JP2020122082A - Composite body - Google Patents
Composite body Download PDFInfo
- Publication number
- JP2020122082A JP2020122082A JP2019014866A JP2019014866A JP2020122082A JP 2020122082 A JP2020122082 A JP 2020122082A JP 2019014866 A JP2019014866 A JP 2019014866A JP 2019014866 A JP2019014866 A JP 2019014866A JP 2020122082 A JP2020122082 A JP 2020122082A
- Authority
- JP
- Japan
- Prior art keywords
- layer
- adhesive
- composite
- maximum elongation
- thin layer
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Abstract
Description
本発明は、複合体に関し、特に異種材料間の接着剤として利用できる複合体に関する。 The present invention relates to a composite, and more particularly to a composite that can be used as an adhesive between different materials.
近年、自動車部品の軽量化が求められており、アルミニウム合金やマグネシウム合金などの金属材料、プラスチックや炭素繊維強化プラスチックなどの軽量材料等の適用検討が進められている。軽量化の実現には従来の金属材料と軽量材料などの複合化が必須である。複合化する際の接合手法として、主に接着剤が用いられている。 In recent years, there has been a demand for weight reduction of automobile parts, and application studies of metal materials such as aluminum alloys and magnesium alloys and lightweight materials such as plastics and carbon fiber reinforced plastics are being promoted. In order to realize weight reduction, it is essential to combine conventional metal materials and light weight materials. An adhesive is mainly used as a joining method when forming a composite.
例えば、金属−プラスチック間、ガラス−プラスチック間のような異種材料間でも十分な接着力を発揮できる異種材料間接着用接着剤として、(メタ)アクリル系接着剤成分またはエポキシ系接着剤成分と、イミン構造を有する変性ポリビニルアセタールとを含有する接着剤が開示されている(特許文献1)。 For example, a (meth)acrylic-based adhesive component or an epoxy-based adhesive component and an imine-based adhesive component as an adhesive for indirect wearing of different materials capable of exhibiting sufficient adhesive force even between different materials such as metal-plastic and glass-plastic. An adhesive containing a modified polyvinyl acetal having a structure is disclosed (Patent Document 1).
ポリエチレンと異種材料の接合方法として、スチレンとゴムのセグメントをもつ熱可塑ポリマーをポリエチレンの表面に固着させ、次いで、ゴムを必須の成分とする接着剤を用いてポリエチレン以外の異種材料を接着するようにした接合方法が知られている(特許文献2)。 As a method for joining polyethylene and dissimilar materials, a thermoplastic polymer having styrene and rubber segments is fixed to the surface of polyethylene, and then a dissimilar material other than polyethylene is bonded using an adhesive containing rubber as an essential component. The joining method described above is known (Patent Document 2).
異なる2つの基質を互いに接着させるための両面接着テープとして、ABC3層の製品構造を有する接着テープが開示されている(特許文献3)。A層としては少なくとも+30℃の特徴的活性化温度TAを示す熱活性化可能接着剤であり、B層としては架橋したポリウレタン担体材料で構成されており、C層としてはポリアクリレートおよび/またはポリメタアクリレートが基になっていて+15℃以下の静的ガラス転移温度を示す感圧接着剤である。 An adhesive tape having an ABC3 layer product structure is disclosed as a double-sided adhesive tape for adhering two different substrates to each other (Patent Document 3). The A layer is a heat-activatable adhesive having a characteristic activation temperature T A of at least +30° C., the B layer is composed of a crosslinked polyurethane carrier material, the C layer is a polyacrylate and/or It is a pressure sensitive adhesive based on polymethacrylate and showing a static glass transition temperature of +15°C or less.
特許文献1に記載された技術は、硬化後の接着層が硬く、異種材料の線膨張係数差を緩和できない。そのため接着層へ応力がかかり、十分な接着強度を発揮できないおそれがある。
In the technique described in
特許文献2に記載された接合方法は、ポリエチレンを他の材料に接着させるための技術であり、異種材料間の線膨張係数差を考慮していない。そのため、十分な接着強度を発揮できないおそれがある。 The joining method described in Patent Document 2 is a technique for adhering polyethylene to another material, and does not consider the difference in linear expansion coefficient between different materials. Therefore, there is a possibility that sufficient adhesive strength cannot be exhibited.
特許文献3には3層構造の接着テープが開示されているが、接着強度を高めることができるエポキシ接着剤について考慮されておらず、自動車部品などの構造材への十分な接着強度を発揮できないおそれがある。 Patent Document 3 discloses an adhesive tape having a three-layer structure, but no consideration is given to an epoxy adhesive that can increase the adhesive strength, and sufficient adhesive strength to structural materials such as automobile parts cannot be exhibited. There is a risk.
本発明はこのような問題に対処するためになされたものであり、異種材料間を接着させた後の応力を緩和して十分な接着強度を発揮できる接着剤としての複合体の提供を目的とする。 The present invention has been made to address such a problem, and an object thereof is to provide a composite as an adhesive that can relieve stress after bonding different kinds of materials and exhibit sufficient adhesive strength. To do.
本発明の複合体は、第1の薄層(以下、第1層ともいう)を第2層の薄層(以下、第2層ともいう)および第3層の薄層(以下、第3層ともいう)で挟み込んで、第2層および第3層のそれぞれの表面を接着面とする積層構造物からなる複合体である。この複合体は、硬化させた後の第1層の面方向最大伸び率が第2層および第3層の面方向最大伸び率よりも小さいことを特徴とする。ここで、面方向最大伸び率とはJISK7161に準じて測定した測定試料破断時のひずみ率をいう。また、第1層、第2層および第3層の試料は、複合体として硬化したときの硬化条件で、それぞれを単体で硬化させて測定試料とした。 In the composite of the present invention, the first thin layer (hereinafter, also referred to as the first layer) is the second thin layer (hereinafter, also referred to as the second layer) and the third thin layer (hereinafter, the third layer). (Also referred to as “)”, and is a composite body composed of a laminated structure in which the respective surfaces of the second layer and the third layer serve as adhesive surfaces. This composite is characterized in that the maximum elongation in the plane direction of the first layer after curing is smaller than the maximum elongation in the plane direction of the second layer and the third layer. Here, the maximum elongation in the plane direction means the strain rate at the time of breaking the measurement sample measured according to JIS K7161. In addition, the samples of the first layer, the second layer, and the third layer were individually cured under the curing conditions when cured as a composite to obtain measurement samples.
本発明の複合体において、第1層の面方向最大伸び率が3〜10%であり、第2層および第3層の面方向最大伸び率が20〜70%であることを特徴とする。
また、第1層がエポキシ樹脂からなる薄層であり、第2層および第3層がフェノール樹脂およびニトリルゴムからなる薄層であることを特徴とする。
また、上記積層構造物が異種材料同士を接着させるフィルムまたはシート状の接着剤であることを特徴とする。
In the composite of the present invention, the maximum elongation in the plane direction of the first layer is 3 to 10%, and the maximum elongation in the plane direction of the second layer and the third layer is 20 to 70%.
Further, the first layer is a thin layer made of an epoxy resin, and the second layer and the third layer are thin layers made of a phenol resin and a nitrile rubber.
Further, the laminated structure is a film- or sheet-shaped adhesive agent for adhering different materials.
本発明の複合体は、3層の積層構造物からなる複合体であり、中心部の接着層の面方向最大伸び率が表面の接着層の面方向最大伸び率よりも小さいので、異種材料の線膨張係数差を緩和できる。そのため接着層へ応力を少なく抑えることができ、十分な接着強度を発揮できる。 The composite of the present invention is a composite composed of a three-layer laminated structure, and since the maximum elongation in the plane direction of the adhesive layer at the center is smaller than the maximum elongation in the plane direction of the adhesive layer on the surface, The difference in linear expansion coefficient can be relaxed. Therefore, the stress on the adhesive layer can be suppressed to a low level, and sufficient adhesive strength can be exhibited.
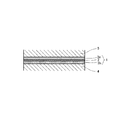
図1を参照して、本発明の複合体の一例を説明する。図1は接着剤として使用している時の複合体の拡大断面図を表す。
複合体1は、第1層2を第2層3aおよび第3層3bで挟み込んだ3層の積層構造物である。第1層2の面方向最大伸び率が3〜10%であり、第2層および第3層の面方向最大伸び率が20〜70%である。すなわち、第1層2の面方向最大伸び率が第2層3aおよび第3層3bの面方向最大伸び率よりも小さい。面方向最大伸び率の異なる接着剤層を積層することにより、被着体4および被着体5間の接着において、接着硬化後の応力が緩和されると共に高い接着強さが得られる。特に被着体4および被着体5が異なる材料間(例えば被着体4が金属類であり、被着体5がプラスチックス類)の接着であっても、第2層3aおよび第3層3bがそれぞれの材料に応じた応力緩和の役割を、第1層2が接着強さを付与することができる。そのため、単一の接着層よりも複合体1は高い接着強さが得られる。
An example of the complex of the present invention will be described with reference to FIG. FIG. 1 shows an enlarged cross-sectional view of the composite when used as an adhesive.
The
第2層3aおよび第3層3bは、面方向最大伸び率が上記範囲内である限り、被着体4および被着体5の材質に応じて変えることもできるし、あるいは同じ材質とすることもできる。複合体1の作りやすさから同じ材質とすることが好ましい。
The second layer 3a and the third layer 3b can be changed according to the materials of the
第1層2、第2層3aおよび第3層3bの層厚さは、被着体4および被着体5の材質、形状、接着の態様に応じて、最適な範囲とすることができる。また、複合体全体の層厚さは、0.05mm〜0.3mmとすることが好ましい。
The layer thicknesses of the first layer 2, the second layer 3a, and the third layer 3b can be set in an optimum range depending on the materials, shapes, and bonding modes of the
複合体1は、被着体4および被着体5を接着するための接着剤として使用する場合、未硬化の状態で両者を接合させて熱硬化させることが好ましい。そのため、第1層2、第2層3aおよび第3層3bの作製方法としては、未硬化の各層を作製して、それぞれを未硬化の状態で積層する方法、被着体の表面に第2層3aおよび第3層3bを塗布してそれらを第1層2と積層する方法、これらの組み合わせ等が挙げられる。
When the
第1層2は、硬化させた後の面方向最大伸び率が3〜10%、好ましくは3〜6%であれば使用できる。面方向最大伸び率が3%未満であると中心の接着層が硬くなりすぎ、10%をこえると接着力が低下する。第1層2としては、接着剤用エポキシ樹脂が好ましい。接着剤用エポキシ樹脂はアミン類や酸無水物類等で硬化させることができるエポキシ基を有する化合物であれば使用できる。接着剤用エポキシ樹脂としては、1液性、2液性のいずれであっても使用できる。また、接着シートとしてのエポキシ樹脂シートも使用できる。エポキシ樹脂シートの市販品としては、例えばソマール株式会社製商品名ソマールEFタイプが挙げられる。 The first layer 2 can be used if the maximum elongation in the plane direction after curing is 3 to 10%, preferably 3 to 6%. If the maximum elongation in the surface direction is less than 3%, the central adhesive layer becomes too hard, and if it exceeds 10%, the adhesive strength decreases. The first layer 2 is preferably an epoxy resin for adhesives. As the epoxy resin for adhesives, any compound having an epoxy group that can be cured with amines or acid anhydrides can be used. As the epoxy resin for adhesives, either one-liquid type or two-liquid type can be used. Also, an epoxy resin sheet as an adhesive sheet can be used. Examples of commercially available products of the epoxy resin sheet include Somar EF type, trade name, manufactured by Somar Corporation.
第2層3aおよび第3層3bは、硬化させた後の面方向最大伸び率が20〜70%、好ましくは50〜70%、より好ましくは50〜60%であれば使用できる。面方向最大伸び率が20%未満であると接着層の応力を緩和することが困難となり、70%をこえると接着力が低下する。
第2層および第3層としては、フェノール樹脂およびニトリルゴムからなる熱硬化型接着剤を好ましく使用できる。ニトリルゴムは分子中に極性の高い基を持つために構造用接着剤などとして接着力が強く、フェノール樹脂は耐熱性に優れている。フェノール樹脂としては、接着剤として使用できる反応性フェノール樹脂が挙げられる。反応性フェノール樹脂としては、それ自身熱反応により硬化するレゾールタイプのフェノール樹脂、あるいは架橋性官能基や硬化剤を含むノボラックタイプのフェノール樹脂が挙げられる。また、フェノール樹脂を配合することにより、第1層2の接合界面においてエポキシ基との反応が生じ第2層3aおよび第3層3bとの界面接着力が高まる。
The second layer 3a and the third layer 3b can be used if the maximum elongation in the plane direction after curing is 20 to 70%, preferably 50 to 70%, more preferably 50 to 60%. If the maximum elongation in the surface direction is less than 20%, it will be difficult to relax the stress of the adhesive layer, and if it exceeds 70%, the adhesive strength will decrease.
For the second layer and the third layer, a thermosetting adhesive made of phenol resin and nitrile rubber can be preferably used. Nitrile rubber has a highly polar group in the molecule and therefore has a strong adhesive force as a structural adhesive and the like, and phenol resin has excellent heat resistance. Phenolic resins include reactive phenolic resins that can be used as adhesives. Examples of the reactive phenol resin include a resol type phenol resin which is itself cured by a thermal reaction, or a novolac type phenol resin containing a crosslinkable functional group and a curing agent. Further, by blending the phenolic resin, a reaction with an epoxy group occurs at the bonding interface of the first layer 2 and the interfacial adhesive force with the second layer 3a and the third layer 3b is enhanced.
フェノール樹脂およびニトリルゴムからなる熱硬化型接着剤の市販品としては、TESA株式会社製の熱活性フィルム(商品名テサHAF)が挙げられる。熱活性フィルムは、両表面が軽い粘着性を有するので、他の素材と仮接着が可能であり、また、例えば、80℃〜100℃程度の低温度において軟化されて熱可逆的な粘着性が発現する。さらに、120℃をこえる高温度、例えば、120℃〜220℃、10〜30分程度の範囲内で非可逆的な化学反応により架橋されて強い接合力が発揮される。この架橋反応は、不可逆的であり、充分な硬化温度、硬化時間および高圧力下で架橋させることにより、150℃以上の耐熱性と、12N/mm2以上の高い接着力が得られる。 Examples of commercially available thermosetting adhesives composed of a phenol resin and nitrile rubber include a heat-activatable film (trade name: TESA HAF) manufactured by TESA Corporation. Since both surfaces of the thermoactive film have a light tackiness, they can be temporarily bonded to other materials, and are softened at a low temperature of, for example, 80° C. to 100° C. to have thermoreversible tackiness. Express. Further, at a high temperature of over 120° C., for example, within a range of 120° C. to 220° C. for about 10 to 30 minutes, crosslinking is performed by an irreversible chemical reaction to exert a strong bonding force. This cross-linking reaction is irreversible, and when cross-linked at a sufficient curing temperature, curing time and high pressure, heat resistance of 150° C. or higher and high adhesive strength of 12 N/mm 2 or higher can be obtained.
本発明の複合体は、異種材料間での接着力に優れているので、冷間圧延鋼板(以下、SPCCと記す)と炭素繊維強化プラスチック(以下、CFRPと記す)との接合、アルミニウム、チタン、マグネシウム等の軽量金属や樹脂とSPCC等との接合に用いることができる。 Since the composite of the present invention is excellent in adhesion between different materials, it is possible to bond a cold rolled steel plate (hereinafter referred to as SPCC) to a carbon fiber reinforced plastic (hereinafter referred to as CFRP), aluminum, titanium. It can be used for joining lightweight metals such as magnesium and magnesium, and resins to resins such as SPCC.
実施例1
被着体4として、接着面の算術平均粗さ(Ra)が0.93〜1.25のSPCCを、被着体5として、接着面の算術平均粗さ(Ra)が0.68〜0.76のCFRPをそれぞれ準備した。
複合体1は、エポキシ樹脂系接着シートであるソマール株式会社製商品名ソマールEFタイプを、フェノール樹脂とニトリルゴムとの複合体であるテサ株式会社製商品名HAF8402シートで挟み込んだ3層の積層構造物からなる接着シートとした。
複合体1を被着体4と被着体5との接合面に挟み込んで接着させた。接着強さを評価するため、せん断引っ張り試験を行なった。接着試験片を図2に示す。図2(a)は平面図であり、図2(b)は側面図である。ホットプレスを用いて接合面6に垂直に加圧0.25kgf、150℃の温度に加熱して複合体を硬化させた。接合面6における接着面積は、50mm2とした。接着強さの測定方法は、ISO19095−3に準じた。試験は万能試験機を用い、ストローク制御で行なった。試験時のストローク速度は10mm/minである。結果を表1に示す。
Example 1
As the
The
The
また、硬化温度と面方向最大伸び率との関係について、硬化温度を変えて、エポキシ樹脂系接着シートと、フェノール樹脂とニトリルゴムとの複合体シートとをそれぞれ単独で作製して実験を行った。この実験では、JISK7161に準拠して試験速度10mm/minにおいて、面方向最大伸び率(%)を測定した。試験シートは、それぞれの条件において5個作製しており、面方向最大伸び率(%)は、それらの平均値である。結果を表2に示す。
なお、表2より、実施例1と同一条件(硬化温度150℃)にて、エポキシ樹脂系接着シート単独での面方向最大伸び率は6%であり、同じくフェノール樹脂とニトリルゴムとの複合体シート単独での面方向最大伸び率は60%であった。
Further, with respect to the relationship between the curing temperature and the maximum elongation in the plane direction, an experiment was performed by changing the curing temperature and preparing an epoxy resin adhesive sheet and a composite sheet of phenol resin and nitrile rubber independently. .. In this experiment, the maximum elongation in the plane direction (%) was measured at a test speed of 10 mm/min based on JISK7161. Five test sheets were produced under each condition, and the maximum elongation in the plane direction (%) is an average value thereof. The results are shown in Table 2.
In addition, from Table 2, under the same conditions as in Example 1 (curing temperature 150° C.), the maximum elongation in the plane direction of the epoxy resin adhesive sheet alone is 6%, which is also the composite of the phenol resin and the nitrile rubber. The maximum elongation in the plane direction of the sheet alone was 60%.
比較例1
接着剤層を実施例1で用いたエポキシ樹脂系接着シート単独にする以外は実施例1と同様にして被着体4と被着体5との接着面に挟み込んで実施例1と同一の条件で接着させ、接着力を測定した。結果を表1に示す。
Comparative Example 1
The same conditions as in Example 1 except that the adhesive layer was sandwiched between the adherends of the
比較例2
接着剤層を実施例1で用いたフェノール樹脂とニトリルゴムとの複合体シート単独にする以外は実施例1と同様にして被着体4と被着体5との接着面に挟み込んで実施例1と同一の条件で接着させ、接着力を測定した。結果を表1に示す。
Comparative example 2
Example in which the adhesive layer was sandwiched between the adherends of the

接着剤を複合体とすることにより、それぞれ単独で用いるよりも高い接着強さが得られた。なお、表1において、接着層の評価は接着強さが0〜10MPaの場合に×、同じく11〜20MPaの場合に△、同じく21MPa以上の場合に○とした。 By making the adhesive into a composite, higher adhesive strength was obtained than when used alone. In Table 1, the adhesive layer was evaluated as x when the adhesive strength was 0 to 10 MPa, Δ when the adhesive strength was 11 to 20 MPa, and ◯ when the adhesive strength was 21 MPa or more.
本発明の複合体は、積層構造にすることで、応力緩和と高い接着強さを有する接着剤が得られ、金属類とプラスチック類などの異種材料の接着に利用できる。 When the composite of the present invention has a laminated structure, an adhesive having stress relaxation and high adhesive strength can be obtained and can be used for adhesion of different materials such as metals and plastics.
1 複合体
2 第1層
3a 第2層
3b 第3層
4 被着体
5 被着体
6 接合面
DESCRIPTION OF
Claims (4)
前記複合体を硬化させた後の前記第1の薄層の面方向最大伸び率が前記第2および第3の薄層の前記面方向最大伸び率よりも小さいことを特徴とする複合体。 A composite comprising a laminated structure in which a first thin layer is sandwiched between second and third thin layers, and the respective surfaces of the second and third thin layers serve as adhesive surfaces,
A composite, wherein the maximum elongation in the planar direction of the first thin layer after curing the composite is smaller than the maximum elongation in the planar direction of the second and third thin layers.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019014866A JP2020122082A (en) | 2019-01-30 | 2019-01-30 | Composite body |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019014866A JP2020122082A (en) | 2019-01-30 | 2019-01-30 | Composite body |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020122082A true JP2020122082A (en) | 2020-08-13 |
Family
ID=71992235
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019014866A Pending JP2020122082A (en) | 2019-01-30 | 2019-01-30 | Composite body |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020122082A (en) |
-
2019
- 2019-01-30 JP JP2019014866A patent/JP2020122082A/en active Pending
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0665782B1 (en) | Pressure-sensitive structural adhesive | |
| EP1578600B1 (en) | Drag reduction multilayer film and method of use | |
| JP5716339B2 (en) | Adhesive sheet and bonding method using the same | |
| JPH0739160B2 (en) | Damping material | |
| US7935215B2 (en) | Heat-activatedly bondable 2D element | |
| JP2009503176A (en) | Adhesive sheet based on nitrile rubber-blend for fixing metal parts on synthetic resin | |
| US20120003468A1 (en) | Stretched Thermoplastic Resin for Gluing Metal Parts to Plastics, Glass and Metals, and Method for the Production Thereof | |
| WO2016174713A1 (en) | Adhesive tape for mold release | |
| JP2006232896A (en) | Adhesive film | |
| JP2009544777A (en) | Punching method of non-tacky heat-activatable adhesive materials at room temperature | |
| EP0942054A1 (en) | Multilayer adhesive construction | |
| TW201406912A (en) | Light absorbing heat activated adhesive and adhesive tape containing such adhesive | |
| JP2020122082A (en) | Composite body | |
| JP6197103B2 (en) | Double-sided pressure-sensitive adhesive sheet and method for producing double-sided pressure-sensitive adhesive sheet | |
| JPH0517725A (en) | Adhesive-transferred tape and its production | |
| JP2019089350A (en) | Laminate film and molding | |
| US20140186597A1 (en) | Adhesive tape | |
| US20160298001A1 (en) | Adhesive tape | |
| CN108511596B (en) | Piezoelectric fiber composite material micro-driver for pipeline and preparation method thereof | |
| JP2020029515A (en) | Adhesive tape for covering sealing for structure repair or kit of sheet and method of repairing structure | |
| WO2023176800A1 (en) | Easily dismantled adhesive sheet, laminate, joined body, method for producing joined body, and method for dismantling joined body | |
| CN108239488B (en) | Thermal adhesive tape and method for manufacturing thermal adhesive tape | |
| JP2002356660A (en) | Double-coated adhesive tape and bonded product | |
| JP2024005501A (en) | Method for manufacturing rubber metal joined body, tackifying sheet, and adhesive sheet | |
| Vervloed et al. | The influences of overlap length, bond line thickness and pretreatmant on the mechanical properties of adhesives: focussing on bonding glass |