JP2020006681A - 三次元造形装置及び三次元造形方法 - Google Patents
三次元造形装置及び三次元造形方法 Download PDFInfo
- Publication number
- JP2020006681A JP2020006681A JP2019075705A JP2019075705A JP2020006681A JP 2020006681 A JP2020006681 A JP 2020006681A JP 2019075705 A JP2019075705 A JP 2019075705A JP 2019075705 A JP2019075705 A JP 2019075705A JP 2020006681 A JP2020006681 A JP 2020006681A
- Authority
- JP
- Japan
- Prior art keywords
- head
- modeling
- support member
- dimensional
- modeling material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000000034 method Methods 0.000 title claims abstract description 68
- 238000000465 moulding Methods 0.000 title claims abstract description 14
- 230000007246 mechanism Effects 0.000 claims abstract description 68
- 239000012778 molding material Substances 0.000 claims abstract description 24
- 239000000463 material Substances 0.000 claims description 109
- 238000010146 3D printing Methods 0.000 claims description 64
- 230000008569 process Effects 0.000 claims description 31
- 238000000151 deposition Methods 0.000 claims description 23
- 229920002430 Fibre-reinforced plastic Polymers 0.000 claims description 14
- 239000011151 fibre-reinforced plastic Substances 0.000 claims description 14
- 238000007599 discharging Methods 0.000 claims description 8
- 230000008021 deposition Effects 0.000 claims description 7
- 238000007493 shaping process Methods 0.000 description 18
- 238000010586 diagram Methods 0.000 description 12
- 238000012545 processing Methods 0.000 description 9
- 230000008859 change Effects 0.000 description 7
- 239000000835 fiber Substances 0.000 description 3
- 230000005484 gravity Effects 0.000 description 3
- 238000007639 printing Methods 0.000 description 3
- 238000011960 computer-aided design Methods 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004696 Poly ether ether ketone Substances 0.000 description 1
- 239000004697 Polyetherimide Substances 0.000 description 1
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- JUPQTSLXMOCDHR-UHFFFAOYSA-N benzene-1,4-diol;bis(4-fluorophenyl)methanone Chemical compound OC1=CC=C(O)C=C1.C1=CC(F)=CC=C1C(=O)C1=CC=C(F)C=C1 JUPQTSLXMOCDHR-UHFFFAOYSA-N 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229920006038 crystalline resin Polymers 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000012994 photoredox catalyst Substances 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920002530 polyetherether ketone Polymers 0.000 description 1
- 230000004044 response Effects 0.000 description 1
Images












Abstract
【課題】所望の方向へ強度を高めて物体の造形が行える三次元造形装置及び三次元造形方法を提供する。【解決手段】ヘッド2から造形材料を吐出し、ヘッド2の下方に設けられるテーブル3の上に造形材料を堆積させて三次元の物体Oを造形する三次元造形装置であって、少なくともヘッド2をテーブル3に対し直交三軸の各方向へ相対的に移動可能とする第一機構部4と、少なくともテーブル3の上面と平行な方向に向けた回転軸線A1を中心にテーブル3を回転可能とする第二機構部5とを備えて構成されている。【選択図】図2
Description
本発明は、三次元の物体を造形する三次元造形装置及び三次元造形方法に関する。
従来、三次元造形装置及び三次元造形方法として、例えば、特表2016−518267号公報に記載されるように、加熱した材料をヘッドから吐出し、材料をプレート上に堆積させて三次元の物体を造形する装置が知られている。この装置では、造形する物体の形状に応じてヘッドを移動させて材料を堆積していくことにより、物体の造形が行われる。
しかしながら、このような装置にあっては、所望の強度を有する物体を造形することが困難な場合がある。例えば、この種の装置にあっては、一般的に、物体を造形するにあたり、ヘッドを水平方向に往復移動させて物体の断面を形成し、それを上方へ順次堆積させていくことによって物体を造形する。このとき、物体を強化したい方向が水平方向でない場合、物体を所望の強度で造形することが難しい。例えば、図13に示すように、ヘッドを水平方向へ往復移動させて、物体100の下方から順次材料を堆積させて造形する場合、水平方向へ材料が連なって造形が行われることとなる。この場合、物体100において、水平方向への強度が高くなるが、鉛直方向の強度が低くなる。すなわち、物体100は、中央位置で上方へ突き出す二つ突出部101、101を有しているが、鉛直方向D1への引張強度が低く、また斜め上下の方向D2への引張強度も低くなる。
そこで、所望の方向へ強度を高めて物体の造形が行える三次元造形装置及び三次元造形方法の開発が望まれている。
本開示の一態様に係る三次元造形装置は、ヘッドから造形材料を吐出し、ヘッドの下方に設けられるテーブルの上に造形材料を堆積させて、三次元の物体を造形する三次元造形装置において、ヘッドとテーブルを直交三軸の各方向へ相対的に移動可能とする第一機構部と、少なくともテーブルの上面と平行な方向に向けた回転軸線を中心にテーブルを回転可能とする第二機構部とを備えて構成されている。この三次元造形装置によれば、テーブルの上面と平行な方向に向けた回転軸線を中心にテーブルを回転可能とする第二機構部を備えることにより、テーブルの上面と平行な方向に向けた回転軸線を中心にテーブルを回転させてテーブルを傾けることができる。このため、造形中の物体の姿勢を変えることが可能となる。従って、物体の強化したい方向に沿ってヘッドを移動させて造形材料を強化したい方向に連ねて付着させることができる。従って、所望の方向へ強度を高めて物体を造形することができる。
また、本開示の一態様に係る三次元造形装置において、第一機構部は、ヘッドをテーブルに対し直交三軸の各方向へ移動可能としてもよい。この場合、テーブルに対してヘッドを移動させて所望の物体を造形することができる。
また、本開示の一態様に係る三次元造形装置において、第二機構部は、テーブルの上面と垂直な方向に向けた回転軸線を中心にテーブルを回転可能としてもよい。この場合、垂直な方向に向けた回転軸線を中心にテーブルを回転可能とすることにより、テーブル上の物体の向きを容易に変えることができ、所望の方向へ強度を高めた物体の造形が容易に行える。
また、本開示の一態様に係る三次元造形装置において、テーブルは、物体の形状に応じて形成され物体を支持する支持部材を有し、第一機構部及び第二機構部の作動を調整し、造形材料が支持部材の表面に対し垂直に吐出されるようにヘッド及びテーブルの一方又は双方の姿勢を制御し、ヘッドが支持部材の表面に沿うようにヘッドとテーブルを相対的に移動させ、支持部材の上に造形材料を堆積させる制御部を備えていてもよい。この場合、支持部材が物体の形状に応じて形成されているため、支持部材の上に造形材料を堆積することにより物体の造形が行える。このとき、支持部材の表面に沿って造形材料を堆積させていくことにより、物体の表面の所望の方向に向けて物体の強度を高めることができる。
また、本開示の一態様に係る三次元造形装置において、支持部材は、法線方向の異なる複数の表面を有し、制御部は、ヘッドが複数の表面に沿うようにヘッドとテーブルを相対的に移動させ、複数の表面の上に造形材料を堆積させてもよい。この場合、支持部材の法線方向の異なる複数の表面にヘッドが沿うようにヘッドとテーブルを相対的に移動させて複数の表面の上の所望の方向に向けて造形材料を堆積させることができる。このため、物体の表面の所望の方向に向けて物体の強度を高めることができる。
また、本開示の一態様に係る三次元造形装置において、制御部は、ヘッドと支持部材の間を所定の間隔に維持しつつ、ヘッドが支持部材の表面に沿うようにヘッドとテーブルを相対的に移動させてもよい。この場合、ヘッドとテーブルの間を所定の間隔に維持しつつ、ヘッドが支持部材の表面に沿うようにヘッドとテーブルを相対的に移動させることにより、造形材料を支持部材の上に適切に堆積させることができる。
また、本開示の一態様に係る三次元造形装置において、制御部は、ヘッドから吐出される造形材料の吐出方向が支持部材の表面の法線方向となるようにして、ヘッドとテーブルを相対的に移動させてもよい。この場合、ヘッドから吐出される造形材料の吐出方向が支持部材の表面の法線方向となるようにしてヘッドとテーブルを相対的に移動させることにより、支持部材の表面に造形材料を的確に堆積させることができる。
また、本開示の一態様に係る三次元造形装置において、造形材料は、繊維強化プラスチックを含む材料であってもよい。この場合、造形材料として繊維強化プラスチックを含む材料を用いることにより、造形材料を連ねて付着させる方向に繊維強化プラスチックを配向させることができる。このため、所望の方向の強度を高めて物体の造形が行える。
本開示の一態様に係る三次元造形方法は、ヘッドから造形材料を吐出し、ヘッドの下方に設けられるテーブルの上に造形材料を堆積させて、三次元の物体を造形する三次元造形方法において、テーブルの上面と平行な方向に向けた回転軸線を中心にテーブルを回転させる回転工程と、テーブルの上に造形材料を堆積させて物体を造形する造形工程とを含んで構成されている。この三次元造形方法によれば、テーブルの上面と平行な方向に向けた回転軸線を中心にテーブルを回転させることにより、テーブルを傾けることができ、造形中の物体の姿勢を変えることができる。従って、物体に対し強化したい方向に沿ってヘッドを移動させて造形材料を堆積させやすくなる。従って、所望の方向へ強度を高めて物体の造形が行える。
また、本開示の一態様に係る三次元造形方法において、テーブルは、物体の形状に応じて形成され物体を支持する支持部材を有し、回転工程は、造形材料が支持部材の表面に対し垂直に吐出されるようにテーブルを回転させ、造形工程は、ヘッドが支持部材の表面に沿うようにヘッドとテーブルを相対的に移動させて支持部材の上に造形材料を堆積させてもよい。この場合、支持部材が物体の形状に応じて形成されているため、支持部材の上に造形材料を堆積することにより物体の造形が行える。このとき、支持部材の表面に沿って造形材料を堆積させていくことにより、物体の表面の所望の方向に向けて物体の強度を高めることができる。
また、本開示の一態様に係る三次元造形方法において、造形工程は、ヘッドから鉛直方向の下側に向けて造形材料を吐出し、支持部材の第一表面の第一付着点に造形材料を付着させる付着工程と、ヘッドから造形材料を吐出させながら、ヘッドとテーブルを相対的に移動させて支持部材の上に連続的に造形材料を堆積させる堆積工程とを含み、堆積工程は、第一付着点から支持部材の第一表面と法線方向の異なる第二表面の第二付着点に至るまで、造形材料を堆積させてもよい。この場合、支持部材における法線方向の異なる表面に対し連続して造形材料を堆積させて、円滑に物体を造形することができる。
本開示によれば、所望の方向へ強度を高めて物体の造形を行うことができる。
以下、本発明の実施形態について、図面を参照しながら説明する。なお、図面の説明において同一要素には同一符号を付し、重複する説明は省略する。
(第一実施形態)
図1は、本発明の第一実施形態に係る三次元造形装置の構成概要図である。三次元造形装置1は、ヘッド2から造形材料を吐出し、ヘッド2の下方に設けられるテーブル3(ステージ)の上に造形材料を堆積させて、三次元の物体を造形する装置である。本実施形態の三次元造形装置1は、いわゆる熱溶解積層(FDM:Fused Deposition Modeling)方式のAM(Additive Manufacturing)装置に適用したものである。つまり、三次元造形装置1では、ヘッド2から加熱した造形材料が押し出され、テーブル3上に造形材料を堆積(積層又は付着)させて、物体が造形される。造形材料としては、例えば繊維強化プラスチック(FRP:Fiber-Reinforced Plastics)を含む材料が用いられる。具体的には、造形材料は、繊維強化プラスチックと樹脂を含む材料とされる。この場合、ヘッド2の移動方向に繊維の方向が向けられて造形材料が配置されることとなる。繊維強化プラスチックとしては、ガラス繊維やカーボン繊維などを用いたものが含まれる。また、繊維強化プラスチックとしては、不連続繊維や連続繊維を用いたものが含まれる。また、造形材料としては、繊維強化プラスチック以外の材料を用いてもよい。例えば、造形材料として、FDM方式で造形可能な樹脂(例えば、ナイロン、ABS、PC、PEEK、PEI)などを用いてもよい。
図1は、本発明の第一実施形態に係る三次元造形装置の構成概要図である。三次元造形装置1は、ヘッド2から造形材料を吐出し、ヘッド2の下方に設けられるテーブル3(ステージ)の上に造形材料を堆積させて、三次元の物体を造形する装置である。本実施形態の三次元造形装置1は、いわゆる熱溶解積層(FDM:Fused Deposition Modeling)方式のAM(Additive Manufacturing)装置に適用したものである。つまり、三次元造形装置1では、ヘッド2から加熱した造形材料が押し出され、テーブル3上に造形材料を堆積(積層又は付着)させて、物体が造形される。造形材料としては、例えば繊維強化プラスチック(FRP:Fiber-Reinforced Plastics)を含む材料が用いられる。具体的には、造形材料は、繊維強化プラスチックと樹脂を含む材料とされる。この場合、ヘッド2の移動方向に繊維の方向が向けられて造形材料が配置されることとなる。繊維強化プラスチックとしては、ガラス繊維やカーボン繊維などを用いたものが含まれる。また、繊維強化プラスチックとしては、不連続繊維や連続繊維を用いたものが含まれる。また、造形材料としては、繊維強化プラスチック以外の材料を用いてもよい。例えば、造形材料として、FDM方式で造形可能な樹脂(例えば、ナイロン、ABS、PC、PEEK、PEI)などを用いてもよい。
ヘッド2は、加熱した造形材料を吐出してテーブル3上へ供給する部位である。ヘッド2の下面には、吐出口21が形成されている。吐出口21は、造形材料を吐出する開口である。この吐出口21は、例えばヘッド2の下面に設けられるノズルの先端に形成される。ヘッド2内には、ヒータ(図示なし)が設けられており、外部から供給される造形材料をヒータにより加熱する。ヘッド2は、テーブル3に対し相対移動可能に設けられている。ヘッド2は、吐出口21が真下を向くように設けられている。つまり、造形材料が重力方向(鉛直方向)に向けて吐出されるようにヘッド2が設けられている。このため、造形材料の吐出及び堆積を安定して行うことができ、造形品質を均一にできる。従って、高品質な造形が可能となる。なお、造形材料がほぼ鉛直方向に向けて吐出されるようにヘッド2が設けられていてもよい。また、ヘッド2は、造形状況などに応じて、ヘッド2の吐出方向が鉛直方向以外の方向(例えば水平方向)となるように構成されていてもよい。テーブル3は、造形を行うための台部材であり、例えば平板状の部材が用いられる。テーブル3は、ヘッド2から吐出される造形材料及び造形中の物体を支持する。なお、テーブル3は、造形材料及び造形中の物体を支持するステージであってもよく、またステージ上に設置されるプレートであってもよい。
また、テーブル3には、サポート部材31が設けられていてもよい(図4参照)。サポート部材31は、造形する物体Oを支持する支持部材であって、物体Oの形状に応じて形成される。サポート部材31の上に造形材料を堆積することにより物体Oの造形が行える。このとき、サポート部材31の表面に沿って造形材料を堆積させていくことにより、物体Oの表面に沿って物体Oの強度を高める造形を行うことができる。つまり、物体Oの表面において、強度を高めたい方向に対し任意に強度を高めて造形を行うことができる。また、テーブル3の表面を物体Oの形状に応じた形状としてサポート部材31として機能させてもよい。
図1において、三次元造形装置1は、第一機構部4を備えている。第一機構部4は、ヘッド2をテーブル3に対し直交三軸の各方向へ相対的に移動可能とする機構である。例えば、第一機構部4は、テーブル3に対しヘッド2を直交する三軸の各方向へ移動可能に構成される。第一機構部4は、ベース部材81上に設けられる枠体82に取り付けられている。ベース部材81は、平板状の部材である。枠体82は、例えば直方体を形成する枠体であって、ベース部材81上に四つの柱部材82aを立設し、柱部材82aの上端の間にそれぞれ梁部材82bを架設して構成されている。
第一機構部4は、スライダ41を備えている。スライダ41は、テーブル3の前後方向(X軸方向)に移動する部材である。例えば、スライダ41として、横向きに配置された長尺状の部材が用いられる。このスライダ41は、枠体82において平行に設けられる二つの梁部材82bの間に架設され、それらの梁部材82bの長手方向に沿って移動可能に設けられている。梁部材82bの長手方向に沿ってレールを形成し、そのレールに沿ってスライダ41を移動可能とし、図示しないアクチュエータの駆動によりスライダ41が移動する。
第一機構部4は、ポール42を備えている。ポール42は、テーブル3の左右方向(Y軸方向)に移動する部材である。例えば、ポール42は、スライダ41に取り付けられ、スライダ41の長手方向(Y軸方向)へ移動可能に設けられている。スライダ41の長手方向に沿ってレールを形成し、そのレールに沿ってポール42を移動可能とし、図示しないアクチュエータの駆動によりポール42が移動する。
ポール42には、可動部材43が取り付けられている。可動部材43は、テーブル3の上下方向(Z軸方向)に移動する部材である。例えば、可動部材43は、ポール42に取り付けられ、ポール42の長手方向(Z軸方向)へ移動可能に設けられている。ポール42に対し可動部材43が摺動可能に取り付けられ、図示しないアクチュエータの駆動により可動部材43が移動する。
可動部材43には、ヘッド2が取り付けられている。ヘッド2は可動部材43と一体に移動する。このため、ヘッド2は、第一機構部4の作動により、テーブル3に対し直交三軸の各方向へ移動可能となっている。なお、第一機構部4としては、ヘッド2をテーブル3に対し直交三軸の各方向へ相対的に移動可能とする機構であれば、上述した機構以外の機構により構成されていてもよい。また、第一機構部4は、ヘッド2をテーブル3に対し直交三軸の各方向へ相対的に移動のほか、異なる向きの回転軸線を中心に回転させる機構であってもよい。
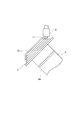
三次元造形装置1は、第二機構部5を備えている。図2は、第二機構部5の概要を示す斜視図である。第二機構部5は、テーブル3を回転させる機構である。例えば、図2に示すように、第二機構部5は、テーブル3の上面と平行な方向(例えば、水平方向)に向けた回転軸線A1を中心にテーブル3を回転可能とし、かつ、テーブル3の上面と垂直な方向に向けた回転軸線A2を中心にテーブル3を回転可能に構成されている。第二機構部5は、第一アクチュエータ51及び第二アクチュエータ52を備えている。第一アクチュエータ51は、テーブル3の上面と平行な方向に向けた回転軸線A1を中心にテーブル3を回転させる。例えば、第一アクチュエータ51は、モータ及び歯車などにより構成され、回転軸線A1を中心に第二アクチュエータ52及びテーブル3を回転可能に設けられる。
第二アクチュエータ52は、ベース部材81(図1参照)に取り付けられる支持体53に対し回転軸線A1を中心に回転可能に設けられている。そして、第一アクチュエータ51の作動により、第二アクチュエータ52に回転力が加えられることにより、第二アクチュエータ52及びテーブル3が回転軸線A1を中心に回転する。なお、図2においては、回転軸線A1は、水平方向に向けられている。
テーブル3は、第二アクチュエータ52に対し回転軸線A2を中心に回転可能に取り付けられている。例えば、第二アクチュエータ52は、モータ及び歯車などにより構成され、回転軸線A2を中心にテーブル3を回転可能に設けられる。
テーブル3は、第二機構部5の第一アクチュエータ51及び第二アクチュエータ52の作動により、回転軸線A1及び回転軸線A2を中心に回転可能とされる。回転軸線A1を中心とするテーブル3の回転により、テーブル3を傾けることができ、造形中の物体の姿勢を変えることが可能となる。また、回転軸線A2を中心とするテーブル3の回転により、テーブル3が自転し、造形中の物体の向きを変えることが可能となる。なお、第二機構部5としては、テーブル3を回転軸線A1及び回転軸線A2を中心に回転可能とする機構であれば、上述した機構以外の機構により構成されていてもよい。また、第二機構部5は、三つの回転軸線を中心にテーブル3を回転させる機構であってもよい。
図1において、三次元造形装置1には、制御部6及びHMI(Human Machine Interface)7を備えている。制御部6は、三次元造形装置1の作動制御を行う電子制御ユニットであり、例えばCPU、ROM、RAMを含むコンピュータを含んで構成される。制御部6は、第一機構部4と電気的に接続され、第一機構部4の作動を制御する。例えば、制御部6は、第一機構部4に対し制御信号を出力して第一機構部4を作動させ、物体の造形に応じてヘッド2を移動させる。また、制御部6は、第二機構部5と電気的に接続され、第二機構部5の作動を制御する。例えば、制御部6は、第二機構部5に対し制御信号を出力して第二機構部5を作動させ、物体の造形に応じてテーブル3を回転させる。また、制御部6は、図示しない材料供給器に電気的に接続され、ヘッド2に対し造形材料の供給調整を行い、ヘッド2の造形材料の吐出制御を行う。
制御部6は、物体の造形データを記憶する。例えば、制御部6は、造形すべき物体の三次元CAD(Computer-Aided Design)データを記憶している。そして、制御部6は、物体の形状に応じてヘッド2の位置、テーブル3の回転状態及び造形材料の吐出量などが設定される。造形時におけるヘッド2の位置データは、ヘッド2の移動軌跡データとして設定されてもよい。
HMI7は、三次元造形装置1に対する入出力機器であり、例えば操作ボタン、キーボード、マウスなど操作入力やデータ入力を行う入力部、スピーカやモニタなど出力部などが該当する。このHMI7は、制御部6と一体に構成されていてもよい。
次に、本実施形態に係る三次元造形装置1の動作及び三次元造形方法について説明する。
図3は、三次元造形装置1の動作及び三次元造形方法を示すフローチャートである。図3における制御処理は、例えば制御部6により実行される。まず、図3のステップS1(以下、単にS1という。以降のステップも同様とする。)において、データの設定処理が行われる。この設定処理は、造形すべき物体の形状データを記憶し、物体の形状に応じて造形時におけるヘッド2の位置データ(造形材料の堆積軌跡データ)及びテーブル3の回転データの設定などを行う処理である。
そして、S2に処理が移行し、動作指示の処理が行われる。この処理は、造形に関する動作を指示する処理である。例えば、制御部6は、物体を造形するにあたり、必要な動作のデータを読み込み、ヘッド2、第一機構部4及び第二機構部5などに制御信号を出力する。
そして、S3及びS4に処理が移行し、テーブル3の回転処理及び物体の造形処理が行われる。S3におけるテーブル3の回転処理は、物体の造形におけるテーブル3の回転制御を行う処理であり、回転軸線A1及び回転軸線A2を中心とするテーブル3の回転を行う。例えば、制御部6から第二機構部5に制御信号が出力され、第二機構部5の作動によりテーブル3が回転する。
S4における物体の造形処理は、テーブル3に対するヘッド2の移動制御及びヘッド2からの造形材料の吐出制御を行う処理である。例えば、制御部6から第一機構部4に制御信号が出力され、第一機構部4の作動によりヘッド2が移動する。また、制御部6からの制御信号に従ってヘッド2から加熱された造形材料が吐出される。なお、図3では、テーブル3の回転処理及び物体の造形処理が別のステップとして示されているが、同一のステップの処理として実行されてもよい。
図4は、物体Oの造形状況を示した図である。つまり、図4は、S3の回転処理及びS4の造形処理の実行により、テーブル3上に物体Oが造形されていく様子を示したものである。図4において、テーブル3には台形状のサポート部材31が設けられ、物体Oの中央部分はサポート部材31の上に造形される。すなわち、制御部6は、第一機構部4及び第二機構部5の作動を調整し、造形材料がサポート部材31の表面に対し垂直に吐出されるようにヘッド2及びテーブル3の一方又は双方の位置及び姿勢を制御し、サポート部材31の表面に沿ってヘッド2とテーブル3を相対的に移動させてサポート部材31の上に造形材料を堆積させて物体Oを造形させる。
図4の(a)に示すように、物体Oについてテーブル3の上面と平行な領域を造形する場合には、その平行な領域が水平に向くようにテーブル3を回転させる。これにより、吐出口21を真下に向けた状態でヘッド2を水平に移動させて物体Oの造形が行える。すなわち、ヘッド2を物体Oの造形する領域に沿って移動させつつ、吐出口21から加熱した造形材料を吐出することにより、造形する領域に対し造形材料を連ねて堆積させることができる。
また、図4の(b)に示すように、物体Oについてテーブル3の上面に対し斜めに傾いた領域を造形する場合には、斜めに傾いた領域が水平になるようにテーブル3を回転させる。これにより、吐出口21を真下に向けた状態でヘッド2を水平に移動させて物体Oの造形が行える。
また、図4の(c)に示すように、物体Oについてテーブル3の上面に対し垂直となる領域を造形する場合には、その垂直となる領域が水平になるようにテーブル3を回転させる。これにより、吐出口21を真下に向けた状態でヘッド2を水平に移動させて物体Oの造形が行える。
また、図4の(d)に示すように、物体Oについてテーブル3の上面と平行な領域を造形する場合には、その平行な領域が水平になるようにテーブル3を回転させる。これにより、吐出口21を真下に向けた状態でヘッド2を水平に移動させて物体Oの造形が行える。
このように、図3のS3の回転処理及びS4の造形処理において、テーブル3を回転させて物体Oの向き及び姿勢を調整して造形材料の付設を行うことにより、吐出口21を真下に向けた状態でヘッド2を水平に移動させて、物体Oに対し所望の方向に造形材料を連ねて付着させて物体Oの造形が行える。このため、所望の方向へ強度を高めて物体の造形が行えるのである。
例えば、仮に、ヘッド2の吐出口21が真下を向いた状態であっても、物体Oの造形する領域が平行でない状態であると、ヘッド2の吐出口21を造形する領域に近づけることが難しい。すなわち、ヘッド2を造形する領域に近づけようとすると、ヘッド2の下面22の端部が造形する領域に接触してしまう。このため、ヘッド2を造形する領域から離して造形材料を吐出しなければならず、造形材料を所望の位置へ堆積させることが難しい。従って、造形精度が低くなる。
また、この場合に、ヘッド2の吐出口21の開口が物体Oの造形する領域に対し平行となるように、造形する領域の傾きに応じてヘッド2を傾けて造形することも考えられる。例えば、ヘッド2の移動機構としてロボットアームなどを用いる場合である。しかしながら、この場合、吐出口21が真下を向いていないため、吐出口21から吐出される造形材料を所望の位置へ正確に堆積させることが難しい。従って、物体の造形精度が低くなってしまう。
これに対し、本実施形態に係る三次元造形装置1及び三次元造形方法では、第二機構部5の作動によりテーブル3を傾かせ、物体Oの姿勢を変えることができる。このため、吐出口21を下方に向けた状態でヘッド2を水平に移動させて、物体Oに対し所望の方向に連ねて造形材料を付着させて物体Oの造形が行える。従って、図5に示すように、所望の方向へ強度を高めて物体Oの造形が行えるのである。図5において、物体Oに示される実線は、造形材料を連ねて付着させる方向を示している。特に、造形材料として、繊維強化プラスチックを含む材料を用いる場合に有効である。この場合、造形材料を連ねて付着させる方向に繊維強化プラスチックを配向させることができるため、所望の方向の強度を高めて物体Oの造形が行える。
そして、図3のS5に処理が移行し、物体Oの造形が終了したか否かが判定される。例えば、予め設定された造形材料の堆積軌跡データに従って物体Oの造形動作が完了したか否かによって物体Oの造形が終了したか否かが判定される。S5において、物体Oの造形が終了していないと判定された場合、S3及びS4に戻り、テーブルの回転処理及び造形処理が行われる。一方、S5において、物体Oの造形が終了したと判定された場合、図3に示される一連の制御処理を終了する。
以上説明したように、本実施形態に係る三次元造形装置1及び三次元造形方法によれば、テーブル3の上面と平行な方向に向けた回転軸線A1を中心にテーブル3を回転可能とすることにより、回転軸線A1を中心にテーブル3を回転させてテーブル3を傾けることができる。このため、造形中の物体Oの姿勢を変えることが可能となる。従って、物体Oに対し強化したい方向に沿ってヘッド2を移動させやすくなり、所望の方向へ強度を高めて物体Oを造形することができる。
また、本実施形態に係る三次元造形装置1及び三次元造形方法によれば、テーブル3の上面と平行な方向に向けた回転軸線A1を中心にテーブル3を回転可能とすることにより、回転軸線A1を中心にテーブル3を回転させて物体Oの姿勢を調整することができる。このため、吐出口21を真下に向けた状態でヘッド2を水平に移動させて、物体Oに対し所望の方向に連ねて造形材料を付着させて物体Oの造形が行える。従って、所望の方向へ強度を高めて物体Oの造形が行える。
また、本実施形態に係る三次元造形装置1及び三次元造形方法によれば、テーブル3の上面と垂直な方向に向けた回転軸線A2を中心にテーブル3を回転可能とすることにより、回転軸線A2を中心にテーブル3を回転させて物体Oの向きを容易に変えることができる。このため、所望の方向へ強度を高めた物体Oの造形が容易に行える。
また、本実施形態に係る三次元造形装置1及び三次元造形方法において、テーブル3が互いに直交する回転軸線A1及び回転軸線A2を中心に回転可能とすることにより、複雑な形状の物体の造形が行える。例えば、仮に、回転軸線A2を中心にテーブル3を回転可能とし、回転軸線A1を中心にテーブル3上の物体を自転させて造形を行おうとすると、複雑な形状の物体を造形することが困難である。具体的には、図6に示すような物体100において、突出部101の傾斜面を水平方向に向けるように物体100の姿勢を調整し、かつ、左右に延びて傾斜する部分の上面を水平方向に向けるように物体100の姿勢を調整することは困難である。このため、物体100のような複雑な形状の物に対し所望の方向へ強度を高めて造形することが困難である。これに対し、本実施形態に係る三次元造形装置1及び三次元造形方法では、テーブル3が互いに直交する回転軸線A1及び回転軸線A2を中心に回転可能とすることにより、物体Oの向き及び姿勢を容易に調整することができ、複雑な形状の物体の造形が行えるのである。
また、本実施形態に係る三次元造形装置1及び三次元造形方法において、造形材料として繊維強化プラスチックを含む材料を用いることにより、造形材料を連ねて付着させる方向に繊維強化プラスチックを配向させることができる。このため、所望の方向の強度を高めて物体Oの造形が行いやすくなる。
(第二実施形態)
次に、第二実施形態に係る三次元造形装置1a及び三次元造形方法について説明する。
次に、第二実施形態に係る三次元造形装置1a及び三次元造形方法について説明する。
図6は、第二実施形態に係る三次元造形装置の構成概要図である。本実施形態に係る三次元造形装置1aは、上述した第一実施形態に係る三次元造形装置1と同様に熱溶解積層方式の造形装置である。この三次元造形装置1aは、ヘッド2の位置が固定されており、テーブル3が移動し姿勢を変えてテーブル3上に物体を造形する点で、第一実施形態に係る三次元造形装置1と異なっている。
ヘッド2は、枠体83に取り付けられている。枠体83は、ベース部材81上に設けられ、ヘッド2をベース部材81の上方に配置させている。例えば、枠体83は、二つの柱部材83aの上部に梁部材83bを架設して構成されている。ヘッド2は、梁部材83bに固定されている。
三次元造形装置1aは、ロボットアーム9を備えている。ロボットアーム9は、ヘッド2とテーブル3を直交三軸の各方向へ相対的に移動可能とする第一機構部として機能する。また、ロボットアーム9は、テーブル3の上面と平行な方向に向けた回転軸線を中心にテーブル3を回転可能とする共に、テーブル3の上面と垂直な方向に向けた回転軸線を中心にテーブルを回転可能とする第二機構部として機能する。ロボットアーム9は、ベース部材81に取り付けられ、先端にテーブル3を設けて構成されている。このロボットアーム9は、制御部6の制御信号に従って作動する。
図7は、ロボットアーム9の構成概要図である。ロボットアーム9は、例えば六自由度で動作するものが用いられ、ヘッド2に対しテーブル3の位置及び姿勢(向き)を変更可能に設けられている。具体的には、ロボットアーム9は、複数のリンク部91〜94及び複数の関節部95〜97を有し、テーブル3の位置及び姿勢を変更可能に構成されている。リンク部91〜94は、軸方向に延びる棒状の部材である。リンク部91は鉛直方向に向けられ、その基端側がベース部材81の上面に取り付けられている。リンク部91は、このリンク部91の軸線を中心に回転可能に構成されている。リンク部91の先端側には、関節部95を介してリンク部92が取り付けられている。関節部95は、水平方向の軸線を中心に回転可能に構成されている。関節部95の回転動作により、リンク部92が関節部95の回転軸を中心に回転する。
リンク部92の先端側には、関節部96を介してリンク部93が取り付けられている。関節部96は、水平方向の軸線を中心に回転可能に構成されている。関節部96の回転動作により、リンク部93が関節部96の回転軸を中心に回転する。リンク部93は、このリンク部93の軸線を中心に回転可能に構成されている。リンク部93の先端側には、関節部97を介してリンク部94が取り付けられている。関節部97は、水平方向の軸線を中心に回転可能に構成されている。関節部97の回転動作により、リンク部94が関節部97の回転軸を中心に回転する。リンク部94は、このリンク部94の軸線を中心に回転可能に構成されている。
リンク部94の先端側には、テーブル3が取り付けられている。テーブル3は、造形材料を堆積させて物体Oを造形させる部位である。テーブル3の上面は、物体Oの形状に応じた形状とされ、サポート部材として機能する。つまり、テーブル3は、平板の上面にサポート部材を一体化させて構成され、物体Oの形状に応じた表面形状を有している。例えば、テーブル3の上面は、四角錐台に形成されている。なお、平板状のテーブル3を用い、このテーブル3の上面に物体Oの形状に応じたサポート部材を取り付けてもよい。また、サポート部材として機能するテーブル3は、法線方向の異なる複数の表面を有している。ここでいう法線方向は、テーブル3の表面における平面部分と垂直な方向及び曲面部分と垂直な方向を意味する。
ロボットアーム9は、制御部6からの制御信号に応じて作動し、テーブル3をヘッド2に対し移動させつつ、ヘッド2の造形材料の吐出方向に対しテーブル3の上面が垂直になるようにテーブル3の姿勢を調整する。すなわち、ロボットアーム9は、ヘッド2から吐出される造形材料の吐出方向がテーブル3の表面の法線方向となるようにテーブル3の姿勢を調整する。なお、テーブル3上に既に物体Oの造形部分(造形途中の部分)がある場合、その造形部分の表面の法線方向となるように、テーブル3の姿勢が調整される。この場合、物体Oの造形部分の表面をテーブル3の表面又はサポート部材の表面とみなして、テーブル3の姿勢が調整される。そして、ロボットアーム9は、ヘッド2に対しテーブル3の複数の表面を順次沿わせてテーブル3を移動させる。ヘッド2の吐出方向は鉛直方向である。本実施形態では、ヘッド2は固定されており、位置及び姿勢が変更されないため、ヘッド2の吐出方向は常に下方を向いている。なお、ここでいう鉛直方向は、造形材料の吐出に支障を生じさせない程度のほぼ鉛直方向を含む。ロボットアーム9は、ヘッド2に対しテーブル3を移動させるとき、ヘッド2とテーブル3の間を所定の間隔に維持しつつ、テーブル3を移動させる。ここで、所定の間隔とは、予め設定される間隔であって、例えば一定の間隔とされる。なお、テーブル3上に既に物体Oの造形部分がある場合、その造形部分とヘッド2の間を所定の間隔に維持しつつ、テーブル3が移動させられる。この場合、物体Oの造形部分をテーブル3又はサポート部材とみなして、テーブル3の移動が行われる。また、物体Oの造形部分の上に対し造形を行っていく場合、図8に示すように、前回堆積させた造形部分以外の部分の上に造形を行ってもよい。例えば、物体Oの造形部分の端部において、複数の積層からなる表面に沿ってテーブル3を移動させてもよい。
次に、本実施形態に係る三次元造形装置1aの動作及び三次元造形方法について説明する。
図9は、三次元造形装置1aの動作及び三次元造形方法を示すフローチャートである。図9における制御処理は、例えば制御部6により実行される。まず、図9のS11において、データの設定処理が行われる。この設定処理は、造形すべき物体の形状データを記憶し、物体の形状に応じて造形時におけるテーブル3の位置データ及びテーブル3の回転データ(姿勢データ又は向きデータ)の設定などを行う処理である。
そして、S12に処理が移行し、動作指示の処理が行われる。この処理は、造形に関する動作を指示する処理である。例えば、制御部6は、物体を造形するにあたり、必要な動作のデータを読み込み、ヘッド2及びロボットアーム9に制御信号を出力する。
そして、S13に処理が移行し、物体の造形処理が行われる。この造形処理は、ロボットアーム9の作動制御を行い、ヘッド2からの造形材料の吐出制御を行う処理である。図6において、制御部6は、ヘッド2及びロボットアーム9に制御信号を出力する。これにより、図10に示すように、ロボットアーム9が作動して、ヘッド2の吐出位置の近傍にテーブル3が移動する。そして、テーブル3の上に造形材料が堆積され、物体Oが造形されていく。このとき、サポート部材として機能するテーブル3は、法線方向の異なる複数の表面を有している。造形材料の堆積は、法線方向の異なる複数の表面に亘って連続して行われる。例えば、制御部6は、ヘッド2から鉛直方向の下側に向けて造形材料を吐出させ、テーブル3の第一表面311の第一付着点311aに造形材料を付着させる。そして、制御部6は、ヘッド2から造形材料を吐出させながら、ヘッド2に対しテーブル3を相対的に移動させてテーブル3の第二表面312の第二付着点312aに至るまで、造形材料を堆積させる。第一表面311と第二表面312は、法線方向の異なる表面である。第一表面311の法線方向と第二表面312の法線方向の角度差は、鋭角であってもよいし、直角であってもよいし、鈍角であってもよい。このように、サポート部材として機能するテーブル3に法線方向の異なる表面が形成されていても、法線方向の異なる表面に対し連続して造形材料を堆積させて、円滑に物体Oを造形することができる。
そして、図9のS14に処理が移行し、物体Oの造形が終了したか否かが判定される。例えば、予め設定された造形材料の造形データ等に従って物体Oの造形動作が完了したか否かによって物体Oの造形が終了したか否かが判定される。S14において、物体Oの造形が終了していないと判定された場合、S12及びS13に戻り、造形処理などが行われる。一方、S14において、物体Oの造形が終了したと判定された場合、図9に示される一連の制御処理を終了する。
以上説明したように、本実施形態に係る三次元造形装置1a及び三次元造形方法によれば、テーブル3が支持部材として機能し物体の形状に応じて形成されているため、テーブル3の上に造形材料を堆積することにより物体Oの造形が行える。このとき、テーブル3の表面に沿って造形材料を堆積させていくことにより、物体の表面の所望の方向に向けて物体の強度を高めることができる。
例えば、図11に示すようにテーブル3の形状を四角錐台とした場合、物体Oとして四角錐台の枠体の形状のものを造形することができる。この造形において、物体Oを構成する部材の長手方向に沿って造形材料を堆積させて造形していくことができる。このため、物体Oを構成する部材の長手方向に向けて物体Oの強度を高めることができる。つまり、物体Oを構成する部材において、その長手方向に向けて造形材料が連なって設けられているため、物体Oを構成する部材の強度を高めることができる。
一方、図12に示すように、支持部材(サポート部材)を有しない平板状のテーブルの上に物体200を造形する場合、テーブルの上面と平行な方向にしか造形材料を堆積させることができない。このため、テーブルの上面と交差する方向に延びる部材201に対し、その長手方向に沿って造形材料を堆積させることが難しい。従って、物体Oを構成する部材201において、その長手方向に向けて造形材料を連ねることができず、物体Oを構成する部材201の強度は低いものとなる。これに対し、本実施形態に係る三次元造形装置1a及び三次元造形方法では、テーブル3に物体Oを支持する支持部材を設けることにより、物体Oを構成する部材の長手方向に造形材料を連ねて堆積することができ、物体Oを構成する部材の強度を高めることができるのである。
また、本実施形態に係る三次元造形装置1a及び三次元造形方法によれば、テーブル3の法線方向の異なる複数の表面にヘッド2が沿うようにヘッド2とテーブル3を相対的に移動させて複数の表面の上の所望の方向に向けて造形材料を堆積させることができる。このため、物体Oの表面の所望の方向に向けて物体の強度を高めることができる。
また、本実施形態に係る三次元造形装置1a及び三次元造形方法によれば、ヘッド2とテーブル3の間を所定の間隔に維持しつつ、ヘッド2がテーブル3の表面に沿うようにヘッド2とテーブル3を相対的に移動させる。このため、造形材料をテーブル3の上に適切に堆積させて物体Oを造形することができる。
また、本実施形態に係る三次元造形装置1a及び三次元造形方法によれば、ヘッド2から吐出される造形材料の吐出方向がテーブル3の表面の法線方向となるようにして、ヘッド2とテーブル3が相対的に移動する。このため、支持部材として機能するテーブル3の表面に造形材料を的確に堆積させることができる。
なお、本発明は、上述した各実施形態に限定されるものではない。本発明は、特許請求の範囲の記載の要旨を逸脱しない範囲で様々な変形態様を取ることができる。
例えば、上述した第一実施形態においては、第二機構部5が回転軸線A1及び回転軸線A2を中心にテーブル3を回転可能とする場合について説明したが、第二機構部5が回転軸線A1を中心にテーブル3を回転可能とするものであってもよい。具体的には、図2において、第一アクチュエータ51により回転軸線A1を中心にテーブル3を回転可能とし、第二アクチュエータ52の設置を省略してもよい。この場合であっても、上述の本実施形態に係る三次元造形装置1及び三次元造形方法と同様な作用効果が得られる。つまり、テーブル3の上面と平行な方向に向けた回転軸線A1を中心にテーブル3を回転可能とすることにより、回転軸線A1を中心にテーブル3を回転させてテーブル3を傾けることができる。このため、造形中の物体Oの姿勢を変えることが可能となる。従って、物体Oに対し強化したい方向に沿ってヘッド2を移動させやすくなり、所望の方向へ強度を高めて物体Oを造形することができる。
また、例えば、上述した各実施形態においては、テーブル3及びヘッド2がベース部材81上に設定されている場合について説明したが、テーブル3及びヘッド2を密封されたチャンバ内に設置して造形を行うものであってもよい。チャンバ内にテーブル3及びヘッド2を収容することにより、造形時における温度調整が可能となる。また、上述した三次元造形装置1では、装置の小型化が可能であり、チャンバ内に収めやすい。造形時における温度調整することにより、熱反り(既に造形した部分と新たに造形した部分の温度差により、造形後に物体が反る現象)や結晶化の不具合(結晶性樹脂を用いる場合、冷却速度が速すぎると非結晶の部分の比率が高くなる)の抑制が可能となる。
また、上述した第一実施形態においては、ヘッド2を直交三軸で移動可能とし、テーブル3を直交二軸で回転可能とする場合について説明したが、ヘッド2の直交三軸のうち一軸又は複数軸をテーブル3側に設けてもよい。例えば、ヘッド2をXY軸で移動可能とし、テーブル3をZ軸で移動可能とし直交二軸で回転可能としてもよい。
さらに、上述した第一実施形態においては、ヘッド2を直交三軸で移動可能とし、テーブル3を直交二軸で回転可能とする五軸動作の場合について説明したが、六軸又は六軸以上の多軸の動作を行える場合であってもよい。例えば、ヘッド2を直交三軸で移動可能とし直交二軸で回転可能とし、テーブル3を直交二軸で回転可能とし、七軸動作としてもよい。
このように、ヘッド2を直交三軸で移動可能とし直交二軸で回転可能とすることにより、造形する物体の形状の自由度を高くすることができる。なお、ヘッド2を回転させることで、ヘッド2の吐出方向が重力方向(鉛直方向)と異なる場合もあり得る。この場合、ヘッド2の吐出方向がほぼ重力方向となるようにヘッド2の回転角度を制御することにより、造形材料の吐出及び堆積を安定させればよい。
1 三次元造形装置
2 ヘッド
3 テーブル
4 第一機構部
5 第二機構部
6 制御部
7 HMI
9 ロボットアーム(第一機構部、第二機構部)
21 吐出口
31 サポート部材(支持部材)
41 スライダ
42 ポール
43 可動部材
51 第一アクチュエータ
52 第二アクチュエータ
81 ベース部材
82 枠体
83 枠体
311 第一表面
311a 第一付着点
312 第二表面
312a 第二付着点
A1 回転軸線
A2 回転軸線
O 物体
2 ヘッド
3 テーブル
4 第一機構部
5 第二機構部
6 制御部
7 HMI
9 ロボットアーム(第一機構部、第二機構部)
21 吐出口
31 サポート部材(支持部材)
41 スライダ
42 ポール
43 可動部材
51 第一アクチュエータ
52 第二アクチュエータ
81 ベース部材
82 枠体
83 枠体
311 第一表面
311a 第一付着点
312 第二表面
312a 第二付着点
A1 回転軸線
A2 回転軸線
O 物体
Claims (11)
- ヘッドから造形材料を吐出し、前記ヘッドの下方に設けられるテーブルの上に前記造形材料を堆積させて、三次元の物体を造形する三次元造形装置において、
前記ヘッドと前記テーブルを直交三軸の各方向へ相対的に移動可能とする第一機構部と、
少なくとも前記テーブルの上面と平行な方向に向けた回転軸線を中心に前記テーブルを回転可能とする第二機構部と、
を備える三次元造形装置。 - 前記第一機構部は、前記ヘッドを前記テーブルに対し直交三軸の各方向へ移動可能とする、
請求項1に記載の三次元造形装置。 - 前記第二機構部は、前記テーブルの上面と垂直な方向に向けた回転軸線を中心に前記テーブルを回転可能とする、
請求項1又は2に記載の三次元造形装置。 - 前記テーブルは、前記物体の形状に応じて形成され前記物体を支持する支持部材を有し、
前記第一機構部及び前記第二機構部の作動を調整し、前記造形材料が前記支持部材の表面に対し垂直に吐出されるように前記ヘッド及び前記テーブルの一方又は双方の姿勢を制御し、前記ヘッドが前記支持部材の表面に沿うように前記ヘッドと前記テーブルを相対的に移動させ、前記支持部材の上に前記造形材料を堆積させる制御部を備える、
請求項1〜3のいずれか一項に記載の三次元造形装置。 - 前記支持部材は、法線方向の異なる複数の表面を有し、
前記制御部は、前記ヘッドが前記複数の表面に沿うように前記ヘッドと前記テーブルを相対的に移動させ、前記複数の表面の上に前記造形材料を堆積させる、
請求項4に記載の三次元造形装置。 - 前記制御部は、前記ヘッドと前記支持部材の間を所定の間隔に維持しつつ、前記ヘッドが前記支持部材の表面に沿うように前記ヘッドと前記テーブルを相対的に移動させる、
請求項4又は5に記載の三次元造形装置。 - 前記制御部は、前記ヘッドから吐出される前記造形材料の吐出方向が前記支持部材の表面の法線方向となるようにして、前記ヘッドと前記テーブルを相対的に移動させる、
請求項4〜6のいずれか一項に記載の三次元造形装置。 - 前記造形材料は、繊維強化プラスチックを含む材料である、
請求項1〜7のいずれか一項に記載の三次元造形装置。 - ヘッドから造形材料を吐出し、前記ヘッドの下方に設けられるテーブルの上に前記造形材料を堆積させて、三次元の物体を造形する三次元造形方法において、
前記テーブルの上面と平行な方向に向けた回転軸線を中心に前記テーブルを回転させる回転工程と、
前記テーブルの上に前記造形材料を堆積させて前記物体を造形する造形工程と、
を含む三次元造形方法。 - 前記テーブルは、前記物体の形状に応じて形成され前記物体を支持する支持部材を有し、
前記回転工程は、前記造形材料が前記支持部材の表面に対し垂直に吐出されるように前記テーブルを回転させ、
前記造形工程は、前記ヘッドが前記支持部材の表面に沿うように前記ヘッドと前記テーブルを相対的に移動させて前記支持部材の上に前記造形材料を堆積させる、
請求項9に記載の三次元造形方法。 - 前記造形工程は、
前記ヘッドから鉛直方向の下側に向けて前記造形材料を吐出し、前記支持部材の第一表面の第一付着点に前記造形材料を付着させる付着工程と、
前記ヘッドから前記造形材料を吐出させながら、前記ヘッドと前記テーブルを相対的に移動させて前記支持部材の上に連続的に前記造形材料を堆積させる堆積工程と、を含み、
前記堆積工程は、前記第一付着点から前記支持部材の前記第一表面と法線方向の異なる第二表面の第二付着点に至るまで、前記造形材料を堆積させる、
請求項10に記載の三次元造形方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2019/025971 WO2020004659A1 (ja) | 2018-06-29 | 2019-06-28 | 三次元造形装置及び三次元造形方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018124565 | 2018-06-29 | ||
| JP2018124565 | 2018-06-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2020006681A true JP2020006681A (ja) | 2020-01-16 |
Family
ID=69150040
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019075705A Pending JP2020006681A (ja) | 2018-06-29 | 2019-04-11 | 三次元造形装置及び三次元造形方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2020006681A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3868505A1 (en) * | 2020-02-21 | 2021-08-25 | Mitsubishi Heavy Industries Compressor Corporation | Metal laminating and modeling method |
| CN114559655A (zh) * | 2022-03-02 | 2022-05-31 | 江苏电子信息职业学院 | 用于财务会计用印章3d打印机 |
-
2019
- 2019-04-11 JP JP2019075705A patent/JP2020006681A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3868505A1 (en) * | 2020-02-21 | 2021-08-25 | Mitsubishi Heavy Industries Compressor Corporation | Metal laminating and modeling method |
| US12186839B2 (en) | 2020-02-21 | 2025-01-07 | Mitsubishi Heavy Industries Compressor Corporation | Metal laminating and modeling method |
| CN114559655A (zh) * | 2022-03-02 | 2022-05-31 | 江苏电子信息职业学院 | 用于财务会计用印章3d打印机 |
| CN114559655B (zh) * | 2022-03-02 | 2023-07-21 | 江苏电子信息职业学院 | 用于财务会计用印章3d打印机 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Fry et al. | Robotic additive manufacturing system for dynamic build orientations | |
| US6505089B1 (en) | Method for manufacturing a three-dimensional model by variable deposition and apparatus used therein | |
| US8153183B2 (en) | Adjustable platform assembly for digital manufacturing system | |
| KR100771169B1 (ko) | 다중 배열 노즐세트를 이용한 조형장치 및 방법 | |
| US20200070405A1 (en) | Additive manufacturing system with platen having vacuum and air bearing | |
| US11485079B2 (en) | System for leveling heated platen in 3D printer | |
| US11331847B2 (en) | Additive manufacturing using polymer materials | |
| JP7086306B2 (ja) | 加工プログラム生成装置、積層造形装置、加工プログラム生成方法、積層造形方法および機械学習装置 | |
| CN110366485A (zh) | 利用喷射成形的3d打印 | |
| JP2019025759A (ja) | 造形装置、造形方法、及び造形制御プログラム | |
| Dine et al. | On the development of a robot-operated 3D-printer | |
| WO2020004659A1 (ja) | 三次元造形装置及び三次元造形方法 | |
| JP2020006681A (ja) | 三次元造形装置及び三次元造形方法 | |
| JP6676220B1 (ja) | 付加製造装置および数値制御装置 | |
| KR20160116167A (ko) | 삼차원 구조물 제조장치 및 방법 | |
| EP3656542A1 (en) | Three-dimensional printing process | |
| EP3359371B1 (en) | Additive manufacturing using polymer materials | |
| EP3878581A1 (en) | Method and system for operating a modular heater to improve layer bonding in a metal drop ejecting three-dimensional (3d) object printer | |
| US10889044B2 (en) | Method of printing parts in a layerwise manner with one or more internal woven panels under tension | |
| CN116323083A (zh) | 层叠造形方法、层叠造形装置及层叠造形系统 | |
| US20220168962A1 (en) | Method and device for producing articles by additive manufacturing | |
| WO2022254671A1 (ja) | 付加製造装置および付加製造方法 | |
| Schwicker et al. | Development of a fused deposition modeling system to build form-fit joints using an industrial robot | |
| CN114488981B (zh) | 一种实时同步沉积的工业机器人熔融沉积制造系统及应用 | |
| JP7207131B2 (ja) | 三次元造形装置及び三次元造形方法 |