の混合物である。
メチルメタクリレート(MMA)の共重合体は、70~99.9重量%のメチルメタクリレートと、0.1~30重量%の、メチルメタクリレートと共重合することができる少なくとも1つのエチレン性不飽和を含有する少なくとも1つのモノマーとを含む。
これらのモノマーは周知であり、特に、アルキル基が1~12個の炭素原子を含むアクリル酸およびメタクリル酸ならびにアルキル(メタ)アクリレートを挙げることができる。例として、メチルアクリレートおよびエチル、ブチルまたは2-エチルヘキシル(メタ)アクリレートを挙げることができる。好ましくは、コモノマーは、アルキル基が1~4個の炭素原子を含むアルキルアクリレートである。
第1の好ましい実施形態によれば、メチルメタクリレート(MMA)の共重合体は、80~99.9重量%、有利には85~99.9重量%、より有利には90~99.9重量%のメチルメタクリレートと、0.1%~20%、有利には0.1%~10%、より有利には0.1~15重量%の、メチルメタクリレートと共重合することができる少なくとも1つのエチレン性不飽和を含有する少なくとも1つのモノマーとを含む。好ましくは、コモノマーは、アクリル酸、メタクリル酸、アクリル酸メチルおよびアクリル酸エチル、ならびにそれらの混合物から選択される。
(メタ)アクリルポリマー(MP1)の重量平均分子量は高くなければならず、これは50,000g/mol超、好ましくは100,000g/mol超を意味する。
重量平均分子量は、サイズ排除クロマトグラフィー(SEC)により測定することができる。
第2の好ましい実施形態における熱可塑性ポリマー(TP1)に関して、それはフッ素含有ポリマー(F1)である。
第1の好ましい実施形態では、ポリマー複合組成物(PCC)のゾーン(Z1)および(Z2)両方のポリマーマトリックスは、(メタ)アクリルポリマー(MP1)を含む。
第2の好ましい実施形態では、ポリマー複合組成物(PCC)のゾーン(Z1)および(Z2)両方のポリマーマトリックスは、異なる熱可塑性ポリマー(TP1)を含む。
第3の好ましい実施形態では、ポリマー複合組成物(PCC)のゾーン(Z1)および(Z2)両方のポリマーマトリックスは、2つの異なる熱可塑性ポリマー(TP1)の混合物を含む。
異なる熱可塑性ポリマー(TP1)は、ポリマーの化学的性質を表す。
ポリマー複合組成物(PCC)の製造方法は、
i)補強材(RM1)を含むSMCを準備する工程、
ii)補強材を含まないまたは補強材(RM1)とは異なる補強材(RM2)を含むポリマー組成物(PC2)を準備する工程、
iii)ii)で準備されるポリマー材料をSMCと直接接触させる工程
iv)SMCを重合または硬化させる工程
を含む。
i)補強材(RM1)を含むSMCを準備する工程、
ii)補強材を含まないまたは補強材(RM1)とは異なる補強材(RM2)を含むポリマー組成物(PC2)を準備する工程、
iii)ii)で準備されるポリマー材料をSMCと直接接触させる工程
iv)SMCを重合または硬化させる工程
を含む。
工程i)において、準備されるSMC(シート成形化合物)は、まだ完全には重合されていない成分を含む。これはモノマーであり得る。
第1の好ましい実施形態では、モノマーは、アクリル酸、メタクリル酸、アルキルアクリル系モノマー、アルキルメタクリルモノマー、ヒドロキシアルキルアクリル系モノマーおよびヒドロキシアルキルメタクリルモノマー、ならびにそれらの混合物から選択される(メタ)アクリル系モノマー(M1)である。
好ましくは、(メタ)アクリル系モノマー(M1)は、アクリル酸、メタクリル酸、ヒドロキシアルキルアクリル系モノマー、ヒドロキシアルキルメタクリルモノマー、アルキルアクリル系モノマー、アルキルメタクリルモノマーおよびそれらの混合物から選択され、アルキル基は、1~22個の直鎖、分枝鎖または環状炭素を含み、アルキル基は、好ましくは1~12個の直鎖、分枝鎖または環状炭素を含む。
有利には、(メタ)アクリル系モノマー(M1)は、メチルメタクリレート、エチルメタクリレート、メチルアクリレート、エチルアクリレート、メタクリル酸、アクリル酸、n-ブチルアクリレート、イソブチルアクリレート、n-ブチルメタクリレート、イソブチルメタクリレート、シクロヘキシルアクリレート、シクロヘキシルメタクリレート、イソボルニルアクリレート、イソボルニルメタクリレート、ヒドロキシエチルアクリレートおよびヒドロキシエチルメタクリレート、ならびにそれらの混合物から選択される。
好ましい実施形態によると、(メタ)アクリル系モノマー(M1)の少なくとも50重量%、好ましくは少なくとも60重量%がメチルメタクリレートである。
第1のより好ましい実施形態によれば、モノマー(M1)の少なくとも50重量%、好ましくは少なくとも60重量%、より好ましくは少なくとも70重量%、有利には少なくとも80重量%、さらにより有利には90重量%は、メチルメタクリレートと場合により少なくとも1種の他のモノマーとの混合物である。
工程ii)において、ポリマー組成物(PC2)は熱可塑性ポリマー(TP1)を含む。
補強材(RM1)とは異なる補強材(RM2)を含むポリマー組成物(PC2)は、RTM(樹脂トランスファー成形)およびHP-RTM、C-RTMまたはI-RTMとしての変形によって調製された複合片、LCM(液体トランスファー成形)、またはプルトルージョンであり得る。ポリマー組成物(PC2)は、シートの形態であり得る。
補強材(RM2)を含まないポリマー組成物(PC2)は、少なくとも1つの熱可塑性ポリマー(TP1)で作られた熱可塑性シートであり得る。一実施形態では、シートは透明である。別の実施形態では、シートは着色される。さらに別の実施形態では、シートは濁っている。
工程iii)は、ポリマー複合組成物(PCC)の最終形態を部分的に定める。もたらされる化合物のサイズおよびそれらを接触させる種類に応じる。これにより、図3a~図3eに示す形態を得ることができる。
工程iv)は、例えば、加熱金型内で行うことができる。加圧下では、50℃~200℃、好ましくは60℃~180℃、より好ましくは70℃~150℃の温度が選択される。加えられる圧力は、例えば25バール~150バールである。
本発明はまた、2つのゾーン(Z1)および(Z2)を含むポリマー複合組成物(PCC)を含む機械部品または構造要素の形態の物品を製造するための方法であって、前記ゾーン(Z1)または(Z2)の少なくとも1つのゾーンは補強材(RM1)を含み、前記ゾーン(Z1)または(Z2)の他のゾーンは補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)を含み、前記方法は、
i)補強材(RM1)を含むSMCを準備する工程、
ii)補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)を含むポリマー組成物(PC2)を準備する工程、
iii)ii)で準備されるポリマー材料をSMCと直接接触させる工程
iv)SMCを重合または硬化させる工程、
v)得られた生成物を物品として、もしくは物品において使用するか、または得られた生成物を物品に変換する工程を含むことを特徴とする方法に関する。
i)補強材(RM1)を含むSMCを準備する工程、
ii)補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)を含むポリマー組成物(PC2)を準備する工程、
iii)ii)で準備されるポリマー材料をSMCと直接接触させる工程
iv)SMCを重合または硬化させる工程、
v)得られた生成物を物品として、もしくは物品において使用するか、または得られた生成物を物品に変換する工程を含むことを特徴とする方法に関する。
ポリマー複合組成物(PCC)を含む機械部品または構造要素の形態の物品を製造する方法は、後成形の工程をさらに含むことができる。後成形は、得られる製品の形態を変化させるように曲げることを含む。
ポリマー複合組成物(PCC)を含む機械部品または構造要素の形態の物品を製造する方法は、溶接または接着または積層の工程をさらに含むことができる。
ポリマー複合組成物(PCC)を含む機械部品または構造要素の形態の物品または物品自体の使用に関しては、自動車用途、バスまたはトラックなどの輸送用途、航海用途、鉄道用途、スポーツ、航空および航空宇宙用途、光起電力用途、コンピュータ関連用途、建設および建築用途、電気通信用途および風力エネルギー用途を挙げることができる。
機械部品は、特に、自動車部品、ボート部品、バス部品、列車部品、スポーツ用品、飛行機またはヘリコプター部品、宇宙船またはロケット部品、光起電力モジュール部品、建設または建造のための材料、風力タービン部品、家具部品、建設または建造部品、電話または携帯電話部品、コンピュータまたはテレビ部品、あるいはプリンタまたは複写機部品である。
第1のシート成形化合物SMC1は、不飽和ポリエステルおよびスチレンから調製される。70重量部のパラプレグ(登録商標)P17-02オルトファタル酸に基づく不飽和ポリエステル、および30重量部のスチレンを混合し、2.6部のMgOペースト(Luvatol MK35)、1.5部のtert-ブチルペルオキシベンゾアート(Trigonox C)、2部の分散添加剤(BYK W996)、2.5部の離型剤(BYK P9065)、および60重量部のチョップドガラス繊維をすべて担体フィルムにおいて一緒に添加する。材料を2つの担体フィルムの間に入れ、圧縮する。
第2のシート成形化合物SMC2は、国際公開第2019/102145号パンフレットに開示されているように、実施例2の組成物に基づいて、調製される。20重量%のPMMAを、80重量%のメチルメタクリレートに、MMA/MAA95.5/4.5の組成物(95.5重量%のMMAと、コモノマーとして4.5重量%のメタクリル酸とを含むMMAの共重合体)で溶解することによって、液体組成物を調製する。この液体組成物を100重量部とし、これは熟成剤MgOと3phr、ラジカル開始剤として2,5-ジメチル-2,5-ジ(2-エチルヘキサノイルペルオキシ)ヘキサンと2phr、離型剤としてBYK P9912と4phr、またチョップドガラス繊維100phrと混合する。
シートの形態の複合材料CM1は、金型で国際公開第2014/013028号パンフレットの実施例1に従って調製される。複合材料の繊維状物質の含有量は60重量%である。シートの寸法は、30cm×40cm×2mmである。
実施例1:複合材料CM1シートを、シート成形化合物SMC2からのシートに中央に置く(40cm×50cmのシートを取得する)。
比較例1:複合材料CM1シートを、シート成形化合物SMC1からのシートに中央に置く(40cm×50cmのシートを取得する)。
両方の重合は、110℃~120℃で加熱した金型内で、400~600kNの力で6分間行う。
接着性は、最終ポリマー複合組成物の2つの異なるゾーンを互いに除去しようとするだけで評価される。

比較例1は、2つのゾーンCM1とSMC1との間の接着性(-)が悪いことを示している。2つのゾーンは、大きな力なしに互いに容易に剥離することができる。実施例1は、2つのゾーンCM1とSMC2との間の良好な接着(++)を示す。2つのゾーンは、力を加えても互いから剥離することができない。
本発明によるポリマー複合組成物(PCC)の2つのゾーン間の接着性は非常に良好である。
Claims (27)
- 2つのゾーン(Z1)および(Z2)を含むポリマー複合組成物(PCC)であって、前記ゾーン(Z1)または(Z2)の少なくとも1つのゾーンが補強材(RM1)を含み、前記ゾーン(Z1)または(Z2)の他方のゾーンが補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)を含むことを特徴とする、ポリマー複合組成物。
- 2つのゾーン(Z1)および(Z2)が直接接触していることを特徴とする、請求項1に記載のポリマー複合組成物(PCC)。
- 前記ゾーン(Z1)または(Z2)の1つのゾーンが、補強材(RM1)としてチョップド繊維を含むことを特徴とする、請求項1または2に記載のポリマー複合組成物(PCC)。
- 補強材(RM1)としてのチョップド繊維が、3mmと100mmの間の長さを有することを特徴とする、請求項3に記載のポリマー複合組成物(PCC)。
- 補強材(RM1)としてチョップド繊維を含まない他のゾーンが、補強材(RM2)として長繊維もしくは連続繊維、または長繊維もしくは連続繊維で作られた繊維基質を含むことを特徴とする、請求項3または4に記載のポリマー複合組成物(PCC)。
- 他のゾーンが、少なくとも10,000のアスペクト比を有する補強材(RM2)としての繊維を含むことを特徴とする、請求項3または4に記載のポリマー複合組成物(PCC)。
- 他のゾーンが、補強材(RM2)として、長繊維で作られた繊維基質または連続繊維で作られた繊維基質を含むことを特徴とする、請求項3または4に記載のポリマー複合組成物(PCC)。
- 他のゾーンが、補強材を含まないことを特徴とする、請求項3または4に記載のポリマー複合組成物(PCC)。
- 他のゾーンが、補強材(RM2)として鉱物充填剤を含むことを特徴とする、請求項3または4に記載のポリマー複合組成物(PCC)。
- 前記ゾーン(Z1)または(Z2)の両方のゾーンが熱可塑性ポリマー(TP1)を含むことを特徴とする、請求項1から9のいずれか一項に記載のポリマー複合組成物(PCC)。
- 前記ゾーン(Z1)または(Z2)の少なくとも1つのゾーンが、(メタ)アクリルポリマー(MP1)を含むことを特徴とする、請求項1から9のいずれか一項に記載のポリマー複合組成物(PCC)。
- 前記ゾーン(Z1)または(Z2)の両方のゾーンが(メタ)アクリルポリマー(MP1)を含むことを特徴とする、請求項1から9のいずれか一項に記載のポリマー複合組成物(PCC)。
- 両方のゾーン(Z1)および(Z2)のポリマーマトリックスが熱可塑性であり、熱可塑性ポリマー(TP1)を含むことを特徴とする、請求項1から9のいずれか一項に記載のポリマー複合組成物(PCC)。
- ゾーン(Z1)(30)がゾーン(Z2)(20)よりも大きいことを特徴とする、請求項1から13のいずれか一項に記載のポリマー複合組成物(PCC)。
- ゾーン(Z1)(30)およびゾーン(Z2)(20)が概ね同じサイズを有することを特徴とする、請求項1から13のいずれか一項に記載のポリマー複合組成物(PCC)。
- ゾーン(Z1)(30)がゾーン(Z2)(20)よりも小さいことを特徴とする、請求項1から13のいずれか一項に記載のポリマー複合組成物(PCC)。
- ゾーン(Z1)(30)がゾーン(Z2)(20)よりも大きく、ゾーン(Z2)(20)が一方の表面を除いて他方のゾーンに完全に含まれるか、または他方のゾーンの完全に内側にあることを特徴とする、請求項1から13のいずれか一項に記載のポリマー複合組成物(PCC)。
- 請求項1から17のいずれか一項に記載のポリマー複合組成物(PCC)を作製するための方法であって、
i)補強材(RM1)を含むSMCを準備する工程、
ii)補強材を含まないか、または補強材(RM1)とは異なる補強材(RM2)を含むポリマー組成物(PC2)を準備する工程、
iii)ii)で準備されるポリマー材料をSMCと直接接触させる工程
iv)SMCを重合または硬化させる工程
を含む、方法。 - ポリマー組成物(PC2)がシートの形態であることを特徴とする、請求項19に記載の方法。
- 工程ii)において、ポリマー組成物(PC2)が、補強材(RM1)とは異なる補強材(RM2)を含むことを特徴とする、請求項18から19に記載の方法。
- 前記補強材(RM1)がチョップド繊維から選択されることを特徴とする、請求項18から20に記載の方法。
- 補強材(RM2)が、長繊維もしくは連続繊維、または長繊維もしくは連続繊維で作られた繊維基質から選択されることを特徴とする、請求項18から21に記載の方法。
- SMCのポリマーマトリックスおよびポリマー組成物(PC2)が熱可塑性であり、熱可塑性ポリマー(TP1)を含むことを特徴とする、請求項18から22に記載の方法。
- 熱可塑性ポリマー(TP1)が(メタ)アクリルポリマー(MP1)であることを特徴とする、請求項23に記載の方法。
- 複雑な設計のための、請求項1から17のいずれか一項に記載の組成物の使用。
- 請求項1から17のいずれか一項に記載のポリマー複合組成物(PCC)を含む物品。
- 請求項1から17のいずれか一項に記載のポリマー複合組成物(PCC)を含む機械部品または構造要素の形態の物品を製造するための方法であって、
i)補強材(RM1)を含むSMCを準備する工程、
ii)補強材を含まないかまたは補強材(RM1)とは異なる補強材(RM2)を含むポリマー組成物(PC2)を準備する工程、
iii)ii)で準備されるポリマー材料をSMCと直接接触させる工程
iv)SMCを重合または硬化させる工程
v)得られた生成物を物品として、もしくは物品において使用するか、または得られた生成物を物品に変換する工程
を含む、方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1915291A FR3105069B1 (fr) | 2019-12-20 | 2019-12-20 | Composition composite polymérique comprenant deux zones comportant différents renforcements, son procédé de fabrication, son utilisation et article le comprenant |
| FR1915291 | 2019-12-20 | ||
| PCT/EP2020/087518 WO2021123448A1 (en) | 2019-12-20 | 2020-12-21 | Polymeric composite composition comprising two zones with different reinforcment, its process of manufacturing, its use and article comprising it |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2023507429A true JP2023507429A (ja) | 2023-02-22 |
| JPWO2021123448A5 JPWO2021123448A5 (ja) | 2023-12-19 |
Family
ID=72266332
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022537491A Pending JP2023507429A (ja) | 2019-12-20 | 2020-12-21 | 異なる補強性を有する2つのゾーンを含むポリマー複合組成物、その製造方法、その使用およびそれを含む物品 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20230348677A1 (ja) |
| EP (1) | EP4076910A1 (ja) |
| JP (1) | JP2023507429A (ja) |
| KR (1) | KR20220119093A (ja) |
| CN (1) | CN115087539A (ja) |
| CA (1) | CA3160754A1 (ja) |
| FR (1) | FR3105069B1 (ja) |
| WO (1) | WO2021123448A1 (ja) |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2821787B1 (fr) * | 2001-03-07 | 2003-06-20 | A Chomarat Cie Ets Fils D | Complexe en forme generale de plaque utilisable pour la constitution de structures |
| FR2834927B1 (fr) * | 2002-01-18 | 2004-05-14 | Chomarat Composites | Nouvelle mousse renforcee par un reseau de renforcement |
| FR2993581B1 (fr) | 2012-07-18 | 2016-01-22 | Arkema France | Procede d'impregnation pour un substrat fibreux, sirop (meth)acrylique liquide pour le procede d'impregnation, son procede de polymerisation et produit structure obtenu a partir de celui-ci |
| FR3002877B1 (fr) | 2013-03-07 | 2015-03-27 | Arkema France | Procede de fabrication d'un materiau composite multicouche, materiau composite multicouche obtenu par le procede et pieces ou structures mecaniques realisees avec ledit materiau. |
| DE102017115984A1 (de) * | 2017-07-17 | 2019-01-17 | Cetex Institut für Textil- und Verarbeitungsmaschinen gGmbH | Verfahren zur Herstellung von Verstärkungstapes |
-
2019
- 2019-12-20 FR FR1915291A patent/FR3105069B1/fr active Active
-
2020
- 2020-12-21 JP JP2022537491A patent/JP2023507429A/ja active Pending
- 2020-12-21 US US17/786,910 patent/US20230348677A1/en active Pending
- 2020-12-21 EP EP20833892.1A patent/EP4076910A1/en active Pending
- 2020-12-21 KR KR1020227024723A patent/KR20220119093A/ko unknown
- 2020-12-21 CN CN202080097137.7A patent/CN115087539A/zh active Pending
- 2020-12-21 CA CA3160754A patent/CA3160754A1/en active Pending
- 2020-12-21 WO PCT/EP2020/087518 patent/WO2021123448A1/en active Application Filing
Also Published As
| Publication number | Publication date |
|---|---|
| CA3160754A1 (en) | 2021-06-24 |
| FR3105069A1 (fr) | 2021-06-25 |
| CN115087539A (zh) | 2022-09-20 |
| US20230348677A1 (en) | 2023-11-02 |
| EP4076910A1 (en) | 2022-10-26 |
| WO2021123448A1 (en) | 2021-06-24 |
| FR3105069B1 (fr) | 2023-08-04 |
| KR20220119093A (ko) | 2022-08-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6785262B2 (ja) | 繊維状基材の含浸方法、含浸方法用の液体状(メタ)アクリルシロップ剤、その重合方法、及びその得られた構造化物品 | |
| US10711117B2 (en) | Composite material via in-situ polymerization of thermoplastic (meth)acrylic resins and its use | |
| KR102290810B1 (ko) | 다층 복합재 조성물 이의 제조 방법 및 이로부터 수득된 물품 | |
| US11040504B2 (en) | Method for producing a multilayer composite material, multilayer composite material obtained by the method and mechanical parts or structures produced with said material | |
| US10683405B2 (en) | Liquid (meth)acrylic syrup for impregnating a fibrous substrate, method of impregnating a fibrous substrate, composite material obtained following polymerisation of the pre-impregnated substrate | |
| JP2016513741A (ja) | 繊維性基材を含浸するための液体(メタ)アクリルシロップ、繊維性基材を含浸するための方法、及びこのプレ含浸基材の重合後に製造された複合材料 | |
| JP2023507429A (ja) | 異なる補強性を有する2つのゾーンを含むポリマー複合組成物、その製造方法、その使用およびそれを含む物品 | |
| CA3102489A1 (en) | Liquid composition comprising three initiators, its process of polymerization, use and material or composition obtained following polymerization of composition | |
| EP3762221A1 (en) | Precursor composition for acrylic thermoplastic composites and its method of preparation and use | |
| WO2024074662A1 (en) | Spar cap and method of production thereof | |
| CN118451116A (zh) | 用于复合材料的(甲基)丙烯酸系组合物、其制备方法和用途 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231211 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20231211 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240913 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240917 |