JP2020176041A - Manufacturing method of tile, and tile - Google Patents
Manufacturing method of tile, and tile Download PDFInfo
- Publication number
- JP2020176041A JP2020176041A JP2019081426A JP2019081426A JP2020176041A JP 2020176041 A JP2020176041 A JP 2020176041A JP 2019081426 A JP2019081426 A JP 2019081426A JP 2019081426 A JP2019081426 A JP 2019081426A JP 2020176041 A JP2020176041 A JP 2020176041A
- Authority
- JP
- Japan
- Prior art keywords
- ink
- tile
- layer
- printing
- base layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 35
- 238000007639 printing Methods 0.000 claims abstract description 26
- 238000010304 firing Methods 0.000 claims description 40
- 239000000758 substrate Substances 0.000 claims description 17
- 239000003795 chemical substances by application Substances 0.000 claims description 11
- 238000000034 method Methods 0.000 claims description 11
- 239000000049 pigment Substances 0.000 abstract description 11
- 238000013461 design Methods 0.000 abstract description 8
- 239000003605 opacifier Substances 0.000 abstract 1
- 239000010410 layer Substances 0.000 description 80
- 239000000463 material Substances 0.000 description 26
- 239000002245 particle Substances 0.000 description 21
- 239000002002 slurry Substances 0.000 description 21
- 238000000576 coating method Methods 0.000 description 16
- 239000000203 mixture Substances 0.000 description 16
- 230000000740 bleeding effect Effects 0.000 description 15
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 14
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 12
- 238000012360 testing method Methods 0.000 description 12
- 239000011248 coating agent Substances 0.000 description 11
- 239000004927 clay Substances 0.000 description 10
- 239000010433 feldspar Substances 0.000 description 10
- 239000001023 inorganic pigment Substances 0.000 description 9
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 8
- 229910000019 calcium carbonate Inorganic materials 0.000 description 6
- 238000009826 distribution Methods 0.000 description 6
- 230000005484 gravity Effects 0.000 description 6
- 239000000377 silicon dioxide Substances 0.000 description 5
- 239000005995 Aluminium silicate Substances 0.000 description 4
- 235000012211 aluminium silicate Nutrition 0.000 description 4
- 238000009792 diffusion process Methods 0.000 description 4
- 238000001035 drying Methods 0.000 description 4
- 230000004907 flux Effects 0.000 description 4
- 238000007641 inkjet printing Methods 0.000 description 4
- NLYAJNPCOHFWQQ-UHFFFAOYSA-N kaolin Chemical compound O.O.O=[Al]O[Si](=O)O[Si](=O)O[Al]=O NLYAJNPCOHFWQQ-UHFFFAOYSA-N 0.000 description 4
- 238000002360 preparation method Methods 0.000 description 4
- 239000002994 raw material Substances 0.000 description 4
- 235000019832 sodium triphosphate Nutrition 0.000 description 4
- 239000002612 dispersion medium Substances 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 239000004576 sand Substances 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 239000007921 spray Substances 0.000 description 3
- 235000008733 Citrus aurantifolia Nutrition 0.000 description 2
- 235000011941 Tilia x europaea Nutrition 0.000 description 2
- WGLPBDUCMAPZCE-UHFFFAOYSA-N Trioxochromium Chemical compound O=[Cr](=O)=O WGLPBDUCMAPZCE-UHFFFAOYSA-N 0.000 description 2
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- ADCOVFLJGNWWNZ-UHFFFAOYSA-N antimony trioxide Chemical compound O=[Sb]O[Sb]=O ADCOVFLJGNWWNZ-UHFFFAOYSA-N 0.000 description 2
- TZCXTZWJZNENPQ-UHFFFAOYSA-L barium sulfate Chemical compound [Ba+2].[O-]S([O-])(=O)=O TZCXTZWJZNENPQ-UHFFFAOYSA-L 0.000 description 2
- 229910000423 chromium oxide Inorganic materials 0.000 description 2
- 238000002508 contact lithography Methods 0.000 description 2
- VQCBHWLJZDBHOS-UHFFFAOYSA-N erbium(iii) oxide Chemical compound O=[Er]O[Er]=O VQCBHWLJZDBHOS-UHFFFAOYSA-N 0.000 description 2
- AMWRITDGCCNYAT-UHFFFAOYSA-L hydroxy(oxo)manganese;manganese Chemical compound [Mn].O[Mn]=O.O[Mn]=O AMWRITDGCCNYAT-UHFFFAOYSA-L 0.000 description 2
- 239000004571 lime Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- -1 neodium oxide Chemical compound 0.000 description 2
- 239000003960 organic solvent Substances 0.000 description 2
- 238000001556 precipitation Methods 0.000 description 2
- 150000003839 salts Chemical class 0.000 description 2
- 235000012239 silicon dioxide Nutrition 0.000 description 2
- 239000004575 stone Substances 0.000 description 2
- 229910052845 zircon Inorganic materials 0.000 description 2
- GFQYVLUOOAAOGM-UHFFFAOYSA-N zirconium(iv) silicate Chemical compound [Zr+4].[O-][Si]([O-])([O-])[O-] GFQYVLUOOAAOGM-UHFFFAOYSA-N 0.000 description 2
- WUPHOULIZUERAE-UHFFFAOYSA-N 3-(oxolan-2-yl)propanoic acid Chemical compound OC(=O)CCC1CCCO1 WUPHOULIZUERAE-UHFFFAOYSA-N 0.000 description 1
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 229910000906 Bronze Inorganic materials 0.000 description 1
- BVKZGUZCCUSVTD-UHFFFAOYSA-L Carbonate Chemical compound [O-]C([O-])=O BVKZGUZCCUSVTD-UHFFFAOYSA-L 0.000 description 1
- QPLDLSVMHZLSFG-UHFFFAOYSA-N Copper oxide Chemical compound [Cu]=O QPLDLSVMHZLSFG-UHFFFAOYSA-N 0.000 description 1
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 1
- 235000019738 Limestone Nutrition 0.000 description 1
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 1
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 1
- BUGBHKTXTAQXES-UHFFFAOYSA-N Selenium Chemical compound [Se] BUGBHKTXTAQXES-UHFFFAOYSA-N 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 1
- 239000005083 Zinc sulfide Substances 0.000 description 1
- HZEWFHLRYVTOIW-UHFFFAOYSA-N [Ti].[Ni] Chemical compound [Ti].[Ni] HZEWFHLRYVTOIW-UHFFFAOYSA-N 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052787 antimony Inorganic materials 0.000 description 1
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical compound [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 description 1
- IRERQBUNZFJFGC-UHFFFAOYSA-L azure blue Chemical compound [Na+].[Na+].[Na+].[Na+].[Na+].[Na+].[Na+].[Na+].[Al+3].[Al+3].[Al+3].[Al+3].[Al+3].[Al+3].[S-]S[S-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-].[O-][Si]([O-])([O-])[O-] IRERQBUNZFJFGC-UHFFFAOYSA-L 0.000 description 1
- 239000010974 bronze Substances 0.000 description 1
- AQCDIIAORKRFCD-UHFFFAOYSA-N cadmium selenide Chemical compound [Cd]=[Se] AQCDIIAORKRFCD-UHFFFAOYSA-N 0.000 description 1
- 229910052980 cadmium sulfide Inorganic materials 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 229910000420 cerium oxide Inorganic materials 0.000 description 1
- VQWFNAGFNGABOH-UHFFFAOYSA-K chromium(iii) hydroxide Chemical compound [OH-].[OH-].[OH-].[Cr+3] VQWFNAGFNGABOH-UHFFFAOYSA-K 0.000 description 1
- 239000011362 coarse particle Substances 0.000 description 1
- 239000011247 coating layer Substances 0.000 description 1
- 229910000428 cobalt oxide Inorganic materials 0.000 description 1
- IVMYJDGYRUAWML-UHFFFAOYSA-N cobalt(ii) oxide Chemical compound [Co]=O IVMYJDGYRUAWML-UHFFFAOYSA-N 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- KUNSUQLRTQLHQQ-UHFFFAOYSA-N copper tin Chemical compound [Cu].[Sn] KUNSUQLRTQLHQQ-UHFFFAOYSA-N 0.000 description 1
- 238000007766 curtain coating Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 238000007607 die coating method Methods 0.000 description 1
- XJUNRGGMKUAPAP-UHFFFAOYSA-N dioxido(dioxo)molybdenum;lead(2+) Chemical compound [Pb+2].[O-][Mo]([O-])(=O)=O XJUNRGGMKUAPAP-UHFFFAOYSA-N 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 239000002270 dispersing agent Substances 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000839 emulsion Substances 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 239000008187 granular material Substances 0.000 description 1
- 238000007756 gravure coating Methods 0.000 description 1
- 238000007646 gravure printing Methods 0.000 description 1
- 239000010440 gypsum Substances 0.000 description 1
- 229910052602 gypsum Inorganic materials 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- BDAGIHXWWSANSR-NJFSPNSNSA-N hydroxyformaldehyde Chemical compound O[14CH]=O BDAGIHXWWSANSR-NJFSPNSNSA-N 0.000 description 1
- WTFXARWRTYJXII-UHFFFAOYSA-N iron(2+);iron(3+);oxygen(2-) Chemical compound [O-2].[O-2].[O-2].[O-2].[Fe+2].[Fe+3].[Fe+3] WTFXARWRTYJXII-UHFFFAOYSA-N 0.000 description 1
- LDHBWEYLDHLIBQ-UHFFFAOYSA-M iron(3+);oxygen(2-);hydroxide;hydrate Chemical compound O.[OH-].[O-2].[Fe+3] LDHBWEYLDHLIBQ-UHFFFAOYSA-M 0.000 description 1
- SZVJSHCCFOBDDC-UHFFFAOYSA-N iron(II,III) oxide Inorganic materials O=[Fe]O[Fe]O[Fe]=O SZVJSHCCFOBDDC-UHFFFAOYSA-N 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- MOUPNEIJQCETIW-UHFFFAOYSA-N lead chromate Chemical compound [Pb+2].[O-][Cr]([O-])(=O)=O MOUPNEIJQCETIW-UHFFFAOYSA-N 0.000 description 1
- 238000007644 letterpress printing Methods 0.000 description 1
- 239000006028 limestone Substances 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 239000010445 mica Substances 0.000 description 1
- 229910052618 mica group Inorganic materials 0.000 description 1
- 239000012768 molten material Substances 0.000 description 1
- 229910000480 nickel oxide Inorganic materials 0.000 description 1
- 229910001000 nickel titanium Inorganic materials 0.000 description 1
- 238000007645 offset printing Methods 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- BMMGVYCKOGBVEV-UHFFFAOYSA-N oxo(oxoceriooxy)cerium Chemical compound [Ce]=O.O=[Ce]=O BMMGVYCKOGBVEV-UHFFFAOYSA-N 0.000 description 1
- GNRSAWUEBMWBQH-UHFFFAOYSA-N oxonickel Chemical compound [Ni]=O GNRSAWUEBMWBQH-UHFFFAOYSA-N 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 229940072033 potash Drugs 0.000 description 1
- 229910052700 potassium Inorganic materials 0.000 description 1
- 239000011591 potassium Substances 0.000 description 1
- BWHMMNNQKKPAPP-UHFFFAOYSA-L potassium carbonate Substances [K+].[K+].[O-]C([O-])=O BWHMMNNQKKPAPP-UHFFFAOYSA-L 0.000 description 1
- 235000015320 potassium carbonate Nutrition 0.000 description 1
- 229910052903 pyrophyllite Inorganic materials 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 238000007650 screen-printing Methods 0.000 description 1
- 229910052711 selenium Inorganic materials 0.000 description 1
- 239000011669 selenium Substances 0.000 description 1
- RMAQACBXLXPBSY-UHFFFAOYSA-N silicic acid Chemical compound O[Si](O)(O)O RMAQACBXLXPBSY-UHFFFAOYSA-N 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 239000011734 sodium Substances 0.000 description 1
- 229910000018 strontium carbonate Inorganic materials 0.000 description 1
- 238000000859 sublimation Methods 0.000 description 1
- 230000008022 sublimation Effects 0.000 description 1
- OGIDPMRJRNCKJF-UHFFFAOYSA-N titanium oxide Inorganic materials [Ti]=O OGIDPMRJRNCKJF-UHFFFAOYSA-N 0.000 description 1
- UNXRWKVEANCORM-UHFFFAOYSA-I triphosphate(5-) Chemical compound [O-]P([O-])(=O)OP([O-])(=O)OP([O-])([O-])=O UNXRWKVEANCORM-UHFFFAOYSA-I 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
- 239000011787 zinc oxide Substances 0.000 description 1
- 229910052984 zinc sulfide Inorganic materials 0.000 description 1
- DRDVZXDWVBGGMH-UHFFFAOYSA-N zinc;sulfide Chemical compound [S-2].[Zn+2] DRDVZXDWVBGGMH-UHFFFAOYSA-N 0.000 description 1
Images





Landscapes
- Finishing Walls (AREA)
Abstract
Description
本開示は、タイルの製造方法、及びタイルに関する。 The present disclosure relates to a method of manufacturing tiles and tiles.
従来、タイルを次のようにして製造していた(特許文献1〜4参照)。すなわち、タイル素地に乳白剤を含むエンゴーベを塗布した後、マット又はブライト釉を施釉し、そこに印刷し、焼成することによりタイルを製造していた。あるいは乳白剤を含むマット又はブライト釉をタイル素地に施釉した上に印刷し、焼成することによりタイルを製造していた。
Conventionally, tiles have been manufactured as follows (see
しかし、焼成時に釉が溶融する際、インクの顔料が釉中に拡散するため、印刷した柄が滲んで高精細さが失われていた。また、顔料が釉中に拡散して、色が薄くなるため、濃い色を出すためにはインクを多く使用する必要があり、よりリアルな柄を付与することができないばかりか、コストが高くなってしまっていた。
本発明は、上記実情に鑑みてなされたものであり、柄の滲みが抑制されて高精細な意匠を得ることができ、かつインクコストも低減できるタイルの製造方法を提供することを目的とする。
However, when the glaze melts during firing, the pigment of the ink diffuses into the glaze, so that the printed pattern is blurred and high definition is lost. In addition, since the pigment diffuses into the glaze and the color becomes lighter, it is necessary to use a lot of ink to produce a darker color, which not only makes it impossible to give a more realistic pattern, but also increases the cost. It had been done.
The present invention has been made in view of the above circumstances, and an object of the present invention is to provide a method for manufacturing a tile, which can suppress bleeding of a pattern, obtain a high-definition design, and reduce ink cost. ..
本発明者らは、鋭意研究を重ねた結果、新規なタイルの製造方法を開発した。この成果に基づいて、次の発明を提供する。 As a result of intensive research, the present inventors have developed a new method for manufacturing tiles. Based on this result, the following invention is provided.
〔1〕素地の表面に、所定の焼成温度で溶融せず、かつ乳白剤を含有する下地層を形成する工程と、
前記下地層の上に、インクで印刷する工程と、
焼成する工程と、を備えるタイルの製造方法。
[1] A step of forming a base layer on the surface of the substrate, which does not melt at a predetermined firing temperature and contains an emulsion.
The process of printing with ink on the base layer,
A method of manufacturing tiles, comprising a firing step.
本発明のタイルの製造方法によれば、下地層は釉層のように溶融しないため、顔料の下地層への拡散が抑制される。よって、柄が滲むことがなく高精細な意匠が得られる。また、顔料の下地層への拡散が抑制されるため少量のインクで濃い色が出せるから、インクコストも低減できる。 According to the method for producing tiles of the present invention, the base layer does not melt like the glaze layer, so that the diffusion of the pigment into the base layer is suppressed. Therefore, a high-definition design can be obtained without blurring the pattern. In addition, since the diffusion of the pigment into the base layer is suppressed, a dark color can be produced with a small amount of ink, so that the ink cost can be reduced.
ここで、本開示の望ましい例を示す。
〔2〕前記下地層は、エンゴーベから形成されている、〔1〕に記載のタイルの製造方法。
この構成では、柄が滲むことがなく高精細な意匠が得られ、インクコストも低減できる。
Here, a desirable example of the present disclosure is shown.
[2] The method for producing tiles according to [1], wherein the base layer is formed of Engove.
With this configuration, a high-definition design can be obtained without blurring the pattern, and the ink cost can be reduced.
〔3〕更に、前記加飾層の上に釉を施釉する工程を備える、
〔1〕又は〔2〕に記載のタイルの製造方法。
この構成では、釉層により加飾層が保護されたタイルを製造できる。
[3] Further, a step of applying a glaze on the decorative layer is provided.
The method for manufacturing tiles according to [1] or [2].
In this configuration, it is possible to manufacture tiles in which the decorative layer is protected by the glaze layer.
〔4〕素地と、
前記素地の表面に形成された、乳白剤を含有するエンゴーベの下地層と
前記下地層の上に形成された加飾層と、を備えるタイル。
この構成のタイルは、エンゴーベの下地層があるから、加飾層の柄が滲んでおらず、高精細な意匠を備えている。
[4] Base material and
A tile including a base layer of Engobe containing a milky white agent formed on the surface of the substrate and a decorative layer formed on the base layer.
Since the tiles of this configuration have an engove base layer, the pattern of the decorative layer is not blurred and has a high-definition design.
〔5〕更に、前記加飾層の上に形成された施釉層を備える〔4〕に記載のタイル。
この構成のタイルは、施釉層により加飾層が保護される。
[5] The tile according to [4], further comprising a glazed layer formed on the decorative layer.
The tiles of this configuration have a glazed layer that protects the decorative layer.
以下、本開示を詳しく説明する。なお、"x〜y"という範囲を示す表記は、特に断りが無い限り、当該範囲にxとyが入るものとする。 Hereinafter, the present disclosure will be described in detail. Unless otherwise specified, the notation indicating the range "x to y" shall include x and y in the range.
1.タイル1の製造方法
タイル1の製造方法は、下地層5を形成する工程と、インク7で印刷する工程と、焼成する工程と、を備える(図1〜4参照)。
(1)下地層5を形成する工程
下地層5を形成する工程は、素地3の表面に、所定の焼成温度で溶融せず、かつ乳白剤を含有する下地層5を形成する工程である(図1,2参照)。
1. 1. Manufacturing Method of
(1) Step of Forming
(1.1)素地3
素地3の組成は、特に限定されない。素地主原料としては基本的に従来熔化質素地用原料として使用されているものを用いることができる。例えば、その組成の例として、長石、珪石、蝋石、石灰石、蛙目粘土、及び木節粘土からなる群より選択される1種以上を含む組成が好適に採用される。例えば、素地3の組成として、素地全体を100重量部とした場合に、木節粘土20重量部〜60重量部、長石40重量部〜80重量部の組成が例示される。
(1.1)
The composition of the
(1.2)下地層5
下地層5は、所定の焼成温度で溶融せず、かつ乳白剤を含有する。
所定の焼成温度とは、焼成する工程における焼成温度を意味する。焼成温度は、特に限定されず、下地層5を形成するための原料、素地3の組成等によって適宜変更される。所定の焼成温度は、例えば、1050℃〜1250℃が好ましく、1100℃〜1200℃がより好ましい。
下地層5は、乳白剤を含有している。乳白剤は、特に限定されないが、例えばジルコンが挙げられる。乳白剤によって、素地3の色を補正して、加飾層9による仕上がりをよくするためである。
下地層5は、エンゴーベによって形成されていることが好ましい。エンゴーベは、化粧土とも呼ばれる。エンゴーベは、粘土を主成分(80重量%以上)とし、素地3の表面の状態を改善するものである。エンゴーベの組成は、特に限定されない。例えば、エンゴーベは、(a)白色に焼き上がる粘土又はその他の適当な粘土、(b)種々の形の珪酸(珪砂、珪石、石英等)、(c)少なくとも2種類のフラックス(1種類だけを用いてもよいが2種類用いた方が一層安定なガラスができ、粘土粒子が一層強固に結合される)からなる。カリは優れたフラックスで、石灰とともに用いる。カリは長石あるいはベグマイトとして加え、石灰は胡粉およびときに焼石膏の形で加える。代表的なエンゴーベの組成は次のようである。
1種類のフラックス用
〔例1〕CaO・0.5Al2O3・4SiO2
〔例2〕0.15K2O・Al2O3・5SiO2
2種類のフラックス用
〔例3〕0.7CaO 0.5Al2O3・4SiO2
0.3K2O
エンゴーベの調製は釉と同様に行う。微粉砕した原料を水と混合し、適当な稠度の泥漿にする。粗粒を除き、同時に十分に混合されるように篩を通す。
(1.2)
The
The predetermined firing temperature means the firing temperature in the firing step. The firing temperature is not particularly limited, and is appropriately changed depending on the raw material for forming the
The
The
For one flux EXAMPLE 1 CaO · 0.5Al 2 O 3 · 4SiO 2
EXAMPLE 2 0.15K 2 O · Al 2 O 3 · 5SiO 2
For two flux EXAMPLE 3 0.7CaO 0.5Al 2 O 3 · 4SiO 2
0.3K 2 O
Engobe is prepared in the same manner as glaze. The finely ground raw material is mixed with water to make a slurry of appropriate consistency. Remove the coarse particles and sift through to mix well at the same time.
エンゴーベの特に好適な組成を例示する。以下の組成では、エンゴーベ全体を100重量部としている。
蛙目粘土 :10重量部〜20重量部
カオリン :10重量部〜20重量部
長石 :30重量部〜50重量部
炭酸カルシウム:5重量部〜15重量部
ジルコン :10重量部〜30重量部
A particularly suitable composition of Engove is illustrated. In the composition below, the entire Engobe is 100 parts by weight.
Clay: 10 parts by weight to 20 parts by weight Kaolin: 10 parts by weight to 20 parts by weight Feldspar: 30 parts by weight to 50 parts by weight Calcium carbonate: 5 parts to 15 parts by weight Zyrcon: 10 parts by weight to 30 parts by weight
下地層5を形成する際には、泥漿を素地3に塗布する。例えば、エンゴーベ100重量部に、水40重量部〜60重量部、任意成分としてのトリポリリン酸ソーダ0.1重量部〜0.5重量部を添加した泥漿を素地3に塗布する。
泥漿の比重は、固形分の沈殿を抑制し、塗布後の乾燥を速めて均一な層を形成させる等の観点から、1.4以上が好ましく、1.5以上がより好ましい。他方、泥漿の比重は、適切な粘度に調整するために多くの添加剤を必要とするなど、塗布する際の取扱い性の観点から、1.8以下が好ましく、1.7以下がより好ましい。これらの観点から、泥漿の比重は、1.4〜1.8が好ましく、1.5〜1.7がより好ましい。
泥漿の粘度は、固形分の沈殿を抑制する等の観点から、50mPa・s以上が好ましく、80mPa・s以上がより好ましい。他方、泥漿の粘度は、吐出状態が安定せず、均一な塗布層が形成しにくいなど、塗布する際の取扱い性の観点から、150mPa・s以下が好ましく、120mPa・s以下がより好ましい。これらの観点から、泥漿の比重は、50mPa・s〜150mPa・sが好ましく、80mPa・s〜120mPa・sがより好ましい。
泥漿における粒子の粒度は、粒度分布測定機にて測定される平均粒子径(D50)が、次の範囲にあることが好ましい。平均粒子径(D50)は、素地3へのエンゴーベの過度の浸み込みを抑制するという観点から、2μm以上が好ましく、4μm以上がより好ましい。他方、平均粒子径(D50)は、下地層5の仕上げを良くするという観点から、8μm以下が好ましく、6μm以下がより好ましい。これらの観点から、平均粒子径(D50)は、2μm〜8μmが好ましく、4μm〜6μmがより好ましい。なお、粒度分布測定機としては、レーザー回折式粒度分布測定機を用いる。
When forming the
The specific gravity of the slurry is preferably 1.4 or more, more preferably 1.5 or more, from the viewpoints of suppressing the precipitation of solid content, accelerating the drying after application and forming a uniform layer. On the other hand, the specific gravity of the slurry is preferably 1.8 or less, more preferably 1.7 or less, from the viewpoint of handleability at the time of application, for example, a large amount of additives are required to adjust the viscosity to an appropriate level. From these viewpoints, the specific gravity of the slurry is preferably 1.4 to 1.8, more preferably 1.5 to 1.7.
The viscosity of the slurry is preferably 50 mPa · s or more, more preferably 80 mPa · s or more, from the viewpoint of suppressing the precipitation of solid content. On the other hand, the viscosity of the slurry is preferably 150 mPa · s or less, and more preferably 120 mPa · s or less, from the viewpoint of handleability at the time of coating, such as unstable discharge state and difficulty in forming a uniform coating layer. From these viewpoints, the specific gravity of the slurry is preferably 50 mPa · s to 150 mPa · s, more preferably 80 mPa · s to 120 mPa · s.
Regarding the particle size of the particles in the slurry, it is preferable that the average particle size (D50) measured by the particle size distribution measuring machine is in the following range. The average particle size (D50) is preferably 2 μm or more, and more preferably 4 μm or more, from the viewpoint of suppressing excessive penetration of Engobe into the
(1.3)塗布方法及び塗布量
素地3の表面に、下地層5を形成するために、泥漿を塗布する塗布方法は、特に限定されない。
塗布方法は、例えば、スプレー法、ロールコート法、浸漬法、グラビアコート法、ダイコート法、カーテンコート法等、一般的な塗布方法から適宜選択することができる。
塗布量は、特に限定されない。塗布量は、素地3の色を補正して、加飾層9による仕上がりをよくするとの観点から100mm×100mmの面積当たり、2g以上が好ましく、3g以上がより好ましい。他方、塗布量は、製造コストの観点から、6g以下が好ましく、5g以下がより好ましい。これらの観点から、塗布量は、2g〜6gが好ましく、3g〜5gがより好ましい。
(1.3) Coating method and coating amount The coating method for applying the slurry in order to form the
The coating method can be appropriately selected from general coating methods such as a spray method, a roll coating method, a dipping method, a gravure coating method, a die coating method, and a curtain coating method.
The coating amount is not particularly limited. The amount of coating is preferably 2 g or more, and more preferably 3 g or more, per 100 mm × 100 mm area from the viewpoint of correcting the color of the
(1.4)塗布時の素地3の温度
塗布時の素地3の温度は、特に限定さない。塗布時の素地3の温度は、泥漿の乾燥速度を上げて生産性を高めるとの観点から、50℃以上が好ましく、60℃以上がより好ましい。他方、塗布時の素地3の温度は、泥漿を素地3表面で十分にレベリングさせてから乾燥させるという観点から、通常90℃以下である。
(1.4) Temperature of the
(2)インク7で印刷する工程
この工程は、下地層5の上に、インク7(無機顔料インク)で印刷する工程である(図3参照)。なお、加飾層9は、インク7が焼成されて形成される(図4参照)。
印刷としては、特に限定されず、種々の印刷を採用することができる。このような印刷として、例えば、インクジェット印刷、スクリーン印刷、ディスペンサ印刷、凸版印刷(フレキソ印刷)、昇華型印刷、オフセット印刷、レーザープリンタ印刷(トナー印刷)、凹版印刷(グラビア印刷)、コンタクト印刷、マイクロコンタクト印刷等を挙げることができる。
(2) Step of Printing with
The printing is not particularly limited, and various types of printing can be adopted. Such printing includes, for example, inkjet printing, screen printing, dispenser printing, letterpress printing (flexo printing), sublimation printing, offset printing, laser printer printing (toner printing), concave printing (gravure printing), contact printing, micro. Contact printing and the like can be mentioned.
インク7は、無機顔料及び分散媒を必須成分とするものである。分散性、発色性の観点から、無機顔料の平均粒子径は、0.2〜5.0μmであることが好ましい。
The
無機顔料成分は、特に限定されない。無機顔料成分としては、例えば、酸化チタン、硫化亜鉛、黒色系酸化鉄、黒色系銅酸化物、黒色系クロム酸化物、黄色系酸化鉄、黄色系ニッケルチタン、硫化カドミウム、セレン、セレン化カドミウム、クロム酸鉛、モリブデン酸鉛、赤色系酸化鉄、酸化コバルト、含水酸化クロム、酸化クロム、金、鉛アンチモン、酸化ニッケル、酸化マンガン、酸化ネオジウム、酸化エルビウム、酸化セリウム、酸化アルミニウム、アルミニウム、ブロンズ、雲母、カーボンブラック、炭酸カルシウム、硫酸バリウム、酸化亜鉛、三酸化アンチモン、硫化水銀カドミウム、紺青、群青等が挙げられるが、これに限定されず使用可能である。また、これらは単品、混合物、複塩、又は錯塩としても使用することが可能である。 The inorganic pigment component is not particularly limited. Examples of the inorganic pigment component include titanium oxide, zinc sulfide, black iron oxide, black copper oxide, black chromium oxide, yellow iron oxide, yellow nickel titanium, cadmium sulfide, selenium, and cadmium selenium. Lead chromate, lead molybdate, red iron oxide, cobalt oxide, chromium hydroxide-containing, chromium oxide, gold, lead antimony, nickel oxide, manganese oxide, neodium oxide, erbium oxide, cerium oxide, aluminum oxide, aluminum, bronze, Mica, carbon black, calcium carbonate, barium sulfate, zinc oxide, antimony trioxide, chadomium sulfide, dark blue, ultramarine, etc. can be used, but the present invention is not limited to these. They can also be used as single products, mixtures, double salts, or complex salts.
インク7中の無機顔料を分散させる分散媒は、特に限定されないが、好ましくは有機溶媒が用いられる。また、分散媒として、水も使用可能である。なお、無機顔料のインク7中に分散剤を使用することにより無機顔料の分散性がよくなる。
The dispersion medium for dispersing the inorganic pigment in the
(3)焼成する工程
この工程は、印刷後に、所定温度で焼成する工程である。焼成温度は、「(1.2)下地層5」の欄に記載した通りである。すなわち、焼成温度は、特に限定されず、下地層5を形成するための原料、素地3の組成等によって適宜変更される。所定の焼成温度は、例えば、1050℃〜1250℃が好ましく、1100℃〜1200℃がより好ましい。
(3) Baking Step This step is a step of firing at a predetermined temperature after printing. The firing temperature is as described in the column of "(1.2)
(4)任意工程
タイル1の製造方法では、更に、インク7の上に釉11を施釉する工程(以下、「施釉工程」ともいう)を備えてもよい(図3,5参照)。釉11は、焼成により上釉層13(「施釉層」に相当)となる(図6参照)。なお、この任意工程を備えるタイル1の製造方法では、図1〜3、5、6の流れの製造方法となる。この施釉工程を備えた製造方法では、(A)下地層5を形成する工程、インク7で印刷する工程、施釉工程、焼成工程を順に行う製造方法であってもよいし、(B)下地層5を形成する工程、インク7で印刷する工程、第1焼成工程、施釉工程、第2焼成工程を順に行う製造方法であってもよい。(B)の製造方法が採用される場合には、第1焼成工程の焼成温度が、例えば1050℃〜1250℃であり、第2焼成工程の焼成温度が、第1焼成工程の焼成温度よりも低く設定される。このように、第2焼成工程の焼成温度を、第1焼成工程の焼成温度よりも低く設定することで所望の色を出すことができる。
釉11(釉薬)は、特に限定されない。
釉11の好適な組成を例示する。以下の組成では、釉11の固形分全体を100重量部としている。
フリット :5重量部〜40重量部
長石 :5重量部〜40重量部
カオリン :1重量部〜10重量部
珪砂 :10重量部〜40重量部
アルミナ :10重量部〜20重量部
炭酸カルシウム:5重量部〜25重量部
尚、炭酸カルシウムは、炭酸バリウムもしくは炭酸ストロンチウムのいずれかまたは両方に一部もしくは全量を置き換えることができる。
(4) Arbitrary Step The
The glaze 11 (glaze) is not particularly limited.
The suitable composition of the
Frit: 5 parts by weight to 40 parts by weight Feldspar: 5 parts by weight to 40 parts by weight Kaolin: 1 part by weight to 10 parts by weight Silica sand: 10 parts by weight to 40 parts by weight Alumina: 10 parts by weight to 20 parts by weight Calcium carbonate: 5 parts by weight Parts to 25 parts by weight Calcium carbonate can be partially or wholly replaced with either or both of feldspar carbonate and strontium carbonate.
2.タイル1
タイル1の積層構造は、図4又は6の構成となる。
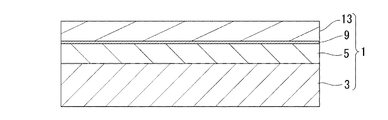
すなわち、第1の態様におけるタイル1は、素地3と、素地3の表面に形成された下地層5と、下地層5の上に形成された加飾層9と、を備える(図4参照)。また、第2の態様におけるタイル1は、素地3と、素地3の表面に形成された下地層5と、下地層5の上に形成された加飾層9と、加飾層9の上に形成された上釉層13と、を備える(図6参照)。なお、下地層5は、乳白剤を含有するエンゴーベから形成されている。
「素地3」「下地層5」「エンゴーベ」については、「1.タイル1の製造方法」で説明したことが、そのまま「2.タイル1」についても適用される。
「加飾層9」は、「1.タイル1の製造方法」で説明したインク7が焼成して形成された層である。「加飾層9」は、インク7の無機顔料成分を含んでなる。
「上釉層13」は、「1.タイル1の製造方法」で説明した釉11が熔融して形成されている。
素地3の厚みは、特に限定されない。素地3の厚みは、タイル1の強度等の観点から、例えば、4mm〜13mmが好ましい。下地層5の厚みは、特に限定されない。下地層5の厚みは、素地3へのインク7の浸み込みを防止するとともに、製造コストの観点から40μm〜140μmが好ましい。上釉層13の厚みは、加飾層9の保護の観点から20μm〜120μmが好ましい。
2.
The laminated structure of the
That is, the
Regarding "
The “decorative layer 9” is a layer formed by firing the
The "
The thickness of the
3.本実施形態の効果
本実施形態のタイル1の製造方法によれば、下地層5は釉層のように溶融しないため、インク7(顔料)の下地層5への拡散が抑制される。よって、柄が滲むことがなく高精細な意匠が得られる。また、インク7(顔料)の下地層5への拡散が抑制されるため少量のインク7で濃い色が出せるから、インクコストも低減できる。
本実施形態のタイル1は、下地層5によって柄が滲むことなく高精細な意匠を備えている。また、この構成のタイル1を製造する際に、インクコストが低減されるから、コスト的に有利である。
3. 3. Effect of the present embodiment According to the manufacturing method of the
The
以下、実施例により更に具体的に説明する。なお、以下の説明で「%」は重量基準である。 Hereinafter, a more specific description will be given with reference to Examples. In the following explanation, "%" is based on weight.
1.素地の調製
木節粘土40%、長石60%の配合で2kg調合し、水量50%、トリポリリン酸ソーダ0.3%添加して、ポットミルを用いて8時間微粉砕を行った。レーザー回折式粒度分布測定機(マイクロトラック)による平均粒子径(D50)は8μmであった。得られた泥漿を乾燥後、含水率7%になるように加水しネットデシンにより造粒体を得た。
油圧プレスにより成形圧力28MPaで一軸加圧成形し100×100×6mmの成形体を得、80℃で24時間乾燥した。
1. 1. Preparation of substrate 2 kg was prepared with a mixture of 40% Kibushi clay and 60% feldspar, 50% of water and 0.3% of sodium tripolyphosphate were added, and the mixture was finely pulverized for 8 hours using a pot mill. The average particle size (D50) by the laser diffraction type particle size distribution measuring machine (Microtrack) was 8 μm. After drying the obtained slurry, water was added so as to have a water content of 7%, and granules were obtained by netdecine.
A uniaxial pressure molding was performed at a molding pressure of 28 MPa by a hydraulic press to obtain a molded product having a size of 100 × 100 × 6 mm, which was dried at 80 ° C. for 24 hours.
2.エンゴーベを含む泥漿の調製
蛙目粘土15%、カオリン15%、長石40%、炭酸カルシウム10%、ジルコン20%の配合で2kg調合し、水量50%、トリポリリン酸ソーダ0.3%添加して、ポットミルを用いて8時間微粉砕を行い、得られた泥漿を比重1.6、粘度100mPa・sに調整してエンゴーベを含む泥漿とした。その粒度は素地と同じ粒度分布測定機で測定したところ、平均粒子径(D50)5μmであった。
2. Preparation of slurry containing engobe 2 kg of slurry containing 15% frog clay, 15% kaolin, 40% feldspar, 10% calcium carbonate, and 20% zircon was prepared, and 50% of water and 0.3% of sodium tripolyphosphate were added. The slurry was finely pulverized for 8 hours using a pot mill, and the obtained slurry was adjusted to a specific gravity of 1.6 and a viscosity of 100 mPa · s to obtain a slurry containing feldspar. The particle size was measured with the same particle size distribution measuring machine as the substrate, and the average particle size (D50) was 5 μm.
3.釉の調製
フリット30%、カオリン5%、珪砂30%、アルミナ20%、炭酸カルシウム15%の配合で2kg調合し、水量50%、トリポリリン酸ソーダ0.3%添加して、ポットミルを用いて8時間微粉砕を行い、得られた泥漿を比重1.6、粘度100mPa・sに調整して釉とした。その粒度は素地と同じ粒度分布測定機で測定したところ、平均粒子径(D50)2μmであった。
3. 3. Preparation of glaze 2 kg of frit 30%,
4.試験体の作製、及びその評価
乾燥させた素地を室温(25℃)まで冷却した後、直接インクジェット印刷したものを試験体Aとした。
80℃に維持した乾燥素地にエンゴーベ含有の泥漿をスプレー塗布(塗布量4g/成形体1枚当り)し、室温(25℃)まで冷却した後、インクジェット印刷し、その後釉をスプレー塗布(塗布量3g/成形体1枚当り)したものを試験体Bとした。
80℃に維持した乾燥素地にエンゴーベ含有の泥漿をスプレー塗布(塗布量4g/成形体1枚当り)し、続いて釉をスプレー塗布(塗布量3g/成形体1枚当り)した後、室温(25℃)まで冷却しインクジェット印刷したものを試験体Cとした。
試験体A、B、Cを、電気炉を用いて昇温速度10℃/分、最高温度1140℃で1時間保持した後、自然放冷するという条件で焼成し、室温まで冷却した後、印刷状態を確認した。
なお、インクジェット印刷に用いたインクは金属酸化物微粒子を有機溶媒に分散させた顔料インクである。
4. Preparation of Specimen and Evaluation thereof Specimen A was obtained by directly inkjet printing after cooling the dried substrate to room temperature (25 ° C.).
A dry substrate maintained at 80 ° C. is spray-coated with engove-containing mud (coating amount 4 g / per molded product), cooled to room temperature (25 ° C.), inkjet printed, and then glaze is spray-coated (coating amount). 3 g / per molded product) was used as the test body B.
Engobe-containing mud is spray-applied (applied amount 4 g / per molded body) to a dry substrate maintained at 80 ° C., and then glaze is spray-applied (applied amount 3 g / per molded body), and then at room temperature (applied amount 3 g / per molded body). The test piece C was cooled to 25 ° C.) and spray-printed.
Specimens A, B, and C are held in an electric furnace at a heating rate of 10 ° C./min and a maximum temperature of 1140 ° C. for 1 hour, then fired under the condition of allowing to cool naturally, cooled to room temperature, and then printed. I checked the status.
The ink used for inkjet printing is a pigment ink in which metal oxide fine particles are dispersed in an organic solvent.
5.評価結果
結果を表1に示す。
表1における評価は、以下のようにした。
「○」…印刷後のインクの滲みなし。焼成後のインクの滲みなし。
「△」…印刷後のインクの滲みなし。焼成後のインクの滲みあり。
「×」…印刷後のインクの滲みあり。焼成後のインクの滲みあり。
試験体Aでは印刷されたインクが素地に浸透せず、インクが素地上に浮いている状態で滲んでしまっており、狙った印刷状態が得られなかった。試験体Bでは印刷後、焼成後もインクの滲みはなく狙い通りの良好な印刷状態が得られた。試験体Cでは印刷後はインクの滲みはみられなかったが、焼成後は試験体Aほどの滲みではないものの、滲んでいる状態であった。
5. Evaluation results The results are shown in Table 1.
The evaluation in Table 1 was as follows.
"○" ... No ink bleeding after printing. No ink bleeding after firing.
“△”… No ink bleeding after printing. There is ink bleeding after firing.
“×”… There is ink bleeding after printing. There is ink bleeding after firing.
In the test piece A, the printed ink did not penetrate into the substrate, and the ink was bleeding while floating on the substrate, so that the desired printing state could not be obtained. In the test body B, there was no ink bleeding even after printing and firing, and a good printing state as intended was obtained. No ink bleeding was observed in the test body C after printing, but it was in a bleeding state after firing, although it was not as bleeding as the test body A.

試験体Aのように素地表面はインク受容層としては機能しないこと、一方、試験体Bのエンゴーベ層(下地層に相当)又は試験体Cの釉層はインク受容層として機能していることが確認できた。更に、試験体Bのエンゴーベ層は溶融してガラス化しないため、インク中の顔料粒子がエンゴーベ層中に拡散しないため、滲むことなく鮮明な印刷状態が得られた。これに対し、試験体Cでは、釉層は焼成により溶融してガラス化し、インク中の顔料粒子はガラス化した釉層中に拡散してしまうため、滲んだように見え印刷状態が試験体Bより劣ってしまったものと考えられる。よって、焼成過程においても緻密化はするが、溶融してガラス化までにはならないエンゴーベ層にインクジェット印刷することにより、インクが滲むことなく鮮明な印刷状態を得ることができることがわかった。 The substrate surface does not function as an ink receiving layer like the test body A, while the engove layer (corresponding to the base layer) of the test body B or the glaze layer of the test body C functions as an ink receiving layer. It could be confirmed. Further, since the Engove layer of the test piece B is not melted and vitrified, the pigment particles in the ink are not diffused into the Engobe layer, so that a clear printed state can be obtained without bleeding. On the other hand, in the test body C, the glaze layer is melted and vitrified by firing, and the pigment particles in the ink are diffused into the vitrified glaze layer, so that the glaze layer looks blurred and the printed state is the test body B. It is thought that it was inferior. Therefore, it was found that a clear printed state can be obtained without ink bleeding by performing inkjet printing on the Engove layer, which is densified even in the firing process but does not melt and become vitrified.
本発明は上記で詳述した実施形態に限定されず、本発明の請求項に示した範囲で様々な変形又は変更が可能である。 The present invention is not limited to the embodiments detailed above, and various modifications or modifications can be made within the scope of the claims of the present invention.
1 …タイル
3 …素地
5 …下地層
7 …インク
9 …加飾層
11…釉
13…上釉層(施釉層)
1 ...
Claims (5)
前記下地層の上に、インクで印刷する工程と、
焼成する工程と、を備えるタイルの製造方法。 A step of forming a base layer on the surface of the substrate that does not melt at a predetermined firing temperature and contains an opalescent agent.
The process of printing with ink on the base layer,
A method of manufacturing tiles, comprising a firing step.
請求項1又は2に記載のタイルの製造方法。 Further, a step of applying glaze on the ink is provided.
The method for manufacturing tiles according to claim 1 or 2.
前記素地の表面に形成された、乳白剤を含有するエンゴーベの下地層と、
前記下地層の上に形成された加飾層と、を備えるタイル。 The substrate and
An underlayer of Engobe containing an opalescent agent formed on the surface of the substrate,
A tile comprising a decorative layer formed on the base layer.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019081426A JP2020176041A (en) | 2019-04-23 | 2019-04-23 | Manufacturing method of tile, and tile |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019081426A JP2020176041A (en) | 2019-04-23 | 2019-04-23 | Manufacturing method of tile, and tile |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020176041A true JP2020176041A (en) | 2020-10-29 |
Family
ID=72936106
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019081426A Pending JP2020176041A (en) | 2019-04-23 | 2019-04-23 | Manufacturing method of tile, and tile |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020176041A (en) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5590483A (en) * | 1978-12-25 | 1980-07-09 | Tanto Kk | Ceramic tile glazing art and device |
| JP2005170705A (en) * | 2003-12-09 | 2005-06-30 | Seiren Co Ltd | Method for inkjet printing onto inorganic substrate |
| JP2011026765A (en) * | 2009-07-21 | 2011-02-10 | Toray Amenity & Civil Engineering Co Ltd | Automobile tunnel structure |
| US20170107379A1 (en) * | 2015-10-19 | 2017-04-20 | Merck Patent Gmbh | Pigment/frit mixtures |
| CN107188614A (en) * | 2017-03-23 | 2017-09-22 | 江西和美陶瓷有限公司 | A kind of self-cleaning antibacterial ceramic glaze decorations brick and its manufacturing process |
-
2019
- 2019-04-23 JP JP2019081426A patent/JP2020176041A/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5590483A (en) * | 1978-12-25 | 1980-07-09 | Tanto Kk | Ceramic tile glazing art and device |
| JP2005170705A (en) * | 2003-12-09 | 2005-06-30 | Seiren Co Ltd | Method for inkjet printing onto inorganic substrate |
| JP2011026765A (en) * | 2009-07-21 | 2011-02-10 | Toray Amenity & Civil Engineering Co Ltd | Automobile tunnel structure |
| US20170107379A1 (en) * | 2015-10-19 | 2017-04-20 | Merck Patent Gmbh | Pigment/frit mixtures |
| CN107188614A (en) * | 2017-03-23 | 2017-09-22 | 江西和美陶瓷有限公司 | A kind of self-cleaning antibacterial ceramic glaze decorations brick and its manufacturing process |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN105948503B (en) | A kind of abrasion-resistant clear glaze and the method using its preparation glazed tile | |
| CN106518029B (en) | A kind of marble Ceramic Tiles preparation method with metallic luster recess texture | |
| CN105948714B (en) | A kind of preparation method of imitating natural marble glazed tile | |
| CN109455933B (en) | Crystalline glaze and ceramic tile prepared from same | |
| CN106542735B (en) | A kind of wear-resisting complete super flat thick throwing glaze of raw material and its application | |
| CN112225454B (en) | Low-glossiness high-stain-resistance composite glaze, granite ceramic tile using composite glaze and preparation method of granite ceramic tile | |
| CN109867446B (en) | Ultra-flat frit dry particle glaze fully-polished brick and preparation method thereof | |
| CN112645597B (en) | Double-layer flow difference reaction glaze and preparation method thereof | |
| CN104140297A (en) | Glaze and preparation of embossment phantom glazed brick | |
| CN104961439A (en) | High-strength multi-purpose ceramic production technique | |
| CN109455934B (en) | Ceramic tile with stream color decoration effect and preparation method thereof | |
| CN105948820A (en) | Wear-resistant glaze and method for preparing glazed tile by utilizing the same | |
| CN108996905B (en) | High-hardness wear-resistant ceramic tile and preparation method thereof | |
| KR101953542B1 (en) | Method for manufacturing a heat-resistant ceramic using a multi-colored high-strength pigment composition for ceramics and a multi-colored high-strength pigment composition for ceramics and a heat-resistant ceramic | |
| CN106810297B (en) | Production process of ceramic tile with high-brightness matte surface and precious metal luster | |
| CN115849713B (en) | Digital satin protective glaze and product and preparation method thereof | |
| CN109095769A (en) | A kind of unglazed glaze and the preparation method and application thereof | |
| CN110104952A (en) | A kind of super abrasive Dali stone ceramic tile formula and processing technology | |
| CN109970346A (en) | It is a kind of for the flash glaze of glass Mosaic and the preparation process of glass Mosaic | |
| JP2005350327A (en) | Decorated ceramic body, its production method, and glaze preparation | |
| JP2007284279A (en) | Decorated ceramic article, method for manufacturing the same, and ink for inkjet | |
| JPH07300359A (en) | Glaze plate and production thereof | |
| CN114014697A (en) | Metal decorative glaze marble ceramic tile and preparation method thereof | |
| CN111453994B (en) | White glaze, ceramic tile and preparation method of ceramic tile | |
| CN105541112A (en) | A super-flat glaze frit and a method of manufacturing super spar from the same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20210120 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220221 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221228 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230110 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20230629 |