JP2021123771A - Heat resistant alloy member, manufacturing method of the same, high temperature apparatus and manufacturing method of the same - Google Patents
Heat resistant alloy member, manufacturing method of the same, high temperature apparatus and manufacturing method of the same Download PDFInfo
- Publication number
- JP2021123771A JP2021123771A JP2020019390A JP2020019390A JP2021123771A JP 2021123771 A JP2021123771 A JP 2021123771A JP 2020019390 A JP2020019390 A JP 2020019390A JP 2020019390 A JP2020019390 A JP 2020019390A JP 2021123771 A JP2021123771 A JP 2021123771A
- Authority
- JP
- Japan
- Prior art keywords
- heat
- alloy
- layer
- base material
- resistant alloy
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images










































Abstract
Description
この発明は、耐熱合金部材およびその製造方法ならびに高温装置およびその製造方法に関し、特に、高温酸化性雰囲気において加熱・冷却が繰り返される環境下で使用される、焼却炉、ボイラー、ガスタービン、ジェットエンジン、排ガス系部材、等に適用して好適なものである。 The present invention relates to a heat-resistant alloy member and a method for manufacturing the same, and a high-temperature device and the method for manufacturing the same. , Exhaust gas system members, etc. are suitable.
各種燃焼機器、タービン、ジェットエンジン、等に使用される耐熱合金基材には遮熱コ−ティング皮膜 (Thermal Barrier Coating:TBC)が施工されている。代表的なTBCとして、耐熱合金基材の表面全体に、ボンド層として例えばMCrAlY(M=Co,Ni)が、トップ層としてセラミックス遮熱層(例えば、イットリア(Y2 O3 )安定化ジルコニア(ZrO2 )(Yttria Stabilized Zirconia: YSZ))が、溶射、電子ビーム蒸着、等で施工される。トップ層とボンド層との界面にはAl2 O3 主体の熱酸化物(Thermally Grown Oxides:TGO)を形成して、耐熱合金基材の酸化を抑制する。なお、トップ層とボンド層とを含めて、遮熱層(TBC)と呼ばれることもある。 Thermal Barrier Coating (TBC) is applied to the heat-resistant alloy base material used in various combustion equipment, turbines, jet engines, and the like. As a typical TBC, for example, MCRAlY (M = Co, Ni) as a bond layer and a ceramic heat shield layer (for example, yttria (Y 2 O 3 ) stabilized zirconia (for example) as a top layer are used on the entire surface of the heat-resistant alloy base material. ZrO 2 ) (Yttria Stabilized Zirconia: YSZ)) is constructed by thermal spraying, electron beam deposition, etc. A thermal oxide (TGO) mainly composed of Al 2 O 3 is formed at the interface between the top layer and the bond layer to suppress the oxidation of the heat-resistant alloy base material. In addition, the top layer and the bond layer are sometimes called a heat shield layer (TBC).
しかしながら、耐熱合金基材では、使用中に基材の元素がボンド層側に、ボンド層のAlが基材側にそれぞれ拡散するため、ボンド層のAl濃度は低下し、非保護的TGOを形成・成長することによって早期にトップ層(YSZ)の剥離が発生することから、その解決が求められている。 However, in the heat-resistant alloy base material, the elements of the base material diffuse to the bond layer side and the Al of the bond layer diffuses to the base material side during use, so that the Al concentration of the bond layer decreases and a non-protective TGO is formed. -Since the top layer (YSZ) is peeled off at an early stage due to growth, a solution is required.
従来、発電用ガスタービン翼において、上述の元素の相互拡散を抑制するために、C、B、Hf、Cr、Mo、W、Re、Ta、NbおよびCoに加えてAlを重量で4.9%以上5.2%以下含有し、残部がNiであるNi基単結晶超合金からなる翼基材の表面全体にRe等を含有する拡散バリア層を形成した後、その表面全体にボンド層およびトップ層を順次積層する技術が提案されている(特許文献1〜3参照。)。拡散バリア層の詳細については特許文献4〜7に記載されている。
Conventionally, in a gas turbine blade for power generation, in order to suppress the mutual diffusion of the above-mentioned elements, Al is added by weight to 4.9 in addition to C, B, Hf, Cr, Mo, W, Re, Ta, Nb and Co. After forming a diffusion barrier layer containing Re and the like on the entire surface of a wing base material made of a Ni-based single crystal superalloy containing% or more and 5.2% or less and the balance being Ni, a bond layer and a bond layer and the entire surface thereof are formed. A technique for sequentially laminating top layers has been proposed (see
特許文献1〜3に記載された発電用ガスタービン翼においては、使用中に基材の元素がボンド層側に、ボンド層のAlが基材側にそれぞれ拡散するのを拡散バリア層により防止することができ、非保護的TGOの形成・成長を抑制することができることによりトップ層(YSZ)の剥離を防止することができることに加えて、翼基材がAlを重量で4.9%以上5.2%以下含有するNi基単結晶超合金からなるため、高温酸化中に翼基材の表面に保護的Al2 O3 が形成され、耐酸化性を確保することもできる。しかしながら、耐熱合金基材としてAlを含有しないものやAlを含有しても低Al濃度のものを用いる場合には、この技術をそのまま適用しても耐酸化性の確保とトップ層(YSZ)の剥離防止とを同時に達成することはできない。
In the gas turbine blades for power generation described in
そこで、この発明が解決しようとする課題は、Alを含有しないか低Al濃度の耐熱合金基材を用いた場合においても、高温酸化性雰囲気において加熱・冷却サイクルが付加された環境下で使用された場合に、拡散バリア機能および遮熱層のトップ層の耐剥離性に加えて優れた耐高温酸化性を得ることができ、さらには耐熱合金基材の機械的強度の向上を図ることができ、耐熱合金基材の有する高温特性を長期に亘って維持することができ、さらにはトップ層を必要最小限の領域に設けることで足りる耐熱合金部材およびその製造方法ならびにそのような耐熱合金部材を含む高温装置およびその製造方法を提供することである。 Therefore, the problem to be solved by the present invention is that even when a heat-resistant alloy base material containing no Al or having a low Al concentration is used, it is used in an environment in which a heating / cooling cycle is added in a high-temperature oxidizing atmosphere. In this case, in addition to the diffusion barrier function and the peeling resistance of the top layer of the heat shield layer, excellent high temperature oxidation resistance can be obtained, and further, the mechanical strength of the heat-resistant alloy base material can be improved. The high-temperature characteristics of the heat-resistant alloy base material can be maintained for a long period of time, and the heat-resistant alloy member and its manufacturing method, and such a heat-resistant alloy member, which are sufficient by providing the top layer in the minimum necessary area, are provided. It is to provide the high temperature apparatus including and the manufacturing method thereof.
上記課題を解決するために、この発明は、
耐熱合金基材と、
上記耐熱合金基材の表面の遮熱を行うべき領域を少なくとも含む領域に設けられたRe系、W系またはCr系の多目的合金層と、
上記多目的合金層上の上記遮熱を行うべき領域を少なくとも含む領域に設けられたAl含有合金からなるボンド層と、
上記ボンド層上の上記遮熱を行うべき領域のみに設けられた遮熱性セラミックスからなるトップ層と、
を有する耐熱合金部材である。
In order to solve the above problems, the present invention
Heat resistant alloy base material and
A Re-based, W-based, or Cr-based multipurpose alloy layer provided in a region including at least a region for heat shielding on the surface of the heat-resistant alloy base material, and
A bond layer made of an Al-containing alloy provided in a region of the multipurpose alloy layer that includes at least a region to be heat-shielded, and a bond layer made of an Al-containing alloy.
A top layer made of heat-shielding ceramics provided only in the area on the bond layer to be heat-shielded, and
It is a heat-resistant alloy member having.
この発明において、Re系、W系またはCr系の多目的合金層(Multi-Purpose Layer;MPL)は、拡散バリア能に加えて、耐酸化性、耐熱合金基材の機械的特性の改善、トップ層の耐剥離性の向上など多機能性を有し、多目的に使用できる合金層を意味する。Re系、W系またはCr系の多目的合金層はそれぞれRe、W、Crを含有する。 In the present invention, the Re-based, W-based or Cr-based Multi-Purpose Layer (MPL) has, in addition to the diffusion barrier ability, oxidation resistance, improvement of the mechanical properties of the heat-resistant alloy base material, and a top layer. It means an alloy layer that has multiple functions such as improved peeling resistance and can be used for multiple purposes. The Re-based, W-based or Cr-based multipurpose alloy layers contain Re, W and Cr, respectively.
例えば、多目的合金層がRe系またはW系である場合、この多目的合金層、ボンド層およびトップ層は耐熱合金基材の表面の遮熱を行うべき領域のみに設けられる。典型的な一つの例では、Re系またはW系の多目的合金層、ボンド層およびトップ層は耐熱合金基材の表面の遮熱を行うべき領域のみに設けられ、遮熱を行うべき領域以外の部分の耐熱合金基材の表面を覆うようにAl含有合金皮膜が設けられる。この場合、高温での酸化中にはこのAl含有合金皮膜の酸化により保護的Al2 O3 皮膜が形成され、耐熱合金基材の高温耐酸化性を確保することができる。Al含有合金皮膜は、一般的にはAl濃度は50原子%(at%)以下、30%原子以上のNi基合金であり、Al濃度は好適には40原子%以下である。Al含有合金皮膜は、典型的にはβ−NiAlからなるが、これに限定されるものではない。多目的合金層は、Re系の多目的合金層およびW系の多目的合金層から選ばれた互いに異なる2層が積層されたものからなるものであってもよい。他の例では、耐熱合金基材の表面全体を覆うようにCr系の多目的合金層および当該多目的合金層上のAl含有合金皮膜が設けられ、ボンド層およびトップ層はこのAl含有合金皮膜上の遮熱を行うべき領域のみに設けられる。あるいは、多目的合金層、ボンド層およびトップ層は耐熱合金基材の表面の遮熱を行うべき領域のみに設けられ、遮熱を行うべき領域以外の部分の耐熱合金基材の表面を覆うように多目的合金層および当該多目的合金層上のAl含有合金皮膜が設けられる。あるいは、耐熱合金基材の表面全体を覆うようにCr系の多目的合金層および当該多目的合金層上の、ボンド層を兼用するAl含有合金皮膜が設けられ、トップ層はこのAl含有合金皮膜上の遮熱を行うべき領域のみに設けられる。 For example, when the multipurpose alloy layer is Re-based or W-based, the multipurpose alloy layer, the bond layer, and the top layer are provided only in the region where heat shielding is to be performed on the surface of the heat-resistant alloy base material. In one typical example, the Re-based or W-based multipurpose alloy layer, bond layer, and top layer are provided only in the region where heat shielding should be performed on the surface of the heat-resistant alloy base material, and the region other than the region where heat shielding should be performed. An Al-containing alloy film is provided so as to cover the surface of the heat-resistant alloy base material of the portion. In this case, a protective Al 2 O 3 film is formed by the oxidation of the Al-containing alloy film during the oxidation at a high temperature, and the high temperature oxidation resistance of the heat-resistant alloy base material can be ensured. The Al-containing alloy film is generally a Ni-based alloy having an Al concentration of 50 atomic% (at%) or less and 30% atoms or more, and an Al concentration is preferably 40 atomic% or less. The Al-containing alloy film typically comprises, but is not limited to, β-NiAl. The multipurpose alloy layer may be formed by laminating two different layers selected from a Re-based multipurpose alloy layer and a W-based multipurpose alloy layer. In another example, a Cr-based multipurpose alloy layer and an Al-containing alloy film on the multipurpose alloy layer are provided so as to cover the entire surface of the heat-resistant alloy base material, and the bond layer and the top layer are on the Al-containing alloy film. It is provided only in the area where heat insulation should be performed. Alternatively, the multipurpose alloy layer, the bond layer, and the top layer are provided only in the region where the heat shield should be performed on the surface of the heat resistant alloy base material, and cover the surface of the heat resistant alloy base material in the portion other than the region where the heat shield should be performed. A multipurpose alloy layer and an Al-containing alloy film on the multipurpose alloy layer are provided. Alternatively, a Cr-based multipurpose alloy layer and an Al-containing alloy film that also serves as a bond layer are provided on the multipurpose alloy layer so as to cover the entire surface of the heat-resistant alloy base material, and the top layer is on the Al-containing alloy film. It is provided only in the area where heat insulation should be performed.
耐熱合金基材は、必要に応じて選択され、特に限定されない場合もあるし、限定される場合もある。特に限定されない場合、耐熱合金基材は、例えば、Fe基合金、Co基合金、Cr含有量が20原子%以下のNi基合金、などの従来公知の合金からなる。Cr系の多目的合金層を用いる場合には、耐熱合金基材は、好適には、Cr、Mo、NbおよびWからなる群より選ばれた一種または二種以上の金属を総和で24.5原子%以上含有するNi基合金からなる。この場合、より好適には、Ni基合金はCrを18.7原子%以上含有し、Mo、NbおよびWからなる群より選ばれた一種または二種以上の金属を総和で5.7原子%以上19.2原子%以下含有し、FeおよびNbを総和で13.1原子%以下含有する。また、Re系の多目的合金層を用いる場合には、耐熱合金基材はNi基単結晶超合金からなる場合もある。耐熱合金基材の形状は特に限定されず、用途等に応じて選ばれるが、例えば、平板状、棒状(角棒、丸棒、等)、管状、箱状、等である。 The heat-resistant alloy base material is selected as needed, and may or may not be particularly limited. Unless otherwise limited, the heat-resistant alloy base material is made of a conventionally known alloy such as an Fe-based alloy, a Co-based alloy, or a Ni-based alloy having a Cr content of 20 atomic% or less. When a Cr-based multipurpose alloy layer is used, the heat-resistant alloy base material preferably contains 24.5 atoms in total of one or more metals selected from the group consisting of Cr, Mo, Nb and W. It is composed of a Ni-based alloy containing% or more. In this case, more preferably, the Ni-based alloy contains 18.7 atomic% or more of Cr, and 5.7 atomic% in total contains one or more metals selected from the group consisting of Mo, Nb and W. It contains 19.2 atomic% or less, and contains Fe and Nb in a total of 13.1 atomic% or less. When a Re-based multipurpose alloy layer is used, the heat-resistant alloy base material may be made of a Ni-based single crystal superalloy. The shape of the heat-resistant alloy base material is not particularly limited and is selected according to the intended use, and is, for example, flat plate-shaped, rod-shaped (square bar, round bar, etc.), tubular, box-shaped, and the like.
ボンド層を構成するAl含有合金は、典型的にはMCrAlY(M=Co,Ni)であるが、これに限定されるものではなく、例えば、β−NiAl、γ’−Ni3 Al、γ−Ni(Al,Cr)などであってもよい。 The Al-containing alloy constituting the bond layer is typically MCrAlY (M = Co, Ni), but is not limited to this, for example, β-NiAl, γ'-Ni 3 Al, γ-. It may be Ni (Al, Cr) or the like.
トップ層を構成する遮熱性セラミックスは、例えば、ジルコニウムとイットリウムと酸素とを含有する酸化物セラミックス(典型的にはYSZ)、アルミニウムとイットリウムと酸素とを含有する酸化物セラミックス、アルミニウムとランタンと酸素とを含有する酸化物セラミックス、アルミニウムとサマリウムと酸素とを含有する酸化物セラミックス、セリウムと酸素とを含有する酸化物セラミックスおよびトリウムと酸素とを含有する酸化物セラミックスからなる群より選ばれた少なくとも一種からなる。 The heat-shielding ceramics constituting the top layer are, for example, oxide ceramics containing zirconium, yttrium and oxygen (typically YSZ), oxide ceramics containing aluminum, yttrium and oxygen, and aluminum, lantern and oxygen. At least selected from the group consisting of oxide ceramics containing and, oxide ceramics containing aluminum, samarium and oxygen, oxide ceramics containing cerium and oxygen, and oxide ceramics containing thorium and oxygen. It consists of a kind.
耐熱合金部材は、特に限定されないが、具体的には、例えば、ガスタービンの部材、ジェットエンジンの部材、排ガス系部材、等が挙げられる。 The heat-resistant alloy member is not particularly limited, and specific examples thereof include a gas turbine member, a jet engine member, an exhaust gas system member, and the like.
また、この発明は、
耐熱合金基材の表面の遮熱を行うべき領域を少なくとも含む領域にRe系、W系またはCr系の多目的合金層を形成する工程と、
上記多目的合金層上の上記遮熱を行うべき領域を少なくとも含む領域にAl含有合金からなるボンド層を形成する工程と、
上記ボンド層上の上記遮熱を行うべき領域のみに遮熱性セラミックスからなるトップ層を形成する工程と、
を有する耐熱合金部材の製造方法である。
Moreover, this invention
A step of forming a Re-based, W-based or Cr-based multipurpose alloy layer in a region including at least a region to be heat-shielded on the surface of the heat-resistant alloy base material, and a step of forming the Re-based, W-based or Cr-based multipurpose alloy layer.
A step of forming a bond layer made of an Al-containing alloy in a region of the multipurpose alloy layer including at least a region to be heat-shielded, and a step of forming the bond layer.
A step of forming a top layer made of heat-shielding ceramics only in the region on the bond layer to be heat-shielded, and
It is a method of manufacturing a heat-resistant alloy member having.
この発明においては、例えば、耐熱合金基材の表面の遮熱を行うべき領域のみに多目的合金層を形成した後、多目的合金層上にボンド層およびトップ層を順次形成する。ボンド層およびトップ層の形成は、溶射や電子ビーム蒸着等を用いることができる。あるいは、耐熱合金基材の表面の遮熱を行うべき領域のみに多目的合金層を形成し、Al拡散処理を施すことにより遮熱を行うべき領域以外の部分の耐熱合金基材の表面を覆うようにAl含有合金皮膜を形成した後、多目的合金層上にボンド層およびトップ層を順次形成する。ここで、耐熱合金基材がCr、Mo、NbおよびWからなる群より選ばれた一種または二種以上の金属を総和で24.5原子%以上含有するNi基合金からなる場合には、ボンド層およびトップ層を順次形成した後、高温で酸化を行うことにより耐熱合金基材とAl含有合金皮膜との反応により耐熱合金基材とAl含有合金皮膜との間にCr系の多目的合金層を形成する。あるいは、耐熱合金基材はCr、Mo、NbおよびWからなる群より選ばれた一種または二種以上の金属を総和で24.5原子%以上含有するNi基合金からなり、Al拡散処理を施すことにより耐熱合金基材の表面全体にAl含有合金皮膜を形成し、遮熱を行うべき領域のみにボンド層およびトップ層を順次形成した後、高温での加熱処理を行う。高温に加熱することにより耐熱合金基材とAl含有合金皮膜との反応により耐熱合金基材とAl含有合金皮膜との間にCr系の多目的合金層を形成する。さらには、耐熱合金基材はCr、Mo、NbおよびWからなる群より選ばれた一種または二種以上の金属を総和で24.5原子%以上含有するNi基合金からなり、Al拡散処理を施すことにより耐熱合金基材の表面全体にボンド層を兼用するAl含有合金皮膜を形成し、Al含有合金皮膜上の遮熱を行うべき領域のみにトップ層を形成した後、高温での加熱処理を行う。高温に加熱することにより耐熱合金基材とAl含有合金皮膜との反応により耐熱合金基材とAl含有合金皮膜との間にCr系の多目的合金層を形成する。ボンド層およびトップ層の形成には、例えば、溶射法、電子ビーム蒸着法、等を用いることができる。 In the present invention, for example, the multipurpose alloy layer is formed only in the region where heat shielding is to be performed on the surface of the heat-resistant alloy base material, and then the bond layer and the top layer are sequentially formed on the multipurpose alloy layer. Thermal spraying, electron beam deposition, or the like can be used to form the bond layer and the top layer. Alternatively, a multipurpose alloy layer is formed only in the region where heat shielding should be performed on the surface of the heat-resistant alloy base material, and Al diffusion treatment is applied to cover the surface of the heat-resistant alloy base material in a portion other than the region where heat shielding should be performed. After forming an Al-containing alloy film on the surface, a bond layer and a top layer are sequentially formed on the multipurpose alloy layer. Here, when the heat-resistant alloy base material is made of a Ni-based alloy containing 24.5 atomic% or more in total of one or more kinds of metals selected from the group consisting of Cr, Mo, Nb and W, it is bonded. After forming the layers and the top layer in sequence, oxidation is performed at a high temperature to form a Cr-based multipurpose alloy layer between the heat-resistant alloy base material and the Al-containing alloy film by the reaction between the heat-resistant alloy base material and the Al-containing alloy film. Form. Alternatively, the heat-resistant alloy base material is made of a Ni-based alloy containing at least 24.5 atomic% of one or more metals selected from the group consisting of Cr, Mo, Nb and W, and is subjected to Al diffusion treatment. As a result, an Al-containing alloy film is formed on the entire surface of the heat-resistant alloy base material, and a bond layer and a top layer are sequentially formed only in the region to be heat-shielded, and then heat treatment is performed at a high temperature. By heating to a high temperature, a Cr-based multipurpose alloy layer is formed between the heat-resistant alloy base material and the Al-containing alloy film by the reaction between the heat-resistant alloy base material and the Al-containing alloy film. Furthermore, the heat-resistant alloy base material is made of a Ni-based alloy containing 24.5 atomic% or more in total of one or more metals selected from the group consisting of Cr, Mo, Nb and W, and is subjected to Al diffusion treatment. By applying, an Al-containing alloy film that also serves as a bond layer is formed on the entire surface of the heat-resistant alloy base material, a top layer is formed only in the region on the Al-containing alloy film that should be heat-shielded, and then heat treatment at a high temperature is performed. I do. By heating to a high temperature, a Cr-based multipurpose alloy layer is formed between the heat-resistant alloy base material and the Al-containing alloy film by the reaction between the heat-resistant alloy base material and the Al-containing alloy film. For the formation of the bond layer and the top layer, for example, a thermal spraying method, an electron beam vapor deposition method, or the like can be used.
この発明においては、上記以外のことについては、その性質に反しない限り、上記の耐熱合金部材の発明に関連して説明したことが成立する。 In the present invention, the matters other than the above are described in relation to the above invention of the heat-resistant alloy member as long as the properties are not contrary to the above.
また、この発明は、
耐熱合金基材と、
上記耐熱合金基材の表面の遮熱を行うべき領域を少なくとも含む領域に設けられたRe系、W系またはCr系の多目的合金層と、
上記多目的合金層上の上記遮熱を行うべき領域を少なくとも含む領域に設けられたAl含有合金からなるボンド層と、
上記ボンド層上の上記遮熱を行うべき領域のみに設けられた遮熱性セラミックスからなるトップ層と、を有する耐熱合金部材
を有する高温装置である。
Moreover, this invention
Heat resistant alloy base material and
A Re-based, W-based, or Cr-based multipurpose alloy layer provided in a region including at least a region for heat shielding on the surface of the heat-resistant alloy base material, and
A bond layer made of an Al-containing alloy provided in a region of the multipurpose alloy layer that includes at least a region to be heat-shielded, and a bond layer made of an Al-containing alloy.
It is a high temperature device having a heat-resistant alloy member having a top layer made of heat-shielding ceramics provided only in the region on the bond layer to be heat-shielded.
高温装置は、上記の耐熱合金部材を一部または全部に含む各種のものであってよいが、具体的には、例えば、ガスタービン、ジェットエンジン、排ガス装置、等である。 The high-temperature device may be various devices including the above-mentioned heat-resistant alloy member in part or all, and specifically, for example, a gas turbine, a jet engine, an exhaust gas device, or the like.
また、この発明は、
耐熱合金基材の表面の遮熱を行うべき領域を少なくとも含む領域にRe系、W系またはCr系の多目的合金層を形成する工程と、
上記多目的合金層上の上記遮熱を行うべき領域を少なくとも含む領域にAl含有合金からなるボンド層を形成する工程と、
上記ボンド層上の上記遮熱を行うべき領域のみに遮熱性セラミックスからなるトップ層を形成する工程と、を実行することにより耐熱合金部材を製造する工程を有する高温装置の製造方法である。
Moreover, this invention
A step of forming a Re-based, W-based or Cr-based multipurpose alloy layer in a region including at least a region to be heat-shielded on the surface of the heat-resistant alloy base material, and a step of forming the Re-based, W-based or Cr-based multipurpose alloy layer.
A step of forming a bond layer made of an Al-containing alloy in a region of the multipurpose alloy layer including at least a region to be heat-shielded, and a step of forming the bond layer.
This is a method for manufacturing a high temperature apparatus, which comprises a step of forming a top layer made of heat-shielding ceramics only in a region on the bond layer to be heat-shielded, and a step of manufacturing a heat-resistant alloy member by executing the steps.
上記の高温装置の発明および高温装置の製造方法の発明においては、上記以外のことは、特にその性質に反しない限り、上記の耐熱合金部材の発明および耐熱合金部材の製造方法の発明に関連して説明したことが成立する。 In the invention of the high temperature device and the invention of the method of manufacturing the high temperature device, the matters other than the above are related to the invention of the heat resistant alloy member and the invention of the method of manufacturing the heat resistant alloy member, unless the properties are not particularly contrary to the above. The explanation is established.
この発明によれば、Alを含有しないか低Al濃度の耐熱合金基材を用いた場合においても、高温酸化性雰囲気において加熱・冷却サイクルが付加された環境下で使用された場合に、拡散バリア機能および遮熱層のトップ層の耐剥離性に加えて優れた耐高温酸化性を得ることができ、さらには耐熱合金基材の機械的強度の向上を図ることができ、耐熱合金基材の有する高温特性を長期に亘って維持することができ、さらにはトップ層を必要最小限の領域に設けることで足りる。 According to the present invention, even when a heat-resistant alloy base material containing no Al or having a low Al concentration is used, the diffusion barrier is used in an environment where a heating / cooling cycle is added in a high-temperature oxidizing atmosphere. In addition to the function and the peeling resistance of the top layer of the heat shield layer, excellent high temperature oxidation resistance can be obtained, and the mechanical strength of the heat resistant alloy base material can be improved. The high temperature characteristics can be maintained for a long period of time, and it is sufficient to provide the top layer in the minimum necessary area.
以下、発明を実施するための形態(以下、単に「実施の形態」という。)について説明する。 Hereinafter, embodiments for carrying out the invention (hereinafter, simply referred to as “embodiments”) will be described.
〈第1の実施の形態〉
[耐熱合金部材]
図1は第1の実施の形態による耐熱合金部材を示す。図1に示すように、この耐熱合金部材においては、耐熱合金基材100の表面の遮熱を行うべき特定の領域のみにRe系多目的合金層201、ボンド層300およびトップ層400が順次積層されており、その他の領域は耐熱合金基材100の表面が露出している。Re系多目的合金層201はReを含有する合金層からなり、典型的には上部がNi−Cr合金層201aからなる。Reを含有する合金層については特許文献4などに記載されているものが用いられる。ボンド層300はMCrAlY(M=Ni,Co)、β−NiAl、γ’−Ni3 Al、γ−Ni(Al,Cr)などのAl含有合金からなる。トップ層400はYSZなどの遮熱性セラミックスからなる。この耐熱合金部材においては、使用開始前または使用開始後の状態で、ボンド層300とトップ層400との間にTGO−Al2 O3 層が形成される。このTGO−Al2 O3 層の厚さは例えば数μm程度である。
<First Embodiment>
[Heat-resistant alloy member]
FIG. 1 shows a heat-resistant alloy member according to the first embodiment. As shown in FIG. 1, in this heat-resistant alloy member, the Re-based
耐熱合金基材100は必要に応じて選ばれ、例えば、既に挙げたものの中から選ばれるが、具体的には、例えば、Ni基合金、Fe基合金、Co基合金、取り分けこれらの中でもCr含有量が20原子%以上のものなどからなるもの、さらには、Cr、Mo、NbおよびWからなる群より選ばれた一種または二種以上の金属を総和で24.5原子%以上含有するNi基合金からなるもの、Ni基単結晶超合金からなるものなどである。
The heat-resistant
ボンド層300の厚さは、例えば50μm以上150μm以下である。トップ層400の厚さは、例えば、200μm以上500μm以下である。
The thickness of the
[耐熱合金部材の製造方法]
この耐熱合金部材の製造方法について説明する。
[Manufacturing method of heat-resistant alloy members]
A method for manufacturing this heat-resistant alloy member will be described.
耐熱合金基材100がNi基合金、Fe基合金、Co基合金などからなる場合を考える。まず、耐熱合金基材100の表面の遮熱を行うべき特定の領域以外の部分を絶縁テープで被覆したり、絶縁塗膜を形成したりすることによりマスキングした後、その特定の領域のみにめっきによりRe含有層を形成する。具体的には、例えば、Niめっき→Re−(30〜40)原子%Niめっき→Niめっき→Crめっきの順またはNiめっき→Re−(30〜40)原子%Niめっき→Ni(Co)めっき→Crめっきの順に行う。次に、真空中または不活性ガス雰囲気、好適にはAr+3vol%H2 雰囲気中において例えば900℃以上1100℃以下の温度で1〜10時間、熱処理を行う。これによって、耐熱合金基材100とRe含有層との反応によりRe系多目的合金層201が形成される。このとき、Re系多目的合金層201の上部にはNi−Cr層201aが形成される。次に、溶射、電子ビーム蒸着などによりRe系多目的合金層201の上にボンド層300およびトップ層400を順次形成する。ボンド層300とトップ層400との間のTGO−Al2 O3 層は、一般的には耐熱合金部材を高温酸化性雰囲気で使用する際に形成されるが、予め形成しておく場合は、例えば、ボンド層30を形成した後、低酸素分圧雰囲気で酸化処理する。
Consider the case where the heat-resistant
以上により、目的とする耐熱合金部材が製造される。 From the above, the target heat-resistant alloy member is manufactured.
以上のように、この第1の実施の形態によれば、耐熱合金基材100の表面の遮熱を行うべき特定の領域にのみRe系多目的合金層201を介してボンド層300およびトップ層40が設けられていることにより、この耐熱合金部材を高温酸化性雰囲気において加熱・冷却が繰り返される環境下で使用した場合、Re系多目的合金層201によりボンド層300のAlの耐熱合金基材100への拡散および耐熱合金基材100の元素のボンド層300への拡散を防止することができ、ボンド層300のAl濃度を十分に高く、例えば13原子%以上に維持することができ、ボンド層300とトップ層400との間に長期間に亘ってTGO−Al2 O3 層を維持することができ、それによって優れた耐高温腐食性を得ることができるだけでなく、TGO−Al2 O3 層以外の非保護的酸化物の形成を抑えることができることによりトップ層400の剥離を効果的に防止することができ、それによって優れた耐剥離性を得ることができ、さらには耐熱合金基材100の機械的強度の向上を図ることができる。この耐熱合金部材は、例えば、近年、高出力化を狙って動作温度が上昇する傾向にあるガスタービン、ジェットエンジン、排ガス系部材、等の高温用部材としての要求特性を十分に満足するものである。
As described above, according to the first embodiment, the
〈第2の実施の形態〉
[耐熱合金部材]
図2は第2の実施の形態による耐熱合金部材を示す。図2に示すように、この耐熱合金部材においては、耐熱合金基材100の表面の遮熱を行うべき特定の領域のみにRe系多目的合金層201、ボンド層300およびトップ層400が順次積層されている。Re系多目的合金層201は第1の実施の形態と同様である。耐熱合金基材100の表面の遮熱を行うべき特定の領域以外の部分はAl含有合金皮膜150で被覆されている。Al含有合金皮膜150は典型的にはβ−NiAlまたはFe−Alからなる。耐熱合金基材100、ボンド層300およびトップ層400は第1の実施の形態と同様である。
<Second Embodiment>
[Heat-resistant alloy member]
FIG. 2 shows a heat-resistant alloy member according to the second embodiment. As shown in FIG. 2, in this heat-resistant alloy member, the Re-based
[耐熱合金部材の製造方法]
この耐熱合金部材の製造方法について説明する。
[Manufacturing method of heat-resistant alloy members]
A method for manufacturing this heat-resistant alloy member will be described.
耐熱合金基材100がNi基合金、Fe基合金、Co基合金などからなる場合を考える。まず、第1の実施の形態と同様にして耐熱合金基材100の表面の遮熱を行うべき特定の領域にRe系多目的合金層201を形成する。次に、Al拡散処理を行うことによりRe系多目的合金層201以外の部分の耐熱合金基材100の表面にAl含有合金皮膜150を形成する。Al拡散処理は、耐熱合金基材100を、例えば(Al+NH4 Cl+Al2 O3 )に埋設させ、Ar雰囲気中において700〜800℃の温度で30分〜1.5時間加熱することにより行う。あるいは、耐熱合金基材100を、(FeAl+NH4 Cl+Al2 O3 )または(Al+Ni+NH4 Cl+Al2 O3 )に埋設させ、Ar+3vol%H2 雰囲気中において900〜1100℃の温度で1〜10時間加熱することにより行う。次に、溶射、電子ビーム蒸着等によりRe系多目的合金層201上にボンド層300およびトップ層400を順次形成する。ボンド層300とトップ層400との間のTGO−Al2 O3 層は、一般的には耐熱合金部材を高温酸化性雰囲気で使用する際に形成されるが、予め形成しておく場合は、例えば、ボンド層300を形成した後、低酸素分圧雰囲気で酸化処理する。
Consider the case where the heat-resistant
以上により、目的とする耐熱合金部材が製造される。 From the above, the target heat-resistant alloy member is manufactured.
この第2の実施の形態によれば、第1の実施の形態と同様な利点を得ることができるとともに、Re系多目的合金層201以外の部分の耐熱合金基材100の表面がAl含有合金皮膜150で被覆されていることにより高温酸化時に保護的Al2 O3 皮膜が形成されて保護されるため優れた高温耐酸化性を確保することができるという利点を得ることができる。
According to this second embodiment, the same advantages as those of the first embodiment can be obtained, and the surface of the heat-resistant
〈第3の実施の形態〉
[耐熱合金部材]
図3は第3の実施の形態による耐熱合金部材を示す。図3に示すように、この耐熱合金部材においては、耐熱合金基材100の表面の遮熱を行うべき特定の領域のみにW系多目的合金層202、ボンド層300およびトップ層400が順次積層されている。W系多目的合金層202はWを含有する合金層からなり、典型的には上部がNi(Cr,Si)層202aからなる。耐熱合金基材100の表面の遮熱を行うべき特定の領域以外の部分はAl含有合金皮膜150で被覆されている。Al含有合金皮膜150は典型的にはβ−AlNiまたはFe−Alからなる。耐熱合金基材100、ボンド層300およびトップ層400は第1の実施の形態と同様である。
<Third embodiment>
[Heat-resistant alloy member]
FIG. 3 shows a heat-resistant alloy member according to the third embodiment. As shown in FIG. 3, in this heat-resistant alloy member, the W-based
[耐熱合金部材の製造方法]
この耐熱合金部材の製造方法について説明する。
[Manufacturing method of heat-resistant alloy members]
A method for manufacturing this heat-resistant alloy member will be described.
耐熱合金基材100がNi基合金、Fe基合金、Co基合金などからなる場合を考える。まず、耐熱合金基材100の表面の遮熱を行うべき特定の領域にスラリー塗布によりW含有層を形成する。具体的には、例えば、(25〜50重量%)W粉末と(15〜25重量%)Cr粉末と(15〜30重量%)Mo粉末と残部Ni基自溶合金(公称組成(重量%);Ni−15Cr−3Si−2B−5Fe)とをスラリー液に溶解したスラリーを用いる。次に、真空中または不活性ガス雰囲気(例えば、Ar+3vol%H2 )中において例えば1100℃以上1200℃以下の温度で1〜10時間熱処理を行う。これによって、耐熱合金基材100とW含有層との反応によりW系多目的合金層202が形成される。このとき、W系多目的合金層202の上部にはNi(Cr,Si)層202aが形成される。次に、Al拡散処理を行うことによりW系多目的合金層202以外の部分の耐熱合金基材100の表面にAl含有合金皮膜150を形成する。Al拡散処理は、耐熱合金基材10を例えば(Al+NH4 Cl+Al2 O3 )に埋没させ、Ar雰囲気中において700〜800℃の温度で1〜1.5時間加熱することにより行う。あるいは、(FeAl+NH4 Cl+Al2 O3 )または(Al+Ni+NH4 Cl+Al2 O3 )に埋没させ、Ar+3vol%H2 雰囲気中において900〜1100℃の温度で1〜10時間加熱することにより行う。次に、溶射、電子ビーム蒸着等によりW系多目的合金層202上にボンド層300およびトップ層400を順次形成する。ボンド層300とトップ層400との間のTGO−Al2 O3 層は、一般的には耐熱合金部材を高温酸化性雰囲気で使用する際に形成されるが、予め形成しておく場合は、例えば、ボンド層300を形成した後、低酸素分圧雰囲気で酸化処理する。
Consider the case where the heat-resistant
以上により、目的とする耐熱合金部材が製造される。 From the above, the target heat-resistant alloy member is manufactured.
この第3の実施の形態によれば、第1の実施の形態と同様な利点を得ることができるとともに、W系多目的合金層202以外の部分の耐熱合金基材100の表面がAl含有合金皮膜150で被覆されていることにより高温酸化時に保護的Al2 O3 皮膜が形成されて保護されるため優れた高温耐酸化性を確保することができるという利点を得ることができる。
According to this third embodiment, the same advantages as those of the first embodiment can be obtained, and the surface of the heat-resistant
〈第4の実施の形態〉
[耐熱合金部材]
図4は第4の実施の形態による耐熱合金部材を示す。図4に示すように、この耐熱合金部材においては、耐熱合金基材105の表面の遮熱を行うべき特定の領域のみに、Re系多目的合金層201、ボンド層300およびトップ層400が順次積層されている。耐熱合金基材100は、Cr、Mo、NbおよびWからなる群より選ばれた一種または二種以上の金属を総和で24.5原子%以上含有するNi基合金からなる。耐熱合金基材100の表面の遮熱を行うべき特定の領域以外の部分はCr系多目的合金層203およびその上のAl含有合金皮膜150で覆われている。Cr系多目的合金層203はα−Crを含有する合金層からなり、典型的には耐熱合金基材100の構成元素、例えばMo、NbおよびWからなる群より選ばれた一種または二種以上の金属を含有する。Al含有合金皮膜150は典型的にはβ−AlNiからなる。ボンド層300およびトップ層400は第1の実施の形態と同様である。
<Fourth Embodiment>
[Heat-resistant alloy member]
FIG. 4 shows a heat-resistant alloy member according to the fourth embodiment. As shown in FIG. 4, in this heat-resistant alloy member, the Re-based
[耐熱合金部材の製造方法]
この耐熱合金部材の製造方法について説明する。
[Manufacturing method of heat-resistant alloy members]
A method for manufacturing this heat-resistant alloy member will be described.
図4に示すように、まず、耐熱合金基材105の表面の遮熱を行うべき特定の領域に第1の実施の形態と同様にしてRe系多目的合金層201を形成する。次に、Al拡散処理を行うことによりRe系多目的合金層201以外の部分の耐熱合金基材105の表面にAl含有合金皮膜150を形成する。このとき、耐熱合金基材105とAl含有合金皮膜150との間にCr系多目的合金層203が形成される。次に、溶射、電子ビーム蒸着等によりRe系多目的合金層201上にボンド層300およびトップ層400を順次形成する。ボンド層300とトップ層400との間のTGO−Al2 O3 層は、一般的には耐熱合金部材を高温酸化性雰囲気で使用する際に形成されるが、予め形成しておく場合は、例えば、ボンド層300を形成した後、低酸素分圧雰囲気で酸化処理する。
As shown in FIG. 4, first, the Re-based
以上により、目的とする耐熱合金部材が製造される。 From the above, the target heat-resistant alloy member is manufactured.
この第4の実施の形態によれば、第3の実施の形態と同様な利点を得ることができる。 According to this fourth embodiment, the same advantages as those of the third embodiment can be obtained.
〈第5の実施の形態〉
[耐熱合金部材]
図5は第5の実施の形態による耐熱合金部材を示す。図5に示すように、この耐熱合金部材においては、耐熱合金基材105の表面の遮熱を行うべき特定の領域のみに、W系多目的合金層202、ボンド層300およびトップ層400が順次積層されている。耐熱合金基材105は、Cr、Mo、NbおよびWからなる群より選ばれた一種または二種以上の金属を総和で24.5原子%以上含有するNi基合金からなる。耐熱合金基材105の表面の遮熱を行うべき特定の領域以外の部分はCr系多目的合金層203およびその上のAl含有合金皮膜150で覆われている。Cr系多目的合金層203は第4の実施の形態と同様である。Al含有合金皮膜150は典型的にはβ−NiAlからなる。ボンド層300およびトップ層400は第1の実施の形態と同様である。
<Fifth Embodiment>
[Heat-resistant alloy member]
FIG. 5 shows a heat-resistant alloy member according to the fifth embodiment. As shown in FIG. 5, in this heat-resistant alloy member, the W-based
[耐熱合金部材の製造方法]
この耐熱合金部材の製造方法について説明する。
[Manufacturing method of heat-resistant alloy members]
A method for manufacturing this heat-resistant alloy member will be described.
まず、耐熱合金基材105の表面の遮熱を行うべき特定の領域に第2の実施の形態と同様にしてW系多目的合金層202を形成する。次に、第3の実施の形態と同様に、Al拡散処理を行うことによりW系多目的合金層202以外の部分の耐熱合金基材105の表面にCr系多目的合金層203およびAl含有合金皮膜150を形成する。次に、溶射、電子ビーム蒸着などによりW系拡散バリア層202上にボンド層300およびトップ層400を順次形成する。ボンド層300とトップ層400との間のTGO−Al2 O3 層は、一般的には耐熱合金部材を高温酸化性雰囲気で使用する際に形成されるが、予め形成しておく場合は、例えば、ボンド層300を形成した後、低酸素分圧雰囲気で酸化処理する。
First, the W-based
以上により、目的とする耐熱合金部材が製造される。 From the above, the target heat-resistant alloy member is manufactured.
この第5の実施の形態によれば、第4の実施の形態と同様な利点を得ることができる。 According to this fifth embodiment, the same advantages as those of the fourth embodiment can be obtained.
〈第6の実施の形態〉
[耐熱合金部材]
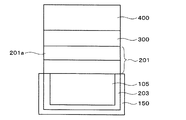
図6は第6の実施の形態による耐熱合金部材を示す。図6に示すように、この耐熱合金部材においては、耐熱合金基材105の表面の全体にCr系多目的合金層203およびその上のAl含有合金皮膜150が設けられている。耐熱合金基材105は、Cr、Mo、NbおよびWからなる群より選ばれた一種または二種以上の金属を総和で24.5原子%以上含有するNi基合金からなる。Al含有合金皮膜150は典型的にはβ−NiAlからなる。Cr系多目的合金層203は第4の実施の形態と同様である。耐熱合金基材105の遮熱を行うべき特定の領域のみのAl含有合金皮膜150上にボンド層300およびトップ層400が順次積層されている。この遮熱を行うべき特定の領域の部分のAl含有合金皮膜150はボンド層300の一部を構成する。トップ層400は第1の実施の形態と同様である。
<Sixth Embodiment>
[Heat-resistant alloy member]
FIG. 6 shows a heat-resistant alloy member according to the sixth embodiment. As shown in FIG. 6, in this heat-resistant alloy member, a Cr-based
[耐熱合金部材の製造方法]
この耐熱合金部材の製造方法について説明する。
[Manufacturing method of heat-resistant alloy members]
A method for manufacturing this heat-resistant alloy member will be described.
まず、第4の実施の形態と同様に、Al拡散処理を行うことにより耐熱合金基材105の表面全体にCr系多目的合金層203およびAl含有合金皮膜150を形成する。次に、溶射、電子ビーム蒸着などによりAl含有合金皮膜150上にボンド層300およびトップ層400を順次形成する。ボンド層300とトップ層400との間のTGO−Al2 O3 層は、一般的には耐熱合金部材を高温酸化性雰囲気で使用する際に形成されるが、予め形成しておく場合は、例えば、ボンド層300を形成した後、低酸素分圧雰囲気で酸化処理する。
First, as in the fourth embodiment, the Cr-based
以上により、目的とする耐熱合金部材が製造される。 From the above, the target heat-resistant alloy member is manufactured.
この第6の実施の形態によれば、第4の実施の形態と同様な利点を得ることができる。 According to this sixth embodiment, the same advantages as those of the fourth embodiment can be obtained.
〈第7の実施の形態〉
図7は第7の実施の形態による耐熱合金部材を示す。図7に示すように、この耐熱合金部材においては、耐熱合金基材105の表面の全体にCr系多目的合金層203およびその上のAl含有合金皮膜150が設けられている。耐熱合金基材105は、Cr、Mo、NbおよびWからなる群より選ばれた一種または二種以上の金属を総和で24.5原子%以上含有するNi基合金からなる。Al含有合金皮膜150は典型的にはβ−NiAlからなる。Cr系多目的合金層203は第6の実施の形態と同様である。耐熱合金基材105の遮熱を行うべき特定の領域のみのAl含有合金皮膜150上にトップ層400が積層されている。この遮熱を行うべき特定の領域の部分のAl含有合金皮膜150はボンド層300を兼用する。トップ層400は第1の実施の形態と同様である。
<Seventh Embodiment>
FIG. 7 shows a heat-resistant alloy member according to the seventh embodiment. As shown in FIG. 7, in this heat-resistant alloy member, a Cr-based
[耐熱合金部材の製造方法]
この耐熱合金部材の製造方法について説明する。
[Manufacturing method of heat-resistant alloy members]
A method for manufacturing this heat-resistant alloy member will be described.
まず、第6の実施の形態と同様に、Al拡散処理を行うことにより耐熱合金基材105の表面全体にCr系多目的合金層203およびAl含有合金皮膜150を形成する。次に、溶射、電子ビーム蒸着などによりAl含有合金皮膜150上にトップ層400を形成する。ボンド層300を兼用するAl含有合金皮膜150とトップ層400との間のTGO−Al2 O3 層は、一般的には耐熱合金部材を高温酸化性雰囲気で使用する際に形成されるが、予め形成しておく場合は、例えば、Al含有合金皮膜150を形成した後、低酸素分圧雰囲気で酸化処理する。
First, as in the sixth embodiment, the Cr-based
以上により、目的とする耐熱合金部材が製造される。 From the above, the target heat-resistant alloy member is manufactured.
この第7の実施の形態によれば、第6の実施の形態と同様な利点を得ることができる。 According to this seventh embodiment, the same advantages as those of the sixth embodiment can be obtained.
実施例について説明する。 Examples will be described.
耐熱合金基材100として下記の(1)〜(3)を用いた。
(1)表1(株式会社オーサカステンレスのカタログより抜粋)に示すNi基耐熱合金からなる基材
The following (1) to (3) were used as the heat-resistant
(1) Base material made of Ni-based heat-resistant alloy shown in Table 1 (extracted from the catalog of Osaka Stainless Co., Ltd.)

表1中、Alloy 201 はNi(工業用)に相当する。その他の合金はNi基合金と言える。
In Table 1,
(2)SUS310基材(組成(重量%)はCr:25,Ni:20,Fe:残部)
(3)Ni基単結晶超合金(組成(重量%)はAl:4.9〜5.3,Co:0.8〜1.2,Cr:6.9〜7.3,Mo:0.7〜1.0,W:7.0〜9.0,Re:1.2〜1.6,Ta:8.5〜9.5,Nb:0.6〜1.0,Ni:残部)
(2) SUS310 base material (composition (% by weight) is Cr: 25, Ni: 20, Fe: balance)
(3) Ni-based single crystal superalloy (composition (% by weight) is Al: 4.9 to 5.3, Co: 0.8 to 1.2, Cr: 6.9 to 7.3, Mo: 0. 7 to 1.0, W: 7.0 to 9.0, Re: 1.2 to 1.6, Ta: 8.5 to 9.5, Nb: 0.6 to 1.0, Ni: balance)
遮熱コーティング皮膜のボンド層300としてはCoNiCrAlY(公称組成(wt%); Ni−25Cr−10Al−0.5Y)からなるものを用いた。CoNiCrAlY層はHVOF(High Velocity Oxy-Fuel)の溶射プロセス(高速フレーム溶射法)で製膜した。CoNiCrAlY層の厚さは100μmとした。トップ層400としてはYSZ(公称組成(mol%); 8Y2 O3 −92ZrO2 )からなるものを用いた。YSZ層は大気プラズマ(APS)溶射プロセスで製膜した。YSZ層の厚さは300μmとした。
As the
耐熱合金基材100として(1)、耐熱合金基材100として(2)を用いた場合のサイクル酸化試験用の試験片およびクリープ試験用の試験片の形状およびサイズをそれぞれ図8および図9に示す。図8に示すように、試験片は直径20mm、高さ10mmの円柱状の基材の上端面に多目的合金層、ボンド層およびトップ層(多目的合金層をMPL、ボンド層およびトップ層をTBCと表示している)を形成したものであり、基材の円周面はそのままの場合とAl含有合金皮膜が形成されている場合とがある。耐熱合金基材100として(3)を用いた場合のサイクル酸化試験用の試験片を図10に示す。図10に示すように、試験片は直径25.4mm、高さ3mmの円柱状の基材の上端面に多目的合金層、ボンド層およびトップ層を形成したものであり、基材の円周面はそのままである。これらの試験片では、便宜上、基材の上端面を遮熱を行うべき特定の領域としている。
The shapes and sizes of the test piece for the cycle oxidation test and the test piece for the creep test when (1) is used as the heat-resistant
(実施例1)
実施例1は第6の実施の形態に対応するものである。
(Example 1)
The first embodiment corresponds to the sixth embodiment.
耐熱合金基材105として表1に示すNi基合金基材を用いた。このNi基合金基材の表面(上面、下面、円周面)の全体にAl拡散処理を施した。すなわち、Ni基合金基材をAl:Ni:NH4 Cl:Al2 O3 =3:2.5:2:60(重量比)の混合粉末に埋没させ、Ar+3vol%H2 雰囲気中において1000℃で4時間加熱することによりAl拡散処理を施した。次に、Ar+3vol%H2 雰囲気中において1000℃で4時間加熱することにより熱処理を行った。その結果、図11に示すように、耐熱合金基材105の表面にCr系多目的合金層203およびAl含有合金皮膜150(β−NiAl膜)が形成された。
The Ni-based alloy base material shown in Table 1 was used as the heat-resistant
次に、図11に示すように、試験片の上端面にHVOF溶射によりボンド層300としてCoNiCrAlY層を形成した後、その上にAPS溶射でトップ層400としてYSZ層を形成し、このYSZ層の形成時にCoNiCrAlY層とYSZ層との間にTGO−Al2 O3 層を形成した。こうして、試験片を作製した。
Next, as shown in FIG. 11, a CoNiCrAlY layer was formed as a
試験片の基材105/Cr系多目的合金層203/ボンド層300/トップ層400施工面の一部を切断し、その断面組織観察と各元素の濃度分布の測定とをSEM−EDX装置(走査型電子顕微鏡−エネルギー分散分光装置)で行った。図12に断面SEM写真を示す。
A part of the
(実施例2)
実施例2は第7の実施の形態に対応するものである。
(Example 2)
The second embodiment corresponds to the seventh embodiment.
まず、実施例1と同様にして、図13に示すように、耐熱合金基材105の表面全体にCr系多目的合金層203およびAl含有合金皮膜150(β−NiAl膜)を形成した。
First, in the same manner as in Example 1, as shown in FIG. 13, a Cr-based
次に、試験片の上端面にAPS溶射でトップ層400としてYSZ層を形成し、このYSZ層の形成時にβ−NiAl膜とYSZ層との間にTGO−Al2 O3 層を形成し、試験片を作製した。
Next, a YSZ layer was formed as the
試験片の基材105/Cr系多目的合金層203/Al含有合金皮膜150(β−NiAl膜)/トップ層400施工面の一部を切断し、その断面組織観察と各元素の濃度分布の測定とをSEM−EDX装置で行った。図14に断面SEM写真を示す。
(実施例3)
実施例3は第1の実施の形態に対応するものである。
(Example 3)
The third embodiment corresponds to the first embodiment.
耐熱合金基材100としてSUS310基材を用いた。まず、試験片の表面を平滑研磨し、脱脂を行った。次に、試験片の下端面および円周面を絶縁テープで被覆し、マスキングを行った。次に、(Niストライクめっき 1μm)→(Niワットめっき 1μm)→(Re−Ni合金めっき 8μm)→(Niワットめっき 15μm)→(Crめっき 7μm)を順に行い、合計の厚さ32μmのめっき層を形成した。次に、真空中において1000℃で5時間熱処理を行った。その結果、図15に示すように、試験片の上端面にRe系多目的合金層201が形成された。Re系多目的合金層201の上部にはNi−Cr層201aが形成された。
A SUS310 base material was used as the heat-resistant
次に、実施例1と同様にして、Re系多目的合金層201上にボンド層300としてCoNiCrAlY層を形成した後、その上にAPS溶射でトップ層400としてYSZ層を形成し、このYSZ層の形成時にCoNiCrAlY層とYSZ層との間にTGO−Al2 O3 層を形成し、試験片を作製した。
Next, in the same manner as in Example 1, a CoNiCrAlY layer was formed as a
試験片の基材100/Re系多目的合金層201/ボンド層300/トップ層400施工面の一部を切断し、その断面組織観察と各元素の濃度分布の測定とをSEM−EDX装置で行った。図16に断面SEM写真を示す。
Part of the
(実施例4)
実施例4は第2の実施の形態に対応するものである。
(Example 4)
The fourth embodiment corresponds to the second embodiment.
実施例3と同様の処理を経て試験片の上端面にRe系多目的合金層201を形成した後、Al拡散処理を施すことにより試験片の下端面および円周面にAl含有合金皮膜150を形成した。Re系多目的合金層の上部にはNi−Cr層が形成された。
The Re-based
次に、実施例1と同様にして、Re系多目的合金層201上にボンド層300としてCoNiCrAlY層を形成した後、その上にAPS溶射でトップ層400としてYSZ層を形成し、このYSZ層の形成時にCoNiCrAlY層とYSZ層との間にTGO−Al2 O3 層を形成し、試験片を作製した。こうして作製された試験片を図17に示す。
Next, in the same manner as in Example 1, a CoNiCrAlY layer was formed as a
試験片の基材100/Re系多目的合金層201/ボンド層300/トップ層400施工面の一部を切断し、その断面組織観察と各元素の濃度分布の測定とをSEM−EDX装置で行ったところ、実施例3と同様であった。
Part of the
(実施例5)
実施例5は第2の実施の形態においてRe系多目的合金層201とボンド層300との間にCr系多目的合金層203が設けられたものに対応する。
(Example 5)
The fifth embodiment corresponds to the case where the Cr-based
実施例3と同様の処理を経て試験片の上端面にRe系多目的合金層201を形成した後、実施例1と同様にしてCr系多目的合金層203を形成した。次に、実施例4と同様にAl拡散処理を施すことにより試験片の下端面および円周面にAl含有合金皮膜150を形成した。
The Re-based
次に、実施例1と同様にして、Cr系多目的合金層203上にボンド層300としてCoNiCrAlY層、トップ層400としてYSZ層を形成し、試験片を作製した。こうして作製された試験片を図18に示す。
Next, in the same manner as in Example 1, a CoNiCrAlY layer was formed as the
試験片の基材100/Re系多目的合金層201/Cr系多目的合金層203/ボンド層300/トップ層400施工面の一部を切断し、その断面組織観察と各元素の濃度分布の測定とをSEM−EDX装置で行ったところ、実施例3と同様であった。
(実施例6)
実施例6は第4の実施の形態に対応するものである。
(Example 6)
The sixth embodiment corresponds to the fourth embodiment.
耐熱合金基材105として表1に示すNi基合金基材を用いた。まず、試験片の表面を平滑研磨し、脱脂を行った。次に、試験片の上端面を絶縁テープで被覆し、マスキングを行った。次に、実施例1と同様にして試験片の下端面および円周面にCr系多目的合金層203およびAl含有合金皮膜150を形成した。次に、試験片の下端面および円周面を絶縁テープで被覆し、マスキングを行った。次に、実施例4と同様にして試験片の上端面にRe系多目的合金層201を形成した。次に、Re系多目的合金層201の円周面にAl含有合金皮膜150を形成した。
The Ni-based alloy base material shown in Table 1 was used as the heat-resistant
次に、実施例1と同様にして、Re系多目的合金層201上にボンド層300としてCoNiCrAlY層、トップ層400としてYSZ層を形成し、試験片を作製した。こうして作製された試験片を図19に示す。
Next, in the same manner as in Example 1, a CoNiCrAlY layer was formed as the
(実施例7)
実施例7は第4の実施の形態においてRe系多目的合金層201とボンド層300との間にCr系多目的合金層203が設けられたものに対応する。
(Example 7)
The seventh embodiment corresponds to the case where the Cr-based
耐熱合金基材105として表1に示すNi基合金基材を用いた。まず、試験片の表面を平滑研磨し、脱脂を行った。次に、実施例3と同様の処理を経て試験片の上端面にRe系多目的合金層201を形成した後、実施例1と同様なAl拡散処理を施すことにより試験片の上端面、下端面および円周面にCr系多目的合金層203およびAl含有合金皮膜150を形成した。
The Ni-based alloy base material shown in Table 1 was used as the heat-resistant
次に、実施例1と同様にして、試験片の上端面のCr系多目的合金層203上にボンド層300としてCoNiCrAlY層、トップ層400としてYSZ層を形成し、試験片を作製した。こうして作製された試験片を図20に示す。
Next, in the same manner as in Example 1, a CoNiCrAlY layer was formed as the
(実施例8)
実施例8は第1の実施の形態においてRe系多目的合金層201の代わりにW系多目的合金層202を用いたものに対応する。
(Example 8)
The eighth embodiment corresponds to the one in which the W-based
耐熱合金基材100としてSUS310基材を用いた。Ni基自溶合金(公称組成(wt%); Ni−15Cr−3Si−2B−5Fe)に25重量%W粉末、25重量%Cr粉末および25重量%Mo粉末を添加したスラリーを作製し、耐熱合金基材100の表面に塗布した後、Ar+3vol%H2 雰囲気中において1150℃で6時間熱処理を施した。その結果、耐熱合金基材100の表面にW系多目的合金層202が形成された。
A SUS310 base material was used as the heat-resistant
次に、実施例1と同様にして、試験片の上端面のW系多目的合金層202上にボンド層300としてCoNiCrAlY層、トップ層400としてYSZ層を形成し、試験片を作製した。こうして作製された試験片を図21に示す。
Next, in the same manner as in Example 1, a CoNiCrAlY layer was formed as the
試験片の基材100/W系多目的合金層202/ボンド層300/トップ層400施工面の一部を切断し、その断面組織観察と各元素の濃度分布の測定とをSEM−EDX装置で行った。図22に断面SEM写真を示す。
Part of the
(実施例9)
実施例9は第3の実施の形態に対応するものである。
(Example 9)
The ninth embodiment corresponds to the third embodiment.
耐熱合金基材100としてSUS310基材を用いた。実施例8と同様にして耐熱合金基材100の表面にW系多目的合金層202を形成した後、試験片の下端面および円周面にAl含有合金皮膜150を形成した。
A SUS310 base material was used as the heat-resistant
次に、実施例1と同様にして、試験片の上端面のW系多目的合金層202上にボンド層300としてCoNiCrAlY層、トップ層400としてYSZ層を形成し、試験片を作製した。こうして作製された試験片を図23に示す。
Next, in the same manner as in Example 1, a CoNiCrAlY layer was formed as the
試験片の基材100/Re系多目的合金層201/ボンド層300/トップ層400施工面の一部を切断し、その断面組織観察と各元素の濃度分布の測定とをSEM−EDX装置で行ったところ、実施例8と同様であった。
Part of the
(実施例10)
実施例10は第5の実施の形態においてW系多目的合金層202とボンド層300との間にCr系多目的合金層203が設けられたものに対応する。
(Example 10)
The tenth embodiment corresponds to the case where the Cr-based
耐熱合金基材105として表1に示すNi基合金基材を用いた。実施例8と同様にして試験片の上端面にW系多目的合金層202を形成した後、試験片の表面全体に実施例7と同様にしてCr系多目的合金層203を形成し、試験片の下端面および円周面にAl含有合金皮膜150を形成した。
The Ni-based alloy base material shown in Table 1 was used as the heat-resistant
次に、実施例1と同様にして、Cr系多目的合金層203上にボンド層300としてCoNiCrAlY層、トップ層400としてYSZ層を形成し、試験片を作製した。こうして作製された試験片を図24に示す。
Next, in the same manner as in Example 1, a CoNiCrAlY layer was formed as the
試験片の基材105/W系多目的合金層202/ボンド層300/トップ層400施工面の一部を切断し、その断面組織観察と各元素の濃度分布の測定とをSEM−EDX装置で行ったところ、実施例8と同様であった。
Part of the
(実施例11)
実施例11は第1の実施の形態に対応するものである。
(Example 11)
The eleventh embodiment corresponds to the first embodiment.
耐熱合金基材109としてNi基単結晶超合金基材を用いた。実施例4と同様にして試験片の上端面にRe系多目的合金層201を形成した。
A Ni-based single crystal superalloy base material was used as the heat-resistant
次に、実施例1と同様にして、Re系多目的合金層201上にボンド層300としてCoNiCrAlY層、トップ層400としてYSZ層を形成し、試験片を作製した。こうして作製された試験片を図25に示す。
Next, in the same manner as in Example 1, a CoNiCrAlY layer was formed as the
(比較例1)
耐熱合金基材100としてSUS310基材を用いた。耐熱合金基材100上に直接、ボンド層300としてCoNiCrAlY層、トップ層400としてYSZ層を形成し、試験片を作製した。こうして作製された試験片を図26に示す。
(Comparative Example 1)
A SUS310 base material was used as the heat-resistant
試験片の基材100/ボンド層300/トップ層400施工面の一部を切断し、その断面組織観察と各元素の濃度分布の測定とをSEM−EDX装置で行った。図27に断面SEM写真を示す。
A part of the
(比較例2)
耐熱合金基材109としてNi基単結晶超合金基材を用いた。耐熱合金基材109上に直接、ボンド層300としてCoNiCrAlY層、トップ層400としてYSZ層を形成し、試験片を作製した。こうして作製された試験片を図28に示す。
試験片の基材109/ボンド層300/トップ層400施工面の一部を切断し、その断面組織観察と各元素の濃度分布の測定とをSEM−EDX装置で行った。図29に断面SEM写真を示す。
(Comparative Example 2)
A Ni-based single crystal superalloy base material was used as the heat-resistant
A part of the
[高温酸化試験]
高温酸化試験は、加熱・冷却繰り返しの条件下で、大気中で行った。具体的には、水平移動式試料台(アルミナ棒) に試験片を載せ、1100℃に制御した電気炉内に挿入し、45分経過後、大気中で15分間冷却した後、再び電気炉に挿入する、いわゆるサイクル酸化試験である。
[High temperature oxidation test]
The high temperature oxidation test was carried out in the air under the conditions of repeated heating and cooling. Specifically, a test piece is placed on a horizontally movable sample table (alumina rod), inserted into an electric furnace controlled at 1100 ° C., cooled in the air for 15 minutes after 45 minutes, and then returned to the electric furnace. It is a so-called cycle oxidation test to insert.
実施例1〜5、8〜10および比較例1の試験片の酸化量のサイクル数依存性とトップ層のYSZの剥離が起こるサイクル数(剥離サイクル数)とをまとめて図30に示す。 FIG. 30 summarizes the cycle number dependence of the oxidation amount of the test pieces of Examples 1 to 5, 8 to 10 and Comparative Example 1 and the number of cycles in which YSZ peeling of the top layer occurs (the number of peeling cycles).
所定のサイクル数経過後、試験片の重量変化を室温で測定したが、MPL/TBC施工面とその他の面では酸化挙動は異なる。本件では、酸化量は試験片全体の面積で除した値として測定し、その結果、得られた酸化量はその他の面(TBC未施工面) の結果を強く反映したものとなっている。 After the lapse of a predetermined number of cycles, the weight change of the test piece was measured at room temperature, but the oxidation behavior was different between the MPL / TBC construction surface and other surfaces. In this case, the amount of oxidation was measured as the value divided by the area of the entire test piece, and as a result, the amount of oxidation obtained strongly reflected the results of the other surface (TBC unconstructed surface).
図30には、比較のため、合金基材Alloy-X の酸化量のサイクル数依存性を示す。酸化量は200サイクル前後から減少に転じ、その後サイクル数に比例して減少する。 FIG. 30 shows the cycle number dependence of the oxidation amount of the alloy base material Alloy-X for comparison. The amount of oxidation starts to decrease from around 200 cycles, and then decreases in proportion to the number of cycles.
比較例1では、酸化量は200サイクル前後から減少に転じ、合金基材Alloy-X の酸化量のサイクル数依存性と類似している。遮熱層YSZは600〜700サイクル数で剥離した。 In Comparative Example 1, the amount of oxidation started to decrease from around 200 cycles, which is similar to the number of cycles dependence of the amount of oxidation of the alloy base material Alloy-X. The heat shield layer YSZ was peeled off after 600 to 700 cycles.
実施例3、8では、酸化量は比較例1と類似のサイクル数依存性に従って減少し、遮熱層YSZは1600〜1800サイクルで剥離した。 In Examples 3 and 8, the amount of oxidation decreased according to the cycle number dependence similar to that of Comparative Example 1, and the heat shield layer YSZ was peeled off in 1600 to 1800 cycles.
これらの結果から、従来の基材/TBC(比較例1)に比較して、Re系多目的合金層を用いる実施例3〜7およびW系多目的合金層を用いる実施例8〜10では、YSZの耐剥離性は2倍以上に増大していることがわかる。 From these results, as compared with the conventional base material / TBC (Comparative Example 1), in Examples 3 to 7 using the Re-based multipurpose alloy layer and Examples 8 to 10 using the W-based multipurpose alloy layer, YSZ It can be seen that the peel resistance is more than doubled.
実施例3、8では、MPL/TBCが未施工の部分ではAlloy-X の酸化が進行し、サイクル数に比例して、酸化量の減少が観察される。これは、本実験の酸化条件(1100℃;45分⇔室温;15分、大気中) 下では、合金Alloy-X に形成したCr2 O3 の酸化蒸発(CrO3 (g))と酸化物皮膜の剥離が重畳することによる。 In Examples 3 and 8, the oxidation of Alloy-X progresses in the portion where MPL / TBC has not been applied, and a decrease in the amount of oxidation is observed in proportion to the number of cycles. This is due to the oxidative evaporation (CrO 3 (g)) and oxide of Cr 2 O 3 formed on the alloy Alloy-X under the oxidation conditions of this experiment (1100 ° C; 45 minutes ⇔ room temperature; 15 minutes, in the air). This is due to the overlapping of peeling of the film.
実施例1、2、4、5、9、10では、基材Alloy-X にAl含有合金皮膜150を形成した後、その特定の領域にMPL/DBCを形成した。サイクル酸化では、TBCを施工していない基材表面には保護皮膜としてAl2 O3 が形成されていることから、サイクル数による酸化量の低下は僅少である。そして、遮熱層YSZの剥離は1600〜1800サイクルであり、実施例3、8で観察された剥離数とほほ同じである。
In Examples 1, 2, 4, 5, 9, and 10, an Al-containing
以上の結果から、本発明で提案した基材/MPL/TBCでは、Re系多目的合金層201、W系多目的合金層202およびCr系多目的合金層203のいずれにおいても、トップ層400の耐剥離性は改善され、耐熱合金基材100または耐熱合金基材105の表面に形成したAl含有合金皮膜150による保護的酸化物皮膜の形成により、耐高温酸化性もまた同時に向上させることができる、ことが明らかになった。
From the above results, in the base material / MPL / TBC proposed in the present invention, the peel resistance of the
[YSZ層の亀裂・剥離のその場観察]
電気炉から取り出して冷却する際の試験片の表面を写真撮影によって、観察した。その結果、YSZ層の破壊は、試験片の周辺角部から層間剥離として開始し、中心部に向かって進展している様子が観察される(層間剥離した個所は、より早期に暗黒化することで判別できる。
[In-situ observation of cracks and peeling of YSZ layer]
The surface of the test piece when it was taken out from the electric furnace and cooled was observed by photography. As a result, it is observed that the destruction of the YSZ layer starts as delamination from the peripheral corners of the test piece and progresses toward the center (the delaminated portion is darkened earlier. Can be identified by.
比較例1の結果を図31に示す。図31に示すように、写真で暗く見える部分は、冷却の過程でYSZ層が層間剥離し、ボンド層300との間に溝が形成されたためであり、200サイクル数を超えると、剥離は試験片の周辺から発生し、サイクル数とともに中心に向かって進展している様子が見られる。比較例1では、593サイクル後の冷却の過程でYSZ層は全面剥離した。
The result of Comparative Example 1 is shown in FIG. As shown in FIG. 31, the part that looks dark in the photograph is because the YSZ layer was delaminated during the cooling process and a groove was formed between the YSZ layer and the
実施例1の結果を図32に示す。図32に示すように、基材/Cr系MPL(Al拡散)/TBCでは、サイクル数が1000サイクルを超えると、YSZ層の部分剥離は周辺より始まり、サイクル数とともに中心に向かって進展している。1850サイクル終了後、室温に保持中にYSZ層は全面剥離した。 The result of Example 1 is shown in FIG. As shown in FIG. 32, in the base material / Cr-based MPL (Al diffusion) / TBC, when the number of cycles exceeds 1000 cycles, the partial peeling of the YSZ layer starts from the periphery and progresses toward the center with the number of cycles. There is. After the end of the 1850 cycle, the YSZ layer was completely peeled off while being kept at room temperature.
同様の結果は実施例2〜5、8〜10においても観察された。 Similar results were observed in Examples 2-5, 8-10.
すなわち、耐熱合金基材100または耐熱合金基材105とTBCとの間にRe系多目的合金層201、W系多目的合金層202またはCr系多目的合金層203を挿入することによって、YSZ層の剥離が抑制されていることがわかる。
That is, by inserting the Re-based
基材/TBC(比較例1)と基材/MPL/TBC(実施例3、4、8、9)を所定のサイクル終了後に切断し、断面の組織観察と各元素の濃度分布を測定した。図33はボンド層300のAl濃度(原子%)のサイクル数依存性を示す。図33より、比較例1の基材/TBCでは、ボンド層300のAl濃度は初期の約18原子%から200サイクル後には数原子%に低下し、その後徐々に1原子%以下に減少して、約600サイクルでYSZ層は剥離した。一方、基材/MPL/TBCでは、Al濃度は徐々に低下し、1600〜1800サイクル前後で1原子%以下に低下し、YSZ層は剥離した。
The base material / TBC (Comparative Example 1) and the base material / MPL / TBC (Examples 3, 4, 8 and 9) were cut after the end of a predetermined cycle, and the cross-sectional structure was observed and the concentration distribution of each element was measured. FIG. 33 shows the cycle number dependence of the Al concentration (atomic%) of the
ボンド層300のAl濃度が数原子%(図33の破線) 以下になると、熱酸化物TGOはAl2 O3 のほかにCr2 O3 、NiAl2 O4 の酸化物が観察されるようになり、これら酸化物は周辺から形成し、ボンド層300の中心側に進展して、TGO全体に形成されたとき、YSZ層は全面に亘って剥離する。
When the Al concentration of the
基材/MPL/TBCでは、MPL層によってボンド層300のAl濃度が高く、Al2 O3 主体のTGOが形成・維持され、1000サイクル前後から、Cr2 O3 、NiAl2 O4 等が周辺に形成されるようになり、YSZ層の剥離は周辺から始まり、中心側へと伝播し、1850サイクルで全面剥離した。
In the substrate / MPL / TBC, high Al concentration of the
表1に記載のNi基合金について、Alloy-X と同様に、Al拡散処理によるCr系多目的合金層203の形成について検討した。続いて、4サイクルと100サイクルの酸化試験を行い、試験片の断面組織観察と各元素の濃度分布の測定とを行った。得られた結果を以下に示す。
For the Ni-based alloys shown in Table 1, the formation of the Cr-based
各試験片のAl拡散処理後の断面組織をまとめて、図34に示す。図34より、Al拡散処理後では、いずれの合金においても、Cr系多目的合金層203に相当する層の形成は認められない。
The cross-sectional structure of each test piece after Al diffusion treatment is summarized in FIG. 34. From FIG. 34, after the Al diffusion treatment, no layer corresponding to the Cr-based
上記のAl拡散処理したNi基合金を4サイクル酸化した後の断面の組織をまとめて図35に示す。組織写真は合金に含まれる元素(Cr+Mo+Nb+W)の総和(原子%)順に示している。 The structure of the cross section of the above Al diffusion-treated Ni-based alloy after being oxidized for 4 cycles is shown in FIG. 35. The microstructure photograph shows the elements (Cr + Mo + Nb + W) contained in the alloy in the order of the sum (atomic%).
上記のAl拡散処理したNi基合金を100サイクル酸化した後の断面の組織をまとめて図36に示す。組織写真は合金に含まれる元素(Cr+Mo+Nb+W)の総和(原子%)順に示している。 The structure of the cross section of the above Al diffusion-treated Ni-based alloy after being oxidized for 100 cycles is shown in FIG. 36. The microstructure photograph shows the elements (Cr + Mo + Nb + W) contained in the alloy in the order of the sum (atomic%).
上記のNi基耐熱合金で、Al拡散処理後、続いて、大気中で4サイクルと100サイクル酸化後の各元素の濃度分析を行った。Cr系多目的合金層203の内層を構成する元素と濃度をまとめて表2に示す。
With the above Ni-based heat-resistant alloy, after Al diffusion treatment, concentration analysis of each element after 4-cycle and 100-cycle oxidation in the air was carried out. Table 2 summarizes the elements and concentrations constituting the inner layer of the Cr-based
以上の組織観察の結果と各元素の濃度分布の分析結果から、Cr系多目的合金層203の形成について、合金中の各元素の濃度と以下のような関係が求められる。
From the results of the above structure observation and the analysis result of the concentration distribution of each element, the following relationship with the concentration of each element in the alloy can be obtained for the formation of the Cr-based
以下に、Cr+Mo+Nb+Wの元素の濃度の総和とCr系多目的合金層との関係について、表3に示す。以下のように要約される。 Table 3 shows the relationship between the total concentration of Cr + Mo + Nb + W elements and the Cr-based multipurpose alloy layer. It is summarized as follows.
(1)Al拡散処理後では、Cr系多目的合金層の形成は、明瞭には観察されない。
(2)4サイクル酸化後では、Cr系多目的合金層は以下の合金で明瞭に観察される。
Alloy-22, Alloy-625, Alloy-C276,
Alloy-X, Alloy-718, Alloy-825, Alloy-20
Cr+Mo+Nb+Wの濃度の総和は23.4原子%以上。
(Alloy B2 はMoが多く、Cr含有量が少ない)
(3)4サイクル酸化後では、Cr系多目的合金層の形成は以下の合金では確認できない。
Alloy-601, Alloy-800HT
Cr+Mo+Nb+Wの濃度の総和は24.5原子%以下。
(4)100サイクル酸化後では、Cr系多目的合金層の連続層を形成している合金は下記の通りである。
Alloy-22, Alloy-625, Alloy-C276
これらはCr+Mo+Nb+Wの濃度の総和が30.5原子%以上である。
Cr系多目的合金層が不連続に形成されている合金は下記の通りである。
Alloy-X, Alloy-718, Alloy825, Alloy-20
これらはCr+Mo+Nb+Wの濃度の総和が23.4原子%以上30.1原子%以下である。
Cr系多目的合金層が形成されていない合金は下記の通りである。
Alloy601, Alloy800HT
これらはCr+Mo+Nb+Wの濃度の総和が24.5原子%以下である。
(1) After the Al diffusion treatment, the formation of the Cr-based multipurpose alloy layer is not clearly observed.
(2) After 4-cycle oxidation, the Cr-based multipurpose alloy layer is clearly observed with the following alloys.
Alloy-22, Alloy-625, Alloy-C276,
Alloy-X, Alloy-718, Alloy-825, Alloy-20
The total concentration of Cr + Mo + Nb + W is 23.4 atomic% or more.
(Alloy B2 has high Mo and low Cr content)
(3) After 4-cycle oxidation, the formation of the Cr-based multipurpose alloy layer cannot be confirmed with the following alloys.
Alloy-601, Alloy-800HT
The total concentration of Cr + Mo + Nb + W is 24.5 atomic% or less.
(4) After 100 cycles of oxidation, the alloys forming the continuous layer of the Cr-based multipurpose alloy layer are as follows.
Alloy-22, Alloy-625, Alloy-C276
These have a total concentration of Cr + Mo + Nb + W of 30.5 atomic% or more.
The alloys in which the Cr-based multipurpose alloy layer is formed discontinuously are as follows.
Alloy-X, Alloy-718, Alloy825, Alloy-20
These have a total concentration of Cr + Mo + Nb + W of 23.4 atomic% or more and 30.1 atomic% or less.
The alloys on which the Cr-based multipurpose alloy layer is not formed are as follows.
Alloy601, Alloy800HT
These have a total concentration of Cr + Mo + Nb + W of 24.5 atomic% or less.
以上の結果から、Cr系多目的合金層の形成には、合金基材中のCr,Mo,Nb,Wが効果的である。しかし、Alloy-B2の結果にみられるように、多量のMoはCr系多目的合金層を脆性にすることから、また、耐酸化性の視点から、CrとMoとの複合添加が有効である。 From the above results, Cr, Mo, Nb, and W in the alloy base material are effective for forming the Cr-based multipurpose alloy layer. However, as seen in the results of Alloy-B2, a large amount of Mo makes the Cr-based multipurpose alloy layer brittle, and from the viewpoint of oxidation resistance, the combined addition of Cr and Mo is effective.
耐熱合金基材105に含まれるFe(+Nb)の効果(100サイクル後) を図37に示す。図37より、Fe(+Nb)の濃度が高いほど、Cr系多目的合金層203の形成は認められない。従って、Cr系多目的合金層203の形成と維持に対しては、Fe(+Nb)の濃度は29.9原子%以下が望ましい。
The effect of Fe (+ Nb) contained in the heat-resistant alloy base material 105 (after 100 cycles) is shown in FIG. 37. From FIG. 37, the higher the concentration of Fe (+ Nb), the less the formation of the Cr-based
Ni基合金からなる耐熱合金基材105上に形成したRe系多目的合金層201の元素と濃度(原子%)を表4および表5に示す。
Tables 4 and 5 show the elements and concentrations (atomic%) of the Re-based
表4、5に示す結果は、以下のように要約される。 The results shown in Tables 4 and 5 are summarized as follows.
Re系多目的合金層201は、Al拡散処理後、4サイクル、25サイクル酸化、100サイクル酸化後において、全ての合金で観察される。Re系多目的合金層201はに含まれるReとCrとNbとMoの濃度の総和は、51.8原子%〜73.5原子%である。しかし、100サイクル後では、Alloy B2とAlloy201ではRe系多目的合金層201が消失している。これは、Alloy201は工業純度のNiであり、Alloy B2のCr濃度は0.2原子%と極めて低いことによる。
The Re-based
[クリープ強度]
三種類の多目的合金層(Re系、W系,Cr系) を形成したNi基合金(Alloy-X )のクリープ挙動を970℃; 大気中、応力20〜50MPaで調査した。その結果のラーソン・ミラー・パラメータ(Larson Miller Parameter)プロットを図38に示す。ラーソン・ミラー・パラメータはP=T(C+ logtr )で定義される。ただし、Tは絶対温度、tr は破断時間(h)、Cは材料定数である。
[Creep strength]
The creep behavior of a Ni-based alloy (Alloy-X) forming three types of multipurpose alloy layers (Re-based, W-based, Cr-based) was investigated at 970 ° C; in the atmosphere at a stress of 20 to 50 MPa. The resulting Larson Miller Parameter plot is shown in FIG. Larson Miller parameter is defined by P = T (C + logt r ). However, T is the absolute temperature, tr is the breaking time (h), and C is the material constant.
図38より、Cr系多目的合金層203を形成したAlloy-X の破断時間は基材合金と同等であり、Re系多目的合金層201とW系多目的合金層202を施工したAlloy-X の破断時間は長時間側に位置している。すなわち、三種類の多目的合金層(Re系、W系,Cr系) を形成したAlloy-X では、強度低下は見られず、逆に、Re系多目的合金層201とW系多目的合金層202では高強度化に寄与していることが明らかとなった。
From FIG. 38, the fracture time of Alloy-X on which the Cr-based
Re系多目的合金層201を形成したNi基耐熱合金(Alloy-X )のクリープ曲線(970℃; 大気中、応力22.5MPa、27.5MPa、40MPa)を図39に示す。図39より、応力27.5MPaで比較すると、Alloy-X の破断時間が220時間であるのに対して、基材/Re系多目的合金層201では380時間となっている。定常クリープ速度は、基材(Alloy-X )に比較して、基材/Re系多目的合金層201では低下していることが明らかとなった。
FIG. 39 shows the creep curves (970 ° C.; stresses of 22.5 MPa, 27.5 MPa, 40 MPa in the atmosphere) of the Ni-based heat-resistant alloy (Alloy-X) forming the Re-based
図39に示したクリープ試験において、応力22.5MPaでのクリープ試験を歪3.5%、190時間で中断し、試験片の表面と断面組織を観察した結果を図40に示す。図40より、試験片の表面にはθAl2 O3 が形成され、縦クラック(応力軸に垂直)と部分的剥離が観察される。試験片の断面観察から、Re系多目的合金層201/β−NiAl皮膜が連続的に残存し、亀裂や剥離などは観察されない。すなわち、基材と一緒にRe系多目的合金層201/β−NiAl皮膜はクリープ変形していることが分かる。
In the creep test shown in FIG. 39, the creep test at a stress of 22.5 MPa was interrupted at a strain of 3.5% for 190 hours, and the results of observing the surface and cross-sectional structure of the test piece are shown in FIG. From FIG. 40, θAl 2 O 3 is formed on the surface of the test piece, and vertical cracks (perpendicular to the stress axis) and partial peeling are observed. From the cross-sectional observation of the test piece, the Re-based
図41は、図40に示した断面組織において、Re系多目的合金層201/β−NiAl皮膜の拡大組織と各元素の濃度分布を示す。図41より、Re系多目的合金層201の組成(原子%)は25原子%Re−35原子%Cr−16原子%Ni−10原子%Fe−10原子%Moである。試験片の表面に形成されたθAl2 O3 の一部が剥離しているが、Re系多目的合金層201とβ−NiAl皮膜には、亀裂などの欠陥は見られない。β−NiAl皮膜のAlは基材側への拡散浸透は見られず、クリープ変形にもかかわらず、Re系多目的合金層201はAlの拡散バリアとして機能している。
FIG. 41 shows the enlarged structure of the Re-based
Re系多目的合金層201を形成したSUS310基材のクリープ挙動を900℃; 大気中、応力22.5MPaで調査した結果を図42に示す。図42には、比較のために、SUS310基材のクリープ挙動を調査した結果も示す。図42より、例えば、クリープ時間200時間での歪(%)を比較すると、SUS310基材は21%であるのに対して、10μmと20μmの厚さのRe系多目的合金層201を形成したSUS310基材では11%と8.5%である。Re系多目的合金層201を形成することによって、SUS310基材の耐クリープ特性は改善されていることが分かる。
FIG. 42 shows the results of investigating the creep behavior of the SUS310 base material on which the Re-based
図43は図42に示したクリープ試験の破断後の試験片の断面組織を示す。図43より、SUS310基材では多数の微細な粒界割れが見られるのに対して、基材/Re系多目的合金層201では、粒界破壊の頻度は少ない。
FIG. 43 shows the cross-sectional structure of the test piece after rupture in the creep test shown in FIG. 42. From FIG. 43, a large number of fine grain boundary cracks are observed in the SUS310 base material, whereas the frequency of grain boundary fracture is low in the base material / Re-based
合金基材(Alloy-X )にCr(Mo)系多目的合金層203とRe系多目的合金層201を形成し、それらの耐疲労特性を表6に示した条件で調査した。
A Cr (Mo) -based
表6 疲労試験条件
試験波形 三角波
試験規格 ASTM E606/E606M−12
温度 760℃
歪範囲 0.4%
歪速度 0.4%/sec
Table 6 Fatigue test conditions
Test waveform triangular wave
Test Standard ASTM E606 / E606M-12
Temperature 760 ° C
Strain range 0.4%
Strain rate 0.4% / sec
その結果、疲労破断サイクル数は、合金基材に対する相対値として、基材/Cr系多目的合金層203では1.16〜1.24、基材/Re系多目的合金層201では2.59〜2.75であった。
As a result, the number of fatigue fracture cycles is 1.16 to 1.24 for the base material / Cr-based
以上の結果から、耐疲労特性は、基材/Cr系多目的合金層203では基材とほぼ同等であり、基材/Re系多目的合金層201では2倍以上に改善されていることが分かる。
From the above results, it can be seen that the fatigue resistance characteristics of the base material / Cr-based
以上、この発明の実施の形態および実施例について具体的に説明したが、この発明は、上述の実施の形態および実施例に限定されるものではなく、この発明の技術的思想に基づく各種の変形が可能である。 Although the embodiments and examples of the present invention have been specifically described above, the present invention is not limited to the above-described embodiments and examples, and various modifications based on the technical idea of the present invention. Is possible.
100、105、109…耐熱合金基材、150…Al含有合金皮膜、201…Re系多目的合金層、202…W系多目的合金層、203…Cr系多目的合金層、300…ボンド層、400…トップ層 100, 105, 109 ... Heat-resistant alloy base material, 150 ... Al-containing alloy film, 201 ... Re-based multipurpose alloy layer, 202 ... W-based multipurpose alloy layer, 203 ... Cr-based multipurpose alloy layer, 300 ... Bond layer, 400 ... Top layer
Claims (21)
上記耐熱合金基材の表面の遮熱を行うべき領域を少なくとも含む領域に設けられたRe系、W系またはCr系の多目的合金層と、
上記多目的合金層上の上記遮熱を行うべき領域を少なくとも含む領域に設けられたAl含有合金からなるボンド層と、
上記ボンド層上の上記遮熱を行うべき領域のみに設けられた遮熱性セラミックスからなるトップ層と、
を有する耐熱合金部材。 Heat resistant alloy base material and
A Re-based, W-based, or Cr-based multipurpose alloy layer provided in a region including at least a region for heat shielding on the surface of the heat-resistant alloy base material, and
A bond layer made of an Al-containing alloy provided in a region of the multipurpose alloy layer that includes at least a region to be heat-shielded, and a bond layer made of an Al-containing alloy.
A top layer made of heat-shielding ceramics provided only in the area on the bond layer to be heat-shielded, and
Heat resistant alloy member with.
上記多目的合金層上の上記遮熱を行うべき領域を少なくとも含む領域にAl含有合金からなるボンド層を形成する工程と、
上記ボンド層上の上記遮熱を行うべき領域のみに遮熱性セラミックスからなるトップ層を形成する工程と、
を有する耐熱合金部材の製造方法。 A step of forming a Re-based, W-based or Cr-based multipurpose alloy layer in a region including at least a region to be heat-shielded on the surface of the heat-resistant alloy base material, and a step of forming the Re-based, W-based or Cr-based multipurpose alloy layer.
A step of forming a bond layer made of an Al-containing alloy in a region of the multipurpose alloy layer including at least a region to be heat-shielded, and a step of forming the bond layer.
A step of forming a top layer made of heat-shielding ceramics only in the region on the bond layer to be heat-shielded, and
A method for manufacturing a heat-resistant alloy member having.
上記耐熱合金基材の表面の遮熱を行うべき領域を少なくとも含む領域に設けられたRe系、W系またはCr系の多目的合金層と、
上記多目的合金層上の上記遮熱を行うべき領域を少なくとも含む領域に設けられたAl含有合金からなるボンド層と、
上記ボンド層上の上記遮熱を行うべき領域のみに設けられた遮熱性セラミックスからなるトップ層と、を有する耐熱合金部材
を有する高温装置。 Heat resistant alloy base material and
A Re-based, W-based, or Cr-based multipurpose alloy layer provided in a region including at least a region for heat shielding on the surface of the heat-resistant alloy base material, and
A bond layer made of an Al-containing alloy provided in a region of the multipurpose alloy layer that includes at least a region to be heat-shielded, and a bond layer made of an Al-containing alloy.
A high-temperature device having a heat-resistant alloy member having a top layer made of heat-shielding ceramics provided only in a region on the bond layer to be heat-shielded.
上記多目的合金層上の上記遮熱を行うべき領域を少なくとも含む領域にAl含有合金からなるボンド層を形成する工程と、
上記ボンド層上の上記遮熱を行うべき領域のみに遮熱性セラミックスからなるトップ層を形成する工程と、を実行することにより耐熱合金部材を製造する工程を有する高温装置の製造方法。 A step of forming a Re-based, W-based or Cr-based multipurpose alloy layer in a region including at least a region to be heat-shielded on the surface of the heat-resistant alloy base material, and a step of forming the Re-based, W-based or Cr-based multipurpose alloy layer.
A step of forming a bond layer made of an Al-containing alloy in a region of the multipurpose alloy layer including at least a region to be heat-shielded, and a step of forming the bond layer.
A method for manufacturing a high-temperature device, which comprises a step of forming a top layer made of heat-shielding ceramics only in a region on the bond layer to be heat-shielded, and a step of manufacturing a heat-resistant alloy member by executing the steps.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020019390A JP2021123771A (en) | 2020-02-07 | 2020-02-07 | Heat resistant alloy member, manufacturing method of the same, high temperature apparatus and manufacturing method of the same |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020019390A JP2021123771A (en) | 2020-02-07 | 2020-02-07 | Heat resistant alloy member, manufacturing method of the same, high temperature apparatus and manufacturing method of the same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2021123771A true JP2021123771A (en) | 2021-08-30 |
Family
ID=77458352
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020019390A Pending JP2021123771A (en) | 2020-02-07 | 2020-02-07 | Heat resistant alloy member, manufacturing method of the same, high temperature apparatus and manufacturing method of the same |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2021123771A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114606458A (en) * | 2022-02-09 | 2022-06-10 | 国营芜湖机械厂 | Novel piston rod remanufacturing and repairing method |
-
2020
- 2020-02-07 JP JP2020019390A patent/JP2021123771A/en active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114606458A (en) * | 2022-02-09 | 2022-06-10 | 国营芜湖机械厂 | Novel piston rod remanufacturing and repairing method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US8133595B2 (en) | Multilayer alloy coating film, heat-resistant metal member having the same, and method for producing multilayer alloy coating film | |
| JP4607530B2 (en) | Heat resistant member having a thermal barrier coating and gas turbine | |
| JP5082563B2 (en) | Heat-resistant member with thermal barrier coating | |
| JP4166977B2 (en) | High temperature corrosion resistant alloy material, thermal barrier coating material, turbine member, and gas turbine | |
| WO2009119345A1 (en) | Alloy material having high-temperature corrosion resistance, heat-shielding coating material, turbine member, and gas turbine | |
| JP7174811B2 (en) | high temperature parts | |
| WO1998042888A1 (en) | Spray coated member resistant to high temperature environment and method of production thereof | |
| JP3700766B2 (en) | Thermal barrier coating member and thermal spraying powder | |
| WO2012029540A1 (en) | Heat-masking coating film, process for production thereof, and heat-resistant alloy members using the same | |
| JP2021123771A (en) | Heat resistant alloy member, manufacturing method of the same, high temperature apparatus and manufacturing method of the same | |
| JP6712801B2 (en) | Thermal barrier coating method and thermal barrier coating material | |
| JP3413096B2 (en) | Heat resistant member and method of manufacturing the same | |
| JP5967534B2 (en) | Heat shielding film forming method and heat shielding film covering member | |
| JP7369499B2 (en) | Heat-resistant alloy member and its manufacturing method, high-temperature device and its manufacturing method | |
| JP7138339B2 (en) | Heat-resistant alloy member and its manufacturing method, high-temperature device and its manufacturing method | |
| JP3857689B2 (en) | ReCrNi alloy coating for diffusion barrier | |
| JP2014198902A (en) | Bond coat system and coated component | |
| JPWO2003038152A1 (en) | Re alloy film for diffusion barrier | |
| JP3332847B2 (en) | Heat resistant member and method of manufacturing heat resistant member | |
| KR100668947B1 (en) | Surface treatment method for increasing oxidation resistance of Ni-based superalloy and the parts for a gas turbine employing the same | |
| JPWO2013061945A1 (en) | Heat-resistant alloy member and manufacturing method thereof | |
| JP5905355B2 (en) | Method for producing gas turbine blades for power generation | |
| JP2023009333A (en) | Heat-resistant metal member and method of manufacturing the same, and high-temperature device and method of manufacturing the same | |
| JP2005042186A (en) | Coated member with heat-resistant/oxidation-resistant thermal-sprayed film and manufacturing method therefor | |
| JPS62210328A (en) | Jet engine combustor coated with ceramic and manufacture thereof |