JP2021095215A - Cup-like container - Google Patents
Cup-like container Download PDFInfo
- Publication number
- JP2021095215A JP2021095215A JP2020207516A JP2020207516A JP2021095215A JP 2021095215 A JP2021095215 A JP 2021095215A JP 2020207516 A JP2020207516 A JP 2020207516A JP 2020207516 A JP2020207516 A JP 2020207516A JP 2021095215 A JP2021095215 A JP 2021095215A
- Authority
- JP
- Japan
- Prior art keywords
- blank
- cup
- fuselage
- heat
- sealing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000011347 resin Substances 0.000 claims abstract description 80
- 229920005989 resin Polymers 0.000 claims abstract description 80
- 239000011888 foil Substances 0.000 claims abstract description 50
- 229910052751 metal Inorganic materials 0.000 claims abstract description 44
- 239000002184 metal Substances 0.000 claims abstract description 44
- 238000000465 moulding Methods 0.000 claims abstract description 16
- 238000005304 joining Methods 0.000 claims abstract description 9
- 238000007789 sealing Methods 0.000 claims description 69
- 229920001187 thermosetting polymer Polymers 0.000 claims description 26
- 230000002093 peripheral effect Effects 0.000 claims description 8
- 230000007774 longterm Effects 0.000 abstract description 7
- 238000004519 manufacturing process Methods 0.000 abstract description 7
- 230000001954 sterilising effect Effects 0.000 abstract description 7
- 238000003860 storage Methods 0.000 abstract description 7
- 238000004659 sterilization and disinfection Methods 0.000 abstract description 6
- 239000000725 suspension Substances 0.000 abstract 3
- 239000010410 layer Substances 0.000 description 103
- 239000000463 material Substances 0.000 description 12
- 230000004888 barrier function Effects 0.000 description 11
- 230000037303 wrinkles Effects 0.000 description 11
- 229910052782 aluminium Inorganic materials 0.000 description 9
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 9
- 230000004927 fusion Effects 0.000 description 7
- -1 polypropylene Polymers 0.000 description 7
- NBIIXXVUZAFLBC-UHFFFAOYSA-N Phosphoric acid Chemical compound OP(O)(O)=O NBIIXXVUZAFLBC-UHFFFAOYSA-N 0.000 description 6
- 239000004698 Polyethylene Substances 0.000 description 6
- 239000004743 Polypropylene Substances 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 229920000573 polyethylene Polymers 0.000 description 6
- 229920001155 polypropylene Polymers 0.000 description 6
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 6
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 230000006866 deterioration Effects 0.000 description 5
- KRHYYFGTRYWZRS-UHFFFAOYSA-M Fluoride anion Chemical class [F-] KRHYYFGTRYWZRS-UHFFFAOYSA-M 0.000 description 4
- 239000012790 adhesive layer Substances 0.000 description 4
- 239000007864 aqueous solution Substances 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 4
- 150000001875 compounds Chemical group 0.000 description 4
- 238000003825 pressing Methods 0.000 description 4
- 150000003839 salts Chemical class 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 229910000147 aluminium phosphate Inorganic materials 0.000 description 3
- KRVSOGSZCMJSLX-UHFFFAOYSA-L chromic acid Substances O[Cr](O)(=O)=O KRVSOGSZCMJSLX-UHFFFAOYSA-L 0.000 description 3
- 230000032798 delamination Effects 0.000 description 3
- AWJWCTOOIBYHON-UHFFFAOYSA-N furo[3,4-b]pyrazine-5,7-dione Chemical compound C1=CN=C2C(=O)OC(=O)C2=N1 AWJWCTOOIBYHON-UHFFFAOYSA-N 0.000 description 3
- 235000015243 ice cream Nutrition 0.000 description 3
- 239000000203 mixture Substances 0.000 description 3
- 235000013618 yogurt Nutrition 0.000 description 3
- 239000004925 Acrylic resin Substances 0.000 description 2
- 229920000178 Acrylic resin Polymers 0.000 description 2
- 238000012371 Aseptic Filling Methods 0.000 description 2
- 229920001661 Chitosan Polymers 0.000 description 2
- 235000013361 beverage Nutrition 0.000 description 2
- BFGKITSFLPAWGI-UHFFFAOYSA-N chromium(3+) Chemical class [Cr+3] BFGKITSFLPAWGI-UHFFFAOYSA-N 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 229910052755 nonmetal Chemical class 0.000 description 2
- 229920001568 phenolic resin Polymers 0.000 description 2
- 239000005011 phenolic resin Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920013716 polyethylene resin Polymers 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 1
- 229920001800 Shellac Polymers 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 239000004840 adhesive resin Substances 0.000 description 1
- 229920006223 adhesive resin Polymers 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 230000000844 anti-bacterial effect Effects 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 239000011651 chromium Substances 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 239000011889 copper foil Substances 0.000 description 1
- 235000013365 dairy product Nutrition 0.000 description 1
- 210000005069 ears Anatomy 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 235000013305 food Nutrition 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000012793 heat-sealing layer Substances 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 235000021056 liquid food Nutrition 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 239000004208 shellac Substances 0.000 description 1
- ZLGIYFNHBLSMPS-ATJNOEHPSA-N shellac Chemical compound OCCCCCC(O)C(O)CCCCCCCC(O)=O.C1C23[C@H](C(O)=O)CCC2[C@](C)(CO)[C@@H]1C(C(O)=O)=C[C@@H]3O ZLGIYFNHBLSMPS-ATJNOEHPSA-N 0.000 description 1
- 229940113147 shellac Drugs 0.000 description 1
- 235000013874 shellac Nutrition 0.000 description 1
- 239000007779 soft material Substances 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 230000035882 stress Effects 0.000 description 1
- 238000012795 verification Methods 0.000 description 1
Images








Landscapes
- Containers Having Bodies Formed In One Piece (AREA)
Abstract
Description
この発明は、例えばアイスクリームやヨーグルトのような食品や飲料等を内容物とするコップ状容器に関する。 The present invention relates to a cup-shaped container containing foods such as ice cream and yogurt, beverages and the like.
例えばアイスクリームやヨーグルト等の半固形状乳製品を充填包装するための容器として、紙製のコップ状容器、すなわち紙コップが一般に用いられている。
紙コップは、通常、それぞれ所定形状にカットされた紙製ブランクよりなる胴体と底体とを接合一体化することにより形成されている。より詳細には、胴体は、略扇形の胴体用ブランクの両端縁部どうしをオーバーラップさせて接合することにより筒状に成形するとともに、下端開口縁部に内方に折り返された折り返し部を形成し、上端開口縁部に外方にカールされたフランジ部を形成してなる。底体は、略円形の底体用ブランクをその外周部に垂下部が形成されるようにスカート成形してなる断面略逆U形のものである。そして、底体の垂下部が胴体の折り返し部に包み込まれて接合されることにより、胴体および底体が一体化されている。
胴体用および底体用の各ブランクは、例えば、一般原紙、耐酸紙、コート紙等よりなる紙層と、紙層の片面または両面に積層されたポリエチレン樹脂(PE)層とを有する積層体よりなる(例えば下記の特許文献1参照)。
For example, as a container for filling and packaging semi-solid dairy products such as ice cream and yogurt, a paper cup-shaped container, that is, a paper cup is generally used.
The paper cup is usually formed by joining and integrating a body and a bottom body made of paper blanks cut into a predetermined shape. More specifically, the fuselage is formed into a tubular shape by overlapping and joining both end edges of a substantially fan-shaped fuselage blank, and an inwardly folded folded portion is formed at the lower end opening edge. Then, a flange portion curled outward is formed on the upper end opening edge portion. The bottom body has a substantially inverted U-shaped cross section formed by skirting a substantially circular bottom body blank so that a hanging portion is formed on the outer peripheral portion thereof. Then, the hanging portion of the bottom body is wrapped in the folded portion of the body body and joined, so that the body body and the bottom body are integrated.
Each blank for the body and bottom is made of, for example, a laminate having a paper layer made of general base paper, acid-resistant paper, coated paper, etc., and a polyethylene resin (PE) layer laminated on one or both sides of the paper layer. (For example, see
また、上記各ブランクの材料として、紙層およびポリエチレン樹脂(PE)層に加えてアルミニウム箔等よりなるバリア層を積層してなる積層体を使用した紙コップも知られている(例えば下記の特許文献2参照)。 Further, as a material for each of the above blanks, a paper cup using a laminate obtained by laminating a barrier layer made of aluminum foil or the like in addition to a paper layer and a polyethylene resin (PE) layer is also known (for example, the following patents). Reference 2).
その他、アイスクリーム、ヨーグルト等の容器として、ポリプロピレン樹脂(PP)等のプラスチック成形体よりなるものも知られている(例えば下記の特許文献3参照)。
In addition, as a container for ice cream, yogurt, etc., a container made of a plastic molded product such as polypropylene resin (PP) is also known (see, for example,
しかしながら、紙コップは、生産性に優れ、安価に製造することが可能である反面、バリア性が低く、内容物の長期保存には適していなかった。
アルミニウム箔等のバリア層が付加された紙コップの場合、内容物の長期保存性は向上するが、紙層の端面から水が侵入しやすく、レトルト殺菌を行うことができなかった。
また、プラスチック製の容器の場合、製造設備のコストが高くつく上、内容物の長期保存には適していなかった。
However, while the paper cup is excellent in productivity and can be manufactured at low cost, it has a low barrier property and is not suitable for long-term storage of the contents.
In the case of a paper cup to which a barrier layer such as aluminum foil is added, the long-term storage stability of the contents is improved, but water easily enters from the end face of the paper layer, and retort sterilization cannot be performed.
Further, in the case of a plastic container, the cost of the manufacturing equipment is high and the contents are not suitable for long-term storage.
上記の課題を解決するため、本発明者は、胴体用ブランクおよび底体用ブランクそれぞれの材料として、金属箔層とその両面のうち少なくとも一方の面に積層された熱融着性樹脂層とよりなる積層体を使用したコップ状容器を先に提案した(特願2019−106125号)。
上記のコップ状容器によれば、紙コップの製造設備を利用して安価に製造可能であって、内容物の長期保存性に優れており、アセプティック殺菌やレトルト殺菌を行うこともできる。
In order to solve the above problems, the present inventor has prepared a metal foil layer and a heat-sealing resin layer laminated on at least one of both sides of the metal foil layer as materials for the body blank and the bottom blank. A cup-shaped container using the above-mentioned laminate was previously proposed (Japanese Patent Application No. 2019-106125).
According to the above-mentioned cup-shaped container, it can be manufactured at low cost by using a paper cup manufacturing facility, has excellent long-term storage stability of the contents, and can also perform aseptic sterilization and retort sterilization.
ここで、上記のコップ状容器の場合、胴体と底体との間のシールが確実に行われていないと、内容物が漏れるおそれがある。
この発明の目的は、紙コップの製造設備を利用して安価に製造可能であって、内容物の長期保存性に優れており、アセプティック殺菌やレトルト殺菌も可能なコップ状容器として、胴体と底体との間のシール性に優れたものを提供することにある。
Here, in the case of the above-mentioned cup-shaped container, if the seal between the body and the bottom is not surely performed, the contents may leak.
An object of the present invention is to provide a cup-shaped container that can be manufactured at low cost using a paper cup manufacturing facility, has excellent long-term storage stability of the contents, and can be aseptic sterilized or retort sterilized, and has a body and a bottom. The purpose is to provide a product having excellent sealing property with the body.
この発明は、上記の目的を達成するために、以下の態様からなる。 The present invention comprises the following aspects in order to achieve the above object.
1)胴体用ブランクの両端縁部どうしを重ね合わせて接合することにより筒状に成形されている胴体と、底体用ブランクを底部と底部の外周縁部から下方にのびる垂下部とが形成されるように成形してなる断面略逆U形の底体とよりなり、胴体の下端部の内面に底体の垂下部の外面が接合されることにより胴体および底体が一体化されているコップ状容器であって、
胴体用ブランクが、金属箔層と金属箔層の両面のうち少なくとも胴体の内側となる面に積層された熱融着性樹脂層とよりなる積層体から形成されたものであって、胴体用ブランクの両端縁部が、これらの互いに重なり合う面を構成している熱融着性樹脂層どうしを熱融着することにより接合されており、
底体用ブランクが、金属箔層と金属箔層の両面のうち少なくとも底体の上側となる面に積層された熱融着性樹脂層とよりなる積層体から形成されたものであって、胴体の下端部の内面および底体の垂下部の外面がこれらの面を構成している熱融着性樹脂層どうしを熱融着することにより接合されており、
底体の垂下部の外面のうち少なくとも上側部分に、全周にわたって連続した平滑面部が設けられている、コップ状容器。
1) A body that is formed into a tubular shape by overlapping and joining both ends of the body blank and a hanging portion that extends downward from the bottom and the outer peripheral edge of the bottom are formed. A cup that is formed so as to have a substantially inverted U-shaped bottom body in cross section, and the body and bottom body are integrated by joining the outer surface of the hanging portion of the bottom body to the inner surface of the lower end portion of the body. It ’s a container,
The fuselage blank is formed of a laminate composed of a heat-sealing resin layer laminated on at least the inner surface of the fuselage among both sides of the metal foil layer and the metal foil layer, and is formed from the fuselage blank. The edges of both ends are joined by heat-sealing the heat-sealing resin layers that make up these overlapping surfaces.
The bottom blank is formed of a laminated body composed of a heat-sealing resin layer laminated on at least the upper surface of the bottom body out of both sides of the metal foil layer and the metal foil layer. The inner surface of the lower end of the body and the outer surface of the hanging part of the bottom body are joined by heat-sealing the heat-sealing resin layers constituting these surfaces.
A cup-shaped container in which a continuous smooth surface portion is provided on at least the upper portion of the outer surface of the hanging portion of the bottom body over the entire circumference.
2)底体における底部の厚さと垂下部の上側部分の厚さとの差が5μm以下である、上記1)のコップ状容器。 2) The cup-shaped container according to 1) above, wherein the difference between the thickness of the bottom portion of the bottom body and the thickness of the upper portion of the hanging portion is 5 μm or less.
3)底体における底部の厚さおよび垂下部の上側部分の厚さが、それぞれ成形前の底体用ブランクの厚さの0.9〜1.1倍である、上記2)のコップ状容器。 3) The thickness of the bottom part of the bottom body and the thickness of the upper part of the hanging portion are 0.9 to 1.1 times the thickness of the bottom body blank before molding, respectively, in the cup-shaped container of 2) above. ..
4)胴体が、その下端開口縁部から底体の垂下部を包み込むように内方に折り返されて上方にのびる折り返し部をさらに有しており、
胴体の折り返し部および底体の垂下部がこれらの互いに重なり合う面を構成している熱融着性樹脂層どうしを熱融着することにより接合されている、上記1)〜3)のいずれか1つのコップ状容器。
4) The fuselage further has a folded portion that is folded inward and extends upward so as to wrap the hanging portion of the bottom body from the lower end opening edge.
Any one of 1) to 3) above, in which the folded portion of the fuselage and the hanging portion of the bottom body are joined by heat-sealing the thermosetting resin layers constituting these overlapping surfaces. Two cup-shaped containers.
上記1)のコップ状容器によれば、底体の垂下部の外面のうち少なくとも上側部分に、全周にわたって連続した平滑面部が設けられており、同上側部分には成形に伴うシワ等の凹凸が生じていないので、同上側部分と胴体の下端部の内面とが熱融着されてなるシール部に隙間が形成されず、優れたシール性が得られ、内容物の漏れやバリア性の低下が効果的に抑制される。 According to the cup-shaped container of 1) above, a smooth surface portion continuous over the entire circumference is provided on at least the upper portion of the outer surface of the hanging portion of the bottom body, and the upper portion thereof has irregularities such as wrinkles due to molding. Since no gap is formed in the seal portion where the upper portion and the inner surface of the lower end portion of the fuselage are heat-sealed, excellent sealing properties can be obtained, and leakage of contents and deterioration of barrier properties can be obtained. Is effectively suppressed.
上記2)のコップ状容器によれば、上記1)のコップ状容器による上記効果がより一層確実に奏される。 According to the cup-shaped container of 2) above, the above-mentioned effect of the cup-shaped container of 1) above can be more reliably achieved.
上記3)のコップ状容器によれば、底体用ブランクの成形に伴い金属箔層が薄くなって底体の強度が低下したり、金属箔層に破れやピンホールが発生したりするのが抑制される。 According to the cup-shaped container of 3) above, the metal foil layer becomes thin and the strength of the bottom body decreases as the blank for the bottom body is formed, and the metal foil layer is torn or pinholes occur. It is suppressed.
上記4)のコップ状容器によれば、胴体の下端部と底体の垂下部との接合性が高められ、両者の接合部におけるシール性およびバリア性が向上し、さらに、同容器の下端部において、胴体用ブランクおよび底体用ブランクの端面が下方に露出しないので、デラミネーション(層間剥離)や腐食による劣化を抑制することができる。 According to the cup-shaped container of 4) above, the bondability between the lower end of the body and the hanging part of the bottom body is enhanced, the sealing property and the barrier property at the joint between the two are improved, and the lower end of the container is further improved. Since the end faces of the body blank and the bottom blank are not exposed downward, deterioration due to delamination (delamination) and corrosion can be suppressed.
以下、この発明の実施形態を、図1〜図11を参照して説明する。
なお、以下の説明において、「上下」は、コップ状容器、胴体、底体における上下(例えば図2,9〜11それぞれの上下)をいうものとし、また、「内」は、コップ状容器、胴体、底体における中心に近い側(例えば図4の上、図9〜11の各右)をいい、「外」は、コップ状容器、胴体、底体における中心から遠い側(例えば図4の下、図9〜11の各左)をいうものとする。
Hereinafter, embodiments of the present invention will be described with reference to FIGS. 1 to 11.
In the following description, "upper and lower" refers to upper and lower parts of the cup-shaped container, body, and bottom body (for example, upper and lower parts of FIGS. 2, 9 to 11), and "inside" refers to the cup-shaped container. The side of the fuselage and bottom body near the center (for example, the upper side of FIG. 4 and the right side of FIGS. 9 to 11), and the “outside” is the side of the cup-shaped container, body and bottom body far from the center (for example, FIG. 4). Below, each left of FIGS. 9 to 11).
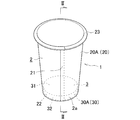
図1および図2は、この発明の実施形態のコップ状容器(1)の全体構成を示すものであって、同容器(1)は、胴体用ブランク(20A)から成形された胴体(2)と、底体用ブランク(30A)から成形された底体(3)とを接合一体化してなる。
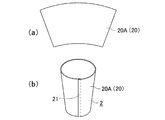
胴体(2)は、テーパ筒状のものであって、図5に示すように、扇形をした胴体用ブランク(20A)の両端縁部どうしをオーバーラップさせて接合することにより成形されている。したがって、胴部(2)には、その高さ方向に沿ってのびるオーバーラップ部(21)が存在する。
胴体(2)の下端開口縁部には、内方に折り返された折り返し部(22)が形成されている。
また、胴体(2)の上端開口縁部には、外方に折り曲げられたフランジ部(23)が設けられている。フランジ部(23)は、下方に折り返されてほぼ水平な偏平状に成形されている。なお、フランジ部(23X)は、下方にカールさせられて横断面略円弧状に成形されていてもよい。
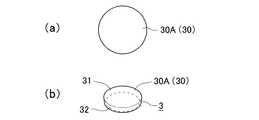
底体(3)は、円形をした水平な底部(31)と、底部(31)の外周縁部から下方にのびた垂下部(32)とを有する断面略逆U形のものであって、図6に示すように、円形の底体用ブランク(30A)を絞り成形してなる。
そして、底体(3)の垂下部(32)の外面が胴体(2)の下端部(2a)の内面に接合されるとともに、胴体(2)の折り返し部(22)が垂下部(32)の内面に接合されることにより、胴体(2)および底体(3)が一体化されている(図2および図10参照)。
1 and 2 show the overall configuration of the cup-shaped container (1) according to the embodiment of the present invention, in which the container (1) is a body (2) formed from a body blank (20A). And the bottom body (3) formed from the bottom body blank (30A) are joined and integrated.
The fuselage (2) has a tapered tubular shape, and is formed by overlapping and joining both end edges of a fan-shaped fuselage blank (20A) as shown in FIG. Therefore, the body portion (2) has an overlapping portion (21) extending along the height direction thereof.
A folded portion (22) folded inward is formed at the lower end opening edge of the body (2).
Further, a flange portion (23) bent outward is provided at the upper end opening edge portion of the body (2). The flange portion (23) is folded downward and formed into a substantially horizontal flat shape. The flange portion (23X) may be curled downward and formed into a substantially arcuate cross section.
The bottom body (3) has a substantially inverted U-shaped cross section having a circular horizontal bottom portion (31) and a hanging portion (32) extending downward from the outer peripheral edge portion of the bottom portion (31). As shown in 6, a circular bottom blank (30A) is drawn and molded.
Then, the outer surface of the hanging portion (32) of the bottom body (3) is joined to the inner surface of the lower end portion (2a) of the body (2), and the folded portion (22) of the body (2) is joined to the hanging portion (32). The body (2) and the bottom (3) are integrated by being joined to the inner surface of the body (see FIGS. 2 and 10).
なお、図11に変形例として示すように、胴体(2)の下端開口縁部に折り返し部(22)を形成せず、胴体(2)の下端部(2a)の内面に底体(3)の垂下部(32)の外面が接合されるのみの連結構造によって、胴体(2)と底体(3)とが一体化される構成とすることもできる。 As shown in FIG. 11 as a modified example, the bottom body (3) is formed on the inner surface of the lower end portion (2a) of the body (2) without forming the folded portion (22) at the lower end opening edge of the body (2). The body (2) and the bottom body (3) can be integrated by a connecting structure in which the outer surfaces of the hanging portion (32) are only joined.
胴体用ブランク(20A)は、図3(a)に示すように、金属箔層(201)と、金属箔層(201)の両面のうち胴体(2)の内側となる面に積層された内側熱融着性樹脂層(202)と、金属箔層(201)の両面のうち胴体(2)の外側となる面に積層された外側熱融着性樹脂層(203)とよりなる積層体(20)から形成されており、紙層を有していない。
また、底体用ブランク(30A)も、図3(b)に示すように、金属箔層(301)と、金属箔層(301)の両面のうち底体(3)の上側となる面に積層された上側熱融着性樹脂層(302)と、金属箔層(301)の両面のうち底体(3)の下側となる面に積層された下側熱融着性樹脂層(303)とよりなる積層体(30)から形成されており、紙層を有していない。
各積層体(20)(30)の厚さは、250μm未満とするのが好ましく、200μm未満とするのがより好ましい。各積層体(20)(30)の厚さを上記範囲とすることによって、ブランクの材料として厚さ250〜400μm程度の積層体を使用する紙コップのように、胴体(2)のフランジ部(23)のうちオーバーラップ部(21)によって構成されている部分の段差が大きくなりすぎたり、胴体(2)の下端部(2a)および折り返し部(22)と底体(3)の垂下部(31)との接合が安定しない、といった問題が確実に回避される。
As shown in FIG. 3A, the fuselage blank (20A) is laminated on the inner surface of the metal foil layer (201) and the metal foil layer (201), which is the inner surface of the fuselage (2). A laminate (203) composed of a heat-sealing resin layer (202) and an outer heat-sealing resin layer (203) laminated on the outer surface of the body (2) of both sides of the metal foil layer (201). It is formed from 20) and does not have a paper layer.
Further, as shown in FIG. 3B, the bottom blank (30A) is also placed on the upper surface of the metal foil layer (301) and the metal foil layer (301), which is the upper side of the bottom body (3). The lower heat-sealing resin layer (303) laminated on the lower surface of the bottom body (3) of both sides of the laminated upper heat-sealing resin layer (302) and the metal foil layer (301). ), And does not have a paper layer.
The thickness of each of the laminated bodies (20) and (30) is preferably less than 250 μm, more preferably less than 200 μm. By setting the thickness of each of the laminated bodies (20) and (30) in the above range, the flange portion (2) of the body (2) is formed like a paper cup using a laminated body having a thickness of about 250 to 400 μm as a blank material. Of 23), the step of the part formed by the overlapping part (21) becomes too large, or the lower end part (2a) of the body (2) and the folded part (22) and the hanging part of the bottom body (3) ( The problem that the connection with 31) is not stable is surely avoided.
金属箔層(201)(301)は、内容物をガス、水蒸気、光等から保護するためのバリア層として機能するものである。
金属箔層(201)(301)を構成する金属箔としては、アルミニウム箔、鉄箔、ステンレス鋼箔、銅箔などを使用することができるが、好適にはアルミニウム箔が用いられる。アルミニウム箔の場合、純アルミニウム箔、アルミニウム合金箔のいずれでもよく、また、軟質、硬質のいずれでもよいが、例えば、JIS H4160で分類されるA8000系(特に、A8079HやA8021H)の焼鈍処理済の軟質材(O材)であれば、成形性に優れているので、好適に用いることができる。また、金属箔層(201)(301)(特に胴体用ブランク(20A)の金属箔層(201))を構成するアルミニウム箔として、硬質材(H材)を適用した場合、フランジ部(23)の強度が高められて、予期せぬ衝撃によるフランジ部(23)の変形が抑制され、さらにはコップ状容器(1)全体として保形性が向上すると考えられる。
金属箔層(201)(301)の両面には、必要に応じて、化成処理などの下地処理を行う。具体的には、例えば、脱脂処理を行った金属箔の表面に、
1)リン酸と、
クロム酸と、
フッ化物の金属塩およびフッ化物の非金属塩からなる群より選ばれる少なくとも1種の化合物と、を含む混合物の水溶液
2)リン酸と、
アクリル系樹脂、キトサン誘導体樹脂およびフェノール系樹脂からなる群より選ばれる少なくとも1種の樹脂と、
クロム酸およびクロム(III)塩からなる群より選ばれる少なくとも1種の化合物と、を含む混合物の水溶液
3)リン酸と、
アクリル系樹脂、キトサン誘導体樹脂およびフェノール系樹脂からなる群より選ばれる少なくとも1種の樹脂と、
クロム酸およびクロム(III)塩からなる群より選ばれる少なくとも1種の化合物と、
フッ化物の金属塩およびフッ化物の非金属塩からなる群より選ばれる少なくとも1種の化合物と、を含む混合物の水溶液
上記1)〜3)のうちのいずれかの水溶液を塗工した後、乾燥することにより、化成処理を施して、皮膜を形成する。
上記化成処理により金属箔層(201)(301)表面に形成される皮膜は、クロム付着量(片面当たり)を0.1mg/m2〜50mg/m2とするのが好ましく、特に、2mg/m2〜20mg/m2とするのが好ましい。
金属箔層(201)(301)の厚さは、40〜200μmとするのが好ましく、80〜160μmとするのがより好ましい。金属箔層(201)(301)の厚さを上記範囲とすることによって、充分なバリア性と成形加工性を得ることができる。
The metal foil layers (201) and (301) function as a barrier layer for protecting the contents from gas, water vapor, light, and the like.
As the metal foil constituting the metal foil layers (201) and (301), aluminum foil, iron foil, stainless steel foil, copper foil and the like can be used, but aluminum foil is preferably used. In the case of aluminum foil, either pure aluminum foil or aluminum alloy foil may be used, and either soft or hard may be used. For example, A8000 series (particularly A8079H and A8021H) classified by JIS H4160 have been annealed. A soft material (O material) is excellent in moldability and can be preferably used. Further, when a hard material (H material) is applied as the aluminum foil constituting the metal foil layers (201) (301) (particularly the metal foil layer (201) of the fuselage blank (20A)), the flange portion (23) It is considered that the strength of the cup-shaped container (1) is enhanced, the deformation of the flange portion (23) due to an unexpected impact is suppressed, and the shape retention of the cup-shaped container (1) as a whole is improved.
Both sides of the metal foil layers (201) and (301) are subjected to base treatment such as chemical conversion treatment as necessary. Specifically, for example, on the surface of a metal leaf that has been degreased,
1) Phosphoric acid and
With chromic acid
An aqueous solution of a mixture containing at least one compound selected from the group consisting of a metal salt of fluoride and a non-metal salt of fluoride 2) Phosphoric acid.
At least one resin selected from the group consisting of acrylic resins, chitosan derivative resins and phenolic resins, and
An aqueous solution of a mixture containing at least one compound selected from the group consisting of chromic acid and a chromium (III) salt 3) phosphoric acid.
At least one resin selected from the group consisting of acrylic resins, chitosan derivative resins and phenolic resins, and
At least one compound selected from the group consisting of chromic acid and chromium (III) salt, and
An aqueous solution of a mixture containing at least one compound selected from the group consisting of a metal salt of fluoride and a non-metal salt of fluoride An aqueous solution of any one of 1) to 3) above is applied and then dried. By doing so, a chemical conversion treatment is performed to form a film.
The film formed on the surfaces of the metal foil layers (201) and (301) by the above chemical conversion treatment preferably has a chromium adhesion amount (per side) of 0.1 mg / m 2 to 50 mg /
The thickness of the metal foil layers (201) and (301) is preferably 40 to 200 μm, more preferably 80 to 160 μm. By setting the thickness of the metal foil layers (201) and (301) in the above range, sufficient barrier properties and molding processability can be obtained.
熱融着性樹脂層(202)(203)(302)(303)は、容器(1)の内外面を構成するものであって、金属箔層(201)(202)を保護するとともに、積層体(20)(30)に成形性を付与する役割を担うものであり、また、胴体用ブランク(20A)の両端縁部どうしの接合や、胴体(2)の下端部(2a)および折り返し部(22)と底体(3)の垂下部(32)との接合の際に熱融着層として機能するものである。
熱融着性樹脂層(202)(302)は、例えば、熱融着性を有するポリプロピレン(PP)フィルムやポリエチレン(PE)フィルム等の汎用性フィルム、または、これらを貼り合わせた複合フィルムによって構成されるが、とりわけ、耐熱性や絞り成形性に優れている無延伸ポリプロピレンフィルム(CPP)が好適である。なお、熱融着性樹脂層(202)(203)(302)(303)は、上記フィルムに代えて、マレイン酸変性ポリエチレン、マレイン酸変性ポリプロピレン、エチレン−酢酸ビニル、エポキシ樹脂やシェラック樹脂等のコート層により形成されていてもよい。
熱融着性樹脂層(202)(203)(302)(303)の厚さは、5〜80μmとするのが好ましく、10〜60μmがより好ましい。熱融着性樹脂層(202)(203)(302)(303)の厚さを上記範囲とすることによって、胴体用ブランク(20A)の両端縁部どうしの接合部や、胴体(2)の下端部(2a)および折り返し部(22)と底体(3)の垂下部(32)との接合部において十分な接着強度を得ることができると共に、胴体(2)のフランジ部(23)上面のうちオーバーラップ部(21)によって構成されている部分の段差を緩やかにすることができて、蓋材で封緘した際の密封性が良好となる。
The thermosetting resin layers (202) (203) (302) (303) constitute the inner and outer surfaces of the container (1), protect the metal foil layers (201) and (202), and are laminated. It plays a role of imparting moldability to the bodies (20) and (30), joins both end edges of the body blank (20A), and lower ends (2a) and folded parts of the body (2). It functions as a heat-sealing layer when the (22) and the hanging portion (32) of the bottom body (3) are joined.
The heat-sealing resin layers (202) and (302) are made of, for example, a general-purpose film such as a polypropylene (PP) film or a polyethylene (PE) film having heat-sealing properties, or a composite film in which these are bonded together. However, a non-stretched polypropylene film (CPP) having excellent heat resistance and drawability is particularly preferable. The thermosetting resin layers (202) (203) (302) (303) may be made of maleic acid-modified polyethylene, maleic acid-modified polypropylene, ethylene-vinyl acetate, epoxy resin, shellac resin, etc. instead of the above film. It may be formed by a coat layer.
The thickness of the thermosetting resin layers (202) (203) (302) (303) is preferably 5 to 80 μm, more preferably 10 to 60 μm. By setting the thickness of the heat-sealing resin layers (202) (203) (302) (303) in the above range, the joints between both end edges of the fuselage blank (20A) and the fuselage (2) can be joined. Sufficient adhesive strength can be obtained at the joint between the lower end (2a) and the folded portion (22) and the hanging portion (32) of the bottom body (3), and the upper surface of the flange portion (23) of the fuselage (2). Of these, the step of the portion formed by the overlapping portion (21) can be made gentle, and the sealing property when sealed with the lid material is improved.
金属箔層(201)(301)を構成する金属箔と、熱融着性樹脂層(202)(203)(302)(303)を構成するフィルムとの積層は、例えば、接着剤層(図示略)を介してドライラミネート法により行われる。接着剤層には、例えば、二液硬化型のポリエステル−ポリウレタン系接着剤やポリエーテル−ポリウレタン系接着剤が用いられる。
上記の接着剤層の存在により、例えば胴体(2)のオーバーラップ部(21)において、胴体用ブランク(20A)の両端縁部の熱融着性樹脂層(202)(203)が熱融着により減肉した場合でも、金属箔層(201)どうしが接触するのが回避されるので、シール性が保持される。また、上記の接着剤層があれば、熱融着性樹脂層(202)(203)(302)(303)を透過する内容物が容器(1)に充填される場合であっても、金属箔層(201)(301)が腐食して内容物が漏れ出すのを回避することができる。
The lamination of the metal foil constituting the metal foil layers (201) (301) and the films constituting the thermosetting resin layers (202) (203) (302) (303) is, for example, an adhesive layer (illustrated). It is performed by the dry laminating method via (omitted). For the adhesive layer, for example, a two-component curable polyester-polyurethane adhesive or a polyether-polyurethane adhesive is used.
Due to the presence of the adhesive layer, for example, in the overlapping portion (21) of the fuselage (2), the thermosetting resin layers (202) (203) at both end edges of the fuselage blank (20A) are heat-sealed. Even when the wall thickness is reduced, the metal foil layers (201) are prevented from coming into contact with each other, so that the sealing property is maintained. Further, if the above-mentioned adhesive layer is provided, even when the contents that pass through the thermosetting resin layers (202) (203) (302) (303) are filled in the container (1), the metal It is possible to prevent the foil layers (201) and (301) from corroding and leaking the contents.
なお、胴体用ブランク(20A)を構成する積層体(20)と、底体用ブランク(30A)を構成する積層体(30)とは、通常、同一のものが用いられるが、材質および/または厚さの異なるものとしてもよい。 The laminate (20) constituting the fuselage blank (20A) and the laminate (30) constituting the bottom blank (30A) are usually the same, but the material and / or It may have different thicknesses.
次に、上記積層体(20)(30)を使用して、コップ状容器(1)を形成する方法の一例を説明する。
まず、積層体(20)を所定サイズの扇形に打ち抜いて、胴体用ブランク(20A)を形成する(図5(a)参照)。
また、積層体(30)を所定サイズの円形に打ち抜いて、底体用ブランク(30A)を形成する(図6(a)参照)。
そして、底体用ブランク(30A)を、図8に示す成形装置(4)を用いて絞り成形加工する。成形装置(4)は、上下に向かい合うように配置された環状のダイ(41)およびシワ押え(42)と、ダイ(41)およびシワ押え(42)の中心部を昇降させられるパンチ(53)とを備えている。成形加工は、ダイ(41)とシワ押え(42)との間に、必要に応じて表面に潤滑剤が塗布された底体用ブランク(30A)を配置して、底体用ブランク(30A)の外周部をシワ押え(42)によって所要の圧力でダイ(41)の上面に押圧しながら、パンチ(43)を上昇させることによって行われる。こうして、底部(31)および垂下部(32)よりなる横断面略逆U形の底体(3)を成形することができる(図6(b)参照)。
次に、略円錐台形の金型(図示略)の頂面に、底体(3)をその底部(31)上面が重なるようにセットしておいてから、上記金型の外周面に胴体用ブランク(20A)を巻き付けて、その両端縁部どうしをオーバーラップさせた後、オーバーラップ部(21)の互いに重なり合う面を構成している内側熱融着性樹脂層(202)および外側熱融着性樹脂層(203)を熱融着させることにより、テーパ筒状の胴体(2)を成形する。オーバーラップ部(21)の熱融着の手段は、熱板を用いたヒートシールの他、高周波シールや超音波シール等であってもよい。
ここで、ヒートシールは、例えば、内側熱融着性樹脂層(202)および外側熱融着性樹脂層(203)が無延伸ポルプロピレンフィルム(CPP)よりなる場合、シール温度:160〜220℃、荷重:80〜200kgf、シール時間:1〜5秒の条件下で行われるのが好ましい。また、内側熱融着性樹脂層(202)および外側熱融着性樹脂層(203)がポリレチレンフィルム(PE)よりなる場合、シール温度:140〜220℃、荷重:80〜200kgf、シール時間:1〜5秒の条件下で行われるのが好ましい。つまり、ヒートシールの場合、オーバーラップさせた胴体用ブランク(20A)の両端縁部の両側から、熱融着性樹脂層(202)(203)を構成する樹脂の融点よりも20〜40℃高い温度で加熱しながら行うのが好ましい。
また、高周波シールは、例えば、出力:0.5〜1.5kW、シール時間:3〜5秒、コイルとの距離:0.5〜15mm、荷重:100〜200kgfの条件下で行われるのが好ましい。
次いで、図10に示すように、胴体(2)の下端開口縁部を内側に折り返して、その折り返し部(22)を円盤状の回転金型(図示略)によって底体(3)の垂下部(32)に押し付けた後、胴体(2)の下端部(2a)および折り返し部(22)と底体(3)の垂下部(32)との互いに重なり合う面を構成している内側熱融着性樹脂層(202)と上側熱融着性樹脂層(302)および下側熱融着性樹脂層(303)とを熱融着させることにより、胴体(2)と底体(3)とを接合一体化させる。これらの熱融着性樹脂層(202)(302)(303)どうしの熱融着も、通常、熱板等を用いたヒートシールによって行うが、その他、高周波シールや超音波シール等により行ってもよい。ヒートシールおよび高周波シールを行う際の好適な条件は、胴体(2)のオーバーラップ部(21)の熱融着の場合と同じである。
また、胴体(2)の上端開口縁部を、所定のカール成形金型(図示略)を用いて外方にカールさせるとともに上下方向に加圧して偏平状に成形することにより、フランジ部(23)を形成する(図10参照)。
こうして、図1および図2に示すコップ状容器(1)が得られる。
Next, an example of a method of forming the cup-shaped container (1) using the laminated bodies (20) and (30) will be described.
First, the laminated body (20) is punched into a fan shape of a predetermined size to form a body blank (20A) (see FIG. 5A).
Further, the laminated body (30) is punched into a circle having a predetermined size to form a bottom blank (30A) (see FIG. 6A).
Then, the bottom blank (30A) is drawn and molded using the molding apparatus (4) shown in FIG. The forming apparatus (4) includes an annular die (41) and a wrinkle presser (42) arranged so as to face each other vertically, and a punch (53) that can raise and lower the center of the die (41) and the wrinkle presser (42). And have. In the molding process, a bottom blank (30A) having a surface coated with a lubricant is placed between the die (41) and the wrinkle retainer (42) as needed, and the bottom blank (30A) is formed. This is done by raising the punch (43) while pressing the outer peripheral portion of the die (41) against the upper surface of the die (41) with the required pressure by the wrinkle presser (42). In this way, a bottom body (3) having a substantially inverted U-shape in cross section, which is composed of a bottom portion (31) and a hanging portion (32), can be formed (see FIG. 6B).
Next, the bottom body (3) is set on the top surface of a substantially conical trapezoidal mold (not shown) so that the upper surface of the bottom portion (31) overlaps, and then the outer peripheral surface of the mold is used for the body. After wrapping the blank (20A) and overlapping the edges at both ends, the inner thermosetting resin layer (202) and the outer thermosetting resin layer (202) and the outer heat-sealing forming the overlapping surfaces of the overlapping portions (21). By heat-sealing the sex resin layer (203), a tapered tubular body (2) is formed. The means for heat-sealing the overlap portion (21) may be a high-frequency seal, an ultrasonic seal, or the like, in addition to a heat seal using a hot plate.
Here, in the heat seal, for example, when the inner thermosetting resin layer (202) and the outer thermosetting resin layer (203) are made of an unstretched porpropylene film (CPP), the sealing temperature: 160 to 220 ° C. , Load: 80 to 200 kgf, Sealing time: 1 to 5 seconds. When the inner thermosetting resin layer (202) and the outer thermosetting resin layer (203) are made of a polyretylene film (PE), the sealing temperature: 140 to 220 ° C., the load: 80 to 200 kgf, and the seal. Time: It is preferably carried out under the condition of 1 to 5 seconds. That is, in the case of heat sealing, the melting points of the resins constituting the thermosetting resin layers (202) and (203) are higher than the melting points of the resins forming the heat-sealing resin layers (202) and (203) from both ends of the overlapping fuselage blanks (20A) by 20 to 40 ° C. It is preferable to carry out while heating at a temperature.
Further, the high frequency sealing is performed under the conditions of, for example, output: 0.5 to 1.5 kW, sealing time: 3 to 5 seconds, distance from the coil: 0.5 to 15 mm, and load: 100 to 200 kgf. preferable.
Next, as shown in FIG. 10, the lower end opening edge of the body (2) is folded inward, and the folded portion (22) is bent inward by a disk-shaped rotating mold (not shown) to lower the bottom body (3). After pressing against (32), the inner heat fusion forms the overlapping surfaces of the lower end (2a) and the folded portion (22) of the fuselage (2) and the hanging portion (32) of the bottom body (3). By heat-sealing the sex resin layer (202), the upper heat-sealing resin layer (302), and the lower heat-sealing resin layer (303), the body (2) and the bottom body (3) are separated. Join and integrate. The heat fusion between these heat-sealing resin layers (202) (302) (303) is also usually performed by heat sealing using a hot plate or the like, but is also performed by high frequency sealing or ultrasonic sealing. May be good. Suitable conditions for heat sealing and high frequency sealing are the same as for heat fusion of the overlapping portion (21) of the fuselage (2).
Further, the upper end opening edge of the body (2) is curled outward using a predetermined curl molding die (not shown) and pressed vertically to form a flat flange portion (23). ) Is formed (see FIG. 10).
In this way, the cup-shaped container (1) shown in FIGS. 1 and 2 is obtained.
この実施形態のコップ状容器(1)では、底体(3)の垂下部(32)の外面に、全周にわたって連続した平滑面部(32a)が設けられている。平滑面部(32a)においては、成形に伴うシワ等の凹凸が存在しない。ここで、「平滑面部」とは、目視でシワ模様等の凹凸を確認できない部分を指すものとする。より具体的には、例えば、垂下部(32)の水平横断面において、外面の大部分が含まれる仮想円を基準として仮想円に対して1mm(好ましくは0.5mm)を超える高さの凹凸が見られない部分が「平滑面部」と言い得ると考えられる。
平滑面部(32a)は、図7(a)に示すように、垂下部(32)の外面全体に形成されているのが最も好ましいが、図7(b)に示すように、少なくとも垂下部(32)の外面の上側部分の一部に形成されていればよい。
底体(3)の外面における底部(31)と垂下部(32)との間のコーナー部分は、紙コップの場合と比べて、曲率半径(アール)が小さくなっている(図9等参照)。
In the cup-shaped container (1) of this embodiment, a smooth surface portion (32a) continuous over the entire circumference is provided on the outer surface of the hanging portion (32) of the bottom body (3). In the smooth surface portion (32a), there are no irregularities such as wrinkles due to molding. Here, the “smooth surface portion” refers to a portion where unevenness such as a wrinkle pattern cannot be visually confirmed. More specifically, for example, in the horizontal cross section of the hanging portion (32), unevenness having a height exceeding 1 mm (preferably 0.5 mm) with respect to the virtual circle based on the virtual circle including most of the outer surface. It is considered that the part where is not seen can be called a "smooth surface part".
The smooth surface portion (32a) is most preferably formed on the entire outer surface of the hanging portion (32) as shown in FIG. 7 (a), but at least the hanging surface portion (32a) is formed as shown in FIG. 7 (b). It suffices if it is formed in a part of the upper part of the outer surface of 32).
The corner portion between the bottom portion (31) and the hanging portion (32) on the outer surface of the bottom body (3) has a smaller radius of curvature (R) than in the case of a paper cup (see FIG. 9 etc.). ..
図9を参照して、底体(3)において、底部(31)の厚さ(T1)と垂下部(32)の上側部分の厚さ(T2)との差(|T1−T2|)は、20μm以下であるのが好ましく、より好ましくは10μm以下である。また、垂下部(32)の上側部分の厚さ(T2)は、全周にわたってほぼ均一であるのが好ましい。上記の厚さ比率によれば、垂下部(32)と胴体(2)の下端部(2a)および折り返し部(22)との間に隙間が生じ難くなり、シール性が向上すると考えられる。
垂下部(32)の下側部分の厚さ(T3)は、好ましくは、底部(31)の厚さ(T1)および垂下部(32)の上側部分の厚さ(T2)よりも大きくなされている。上記の厚さ比率によれば、垂下部(32)の強度が高められる上、垂下部(32)と胴体(2)の下端部(2a)および折り返し部(22)との間に隙間が生じ難くなり、シール性が向上すると考えられる。
また、底部(31)の厚さ(T1)および垂下部(32)の上側部分の厚さ(T2)は、それぞれ成形前の底体用ブランク(30A)の厚さの0.9〜1.1倍であるのが好ましく、より好ましくは0.95〜1.0倍である。垂下部(32)の下側部分の厚さ(T3)は、成形前の底体用ブランク(30A)の厚さの1.05〜1.4倍であるのが好ましく、より好ましくは1.15〜1.30倍である。上記の厚さ比率によれば、底体用ブランク(30A)の成形に伴い金属箔層(301)が薄くなって底体(3)の強度が低下したり、金属箔層(301)に破れやピンホールが発生したりするのが抑制される。しかも、上記の厚さ比率によれば、絞り成形の過程において底体用ブランク(30A)の外周部が引き延ばされる度合いが小さいので、形成された底体(3)の垂下部(32)の下端に耳が発生し難くなる。これにより、垂下部(32)の高さが全周にわたってほぼ同一となるか、もしくは高低差が約2mm以内に抑えられるので、垂下部(32)とこれに接合される胴体(2)の下端部(2a)および折り返し部(22)との間に隙間が生じるのが抑制され、仮に隙間が生じたとしても、両者のシール性に影響を及ぼすおそれがない。
With reference to FIG. 9, in the bottom body (3), the difference (| T1-T2 |) between the thickness (T1) of the bottom portion (31) and the thickness (T2) of the upper portion of the hanging portion (32) is , 20 μm or less, more preferably 10 μm or less. Further, it is preferable that the thickness (T2) of the upper portion of the hanging portion (32) is substantially uniform over the entire circumference. According to the above thickness ratio, it is considered that a gap is less likely to be formed between the hanging portion (32) and the lower end portion (2a) and the folded portion (22) of the body (2), and the sealing property is improved.
The thickness (T3) of the lower portion of the hanging (32) is preferably made greater than the thickness (T1) of the bottom (31) and the thickness (T2) of the upper portion of the hanging (32). There is. According to the above thickness ratio, the strength of the hanging portion (32) is increased, and a gap is formed between the hanging portion (32) and the lower end portion (2a) and the folded portion (22) of the fuselage (2). It is considered that it becomes difficult and the sealing property is improved.
The thickness (T1) of the bottom portion (31) and the thickness (T2) of the upper portion of the hanging portion (32) are 0.9 to 1. It is preferably 1 time, more preferably 0.95 to 1.0 times. The thickness (T3) of the lower portion of the hanging portion (32) is preferably 1.05 to 1.4 times the thickness of the bottom blank (30A) before molding, and more preferably 1. It is 15 to 1.30 times. According to the above thickness ratio, the metal foil layer (301) becomes thin as the bottom body blank (30A) is formed, the strength of the bottom body (3) decreases, or the metal foil layer (301) tears. And pinholes are suppressed. Moreover, according to the above thickness ratio, the degree to which the outer peripheral portion of the bottom body blank (30A) is stretched is small in the process of drawing forming, so that the hanging portion (32) of the formed bottom body (3) Ears are less likely to occur at the lower end. As a result, the height of the hanging portion (32) becomes almost the same over the entire circumference, or the height difference is suppressed within about 2 mm, so that the hanging portion (32) and the lower end of the fuselage (2) joined to the hanging portion (32) are suppressed. The formation of a gap between the portion (2a) and the folded portion (22) is suppressed, and even if a gap is generated, there is no risk of affecting the sealing performance of both.
図4を参照して、コップ状容器(1)の胴体(2)のオーバーラップ部(21)において、胴体用ブランク(20A)の両端縁部の互いに熱融着された内側熱融着性樹脂層(202)および外側熱融着性樹脂層(203)の合計厚さ(T4)が8〜150μmであるのが好ましく、より好ましくは16〜80μmとなされる。上記合計厚さ(T4)が8μm未満であると、オーバーラップ部(21)のシール性が不十分となるおそれがある。一方、上記合計厚さ(T4)が150μmを超えると、オーバーラップ部(21)のバリア性が損なわれるおそれがある。
また、胴体(2)のオーバーラップ部(21)において、胴体用ブランク(20A)の両端縁部の金属箔層(201)(201)どうしの厚さ方向から見た重なり幅(W1)が2〜10mmであるのが好ましく、より好ましくは4〜8mmとなされる。上記重なり幅(W1)が2mm未満であると、オーバーラップ部(21)のバリア性が損なわれるおそれがあり、また、シール幅が小さくなりすぎてシール性が不十分となるおそれがある。一方、上記重なり幅(W1)が10mmを超えると、必要以上にオーバーラップ部(21)の幅が大きくなってコストアップにつながり、さらに、オーバーラップ部(21)の内側部分(胴体用ブランク(20A)の一方の端縁部)と外側部分(胴体用ブランク(20A)の他方の端縁部)とにかかる応力の相違に起因して、オーバーラップ部(21)の内側部分にシワが入るなどの外観不良が発生するおそれがある。
なお、胴体用ブランク(20A)の両端縁部どうしの接合は、上記のようなオーバーラップの態様とする他、例えば、同両端縁部どうしを合掌状に重ねて接合するようにしてもよい。この場合、胴体用ブランク(20A)の外側熱融着性樹脂層(203)は省略することも可能である。また、合掌部は、胴体(2)の外面と重なるように一方の側に折り曲げられて同外面に接合されているのが好ましく、これにより、胴体(2)を手で持つ際や、容器(1)に充填された液体を胴体(2)の上端開口縁部から飲用する際にも邪魔にならなくなる。胴体(2)の合掌部の幅(重なり代)は、好適には5〜20mm、より好適には10〜18mmとなされる。上記幅が5mm未満であると、合掌部のシール作業が困難になるおそれがある。一方、上記幅が20mmを超えると、必要以上に合掌部の幅が大きくなってコストアップにつながり、さらに、合掌部を胴体(2)の外面と重なるように一方の側に折り曲げて同外面に接合する際に合掌部にシワが入るなどの外観不良が発生するおそれがある。
With reference to FIG. 4, in the overlapping portion (21) of the fuselage (2) of the cup-shaped container (1), the inner thermosetting resin which is heat-sealed to each other at both end edges of the fuselage blank (20A). The total thickness (T4) of the layer (202) and the outer thermosetting resin layer (203) is preferably 8 to 150 μm, more preferably 16 to 80 μm. If the total thickness (T4) is less than 8 μm, the sealing property of the overlapping portion (21) may be insufficient. On the other hand, if the total thickness (T4) exceeds 150 μm, the barrier property of the overlapping portion (21) may be impaired.
Further, in the overlapping portion (21) of the fuselage (2), the overlapping width (W1) of the metal foil layers (201) and (201) at both ends of the fuselage blank (20A) when viewed from the thickness direction is 2. It is preferably 10 mm, more preferably 4 to 8 mm. If the overlapping width (W1) is less than 2 mm, the barrier property of the overlapping portion (21) may be impaired, and the sealing width may become too small to inadequate the sealing property. On the other hand, if the overlapping width (W1) exceeds 10 mm, the width of the overlapping portion (21) becomes larger than necessary, leading to an increase in cost, and further, the inner portion of the overlapping portion (21) (blank for the fuselage (body blank)). Wrinkles occur in the inner part of the overlap part (21) due to the difference in stress applied to the outer part (the other end part of the fuselage blank (20A)). There is a risk of appearance defects such as.
The edges of the fuselage blank (20A) may be joined to each other in an overlapping manner as described above, or, for example, the edges of both ends may be overlapped and joined in a palm-shaped manner. In this case, the outer thermosetting resin layer (203) of the fuselage blank (20A) can be omitted. Further, the gassho portion is preferably bent to one side so as to overlap the outer surface of the body (2) and joined to the outer surface, whereby when the body (2) is held by hand or the container (2) It does not get in the way when the liquid filled in 1) is drunk from the upper end opening edge of the body (2). The width (overlapping allowance) of the gassho portion of the body (2) is preferably 5 to 20 mm, more preferably 10 to 18 mm. If the width is less than 5 mm, it may be difficult to seal the gassho portion. On the other hand, if the width exceeds 20 mm, the width of the gassho portion becomes larger than necessary, which leads to an increase in cost, and further, the gassho portion is bent to one side so as to overlap the outer surface of the body (2) to form the same outer surface. There is a risk of appearance defects such as wrinkles in the palms when joining.
さらに、図4に示すように、胴体(2)の内側に位置する胴体用ブランク(20A)の内側端面が、胴体用ブランク(20A)の両端縁部の互いに重なり合う面を構成している内側熱融着性樹脂層(202)および外側熱融着性樹脂層(203)を熱融着する際に形成された内側樹脂溜まり部(R1)によって被覆されているのが好ましい。また、図示は省略したが、胴体(2)の外側に位置する胴体用ブランク(20A)の外側端面も、胴体用ブランク(20A)の両端縁部の互いに重なり合う面を構成している内側熱融着性樹脂層(202)および外側熱融着性樹脂層(203)を熱融着する際に形成された外側樹脂溜まり部によって被覆されていてもよい。
上記の内側樹脂溜まり部(R1)および外側樹脂溜まり部は、胴体用ブランク(20A)のオーバーラップされた両端縁部どうしを熱融着する際、これらの互いに重なり合う面を構成している内側熱融着性樹脂層(202)および外側熱融着性樹脂層(203)の一部が溶融し、溶融した樹脂が、熱融着時の加圧力によってオーバーラップ部(21)の幅方向に押し出されることにより形成される。また、内側樹脂溜まり部(R1)は、胴体用ブランク(20A)の内側端面(204)を構成する内側熱融着性樹脂層(202)および外側熱融着性樹脂層(203)や、内側端面(204)に近接する内側熱融着性樹脂層(202)の一部が溶融した樹脂によっても形成され、外側樹脂溜まり部は、胴体用ブランク(20A)の外側端面(205)を構成する内側熱融着性樹脂層(202)および外側熱融着性樹脂層(203)や、外側端面(205)に近接する外側熱融着性樹脂層(203)の一部が溶融した樹脂によっても形成されると考えられる。
これらの樹脂溜まり部(R1)は、例えば、熱融着時のシール条件(シール温度、加圧力、シール時間、シール範囲等)を制御したり、胴体用ブランク(20A)の構成等を適宜設定したりすることによって形成することができる。
Further, as shown in FIG. 4, the inner end faces of the fuselage blank (20A) located inside the fuselage (2) form an overlapping surface of both end edges of the fuselage blank (20A). It is preferable that the resin layer (202) and the outer thermosetting resin layer (203) are covered with an inner resin reservoir (R1) formed during heat fusion. Although not shown, the outer end faces of the fuselage blank (20A) located outside the fuselage (2) also constitute inner thermosetting surfaces that overlap each other at both end edges of the fuselage blank (20A). It may be covered with an outer resin pool formed when the adhesive resin layer (202) and the outer thermosetting resin layer (203) are heat-sealed.
The inner resin reservoir (R1) and the outer resin reservoir described above form an overlapping surface when heat-sealing the overlapped both end edges of the fuselage blank (20A). A part of the fusion resin layer (202) and the outer thermosetting resin layer (203) is melted, and the melted resin is extruded in the width direction of the overlap portion (21) by the pressing force at the time of heat fusion. It is formed by being used. Further, the inner resin reservoir (R1) includes an inner heat-sealing resin layer (202) and an outer heat-sealing resin layer (203) constituting the inner end surface (204) of the fuselage blank (20A), and the inner side. A part of the inner heat-sealing resin layer (202) close to the end face (204) is also formed by the molten resin, and the outer resin pool constitutes the outer end face (205) of the fuselage blank (20A). Even with a resin in which a part of the inner heat-sealing resin layer (202) and the outer heat-sealing resin layer (203) or the outer heat-sealing resin layer (203) adjacent to the outer end face (205) is melted. It is thought to be formed.
For these resin pools (R1), for example, the sealing conditions (sealing temperature, pressing force, sealing time, sealing range, etc.) at the time of heat fusion can be controlled, and the configuration of the fuselage blank (20A) can be appropriately set. It can be formed by squeezing.
この実施形態のコップ状容器(1)によれば、以下のような効果が奏される。
a)胴体用ブランク(20A)および底体用ブランク(30A)のそれぞれが、金属箔層(201)(301)およびその両面に積層された熱融着性樹脂層(202)(203)(302)(303)よりなる積層体(20)(30)により形成されているので、紙コップの製造設備を利用して安価に製造することができる。
b)各ブランク(20A)(30A)の材料とされる積層体(20)(30)が金属箔層(201)(301)を有しているので、内容物の長期保存性に優れている。
c)紙コップと比べて胴体用ブランク(20A)の厚さが小さくなるため、胴体(2)のフランジ部(23)上面のうちオーバーラップ部(21)によって構成されている部分の段差を小さくすることができ、したがって、容器(1)のフランジ部(23)上面に蓋をシールする際にシール不良が起こりにくい。また、アセプティック(無菌)充填を行う場合に、フランジ部(23)上面の上記段差に殺菌液が残りにくくなる。
d)底体(3)が底体用ブランク(30A)を絞り成形してなり、底体(3)の垂下部(32)の外面のうち少なくとも上側部分に、全周にわたって連続した平滑面部(32a)が設けられており、同平滑面部(32a)には成形に伴うシワ等の凹凸が生じていないので、底体(3)の垂下部(32)と胴体(2)の下端部(2a)および折り返し部(22)とのシール性が高められ、内容物の漏れやバリア性の低下を生じるおそれがない。
e)紙コップと比べて胴体用ブランク(20A)および底体用ブランク(30A)の厚さが小さくなるため、胴体(2)の下端部(2a)および折り返し部(22)と底体(3)の垂下部(32)とを安定的に接合することができる。
f)紙コップと比べて底体(3)の外面における底部(31)と垂下部(32)との間のコーナー部分の曲率半径(アール)を小さくすることができるので、アセプティック(無菌)充填を行う場合に、コップ状容器(1)の底体(3)上面と胴体(2)内周面との境界部分に殺菌液が残りにくくなる。
g)各ブランク(20A)(30A)の材料とされる積層体(20)(30)が紙層を有しないものであるので、レトルト殺菌を支障なく行うことができる。
h)胴体(2)のオーバーラップ部(21)において、胴体(2)の内側に位置する胴体用ブランク(20A)の内側端面が、胴体用ブランク(2)の両端縁部の熱融着性樹脂層(202)(203)どうしを熱融着する際に形成された内側樹脂溜まり部(R1)によって被覆されており、内容物に晒されることがないので、同内側端面のデラミネーションや腐食による劣化が効果的に抑制され、また、衛生面でも好ましい。また、胴体(2)のオーバーラップ部(21)において、胴体(2)の外側に位置する胴体用ブランク(20A)の外側端面が、胴体用ブランク(2)の両端縁部の熱融着性樹脂層(202)(203)どうしを熱融着する際に形成された外側樹脂溜まり部によって被覆されている場合には、同外側端面のデラミネーションや腐食による劣化が効果的に抑制される。
According to the cup-shaped container (1) of this embodiment, the following effects are obtained.
a) The fuselage blank (20A) and the bottom blank (30A) are each of the metal foil layers (201) (301) and the heat-sealing resin layers (202) (203) (302) laminated on both sides thereof. ) (303), so that it can be manufactured at low cost by using a paper cup manufacturing facility.
b) Since the laminates (20) and (30) used as the materials for the blanks (20A) and (30A) have the metal foil layers (201) and (301), the contents are excellent in long-term storage stability. ..
c) Since the thickness of the fuselage blank (20A) is smaller than that of the paper cup, the step difference of the upper surface of the flange portion (23) of the fuselage (2) formed by the overlapping portion (21) is reduced. Therefore, when the lid is sealed on the upper surface of the flange portion (23) of the container (1), a sealing failure is unlikely to occur. Further, when aseptic filling is performed, the sterilizing liquid is less likely to remain on the step on the upper surface of the flange portion (23).
d) The bottom body (3) is formed by drawing and molding a bottom body blank (30A), and a smooth surface portion (3) continuous over the entire circumference is formed on at least the upper portion of the outer surface of the hanging portion (32) of the bottom body (3). Since 32a) is provided and the smooth surface portion (32a) does not have unevenness such as wrinkles due to molding, the hanging portion (32) of the bottom body (3) and the lower end portion (2a) of the body (2) are provided. ) And the folded-back portion (22) are enhanced, and there is no risk of leakage of the contents or deterioration of the barrier property.
e) Since the thickness of the body blank (20A) and the bottom blank (30A) is smaller than that of the paper cup, the lower end (2a), the folded part (22) and the bottom (3) of the body (2) ) Can be stably joined to the hanging part (32).
f) Aseptic filling because the radius of curvature (R) of the corner between the bottom (31) and the hanging (32) on the outer surface of the bottom (3) can be made smaller than that of a paper cup. In this case, the bactericidal solution is less likely to remain at the boundary between the bottom body (3) upper surface of the cup-shaped container (1) and the inner peripheral surface of the body (2).
g) Since the laminates (20) and (30) used as the materials for the blanks (20A) and (30A) do not have a paper layer, retort sterilization can be performed without any trouble.
h) In the overlapping portion (21) of the fuselage (2), the inner end surface of the fuselage blank (20A) located inside the fuselage (2) has a heat-sealing property at both end edges of the fuselage blank (2). Since the resin layers (202) and (203) are covered with the inner resin pool (R1) formed when the resin layers (202) and (203) are heat-sealed to each other and are not exposed to the contents, the inner end faces are delaminated and corroded. Deterioration due to the above is effectively suppressed, and it is also preferable in terms of hygiene. Further, in the overlapping portion (21) of the fuselage (2), the outer end surface of the fuselage blank (20A) located outside the fuselage (2) has heat-sealing properties at both end edges of the fuselage blank (2). When the resin layers (202) and (203) are covered with the outer resin pool formed when the resin layers (202) and (203) are heat-sealed, deterioration due to delamination and corrosion of the outer end faces is effectively suppressed.
次に、この発明の具体的実施例について説明するが、この発明は、これらの実施例に限定されるものではない。 Next, specific examples of the present invention will be described, but the present invention is not limited to these examples.
<実施例1>
厚さ100μmのアルミニウム箔(A8021H−O)の化成処理が施された両面に、それぞれ2液硬化型ウレタン系接着剤を約3g/m2塗布して、厚さ30μmの無延伸ポリプロピレンフィルム(CPP)をドライラミネートした。そして、接着剤を硬化させるために所定のエージング処理を行うことにより、積層体を得た。
次に、得られた積層体を所定形状に打ち抜いて、胴体用ブランクおよび底体用ブランクを成形した(図5および図6参照)。
そして、胴体用ブランクおよび底体用ブランクを用いて、前述した実施形態と同一の工程により、コップ状容器を作製し、これを実施例1とした。なお、胴体と底体との接合は、図11に示す態様とした。コップ状容器は、厚さ100μmのアルミニウム箔を使用しているので、酸素や水蒸気の透過がほとんど無い、バリア性の良好な容器である。
尚、コップ状容器の寸法は下記の通りとした。
(コップ状容器の寸法)
・コップ状容器上部の開口部の内径:65mm
・コップ状容器下部の内径:50mm
・フランジ部の幅:4mm
・コップ状容器の高さ:95mm
・コップ状容器の脚部(垂下部(32))の高さ:6mm
・胴体のオーバーラップ部の幅(重なり代):8mm
また、コップ状容器の製造過程において、底体用ブランク(厚さ160μm)を成形装置により成形して得られた底体の各部の厚さをマイクロメーターで計測したところ、底部の厚さ(T1)が160μm、垂下部の上側部分の厚さ(T2)が162μm、垂下部の下側部分の厚さ(T3)が185μmであった(図9参照)。
また、底体の垂下部の外面を目視で観察したところ、成形に伴うシワ等の凹凸の発生は見られず、全体にわたって平滑であった。
<Example 1>
Approximately 3 g / m 2 of a two-component curable urethane adhesive is applied to both sides of a 100 μm-thick aluminum foil (A8021HO) that has undergone chemical conversion treatment, and a 30 μm-thick unstretched polypropylene film (CPP) is applied. ) Was dry-laminated. Then, a laminate was obtained by performing a predetermined aging treatment in order to cure the adhesive.
Next, the obtained laminate was punched into a predetermined shape to form a body blank and a bottom blank (see FIGS. 5 and 6).
Then, using the body blank and the bottom blank, a cup-shaped container was produced by the same process as the above-described embodiment, and this was designated as Example 1. The joint between the body and the bottom was the mode shown in FIG. Since the cup-shaped container uses an aluminum foil having a thickness of 100 μm, it is a container having a good barrier property with almost no permeation of oxygen and water vapor.
The dimensions of the cup-shaped container are as follows.
(Dimensions of cup-shaped container)
・ Inner diameter of the opening at the top of the cup-shaped container: 65 mm
・ Inner diameter of the lower part of the cup-shaped container: 50 mm
・ Flange width: 4 mm
・ Height of cup-shaped container: 95 mm
・ Height of the leg of the cup-shaped container (hanging part (32)): 6 mm
-Width of the overlapping part of the fuselage (overlap allowance): 8 mm
Further, in the manufacturing process of the cup-shaped container, the thickness of each part of the bottom body obtained by molding the bottom body blank (thickness 160 μm) with a molding device was measured with a micrometer, and the thickness of the bottom body (T1) was measured. ) Was 160 μm, the thickness of the upper part of the droop (T2) was 162 μm, and the thickness of the lower part of the droop (T3) was 185 μm (see FIG. 9).
Further, when the outer surface of the hanging portion of the bottom body was visually observed, no unevenness such as wrinkles was observed due to molding, and the whole was smooth as a whole.
<シール性の検証>
上記実施例1のコップ状容器を10個用意し、それぞれに50ccの水を入れた状態で120分間放置した後、胴体の下端部と底体の垂下部とのシール部分から水が漏れているかどうかを目視で確認したところ、いずれの容器にも水漏れは見られなかった。
<Verification of sealing performance>
After preparing 10 cup-shaped containers of Example 1 and leaving each of them with 50 cc of water for 120 minutes, is water leaking from the sealing portion between the lower end of the body and the hanging part of the bottom? When I visually checked whether or not, no water leak was found in any of the containers.
この発明は、例えば流動状食品や飲料等を内容物とするコップ状容器として好適に使用することができる。 The present invention can be suitably used as a cup-shaped container containing, for example, a liquid food or a beverage.
(1):コップ状容器
(2):胴体
(2a):胴体の下端部
(21):オーバーラップ部
(22):折り返し部
(23):フランジ部
(20A):胴体用ブランク
(20):積層体
(201):金属箔層
(202):内側熱融着性樹脂層
(203):外側熱融着性樹脂層
(3):底体
(31):底部
(32):垂下部
(32a):平滑面部
(30A):底体用ブランク
(30):積層体
(301):金属箔層
(302):上側熱融着性樹脂層
(303):下側熱融着性樹脂層
(T1):底部の厚さ
(T2):垂下部の上側部分の厚さ
(1): Cup-shaped container
(2): Torso
(2a): Lower end of the fuselage
(21): Overlap part
(22): Folded part
(23): Flange part
(20A): Blank for fuselage
(20): Laminated body
(201): Metal leaf layer
(202): Inner thermosetting resin layer
(203): Outer thermosetting resin layer
(3): Bottom body
(31): Bottom
(32): hanging
(32a): Smooth surface
(30A): Blank for bottom body
(30): Laminated body
(301): Metal leaf layer
(302): Upper thermosetting resin layer
(303): Lower thermosetting resin layer
(T1): Bottom thickness
(T2): Thickness of the upper part of the droop
Claims (4)
胴体用ブランクが、金属箔層と金属箔層の両面のうち少なくとも胴体の内側となる面に積層された熱融着性樹脂層とよりなる積層体から形成されたものであって、胴体用ブランクの両端縁部が、これらの互いに重なり合う面を構成している熱融着性樹脂層どうしを熱融着することにより接合されており、
底体用ブランクが、金属箔層と金属箔層の両面のうち少なくとも底体の上側となる面に積層された熱融着性樹脂層とよりなる積層体から形成されたものであって、胴体の下端部の内面および底体の垂下部の外面がこれらの面を構成している熱融着性樹脂層どうしを熱融着することにより接合されており、
底体の垂下部の外面のうち少なくとも上側部分に、全周にわたって連続した平滑面部が設けられている、コップ状容器。 The fuselage is formed into a tubular shape by overlapping and joining the edges of both ends of the fuselage blank, and the bottom and the hanging portion extending downward from the outer peripheral edge of the bottom are formed. A cup-shaped container in which the body and the bottom are integrated by joining the outer surface of the hanging part of the bottom to the inner surface of the lower end of the body. And
The fuselage blank is formed of a laminate composed of a heat-sealing resin layer laminated on at least the inner surface of the fuselage among both sides of the metal foil layer and the metal foil layer, and is formed from the fuselage blank. The edges of both ends are joined by heat-sealing the heat-sealing resin layers that make up these overlapping surfaces.
The bottom blank is formed of a laminated body composed of a heat-sealing resin layer laminated on at least the upper surface of the bottom body out of both sides of the metal foil layer and the metal foil layer. The inner surface of the lower end of the body and the outer surface of the hanging part of the bottom body are joined by heat-sealing the heat-sealing resin layers constituting these surfaces.
A cup-shaped container in which a continuous smooth surface portion is provided on at least the upper portion of the outer surface of the hanging portion of the bottom body over the entire circumference.
胴体の折り返し部および底体の垂下部がこれらの互いに重なり合う面を構成している熱融着性樹脂層どうしを熱融着することにより接合されている、請求項1〜3のいずれか1つのコップ状容器。 The fuselage further has a folded portion that is folded inward and extends upward so as to wrap around the hanging portion of the bottom body from its lower end opening edge.
Any one of claims 1 to 3, wherein the folded portion of the fuselage and the hanging portion of the bottom body are joined by heat-sealing the thermosetting resin layers constituting these overlapping surfaces. Cup-shaped container.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019226551 | 2019-12-16 | ||
| JP2019226551 | 2019-12-16 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021095215A true JP2021095215A (en) | 2021-06-24 |
| JP2021095215A5 JP2021095215A5 (en) | 2023-11-27 |
Family
ID=76430486
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020207516A Pending JP2021095215A (en) | 2019-12-16 | 2020-12-15 | Cup-like container |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2021095215A (en) |
-
2020
- 2020-12-15 JP JP2020207516A patent/JP2021095215A/en active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110697196B (en) | Cup-shaped container and laminated body for cup-shaped container | |
| CA2778253A1 (en) | Container assembly having a heat-sealed metal end, a metal end therefor, and a method for making same | |
| CN112978005B (en) | Cup-shaped container | |
| JP2021095215A (en) | Cup-like container | |
| CN112978004B (en) | Cup-shaped container and method for manufacturing same | |
| JP7573424B2 (en) | Cup-shaped container and manufacturing method thereof | |
| JP7565208B2 (en) | Manufacturing method of a cup-shaped container | |
| JP7573435B2 (en) | Cup-shaped container | |
| JP2021095216A (en) | Cup-like container | |
| JP7437944B2 (en) | cup-shaped container | |
| JP2021095217A (en) | Cup-like container | |
| JP7353162B2 (en) | cup-shaped container | |
| CN112978003B (en) | Cup-shaped container and method for manufacturing same | |
| JP7550050B2 (en) | Cup-shaped container and laminate for cup-shaped container | |
| JP2021109672A (en) | Cup-like container | |
| JP2022102170A (en) | Cup container | |
| TWI859378B (en) | Cup Container | |
| CN214649651U (en) | Cup-shaped container | |
| JP7437943B2 (en) | cup-shaped container | |
| JP2021109707A (en) | Cup-like container | |
| JP2011051654A (en) | Paper container | |
| JP2024048346A (en) | Packaging body and manufacturing method of the same | |
| JPS6229302B2 (en) |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20231116 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20231116 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240403 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240409 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240606 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20240820 |