JP2019155385A - 連続鋳造鋳片の精整装置列 - Google Patents
連続鋳造鋳片の精整装置列 Download PDFInfo
- Publication number
- JP2019155385A JP2019155385A JP2018042321A JP2018042321A JP2019155385A JP 2019155385 A JP2019155385 A JP 2019155385A JP 2018042321 A JP2018042321 A JP 2018042321A JP 2018042321 A JP2018042321 A JP 2018042321A JP 2019155385 A JP2019155385 A JP 2019155385A
- Authority
- JP
- Japan
- Prior art keywords
- slab
- hot
- continuous casting
- cutting
- heating furnace
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Landscapes
- Metal Rolling (AREA)
Abstract
Description
また、スラブ表面にスケールが残存した状態では、精整装置列内の表面検査装置における検査精度が低下して欠陥位置を正しく検知できないため、表面検査の終了後に手入れを実施したとしても、表面欠陥の手入れが有効に作用しない場合がある。
そこで、連続鋳造後の温度の高い鋳片を即座に溶削(熱間溶削)し、熱間溶削後にデスケーリングを実施する。これにより、熱間溶削に必要なエネルギーを低減するとともに、熱間溶削後の鋳片温度が高い状態に保持されるので、デスケーリング時の熱応力が大きくなる。デスケーリング後に検査を行うことにより、鋳片の表面品質および検査精度の向上、並びに、熱ロスの低減を達成する。
本発明者らは、これらの着想に基づいて、本発明を完成させた。以下、本発明について説明する。
上述したように、従来の技術では、表面検査の結果によって熱間溶削を実施するか否かが選択されることが多かった。しかしながら、現在は、表面検査基準が厳格化しており、一般的な連続鋳造機で製造された鋳片において熱間溶削による手入れを必要とする鋼種が増加している。そのため、熱間溶削の要否を決定するための表面検査と、この検査の結果である熱間溶削要否に応じて搬送系統を選択する装置とを含む、精整装置列を有する意味が小さくなっている。
熱間溶削によって、鋳片の表面欠陥を除去することが可能であるが、さらに、次工程である圧延時の欠陥をより低減させるためには、熱間溶削施工時に発生する溶削開始部および溶削時に発生するスケールを、圧延工程に搬送するライン上で除去する精整装置列である必要がある。
なお、分塊圧延装置2において大きく圧下を実施した場合、鋳片の先端または後端が変形する。それゆえ、このような場合には、切断装置7を用いて、変形した部分を切断する。
これに対し、表面検査装置6による表面検査で欠陥が検出された鋳片は、手入れが必要である。そのため、このような鋳片は、直送ラインから分岐した、有手入れラインである搬送テーブル12bへ向けて搬送され、鋳片搬送装置8aの出側に設置された2台の熱間研削装置10による手入れが実施された後、加熱炉9に装入される。
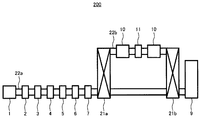
図2に示した精整装置列200は、連続鋳造機1の出側に、搬送テーブル22aに一直線上に順に設置された、分塊圧延装置2と、熱間溶削装置3と、デスケーリング装置4と、熱間研削装置5と、表面検査装置6と、切断装置7と、鋳片搬送装置21a、21bと、加熱炉9と、を有している。鋳片搬送装置21aおよび鋳片搬送装置21bは、何れも、互いに並行する搬送テーブル22aおよび搬送テーブル22bに接続されており、搬送テーブル22bには、熱間研削装置10、スラブ反転装置11、および、熱間研削装置10が一直線上に順に設置されている。
これに対し、表面検査装置6による表面検査で欠陥が検出された鋳片は、手入れが必要である。そのため、このような鋳片は、鋳片搬送装置21aにより、直送ラインから分岐した有手入れラインである搬送テーブル22bへ向けて搬送され、搬送テーブル22bにおいて鋳片搬送装置21aの出側に設置された2台の熱間研削装置10による手入れが実施される。手入れが実施された鋳片は、鋳片搬送装置21bによって搬送テーブル22aへと戻され、その後、加熱炉9に装入される。
(1)連続鋳造装置を出た後、1次疵検査において合格となり、加熱炉に直送される場合;および、1次疵検査において不合格になったが、有手入ラインにおいてホットスカーファーによる熱間での表面欠陥除去処理を経た後、ホットスカーファーの出側で行われる2次検査において合格となり、直送ラインを出ることなく加熱炉に装入される場合。
(2)連続鋳造装置を出た後、1次疵検査において不合格となり、有手入ラインにおいてホットスカーファーによる熱間での表面欠陥除去処理を経た後、ホットスカーファーの出側で行われる2次疵検査においても不合格となったが、熱間研削装置を用いて熱間で手入れを完了し、冷却工程を経ずに加熱炉に装入される場合。
(3)連続鋳造装置を出た後、熱間での手入れ及び冷間での手入れの両方を経て加熱炉に供給される場合(すなわち、1次疵検査において不合格となり、有手入ラインにおいてホットスカーファーによる熱間での表面欠陥除去処理を経た後、ホットスカーファーの出側で行われる2次疵検査において不合格となり、さらに浸漬冷却後にオフラインによる冷間での疵除去処理を経た後に加熱炉に供給される場合。)。
2…分塊圧延装置
3…熱間溶削装置
4…デスケーリング装置
5…熱間研削装置
6…表面検査装置
7…切断装置
8a、8b、21a、21b…鋳片搬送装置
9…加熱炉
10…熱間研削装置
11…スラブ反転装置
12a、12b、12c、22a、22b…搬送テーブル
100、200…連続鋳造鋳片の精整装置列
Claims (3)
- 連続鋳造機と圧延機との間に設置される、連続鋳造鋳片の精整装置列であって、
前記連続鋳造機の出側に設置された熱間溶削装置と、
前記熱間溶削装置の出側に設置されたデスケーリング装置と、
前記デスケーリング装置の出側に設置された熱間研削装置と、
前記熱間研削装置の出側に設置された表面検査装置と、
前記表面検査装置の出側に設置された切断装置と、
前記切断装置の出側に並行に設置された2つの鋳片搬送装置と、を有し、
前記2つの鋳片搬送装置によって、前記連続鋳造鋳片が、前記圧延機の入側に設置された加熱炉へと直接搬送される前記連続鋳造鋳片と、前記加熱炉の入側に設置された熱間研削装置を通って前記加熱炉へと搬送される前記連続鋳造鋳片とに分けられる
ことを特徴とする、連続鋳造鋳片の精整装置列。 - 前記2つの鋳片搬送装置が、横行搬送装置であることを特徴とする、請求項1に記載の連続鋳造鋳片の精整装置列。
- 前記連続鋳造鋳片が、前記連続鋳造機の出側に設置された分塊圧延装置によって成形された鋳片であることを特徴とする、請求項1または2に記載の連続鋳造鋳片の精整装置列。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018042321A JP6954188B2 (ja) | 2018-03-08 | 2018-03-08 | 連続鋳造鋳片の精整装置列 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018042321A JP6954188B2 (ja) | 2018-03-08 | 2018-03-08 | 連続鋳造鋳片の精整装置列 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019155385A true JP2019155385A (ja) | 2019-09-19 |
| JP6954188B2 JP6954188B2 (ja) | 2021-10-27 |
Family
ID=67992854
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018042321A Active JP6954188B2 (ja) | 2018-03-08 | 2018-03-08 | 連続鋳造鋳片の精整装置列 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6954188B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5036350A (ja) * | 1973-08-04 | 1975-04-05 | ||
| JPS5293628A (en) * | 1976-02-03 | 1977-08-06 | Sumitomo Heavy Industries | Equipment of multiple type continuous casting |
| JPS53112248A (en) * | 1977-03-11 | 1978-09-30 | Ishikawajima Harima Heavy Ind Co Ltd | Method and facilities for hot direct rolling of steel material |
| JPH0515923A (ja) * | 1991-07-09 | 1993-01-26 | Nippon Steel Corp | 金属スラブの精整装置列 |
| JPH05329505A (ja) * | 1992-06-01 | 1993-12-14 | Kobe Steel Ltd | 低合金鋼の表面割れ防止方法 |
-
2018
- 2018-03-08 JP JP2018042321A patent/JP6954188B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5036350A (ja) * | 1973-08-04 | 1975-04-05 | ||
| JPS5293628A (en) * | 1976-02-03 | 1977-08-06 | Sumitomo Heavy Industries | Equipment of multiple type continuous casting |
| JPS53112248A (en) * | 1977-03-11 | 1978-09-30 | Ishikawajima Harima Heavy Ind Co Ltd | Method and facilities for hot direct rolling of steel material |
| JPH0515923A (ja) * | 1991-07-09 | 1993-01-26 | Nippon Steel Corp | 金属スラブの精整装置列 |
| JPH05329505A (ja) * | 1992-06-01 | 1993-12-14 | Kobe Steel Ltd | 低合金鋼の表面割れ防止方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6954188B2 (ja) | 2021-10-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6436205B1 (en) | Method for surface processing of a continuously cast steel product and device therefor | |
| KR101189516B1 (ko) | 주편 처리 방법 및 주편 처리 시스템 | |
| CN111315502A (zh) | 连续铸造和轧制设备以及连续铸造和轧制方法 | |
| JP6562223B2 (ja) | 連続鋳造スラブの加熱方法および加熱設備 | |
| TW201811456A (zh) | 複合式冷軋線 | |
| RU2618979C2 (ru) | Способ и устройство для изготовления металлических прокатных изделий | |
| KR100227227B1 (ko) | 연속압연방법 및 그 장치 | |
| JP2020138222A (ja) | 鋳片の再加熱システム及び再加熱方法 | |
| JP2019010676A (ja) | 熱延鋼板の製造方法 | |
| JP2019155385A (ja) | 連続鋳造鋳片の精整装置列 | |
| JP2010006666A (ja) | 板状ガラスの製造方法及び製造装置 | |
| JP2010006665A (ja) | 板状ガラスの製造方法 | |
| JP5440359B2 (ja) | 熱間圧延ラインにおける圧延ピッチ制御方法 | |
| JP2009028747A (ja) | 厚鋼板の圧延方法 | |
| JP2006297463A (ja) | アルミニウム板の熱間圧延ラインにおける通板方法 | |
| JP5673370B2 (ja) | 熱延鋼板の冷却方法 | |
| KR101428320B1 (ko) | 압연 공정의 스케일 제거 장치 | |
| JP6447836B2 (ja) | 熱延鋼帯の製造方法および熱延鋼帯の製造設備 | |
| KR101751280B1 (ko) | 주편처리장치 | |
| JPH0515923A (ja) | 金属スラブの精整装置列 | |
| JP4980742B2 (ja) | 棒材用搬送装置 | |
| JP3582517B2 (ja) | 熱延鋼帯の製造方法 | |
| JP2008212956A (ja) | 熱間圧延における脱スケール装置の使用方法およびそれを用いた熱間圧延方法 | |
| TW201422326A (zh) | 熱軋鋼板冷卻裝置 | |
| JPH1034222A (ja) | スラブ供給ヤード及びスラブ供給方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201106 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210825 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210831 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210913 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6954188 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |