JP2018515696A - 紙または板紙の製造方法、得られた紙または板紙製品およびその使用 - Google Patents
紙または板紙の製造方法、得られた紙または板紙製品およびその使用 Download PDFInfo
- Publication number
- JP2018515696A JP2018515696A JP2017560761A JP2017560761A JP2018515696A JP 2018515696 A JP2018515696 A JP 2018515696A JP 2017560761 A JP2017560761 A JP 2017560761A JP 2017560761 A JP2017560761 A JP 2017560761A JP 2018515696 A JP2018515696 A JP 2018515696A
- Authority
- JP
- Japan
- Prior art keywords
- pulp
- pulp slurry
- paper
- paperboard
- cmc
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images






Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B29/00—Layered products comprising a layer of paper or cardboard
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B29/00—Layered products comprising a layer of paper or cardboard
- B32B29/002—Layered products comprising a layer of paper or cardboard as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21C—PRODUCTION OF CELLULOSE BY REMOVING NON-CELLULOSE SUBSTANCES FROM CELLULOSE-CONTAINING MATERIALS; REGENERATION OF PULPING LIQUORS; APPARATUS THEREFOR
- D21C9/00—After-treatment of cellulose pulp, e.g. of wood pulp, or cotton linters ; Treatment of dilute or dewatered pulp or process improvement taking place after obtaining the raw cellulosic material and not provided for elsewhere
- D21C9/001—Modification of pulp properties
- D21C9/002—Modification of pulp properties by chemical means; preparation of dewatered pulp, e.g. in sheet or bulk form, containing special additives
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21C—PRODUCTION OF CELLULOSE BY REMOVING NON-CELLULOSE SUBSTANCES FROM CELLULOSE-CONTAINING MATERIALS; REGENERATION OF PULPING LIQUORS; APPARATUS THEREFOR
- D21C9/00—After-treatment of cellulose pulp, e.g. of wood pulp, or cotton linters ; Treatment of dilute or dewatered pulp or process improvement taking place after obtaining the raw cellulosic material and not provided for elsewhere
- D21C9/001—Modification of pulp properties
- D21C9/002—Modification of pulp properties by chemical means; preparation of dewatered pulp, e.g. in sheet or bulk form, containing special additives
- D21C9/004—Modification of pulp properties by chemical means; preparation of dewatered pulp, e.g. in sheet or bulk form, containing special additives inorganic compounds
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21C—PRODUCTION OF CELLULOSE BY REMOVING NON-CELLULOSE SUBSTANCES FROM CELLULOSE-CONTAINING MATERIALS; REGENERATION OF PULPING LIQUORS; APPARATUS THEREFOR
- D21C9/00—After-treatment of cellulose pulp, e.g. of wood pulp, or cotton linters ; Treatment of dilute or dewatered pulp or process improvement taking place after obtaining the raw cellulosic material and not provided for elsewhere
- D21C9/001—Modification of pulp properties
- D21C9/002—Modification of pulp properties by chemical means; preparation of dewatered pulp, e.g. in sheet or bulk form, containing special additives
- D21C9/005—Modification of pulp properties by chemical means; preparation of dewatered pulp, e.g. in sheet or bulk form, containing special additives organic compounds
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/20—Macromolecular organic compounds
- D21H17/21—Macromolecular organic compounds of natural origin; Derivatives thereof
- D21H17/24—Polysaccharides
- D21H17/25—Cellulose
- D21H17/26—Ethers thereof
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/63—Inorganic compounds
- D21H17/66—Salts, e.g. alums
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/30—Multi-ply
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21J—FIBREBOARD; MANUFACTURE OF ARTICLES FROM CELLULOSIC FIBROUS SUSPENSIONS OR FROM PAPIER-MACHE
- D21J1/00—Fibreboard
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H11/00—Pulp or paper, comprising cellulose or lignocellulose fibres of natural origin only
- D21H11/16—Pulp or paper, comprising cellulose or lignocellulose fibres of natural origin only modified by a particular after-treatment
- D21H11/20—Chemically or biochemically modified fibres
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H17/00—Non-fibrous material added to the pulp, characterised by its constitution; Paper-impregnating material characterised by its constitution
- D21H17/63—Inorganic compounds
- D21H17/65—Acid compounds
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H21/00—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties
- D21H21/14—Non-fibrous material added to the pulp, characterised by its function, form or properties; Paper-impregnating or coating material, characterised by its function, form or properties characterised by function or properties in or on the paper
- D21H21/22—Agents rendering paper porous, absorbent or bulky
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/002—Tissue paper; Absorbent paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/002—Tissue paper; Absorbent paper
- D21H27/004—Tissue paper; Absorbent paper characterised by specific parameters
- D21H27/005—Tissue paper; Absorbent paper characterised by specific parameters relating to physical or mechanical properties, e.g. tensile strength, stretch, softness
- D21H27/007—Tissue paper; Absorbent paper characterised by specific parameters relating to physical or mechanical properties, e.g. tensile strength, stretch, softness relating to absorbency, e.g. amount or rate of water absorption, optionally in combination with other parameters relating to physical or mechanical properties
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/08—Filter paper
-
- D—TEXTILES; PAPER
- D21—PAPER-MAKING; PRODUCTION OF CELLULOSE
- D21H—PULP COMPOSITIONS; PREPARATION THEREOF NOT COVERED BY SUBCLASSES D21C OR D21D; IMPREGNATING OR COATING OF PAPER; TREATMENT OF FINISHED PAPER NOT COVERED BY CLASS B31 OR SUBCLASS D21G; PAPER NOT OTHERWISE PROVIDED FOR
- D21H27/00—Special paper not otherwise provided for, e.g. made by multi-step processes
- D21H27/10—Packing paper
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Inorganic Chemistry (AREA)
- Paper (AREA)
Abstract
紙、板紙、ティッシュペーパー、濾紙またはフラッフパルプの製造における使用に好適な硬化パルプ生成物の製造方法であって、酸性の条件または二価の金属イオンの存在下で、アニオン性または両性カルボキシメチルセルロース(CMC)をセルロース系繊維に結合させるステップを含む方法である。アルミニウムイオンまたは二価のイオンを、第1パルプスラリー中の0.0001〜0.5Mの合計モル濃度までスラリーに添加する。次いで、第1パルプスラリーを酸性条件下で脱水及び硬化させ、硬化パルプ生成物を得る。硬化パルプ生成物を製紙プロセスで使用し、紙製品を得る、これにより、最終紙製品がより嵩高くなる。或いは、硬化ステップを省略し、アルミニウムイオンを第1パルプスラリーに添加し、該パルプを直接製紙プロセスに使用する。【選択図】図1
Description
本発明は、紙、板紙、ティッシュペーパーまたはフラッフパルプの製造における使用に好適な硬化パルプ生成物の製造方法、該方法により得られる硬化パルプ生成物、紙または板紙、フラッフパルプ、濾紙、またはティッシュの製造のための硬化パルプ生成物の使用、紙または板紙の製造方法、および製造された紙または板紙の包装材料としての使用に関する。
板紙の包装材料は、種々の物品を包装して物品の機械的および/または化学的保護を付与するために、長い間使用されてきた。物品の十分な保護を確実にするために、優れた機械的強度を有する軽量の包装材料に対する需要がますます高まっている。
膨化糸(bulking fibre)は、歴史的にはティッシュ製造の分野で使用され、発展してきたものである。この分野では、柔らかい構造が一定の顧客価値を有する。膨化糸はフラッフパルプの製造にも使用することができる。典型的な処理には、クエン酸/触媒などの架橋剤による処理および/またはカール処理を必要とする。また、断熱、遮音、または緩衝材として使用されるセルロース系繊維板材料に関して、板材の密度を低下させるためにいくつかの開発研究が実施されてきた。しかし、このような材料は、包装材料としての機械的特性に対するものと同じ要件を必要としない。例えば、特開昭54-138060号は、断熱または遮音材料または緩衝材として使用するための低密度難燃性セルロース系繊維板の製造方法を開示している。この方法では、最初に木材パルプをリン酸アンモニウム水溶液に含浸して、板材を不燃性にする。その後、木材パルプを乾燥し、130〜170℃に加熱してリン酸セルロースを得る。その後、リン酸セルロースを2.5重量%の濃度に再スラッシュ化し、リン酸セルロースを水中で叩解させる。次に、水の約20〜30重量%の量の硫酸アルミニウムなどの多価金属塩を使って、pHをpH2.7〜6.5に調節する。次いでスラリーを繊維板に成形し、脱水し、100〜125℃で1〜3時間乾燥する。硬化後、金属基がリン酸基に結合し、それにより、繊維束は体積が増加し、したがって、板紙は低密度を取得し得る。しかし、硬化されたリン酸塩含浸ウェブが再スラッシュ化された後、および最終板材ウェブの脱水前に、得られたリン酸セルロースに金属塩が添加される。リン酸アンモニウムは難燃剤として使用されており、したがって、包装材料に好適であり、環境に優しく、作業環境での使用で安全な材料を見つけるという必要性が存在する。
このように、繊維の嵩を増やす既知の方法は存在するにしても、紙および包装板紙の製造に関連する使用に好適な方法を提供する必要性がある。
低密度を有し、嵩の高い紙または板紙の製造のために使用できる硬化パルプ生成物の製造方法を提供することが本発明の1つの目的である。
包装材料としての使用に好適な低密度紙または板紙製品を提供することは、本発明のさらなる目的である。
また、先行技術の低密度材料の製造に関連して認められた問題を最小化することも本発明の1つの目的である。
本発明では、セルロース系繊維を処理して、軽量のセルロース系材料を得る。処理は「膨化糸」を提供し、これは、嵩高い紙および板紙材料を作製するために使用でき、同時に、より低い坪量で曲げ剛性を維持することができる。あるいは、膨化糸を使って、坪量を維持して曲げ剛性を高めてもよい。膨化糸は、ティッシュペーパー、濾紙、および例えば、吸収性製品に使用できるフラッフパルプの製造にも使用することができる。
したがって、膨化糸を得る原材料となる、硬化パルプ生成物の製造方法を提供することは本発明の1つの目的である。
保水値の大きな低下をもたらすパルプの処理を提供することも本発明の1つの目的である。保水値の低下は、紙/板紙製造中の脱水およびプレス効率にとって有益となり、プレスセクション後により高い乾燥含量をもたらす。それにより、紙/板紙製造中の乾燥方法における乾燥エネルギーの必要性を減らすことができる。したがって、本発明による処理ステップがパルプ工場で行われ、パルプが統合されていない紙/板紙工場で使用される場合、紙または板紙工場における資源効率は、材料およびエネルギー効率の両方で遥かに高くなるであろう。
本発明のさらなる目的と利点は、以下の本発明の開示から明らかとなろう。
上記目的は、紙、板紙、ティッシュペーパー、濾紙、またはフラッフパルプの製造での使用に好適な硬化パルプ生成物の製造方法に関する本発明の第1の実施形態による方法により達成され、該方法は、
i) セルロース系繊維を含み、第1パルプスラリー中のセルロース系繊維の乾燥重量として計算して、0.1〜40重量%のパルプ稠度を有する第1水性パルプスラリーを準備するステップ;
ii) 前記第1パルプスラリーをpH1.5〜pH4.5のpHに調節するステップ、あるいは、第1パルプスラリーを、第1パルプスラリー中の0.0001M〜0.5Mの合計モル金属イオン濃度までの、Zn2+、Mg2+、Ca2+またはこれらの混合物から選択される二価の金属イオンを含有する金属塩で処理するステップ;
iii) アニオン性または両性カルボキシメチルセルロース(CMC)またはこれらの誘導体を、第1パルプスラリー中のセルロース系繊維に、少なくとも50℃の温度で、該パルプを該CMCで処理することにより、結合させるステップ;
iv) 第1パルプスラリーに、Al3+イオンを含む金属塩を0.0001M〜0.5Mのアルミニウムイオンの第1パルプスラリー中の合計モル濃度まで添加する、あるいは、第1パルプスラリー中の合計モル濃度が0.0001M〜0.5Mの範囲内にない場合に、パルプスラリー中の二価の金属イオンの濃度を制御し、0.0001M〜0.5Mの範囲に、第1パルプスラリー中の二価の金属イオンの合計モル濃度を調節するステップ;
v) 第1パルプスラリーのpHの範囲が3.0〜6.0の範囲内にない場合、pHを制御して、3.0〜6.0のpHに調節するステップ;
vi) 第1パルプスラリーを少なくとも60℃の温度で脱水および硬化して、それにより、硬化パルプ生成物を得るステップ
を含む。
i) セルロース系繊維を含み、第1パルプスラリー中のセルロース系繊維の乾燥重量として計算して、0.1〜40重量%のパルプ稠度を有する第1水性パルプスラリーを準備するステップ;
ii) 前記第1パルプスラリーをpH1.5〜pH4.5のpHに調節するステップ、あるいは、第1パルプスラリーを、第1パルプスラリー中の0.0001M〜0.5Mの合計モル金属イオン濃度までの、Zn2+、Mg2+、Ca2+またはこれらの混合物から選択される二価の金属イオンを含有する金属塩で処理するステップ;
iii) アニオン性または両性カルボキシメチルセルロース(CMC)またはこれらの誘導体を、第1パルプスラリー中のセルロース系繊維に、少なくとも50℃の温度で、該パルプを該CMCで処理することにより、結合させるステップ;
iv) 第1パルプスラリーに、Al3+イオンを含む金属塩を0.0001M〜0.5Mのアルミニウムイオンの第1パルプスラリー中の合計モル濃度まで添加する、あるいは、第1パルプスラリー中の合計モル濃度が0.0001M〜0.5Mの範囲内にない場合に、パルプスラリー中の二価の金属イオンの濃度を制御し、0.0001M〜0.5Mの範囲に、第1パルプスラリー中の二価の金属イオンの合計モル濃度を調節するステップ;
v) 第1パルプスラリーのpHの範囲が3.0〜6.0の範囲内にない場合、pHを制御して、3.0〜6.0のpHに調節するステップ;
vi) 第1パルプスラリーを少なくとも60℃の温度で脱水および硬化して、それにより、硬化パルプ生成物を得るステップ
を含む。
この方法は、硬化ステップを含むことから、本明細書の以降で「乾式」方法とも呼ばれる。この方法では、ステップiv)およびv)の酸性条件下で多価の金属イオン(カチオン)で繊維が処理される場合、繊維の角質化が増大し、それにより、より剛性の高い繊維が得られる。
角質化は、水除去または乾燥/硬化時に起こるリグノセルロース系繊維材料における不可逆的内部結合を意味する。角質化した繊維は、非角質化繊維と同程度には膨潤せず(すなわち、多くの水を取り込むことができない)、この差異は、例えば、保水値の減少として測定できる。この不可逆的結合はまた、繊維中のポリマー構造の剛化に繋がり、より剛性の高い繊維から作製された紙は、より嵩高い。したがって、本発明の第1の態様による方法は、膨化糸を提供し、製紙プロセス中に容易に脱水するウェブをもたらす。
CMCの繊維への結合により、繊維の電荷密度またはアニオン電荷密度が増加し、これは、その後の製紙プロセスで有益である。
本出願では、第1の値から第2の値までの間隔について記載される場合、請求された間隔内の、末端の値を含む任意の個々の値も選択され得ることを意味するという点に留意されたい。例えば、「0.1〜40重量%」の間隔内のパルプ稠度に関して、その間隔内の任意の値、例えば、1%、10%、または40%をパルプ稠度として選択し得ることを意味する。さらに、一例として、同様の方式で、pHは、3.0〜6.0の請求間隔内の任意のpH値であるように選択してよく、例えば、pH3.0、3.5、pH5.0、またはpH6.0とすることができる。
一実施形態では、第1パルプスラリーは脱水され、その後または同時に、気流乾燥により硬化される。気流乾燥は、例えば、加熱シリンダーによる乾燥の場合より高い温度で適切に行われ、温度は、第1パルプスラリーの熱感度に応じて、100〜300℃とすることができる。また、硬化時間は、気流乾燥が使用される場合には通常、より短時間である。気流乾燥により、さらなる膨化効果、すなわち、より高い嵩で、より低い密度が得られ得る。したがって、ステップvi)では、第1パルプスラリーは気流乾燥により、100℃〜300℃、好ましくは150℃〜270℃、最も好ましくは180℃〜240℃の温度で硬化できる。硬化時間は、5分未満、好ましくは1分未満とすることができる。したがって、従来の硬化方法に比べて、基本的に短い硬化時間が得られ得る。
別の実施形態では、ステップvi)で、第1パルプスラリーは加熱空気または加熱蒸気により60〜150℃の温度で硬化され、該加熱空気または加熱蒸気は、直接的に第1パルプスラリーを加熱する、または間接的に、例えば、加熱シリンダーにより、第1パルプスラリーを加熱する。硬化中の温度が高ければ高いほど、嵩が高くなり、したがって、高い膨化効果が想定される。これらの硬化方法を使用することにより、ステップvi)で、ウェブの形の硬化パルプ生成物、すなわち、硬化ウェブを得ることが可能となる。ウェブはその後、収集され、ウェブロールに巻き取られた後、製紙工場に供給され得る。次に、方法は、硬化ウェブをシートに切断し、そのシートを積層してベールパルプを得るステップvii)をさらに含んでよい。ベールパルプは、製紙工場への輸送が容易であり、製紙プロセスで容易に使用できる。
ステップvi)の方法では、第1パルプスラリーは、50%未満、適切には30%未満、好ましくは15%未満の含水量が得られるまで硬化されるのが好ましい。含水量は0%であってよいが、通常、含水量は約1〜10%である。ウェブの硬化が大きいほど、材料の密度の低下が大きくなり、したがって、得られる膨化効果も大きくなる。
多価、すなわち、二価または三価の金属イオンを含む金属塩は、好ましくは、ステップiv)の第1パルプスラリーに、0.0001M〜0.05Mのモル濃度で添加され、これは、膨化効果を得るのに十分で、同時に、繊維の品質を低下させるリスクを最小化する。好ましい変形例では、ステップiv)で添加される多価金属イオンは、Al3+であり、これは、製紙業界ではよく知られている。
第1水性パルプスラリーのパルプ稠度は、第1パルプスラリー中のセルロース系繊維の乾燥重量として計算して、0.5%〜30%、好ましくは1%〜20%である。パルプ濃度は可能な限り高くするのが好ましく、それによって、より効果的なイオン交換を達成でき、したがって、添加金属塩の濃度を低いレベルに保持できる。
CMCは両性とすることができ、0.00001〜0.4のカチオン性モル置換度および0.3〜1.2のアニオン性モル置換度を有し、CMCの実効電荷はアニオン性である。両性CMCを使用することにより、使われるCMCの量を減らすことができ、さらに、十分な量を繊維に結合させることができる。しかし、CMCはまた、アニオン性で、0.3〜1.2のアニオン性モル置換度を有してもよい。一般に、アニオン性CMCはより安価であり、等量のCMCを繊維に結合するために両性CMCより多くの量のアニオン性CMCが必要である場合でも、アニオン性CMCが使用される場合には、より経済性に優れた方法を提供できる。処理中に結合されるアニオン性または両性CMCの量は、第1パルプスラリー中のセルロース系繊維の重量を基準にして、1mg/g〜100mg/gが好適である。
第1水性のパルプスラリーは、クラフト、ソーダ、亜硫酸、機械、サーモメカニカル、セミケミカルまたはケミサーモメカニカルパルプまたはこれらの混合物から選択されるパルプを含んでよく、これに関しては、以降でさらに詳細に説明される。
本発明は、該方法により得られる硬化パルプ生成物にも関する。
硬化パルプ生成物はその後、紙または板紙、ティッシュペーパー、濾紙、またはフラッフパルプの製造などのいくつかの用途に使用され得る。一態様では、本発明は、紙または板紙の製造方法にさらに関し、該方法は、
a. 上記で定義の硬化パルプ生成物を製紙プロセスに供給するステップ;
b. 硬化パルプ生成物を再スラッシュ化して、第2パルプスラリーを得るステップ;
c. 第2パルプスラリーを脱水して、紙または板紙を得るステップ;
d. 紙または板紙のウェブを乾燥して、紙または板紙の乾燥ウェブを得るステップ、を含む。
a. 上記で定義の硬化パルプ生成物を製紙プロセスに供給するステップ;
b. 硬化パルプ生成物を再スラッシュ化して、第2パルプスラリーを得るステップ;
c. 第2パルプスラリーを脱水して、紙または板紙を得るステップ;
d. 紙または板紙のウェブを乾燥して、紙または板紙の乾燥ウェブを得るステップ、を含む。
上記紙または板紙製造方法は、適切には、例えば、ステップb.とc.との間で、乾燥強度助剤または湿潤強度向上樹脂を第1パルプスラリーに添加するステップをさらに含んでよい。このように、紙または板紙の強度を向上させて、同時に、その時点でも、向上した膨化効果を維持できる。
本発明の第2の実施形態では、紙または板紙は、統合製紙工場、すなわち、紙/板紙抄紙機の前にパルプを乾燥しない、パルプ工場および製紙工場の両方を含む工場で製造されてもよい。統合製紙工場の場合には、紙または板紙製造方法の前に、パルプを硬化することが必須ではないことが明らかになった。したがって、本発明は、包装板紙としての使用に好適な紙または板紙の製造方法にも関する。紙の定義は、例えば、ティッシュペーパーおよび濾紙も含む。さらなる実施形態による方法は、
I. セルロース系繊維を含み、第1パルプスラリー中のセルロース系繊維の乾燥重量として計算して、0.1〜40重量%のパルプ稠度を有する第1水性パルプスラリーを準備するステップ;
II. 第1パルプスラリーのpHをpH1.5〜pH4.5の範囲に調節するステップ、あるいは、第1パルプスラリーを、第1パルプスラリー中の0.0001〜0.5Mの金属イオンの合計モル濃度までの、Zn2+、Mg2+、Ca2+またはこれらの混合物から選択される二価の金属イオンを含有する金属塩で処理するステップ;
III. アニオン性もしくは両性カルボキシメチルセルロース(CMC)またはこれらの誘導体を、第1パルプスラリー中のセルロース系繊維に、少なくとも50℃の温度で該パルプを該CMCで処理することにより、結合させるステップ;
IV. 第1パルプスラリーに、第1パルプスラリー中の0.0001M〜0.5Mのモル濃度までの、Al3+金属イオンを含む金属塩を添加し、これによりイオン交換が生じるステップ;
V. 第1パルプスラリーを製紙プロセスに供給し、それにより、第2パルプスラリーを得るステップ;
VI. 第2パルプスラリーを脱水して、紙または板紙のウェブを得るステップ;
VII. 紙または板紙のウェブを乾燥して、紙または板紙の乾燥ウェブを得るステップ
を含む。
I. セルロース系繊維を含み、第1パルプスラリー中のセルロース系繊維の乾燥重量として計算して、0.1〜40重量%のパルプ稠度を有する第1水性パルプスラリーを準備するステップ;
II. 第1パルプスラリーのpHをpH1.5〜pH4.5の範囲に調節するステップ、あるいは、第1パルプスラリーを、第1パルプスラリー中の0.0001〜0.5Mの金属イオンの合計モル濃度までの、Zn2+、Mg2+、Ca2+またはこれらの混合物から選択される二価の金属イオンを含有する金属塩で処理するステップ;
III. アニオン性もしくは両性カルボキシメチルセルロース(CMC)またはこれらの誘導体を、第1パルプスラリー中のセルロース系繊維に、少なくとも50℃の温度で該パルプを該CMCで処理することにより、結合させるステップ;
IV. 第1パルプスラリーに、第1パルプスラリー中の0.0001M〜0.5Mのモル濃度までの、Al3+金属イオンを含む金属塩を添加し、これによりイオン交換が生じるステップ;
V. 第1パルプスラリーを製紙プロセスに供給し、それにより、第2パルプスラリーを得るステップ;
VI. 第2パルプスラリーを脱水して、紙または板紙のウェブを得るステップ;
VII. 紙または板紙のウェブを乾燥して、紙または板紙の乾燥ウェブを得るステップ
を含む。
この方法は、製紙プロセスの前の硬化ステップが取り除かれることから、「湿式」方法とも呼ばれる。
この方法では、ステップIV)で、アルミニウム含有金属塩の使用が好適であることが明らかになった。出願人は何らかの特定の理論に縛られるものではないが、1つの可能な説明は、アルミニウムイオンの存在により、表面上の繊維間の摩擦が高まる可能性があることである。したがって、乾燥中に繊維の網状組織を維持することが可能となり、より高い嵩を得ることが可能となる。このように、この実施形態では、アルミニウムイオンAl3+イオンの添加は必須であり、一方、製紙プロセスの前の硬化ステップは必須ではない。したがって、このようにして、高い嵩を有するパルプスラリーを、統合工場で使用するために供給できる。
上記乾燥および湿式方法では、第1水性のパルプスラリーは、硫酸、クラフト、ソーダ、もしくは亜硫酸パルプから選択されるケミカルパルプ、機械パルプ、サーモメカニカルパルプ、セミケミカルパルプ(中性亜硫酸塩セミケミカルパルプ;NSSC)、もしくはケミサーモメカニカルパルプ、またはこれらの混合物を含んでよい。1つの変形例では、第1パルプスラリーは、クラフトパルプを含み、それにより、その方法のための高品質原材料を得ることができる。
第1水性パルプスラリーのパルプ稠度は、適切には0.5%〜30%、好ましくは1%〜20%である。パルプ濃度は可能な限り高くするのが好ましく、それによって、より効果的なイオン交換を達成でき、したがって、添加金属塩の濃度を低いレベルに保持できる。
CMCはアニオン性または両性であり得る。一実施形態では、CMCは両性であり、0.00001〜0.4のカチオン性モル置換度および0.3〜1.2のアニオン性モル置換度を有する。
別の実施形態では、CMCはアニオン性であり、0.3〜1.2のアニオン性モル置換度を有する。アニオン性CMCの製造は安価であり、したがって、アニオン性CMCが使われる場合、より経済的な方法を可能とすることができる。
処理中に結合されるCMCの量は、第1パルプスラリー中のセルロース系繊維の乾燥重量を基準にして、1〜100mg/gとすることができる。特定の量を使用することにより、全てのCMCをセルロース系繊維に結合させることができる。したがって、CMCの結合した量は、1〜100mg/gであり得る。
さらに、上記湿式方法では、ステップiv)で、0.0001M〜0.05Mのアルミニウムイオンの合計モル濃度まで、Al3+金属イオンを含む金属塩を第1パルプスラリーに添加することができ、それにより、イオン交換が生じる。特定の範囲のアルミニウム塩の濃度は、種々の膨化レベルの膨化効果を得るのに十分である。
上記紙または板紙製造方法は、適切には、例えば、ステップV.とVI.との間で、乾燥強度助剤または湿潤強度向上樹脂を第1パルプスラリーに添加するステップをさらに含んでよい。このように、紙または板紙の強度を向上させて、同時に、その時点でも、向上した膨化効果を維持できる。
さらに、本発明は、上記方法により得られた紙または板紙に関する。紙または板紙製品は、SCAN-P-88:01に従って測定して、150〜600kg/m3の構造密度を有し得、それにより、低密度製品は、例えば、梱包目的のために適用できる。好ましくは、紙または板紙製品は、包装材料として、およびより好ましくは、ボール紙の中間層として使用され、それにより、板紙の嵩を高めることができる。
本方法、すなわち、ステップi)〜vi)の方法で記載の「乾式」方法、の第1の実施形態により得られた硬化パルプ生成物は、フラッフパルプまたは濾紙またはティッシュペーパーの製造にも使用できることも明らかになった。フラッフパルプは、さらに、例えば、吸収性製品に使用してもよい。
本発明のさらなる特徴および利点は、下記の詳細な説明および添付図面に関連する実施例に記載されている。
より軽量でより強い包装材料に対する必要性があると長い間考えられてきた。本発明の発明者らは、紙または板紙材料の嵩を高め、したがって、より軽量の包装材料をもたらし、同時に、化学的添加物を使用することにより、包装目的に対するその材料の機械的特性を十分に維持できる方法における経済的で効率的な繊維の処理方法を見出した。
以降は、本出願において使用されるいくつかの定義に対する一般的な説明が示される。
紙および板紙は、セルロース系繊維を含むパルプから作製される材料を指す。紙および板紙は、ワイヤーで繊維を脱水した後、湿潤繊維ウェブ(単一または複数)を一緒にプレスし、その後、繊維を薄い可撓性材料に乾燥することにより、セルロース系繊維から製造される。紙は単層製品であり、通常、200g/m2未満の坪量または連量を有することができる。紙はまた、例えば、印刷紙、クラフト紙、ティッシュペーパーまたは濾紙も意味する。
板紙は、単層製品であってもよく、またはパルプを含み、したがって繊維を含むいくつかの層を含む多層または多重板紙製品であってもよい。板紙は、例えば、少なくとも3つの層を含んでよく、層は、最上層、中間層および最下層であり、すなわち、2つの表面層が存在する。多層板紙は少なくとも1つの中間層を含んでよく、また、1つより多い中間層を含んでもよい。中間層の好適な数は、1〜10、好ましくは1〜5、最も好ましくは1〜3である。繊維を含む各層は、板紙抄紙機のそれぞれのヘッドボックスからワイヤーセクションへ水性のパルプを適切に圧送することにより形成される。板紙抄紙機のワイヤーセクションは、1つまたは複数のワイヤーを含んでよい。適切には、板紙抄紙機は、含まれるヘッドボックスと同じ数のワイヤーを含むが、しかし、多層シートを形成可能な単一ヘッドボックスを用いて多層ウェブを形成することもできるので、脱水に必要なワイヤーの数は少なくなる。マルチワイヤー方式の場合には、個別層を抄き合わせる。形成された湿潤ウェブはその後、主に、板紙抄紙機のプレスセクションで脱水され、最終的に板紙抄紙機の乾燥セクションで乾燥される。板紙は通常、200g/m2を超える、適切には220g/m2を超える坪量を有する。しかし、本発明の方法により得られる多層板紙の坪量は、120g/m2もの小ささとし得るが、好ましくは少なくとも160g/m2である。
ティッシュペーパーは、極めて薄いまたは軽量の、多くの場合、蒸気加熱乾燥シリンダー(ヤンキーシリンダー)を含むまたはティッシュペーパーの空気通過乾燥(TAD)による抄紙機で製造された紙を意味する。ティッシュペーパーは多くの場合、例えば、約1g液体/1g繊維の良好な吸収能力を有するが、これは、程度の差はあるが、ティッシュペーパーの品質に依存し得る。
フラッフパルプは吸収特性を有するパルプである。フラッフパルプは多くの場合、ケミカルパルプ、好ましくはクラフトパルプまたはケミサーモメカニカルパルプ(CTMP)をベースにしている。使われる原材料は長繊維を含むのが好ましく、エゾマツ、マツ、モミ、カラマツ、ヒマラヤスギ、およびツガなどの軟木由来とすることができる。
濾紙は、濾過用途に使用される紙であり、通過流体が濾紙を通され、例えば、粒子が捕捉される。通過流体は、空気などのガスであっても、水などの液体であってもよい。フラッフパルプは吸収特性を有するパルプである。
セルロース系繊維は、非漂白または漂白パルプ由来の繊維であり、クラフト、ソーダ、亜硫酸、機械、サーモメカニカルパルプ(TMP)、セミケミカルパルプ(例えば、中性の亜硫酸セミケミカルパルプ;NSSC)、再生パルプまたはケミサーモメカニカルパルプ(CTMP)から選択されるパルプを含む。パルプの原材料は、紙または板紙/段ボールの作製に好適な軟木、堅木、再生繊維、または非木材繊維を元にすることができる。軟木種は、例えば、限定されないが、エゾマツ、マツ、モミ、カラマツ、ヒマラヤスギ、およびツガとすることができる。本発明の出発材料として有用なパルプの元になる堅木種の例には、限定されないが、カバノキ、オーク、ポプラ、ブナノキ、ユーカリ、アカシア、カエデ、ハンノキ、ヤマナラシ、ゴムノキ、およびイエマネを挙げることができる。原材料は主に軟木を含むのが好ましい。原材料は種々の軟木の混合物、例えば、マツとエゾマツ、を含んでよい。原材料は、非木材原材料、例えば、竹とバガスを含んでもよい。原材料は、軟木、堅木、および/または非木材の内の少なくとも2種の混合物であってもよい。
パルプ稠度は、水性パルプスラリー中の乾燥含量を意味する。すなわち、例えば、10%の稠度は、パルプスラリーの総重量を基準にして、乾燥物の重量が10%であることを意味する。
硬化は、水の蒸発に加えて、物理的または化学的反応が材料中で起こることを意味する。乾燥は、材料からの水またはその他の液体の蒸発または流出を意味する。
脱水は、水が湿潤パルプウェブから除去される一連の工程である。脱水は、ウェブ形成中にワイヤー上で、例えば、真空、または遠心力により、機械的に実施できる。脱水は、機械的な力、例えば、板紙抄紙機のプレスセクションでの、例えば、プレスによっても実施し得る。ワイヤーおよび/または機械的な脱水による脱水後、ウェブを乾燥セクションに進めることができ、そこで、ウェブ中の残りの水/水分が熱により蒸発され、これは熱脱水とも呼ばれる。乾燥セクションは、様々な方法で設計し得、例えば、多筒式ドライヤー、ヤンキーシリンダー乾燥、空気乾燥または気流乾燥装置を含むことができる。
含水量は、重量%で表した含水量を意味し、材料の総重量を基準にしている。
保水値は、繊維の水を取り込み、膨潤する能力の指標を与える試験値を意味し、本出願では、別に定める場合を除き、標準的方法のSCAN-C62:00により測定される。
本出願では、再スラッシュ化の定義は、再パルプ化または再スラリー化と同義に使用され、硬化パルプが水中に再懸濁され、セルロース系繊維を含む水性懸濁液を得ることを意味する。
本出願では、膨化糸は、処理後、処理されていない繊維より大きい嵩高さの材料構造が得られる繊維を意味する。膨化効果は、処理されていない材料に比べて、材料の密度を低下させる効果を意味する。
モル濃度は、混合物の1dm3または1リットル中の物質の濃度または量(モル)を意味し、例えば、金属イオンのモル濃度は、水および金属塩を含む1リットルの水溶液/懸濁液中のイオンのモル数に等しい。
「置換度」または「DS」は、カルボキシメチルセルロース、CMCのベータ無水グルコース環の置換された環の位置の数を意味する。セルロースのそれぞれの無水グルコース環上には置換に利用できる3つのヒドロキシル基が存在するので、DSの最大値は3.0である。
本発明で使用されるカルボキシメチルセルロース(CMC)は、アニオン性または両性である。 CMCが電荷を持つことは不可欠であるが、CMCを荷電状態にする反応剤はいずれか特定の種類である必要はない。両性CMCはアニオン性実効電荷を有する。製紙産業での使用に好適ないずれのアニオン性または両性CMCも本発明の方法の実施形態に使用可能である。アニオン性または両性CMCおよびCMCを荷電状態にする反応剤が当業者に既知であり、本発明で使用可能な、限定するものと考えるべきではない例は、以下に記載されている。
本発明の方法で使用可能なアニオン性カルボキシメチルセルロース(CMC)は、理論的許容限度の約3.0までの置換度を有するが、セルロースの無水グルコースユニット当たり約0.30〜1.20のカルボキシメチル置換基が好ましい。
本発明で使用可能なCMCは、正味アニオン電荷を有するが、カチオン基を有してもよく、その場合、CMCは中性である。両性CMCは、0.00001〜1.0、好ましくは0.00001〜0.4の範囲のカチオン性置換度を有し得る。両性CMCはまた、0.3〜約1.20の範囲のアニオン性置換度を有し得る。
好適なアニオン基の例には、カルボキシレート、例えばカルボキシアルキル、スルフォネート、例えばスルホアルキル、ホスフェートおよびホスホネート基が挙げられ、これらのアルキル基は、メチル、エチル、プロピルおよびこれらの混合物とすることができる。CMCは、カルボキシレート基、例えば、カルボキシアルキル基を含むアニオン基を含むのが適切である。アニオン性基の対イオンは、アルカリ金属またはアルカリ土類金属イオン、例えば、ナトリウムとすることができる。
CMCの好適なカチオン基の例には、アミンの塩、二級アンモニウム基、三級アミン、および四級アンモニウム基の好適な塩を含むことができる。二級アンモニウム基、アミンおよび四級アンモニウム基の窒素原子に結合した置換基は、同じまたは異なり、例えば、アルキル、シクロアルキル、およびアルコキシアルキル基から選択できる。置換基は、相互に独立な、1〜約24個の炭素原子を含むことができる。カチオン基の窒素は直接に、または炭素、および水素原子および任意に酸素および/または窒素原子などの原子を含むことができる連結鎖によりCMCに結合することができる。例えば、原子の連結鎖は、2〜18個の炭素原子を有するアルキレン基とすることができ、1つまたは複数のOまたはN原子を含んでもよい。カチオン基を含むCMCの例には、CMCと、2,3−(エポキシプロピル)トリメチルアンモニウムクロリド、(4−クロロブテン−2)トリメチルアンモニウムクロリド、2−ジエチルアミノエチルクロリドおよびこれらの混合物から選択される四級化剤との反応により得られるものが挙げられる。
カチオン基は、四級アンモニウム基が適切であり、したがって、本明細書で言及されるカチオン性置換度は、四級アンモニウム基の置換度と同じである。
アニオン性および/または両性CMCは通常、少なくとも20000ダルトン、好ましくは少なくとも50000ダルトン、および約1000000ダルトンまで、好ましくは約500000ダルトンまでの平均分子量を有する。
処理中にパルプスラリーに添加されるCMCの量は、第1パルプスラリー中のセルロース系繊維の重量を基準にして、5〜100mg/g繊維とすることができる。適切には、この量は、第1パルプスラリー中のセルロース系繊維の重量を基準にして、約10〜30mg/gである。全てのCMCを繊維に結合でき、したがって、CMCの結合量は、添加した量、例えば、5〜100mg/g繊維に相当する。
方法の説明
既に前述したように、より高い嵩を有する包装材料を製造するのが望ましい。 しかし、先行技術の解決策にも係わらず、いまだ、嵩高い板紙、例えば、ティッシュペーパーもしくは濾紙、板紙、またはフラッフパルプを経済的、効率的に製造する必要性がある。既存の方法装置を使って紙または板紙を製造できることが望ましい。したがって、製紙工場で使われる処理パルプ材料または製品の特性が製紙プロセスに悪影響を与えないことが重要である。既存の製紙工場での板紙製造は、可能な限りわずかな修正で実施できるのが望ましい。
既に前述したように、より高い嵩を有する包装材料を製造するのが望ましい。 しかし、先行技術の解決策にも係わらず、いまだ、嵩高い板紙、例えば、ティッシュペーパーもしくは濾紙、板紙、またはフラッフパルプを経済的、効率的に製造する必要性がある。既存の方法装置を使って紙または板紙を製造できることが望ましい。したがって、製紙工場で使われる処理パルプ材料または製品の特性が製紙プロセスに悪影響を与えないことが重要である。既存の製紙工場での板紙製造は、可能な限りわずかな修正で実施できるのが望ましい。
「乾式方法」とも呼ばれる、本発明の方法の第1の実施形態では、製紙工場または製造所における紙または板紙のさらなる製造のための、パルプウェブ、ベールパルプまたはパルプフレークの形の硬化パルプ生成物を提供することが可能である。フレークは、易流動性の材料の形であってよく、またはフレークはベールに積み重ねられてもよい。この方法では、膨化糸が得られるように、パルプは、アルミニウム、カルシウム、マグネシウムまたは亜鉛イオン(カチオン)などの多価金属イオンで処理される。
パルプが硬化される場合、硬化パルプ生成物のさらなる処理の前にパルプ材料の内部構造を安定化する物理/化学反応が硬化中に起こる。したがって、紙または板紙製造中に再スラッシュ化された場合、繊維は処理されていない繊維より少ない膨潤を示す。それにより、例えば、本発明の硬化パルプ生成物が使用される場合、硬化されていないパルプ材料に比べて、顕著に低い保水値を得ることができる。これは、プレス効率にとって有益である。それにより、抄紙機のプレスセクション後に、より高い乾燥含量が得られ、これは、乾燥能力が限られている製紙工場にとって特に有益である。
パルプが統合製紙工場に供給される場合、本発明の第2の実施形態にしたがって、紙または板紙製造方法に供給される前には、パルプは硬化されない。紙または板紙製造方法中のアルミニウム塩での処理により、得られた紙または板紙の嵩を高めることが可能である。出願人は何らかの特定の理論に束縛されるものではないが、これは、パルプ生成物の表面上の繊維間の摩擦の増加により引き起こされる可能性があり、したがって、硬化中に繊維の網状組織を維持することが可能となり、その結果、より高い嵩を得ることが可能となる。
本発明のいくつかの実施形態による方法は、非処理パルプから製造した紙系製品より高い嵩を有する紙系製品を製造するのに効率的であることが明らかになった。また、製紙プロセス中にパルプをより高い固形分含有量に機械的にプレスでき、したがって、紙または板紙製造方法中の乾燥エネルギーが節約される。前述のように、さらなる利点は、乾燥能力に劣る紙/板紙抄紙機の生産性を高めることができることである。
本発明の方法の第1の実施形態を図1に示す。この図では、方法のステップがフローチャートで示されている。本発明の方法の第1の実施形態は、「乾式方法」とも呼ばれる。本発明の方法の第2の実施形態を図2に示す。この図では、方法のステップがフローチャートで示されている。本発明の方法の第2の実施形態は、「湿式方法」とも呼ばれる。本発明の方法の第1の実施形態により、紙、板紙、ティッシュペーパーもしくは濾紙またはフラッフパルプの製造での使用に好適な硬化パルプ生成物を得ることができる。フラッフパルプは通常、例えば、吸収性製品に使用される。
本発明の方法の第2の実施形態により、製紙プロセス、例えば、統合パルプおよび製紙工場で直接に使用できる処理パルプを得ること、および嵩が高められた紙または板紙を得ることが可能である。本発明の第2の実施形態では、パルプ処理と製紙プロセスとの間の硬化は行われない。
「乾式」方法
図1および本発明の第1の実施形態に戻ると、方法の第1ステップi)では、水性の第1パルプスラリーが準備される。第1パルプスラリーは、セルロース系繊維を含み、第1パルプスラリー中のセルロース系繊維の乾燥含量として計算して、約0.1〜40重量%のパルプ稠度を有する。したがって、第1パルプスラリーは、1〜4%の乾燥含量を有する低稠度パルプ、8〜12%の乾燥含量を有する中稠度パルプ、または20〜40%の乾燥含量を有する高稠度パルプであってよい。パルプは、必要に応じ、4〜8%および12〜20%の乾燥含量または稠度を有してもよい。適切な稠度は、第1パルプスラリー中のセルロース系繊維の乾燥含量として計算して、0.5〜30%、好ましくは1〜20%である。
図1および本発明の第1の実施形態に戻ると、方法の第1ステップi)では、水性の第1パルプスラリーが準備される。第1パルプスラリーは、セルロース系繊維を含み、第1パルプスラリー中のセルロース系繊維の乾燥含量として計算して、約0.1〜40重量%のパルプ稠度を有する。したがって、第1パルプスラリーは、1〜4%の乾燥含量を有する低稠度パルプ、8〜12%の乾燥含量を有する中稠度パルプ、または20〜40%の乾燥含量を有する高稠度パルプであってよい。パルプは、必要に応じ、4〜8%および12〜20%の乾燥含量または稠度を有してもよい。適切な稠度は、第1パルプスラリー中のセルロース系繊維の乾燥含量として計算して、0.5〜30%、好ましくは1〜20%である。
原材料は、紙または板紙/段ボールの作製に好適な軟木、堅木、再生繊維または非木材繊維のいずれか、またはこれらの混合物から選択してよい。第1パルプスラリーは、クラフト(硫酸)、ソーダまたは亜硫酸パルプなどのケミカルパルプを含む、またはこれらから構成できる非漂白または漂白パルプを含む、またはこれらから構成してよい。パルプはまた、機械パルプ、サーモメカニカルパルプ(TMP)、セミケミカルパルプ(例えば、中性亜硫酸セミケミカルパルプ;NSSC)、再生パルプまたはケミサーモメカニカルパルプ(CTMP)を含む、またはこれらから構成されてよい。パルプは1つの種類のパルプから構成されてもよく、またはパルプは2種またはそれを超えるパルプを混合物として含んでもよい。セルロース系繊維は、ケミカルパルピング方法に由来するのが好ましく、これは、高品質パルプをもたらす。繊維はクラフトパルピング方法由来であるのが適切である。
次のステップii)の第1パルプスラリーの処理は2つの代替方式で実施できる。第1の代替方式では、パルプスラリーのpHは、酸性の範囲、すなわち、1.5〜4.5のpH範囲に調節される。pH調節は、任意の好適な酸、好ましくは、硫酸などの無機酸を使って実施できる。ステップii)の第2の代替方式では、第1パルプスラリーは二価の金属イオン(カチオン)を含む金属塩で処理される。第1パルプスラリー中の合計金属イオン濃度は、第1パルプスラリー中の0.0001〜0.05M、好ましくは0.0005〜0.05Mの合計濃度に調節される。二価の金属塩は、Zn2+、Mg2+またはCa2+、またはこれらの組み合わせから選択される金属イオンを含んでよい。
次のステップiii)では、アニオン性もしくは両性カルボキシメチルセルロース(CMC)またはこれらの誘導体を、第1パルプスラリー中のセルロース系繊維に結合させる。CMCは、少なくとも50℃で、代替ステップii)の間に、特定の条件下、すなわち、酸性の条件でまたは電解質、すなわち、二価の金属イオンの存在下で、パルプをCMCで処理することにより、セルロース系繊維に結合させることができる。CMCの結合方法は、先行技術で既知であり、例えば、出願人の1人の以前の特許、欧州特許第1240389号に記載されているようにして実施できる。
次のステップiv)では、Al3+、Zn2+、Mg2+、Ca2+またはこれらの混合物から選択される多価金属イオンが第1パルプスラリーに添加される。金属塩は、0.0001M〜0.5Mの金属イオンの第1パルプスラリー中の合計モル濃度になるまで添加される。ステップii)で、二価の金属イオンの濃度が所望の範囲内である場合には、さらなる金属イオンの添加は必要ない。多価金属塩を、乾燥履歴のない第1パルプスラリーに添加することにより、硬化パルプ生成物の膨化構造を得ることができる。硬化パルプ生成物は、次の酸性条件下での硬化ステップで得られ、それにより、繊維の構造は安定化され、その結果、より高い嵩を有する紙または板紙製品を得ることができる。したがって、低密度紙または板紙材料を得ることができる。
多価金属塩の対イオンは、任意の好適な対イオンであってよく、例えば、Cl−、NO3 −もしくはSO4 2−または任意のその他の好適な対イオンから選択でき、この対イオンは、水中で多価金属イオンから解離する。このような塩はまた、製紙で使用される場合が多く、その方法に好適である。
ステップiv)で添加する金属塩の量は、パルプ材料の品質を低下させないように、可能な限り低く保持されるのが好ましい。このように、金属イオンを含む多価金属塩は、0.0001〜0.05Mのモル濃度までパルプに添加されるのが好ましい。多価金属塩はアルミニウム塩であり、二価の金属イオンに追加して、0.0001M〜0.05Mの合計モル濃度まで第1パルプスラリーに添加されるのが好ましい。
第1パルプスラリーのpHは、必要に応じて、方法のステップv)に記載のように、金属イオンを含む金属塩の添加の後または前に調節される。硬化中にpHが酸性であることは不可欠であり、第1パルプスラリーのpHはpH3.5〜pH6.0でなければならない。調節は、ステップii)および/またはiv)で使われる金属塩以外の酸または塩基、例えば、硫酸を使って実施できる。
多価金属イオンの添加および必要であれば、ステップv)でのpHの調節後、第1パルプスラリーは脱水され、方法のステップvi)で酸性条件下で硬化され、硬化ウェブが得られる。これは、最後の紙/板紙方法から得られる乾燥ウェブとは区別されるべきものである。ステップvi)における第1パルプスラリーの硬化中の酸性条件は、硬化パルプ生成物から作製される紙、板紙、ティッシュペーパー、濾紙、またはフラッフパルプの嵩を高める。これは、酸性条件下で硬化した場合にセルロース系繊維の角質化が増えるということに起因し、Al3+イオンの存在下で、特に良好な結果が得られた。これは、この繊維が水性懸濁液中で、非処理繊維より剛性になることを意味する。硬化温度は少なくとも60℃であり、第1パルプスラリーは、含水量が50%未満になるまで硬化される。含水量は、30%未満、最も好ましくは15%未満であるのが好ましい。 通常、パルプは、0〜5%の含水量のレベルが得られるまで硬化される。実用的な理由から、パルプは少量の水分を含むことが多い。
硬化温度が硬化パルプ生成物の嵩に影響を与えること、すなわち、より低い密度は硬化温度を高めることにより得られ得ることも注目された。したがって、本発明の一実施形態では、硬化が加熱空気/蒸気によりまたは蒸気加熱乾燥シリンダーにより実施される場合、第1パルプスラリーの硬化温度は、約60℃〜約150℃まで、好ましくは80℃〜120℃とすることができる。適切には、第1パルプスラリーは、特定の温度で、約3時間未満の間、硬化される。ウェブロールに巻き取られるとき、またはシートのベールに積層されるとき、硬化パルプ生成物の温度がゆっくりと低下し、この硬化時間も約3時間未満の硬化時間中に含まれており、この間、硬化パルプ生成物は硬化し続ける。
あるいはまたは加熱空気もしくは加熱蒸気または蒸気加熱シリンダーによる乾燥にさらに追加して、第1パルプスラリーは、渦流動化とも呼ばれる気流乾燥により硬化できる。このような乾燥機は当技術分野において既知であり、例えば、GEA Process Engineering A/SまたはAndritz AG社により提供されている。気流乾燥の使用により、乾燥温度は、加熱シリンダーにより乾燥する場合より高くでき、その温度は、第1パルプスラリーの硬化条件に対する感度に応じて、100〜300℃とすることができる。また、硬化時間は、気流乾燥が使用される場合には、より短くできる。気流乾燥により、さらなる膨化効果、すなわち、より高い嵩で、より低い密度が得られ得、易流動性材料が得られ得る。さらに、第1パルプ生成物の嵩をさらに高め得る。
このように、「乾式方法」では、多価金属塩を含む第1パルプスラリーは、それの再スラッシュ化の前に紙または板紙製造方法で硬化される。したがって、紙または板紙製造中に保水値を著しく低下させることが可能である。プレス効率を大きく改善でき、プレスセクション後、より高い乾燥含量を得ることができ、それにより、乾燥のために必要なエネルギーはより少なくなる。処理は、適切には、パルプ工場で行われ、パルプは統合されていない紙/板紙工場で使用されるので、統合されていない紙/板紙工場での材料およびエネルギー効率の両方の観点からの資源効率は、遥かに高くなるであろう。
ステップvi)で得られた硬化ウェブは、そのままで、および例えば、所定のウェブ長さを有するウェブロールに巻き取られて使用できる。任意に、ステップvii)で、パルプの硬化ウェブはシートに切断でき、そのシートを積層してベールパルプが得られる。
硬化パルプ生成物は、紙または板紙の製造に使用され得るが、ティッシュペーパー、濾紙、またはフラッフパルプの製造にも使用され得る。
統合されていない製紙工場の場合には、硬化パルプ生成物をベール、ロールまたはフレークの形で、パルプ工場から製紙工場に輸送することが可能である。硬化パルプ生成物はその後、製紙機のヘッドボックス中で再スラッシュ化される。
さらなる態様では、本発明は、紙または板紙の製造方法にも関する。上記のステップvi)またはvii)で適切な方法で硬化ウェブを収集後、硬化ウェブは、方法ステップa)の製紙プロセスに供給される。供給は、図1の方法ステップi)〜vi)またはvii)と方法ステップa)〜d)との間の2つの破線で示される。
硬化パルプ生成物はその後、ステップb)の再スラッシュ化に供されて、第2パルプスラリーが得られる。第2スラリーはその後、ステップc)で脱水され、紙または板紙のウェブが得られる。このウェブはその後、ステップd)で乾燥され、その結果、包装材料としての使用に好適な乾燥した紙または板紙の嵩高いウェブが得られる。紙または製紙プロセスは、従来の方式で実施することができ、当該技術分野において既知の乾燥含量、添加剤およびその他の製紙プロセスパラメータを使用できる。
セルロース系繊維は、水性懸濁液中の上記ステップi)〜vii)での処理に起因して、再スラッシュ化後に、さらに剛性が高くなるので、硬化パルプ生成物の再スラッシュ化中に繊維の膨潤は少なくなる。これは、製紙プロセス中で容易に脱水されるウェブに繋がる。これは大きな利点であり、この方法のエネルギーを効率的にすると同時に、より高い嵩を得ることができる。
多価金属イオンで処理した膨化糸を含む紙または板紙材料では、機械的性質(例えば、SCAN-P80:98にしたがって測定したz強度など)が低下するリスクが生じ得る。したがって、膨化糸で作製した紙/板紙の強度を高めるために、いくつかの異なるグループの好適な乾燥強度助剤が存在する。この助剤には、限定されないが、ミクロフィブリル化セルロース、セルロースナノフィブリル、セルロースフィラメント、ナノ結晶性セルロースなどのナノセルロース系材料、微細繊維および微細繊維濃縮パルプ、デンプンおよびゴム誘導体、アクリル酸、ビニルピリジン、2−アミノエチルメタクリレート、ジアリルジメチルアンモニウムクロリド、ジメチルアミノプロピルアクリルアミド、ジアミンエチルアクリレート、スチレンおよびグリオキサール化ポリアクリルアミドなどのアクリルアミドとの合成コポリマーが挙げられる。後者のグループはまた、カチオン性モノマーと適切に共重合される。尿素ホルムアルデヒド樹脂、メラミンホルムアルデヒド樹脂またはポリアミドポリアミンエピクロロヒドリン樹脂などの湿潤強度向上樹脂はまた、膨化糸の乾燥強度を高めるために有用である。このような乾燥強度助剤または湿潤強度向上樹脂は、適切に、紙または板紙製造中に第2パルプスラリーに添加され、それにより、最終的紙または板紙製品の強度を向上させることができる。
「湿式方法」
本発明の第2の実施形態が図2に示される。この方法は、包装板紙としての使用に好適な紙または板紙の製造方法に関し、第1の実施形態の硬化ステップ(vi)が実施されないので、「湿式方法」とも呼ばれる。方法のステップI、IIおよびIIIは、図1の方法ステップi)〜iii)に類似しており、図1に関連して上記説明に言及がなされる。手短に言えば、ステップI〜IIIは、
I. セルロース系繊維を含み、第1パルプスラリー中のセルロース系繊維の乾燥重量として計算して、0.1〜40重量%のパルプ稠度を有する第1水性パルプスラリーを準備するステップ;
II. 第1パルプスラリーのpHをpH1.5〜pH4.5の範囲に調節するステップ、あるいは、第1パルプスラリーを、第1パルプスラリー中の0.0001〜0.5Mの金属塩の合計モル濃度までの、Zn2+、Mg2+、Ca2+またはこれらの混合物から選択される二価の金属イオンを含む金属塩で処理するステップ;
III. アニオン性または両性カルボキシメチルセルロース(CMC)またはその誘導体を、少なくとも50℃の温度で、第1パルプスラリーを該CMCで処理することにより、第1パルプスラリー中のセルロース系繊維に結合させるステップを含む。
本発明の第2の実施形態が図2に示される。この方法は、包装板紙としての使用に好適な紙または板紙の製造方法に関し、第1の実施形態の硬化ステップ(vi)が実施されないので、「湿式方法」とも呼ばれる。方法のステップI、IIおよびIIIは、図1の方法ステップi)〜iii)に類似しており、図1に関連して上記説明に言及がなされる。手短に言えば、ステップI〜IIIは、
I. セルロース系繊維を含み、第1パルプスラリー中のセルロース系繊維の乾燥重量として計算して、0.1〜40重量%のパルプ稠度を有する第1水性パルプスラリーを準備するステップ;
II. 第1パルプスラリーのpHをpH1.5〜pH4.5の範囲に調節するステップ、あるいは、第1パルプスラリーを、第1パルプスラリー中の0.0001〜0.5Mの金属塩の合計モル濃度までの、Zn2+、Mg2+、Ca2+またはこれらの混合物から選択される二価の金属イオンを含む金属塩で処理するステップ;
III. アニオン性または両性カルボキシメチルセルロース(CMC)またはその誘導体を、少なくとも50℃の温度で、第1パルプスラリーを該CMCで処理することにより、第1パルプスラリー中のセルロース系繊維に結合させるステップを含む。
ステップI〜III後に、次のステップIVで、第1パルプスラリー中の結合したCMCを有するセルロース系繊維が高イオン価を有する対イオンにイオン交換される。これは、アルミニウムのAl3+金属イオンを含む多価金属塩が、0.0001M〜0.5Mの合計モル濃度まで第1パルプスラリーに添加され、それによりイオン交換が起こることを意味する。何らかの特定の理論に束縛されるものではないが、イオン交換が起こると、繊維の表面上のAl3+イオンの存在下で繊維間の摩擦が著しく増加すると考えられている。湿潤状態での繊維間のより高い摩擦は、シートの圧密化を部分的に防止し、より高い嵩を有する紙/板紙製品を生成すると想定される。 したがって、繊維は繊維の網状組織を形成し、この網状組織は製紙プロセスの乾燥方法の間、維持できると考えられている。
アルミニウム塩の添加後、第1パルプスラリーはステップVで製紙プロセスに供給される。製紙プロセスは、既知のいずれの種類のものであってもよく、当該方法に好適な化学薬品およびその他の製紙パラメータを使用できる。通常の方式では、第1パルプスラリーはその後、ステップVI)で脱水されてウェブが得られ、最終的に、ステップVII)で、そのウェブは乾燥されて、紙または板紙のウェブが得られる。
前述の場合と同様に、方法は、乾燥強度助剤または湿潤強度向上樹脂を第1パルプスラリーに添加するステップをさらに含んでよい。前述の場合と同じ助剤または樹脂をこの目的のために使用できる。
本発明はまた、上記方法により得られる、包装材料としての使用に好適な紙または板紙製品にも関する。SCAN-P-88:01に従って測定して、150〜600kg/m3の構造密度を有する、低密度の高品質紙または板紙を得ることが可能である。該紙または板紙製品は包装材料として使用されるのが適切である。好ましくは、該紙または板紙製品は、板紙の中間層として使用して、高い嵩の板紙製品を得ることができる。
本発明の第2の実施形態では、膨化効果を得るための金属イオン添加の後での硬化ステップが必須ではないことから、本発明の方法は、統合されたまたは統合されていないパルプ工場および製紙工場/製造所の両方での使用に好適である。
以降で本発明を、以下の実施例によりさらに説明および例示する。
以下の実施例は、本発明の効果を例示するものであり、本発明の範囲を多少なりとも限定するものとみなされるべきではない。
実施例1
乾燥履歴のない漂白軟木クラフトパルプを、20および40mg/gの、アニオン基の置換度=0.48で、カチオン基の置換度=0.027を有する両性CMCで処理し、それにより、両性CMCが合計正味アニオン電荷を有するため、繊維の表面上のカルボン酸基の量を増やすことができる。下表1に示す条件下でパルプをCMCで処理した。
乾燥履歴のない漂白軟木クラフトパルプを、20および40mg/gの、アニオン基の置換度=0.48で、カチオン基の置換度=0.027を有する両性CMCで処理し、それにより、両性CMCが合計正味アニオン電荷を有するため、繊維の表面上のカルボン酸基の量を増やすことができる。下表1に示す条件下でパルプをCMCで処理した。

結合したCMCの量は定量的であり、すなわち、全てのCMCが繊維表面に結合した。CMC結合後、パルプを0.005Mの合計モル濃度のAlCl3までAlCl3で処理し、pHをそれぞれ4.0および5.0に調節した。 pH調節後、ブフナー漏斗でパルプを脱水して、約20%の固形分含有量とした。次に、パルプを120℃で2時間硬化(オーブン乾燥)し、その後、パルプを再スラッシュ化し、シートを400kPaで5分間プレスしたこと以外は、ISO5269-1:2005にしたがってシートに成形した。
SCAN-C62:00にしたがって、シート形成前に保水値(WRV)を測定した。その後、調製し、プレスしたシートに対し、構造密度(SCAN-P88:01)を測定した。WRVに与える効果および該方法(「乾式方法」とも呼ばれる)により得られたシート密度をそれぞれ図3および図4に示す。この方法では、20mg/gおよび40mg/gの量で両性CMCをセルロース系繊維に結合する。
図3から、CMCをセルロース系繊維に結合し、繊維をアルミニウム型に変換させて、酸性条件下で乾燥させた場合、保水値を低下させることができ、したがって、改善されると結論付けることができる。同様に、pHが低下する場合、WRVは低下し、したがって改善されると結論付けることができる。このように、pH値が低いほど、得られるWRVが低下する。
図4から、CMCをセルロース系繊維に結合し、繊維をアルミニウム型に変換させて、酸性条件下で乾燥させた場合、CMCで処理されていないパルプに比べて、より高い嵩のシートが得られると結論付けることができる。同様に、pHが低下する場合、密度は低下し、嵩の改善に繋がると結論付けることができる。
実施例2
本実施例は、種々の処理温度および時間がWRVに与える効果を示す。これは、角質化により起こると考えられている。
本実施例は、種々の処理温度および時間がWRVに与える効果を示す。これは、角質化により起こると考えられている。
乾燥履歴のない漂白軟木クラフトパルプを20mg/gの、アニオン基の置換度=0.48で、カチオン基の置換度=0.027を有する両性CMCで処理する。CMCは正味アニオン電荷を有し、それにより、繊維の表面上のカルボン酸基の量を増やすことができる。上表1および実施例1に示す条件でパルプをCMCで処理した。繊維をその後、アルミニウム型に変換させて、種々の温度、60℃、80℃、および120℃で硬化した。硬化後、パルプを再スラッシュ化し、SCAN-C62:00にしたがって、それらのWRV値を測定した。
図5は、硬化温度(オーブン硬化)が、20mg/gのAl型(すなわち、0.005MのAlイオンの合計モル濃度)およびpH3.5の両性CMCで処理したパルプの角質化に起因して、WRVに与える効果をグラフにより示す。
硬化温度が高いほど、WRVの低下が大きく、したがって、紙/板紙の嵩が改善されると結論付けることができる。
実施例3
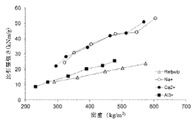
乾燥履歴のない漂白軟木クラフトパルプを、20mg/gの、アニオン基の置換度=0.48で、カチオン基の置換度=0.027を有する両性CMCで処理する。その結果、正味アニオン電荷を有し、それにより、繊維の表面上のカルボン酸基の量を増やすことができる。表1および実施例1に示す条件で処理を実施した。処理後、パルプを、パルプスラリー中の下記の塩の合計モル濃度で、種々の金属イオン塩(すなわち、塩化物塩のような電解質)と20分間接触させた:
Na+:0.005M
Ca2+:0.005M
Mg2+:0.005M
Zn2+:0.005M
Al3+:0.005M
乾燥履歴のない漂白軟木クラフトパルプを、20mg/gの、アニオン基の置換度=0.48で、カチオン基の置換度=0.027を有する両性CMCで処理する。その結果、正味アニオン電荷を有し、それにより、繊維の表面上のカルボン酸基の量を増やすことができる。表1および実施例1に示す条件で処理を実施した。処理後、パルプを、パルプスラリー中の下記の塩の合計モル濃度で、種々の金属イオン塩(すなわち、塩化物塩のような電解質)と20分間接触させた:
Na+:0.005M
Ca2+:0.005M
Mg2+:0.005M
Zn2+:0.005M
Al3+:0.005M
その後、パルプを120℃で種々の時間硬化し、再スラッシュ化した後、WRVを測定した。結果を図6に示す。
金属イオンのイオン価が増加するほど、WRVが低下し、したがって、紙/板紙の嵩が改善されると結論付けることができる。このように、例えば、Al3+金属イオンの使用により、Na+金属イオンの使用の場合より遥かに低いWRV値が得られた。
実施例4
本実施例は、形成されたシートの嵩を高めるために、パルプの硬化は必ずしも必要ないこと、および嵩は、上述の「湿式方法」による処理によっても得ることができることを示す。CMC(アニオン性)または両性CMCを結合させることが可能であり、それにより、繊維の表面上のカルボン酸基の量を高めることができる。したがって、非叩解漂白軟木クラフトパルプのパルプスラリーを、実施例1に関連して表1に示したものと同じ条件で、20mg/g繊維のアニオン性CMC(置換度=0.4、Aquasorb A-500、Hercules、Sweden)で処理した。
本実施例は、形成されたシートの嵩を高めるために、パルプの硬化は必ずしも必要ないこと、および嵩は、上述の「湿式方法」による処理によっても得ることができることを示す。CMC(アニオン性)または両性CMCを結合させることが可能であり、それにより、繊維の表面上のカルボン酸基の量を高めることができる。したがって、非叩解漂白軟木クラフトパルプのパルプスラリーを、実施例1に関連して表1に示したものと同じ条件で、20mg/g繊維のアニオン性CMC(置換度=0.4、Aquasorb A-500、Hercules、Sweden)で処理した。
CMCを結合させる前に、パルプをカルシウム型に設定した。パルプをpH2で酸性処理し、その後、パルプを脱イオン水で洗浄し、pHをpH8に上げ、再度脱イオン水で洗浄し、10−2MのCaCl2溶液で処理した後、最後に、脱イオン水で洗浄した。
その後、パルプをCMC溶液およびCaCl2と混合した。NaOHを用いてpHを8に調節した。その後、前記混合物をオートクレーブに入れた。オートクレーブを一定撹拌下、120℃の一定温度のグリコール浴中で加熱した。2時間の長い結合方法後、パルプを、脱イオン水を用いて、濾液の導電率が5μS/cm未満になるまで、ブフナー漏斗で洗浄した。
処理による結果を表2に示す。結合CMCの合計量は、合計電荷密度の20.6mg/g(±1mg/g)の増加から計算した。すなわち、結合効率は定量的であると考えることができる。結合の表面選択性、すなわち、高分子量ポリDADMAC(ポリジアリルジメチルアンモニウムクロリド)を使った高分子電解質滴定により測定した、繊維の表面でアクセス可能な電荷の量は、87.7%であること、すなわち、ほとんどのCMCが繊維の表面に結合していることが明らかになった。参照用として、Ca2+型まで洗浄した未処理パルプを使用した。この方法は、Horvath A E, Lindstroem T and Laine J. Langmuir, 22(2)(2006), 824-830に記載されている。
20mg/g繊維のCMCで処理したパルプを、それぞれ、Na+、Ca2+およびAl3+型に変換した。異なるプレスレベルを使ったこと以外は、ISO5269-1:2005にしたがってシートを形成することにより、異なる構造密度が得られた。それぞれのシートをそれぞれ異なるプレスレベル(50、100、200、400、600、および800kPa)で5分間プレスした。
図7は、異なる密度にプレスした紙シートの比引張強さ(ISO1924-3:2005)対構造密度を示す。パルプは、20mg/gのCMCでグラフト化された後、Ca2+型のCMCを結合していない参照パルプと共に、異なるイオン型(Na+、Ca2+、Al3+)に変換された。
図7は、参照シート、およびCMCを結合した漂白クラフトパルプから作製されたシート(ISO5269-1:2005)の比引張強さがパルプのイオン型によりどのように影響を受けるかを示す。強度は別にして、Na+型およびCa2+型のシートは、プレス圧力に関係なく、ほぼ同じシート密度を有するが、一方、アルミニウム型は、かなり低いシート密度である。この実施例は、乾燥前にCMCを結合した紙シートをAl3+型に変換することにより、シート形成の前の硬化をせずに、嵩高いシートを作製できることを示している。角質化を生じさせるパルプの硬化は前提条件ではないとはいえ、より強い膨化効果は、「乾式法」により達成できる。
当業者には、本発明が、添付の特許請求の範囲内で変更してもよいことは明らかである。上記の実施例および実施形態は、多少なりとも本発明の範囲を限定することを意図するものではない。それよりむしろ、本発明は、添付の特許請求の範囲内で変更してよい。
Claims (31)
- 紙、板紙、ティッシュペーパー、濾紙またはフラッフパルプの製造での使用に好適な硬化パルプ生成物の製造方法であって、
i) セルロース系繊維を含み、第1パルプスラリー中のセルロース系繊維の乾燥重量として計算して、0.1〜40重量%のパルプ稠度を有する第1水性パルプスラリーを準備するステップ;
ii) 第1パルプスラリーをpH1.5〜pH4.5のpHに調節するステップ、あるいは、第1パルプスラリーを、第1パルプスラリー中の0.0001〜0.5Mの合計モル金属イオン濃度までの、Zn2+、Mg2+、Ca2+またはこれらの混合物から選択される二価の金属イオンを含有する金属塩で処理するステップ;
iii) アニオン性または両性カルボキシメチルセルロース(CMC)またはその誘導体を、少なくとも50℃の温度で前記パルプスラリーを前記CMCで処理することにより、第1パルプスラリー中のセルロース系繊維に結合させるステップ;
iv) 第1パルプスラリーに、Al3+イオンを含む金属塩を第1パルプスラリー中の0.0001M〜0.5Mの金属イオン合計モル濃度まで添加する、あるいは、第1パルプスラリー中の合計モル濃度が0.0001M〜0.5Mの範囲内にない場合に、パルプスラリー中の二価の金属イオンの濃度を制御し、0.0001M〜0.5Mの範囲に、第1パルプスラリー中のZn2+、Mg2+、Ca2+またはこれらの混合物から選択される前記二価の金属イオンの合計モル濃度を調節するステップ;
v) 第1パルプスラリーのpHの範囲がpH3.0〜pH6.0の範囲内にない場合、pHを制御して、pHをpH3.0〜pH6.0に調節するステップ;
vi) 第1パルプスラリーを少なくとも60℃の温度で脱水および硬化して、それにより、硬化パルプ生成物を得るステップ
を含む、方法。 - 前記ステップvi)において、第1パルプスラリーが気流乾燥により、100℃〜300℃、好ましくは150℃〜270℃、最も好ましくは180℃〜240℃の温度で硬化される、請求項1に記載の方法。
- 硬化時間が、5分未満、好ましくは1分未満である、請求項2に記載の方法。
- 前記ステップvi)において、第1パルプスラリーが、加熱空気または加熱蒸気により、60〜150℃の温度で硬化される、請求項1に記載の方法。
- 前記ステップvi)において、前記硬化パルプ生成物が、硬化ウェブの形態で得られる、請求項4に記載の方法。
- 前記方法が、パルプの硬化ウェブをシートに切断し、前記シートを積層してベールパルプにすることを含むステップvii)をさらに含む、請求項5に記載の方法。
- 前記ステップvi)において、前記硬化パルプ生成物が、硬化パルプ生成物の総重量を基準にして、50%未満、好ましくは30%未満、最も好ましくは15%未満の含水量が得られるまで硬化される、請求項1〜6のいずれかに記載の方法。
- 前記ステップiv)において、前記金属塩が、第1パルプスラリーに、第1パルプスラリー中の0.0001M〜0.05Mの合計モル濃度まで添加される、Al3+イオンを含有する金属塩である、請求項1〜7のいずれかに記載の方法。
- 第1水性パルプスラリーのパルプ稠度が、第1パルプスラリー中のセルロース系繊維の乾燥重量として計算して、0.5%〜30%、好ましくは1%〜20%である、請求項1〜8のいずれかに記載の方法。
- 前記CMCが両性であり、0.00001〜0.4のカチオン性モル置換度および0.3〜1.2のアニオン性モル置換度を有し、前記CMCの実効電荷がアニオン性である、請求項1〜9のいずれかに記載の方法。
- 前記CMCがアニオン性であり、0.3〜1.2のアニオン性モル置換度を有する、請求項1〜9のいずれかに記載の方法。
- 処理中に結合される前記アニオン性または両性CMCの量が、第1パルプスラリー中のセルロース系繊維の重量を基準にして、1〜100mg/gである、請求項1〜11のいずれかに記載の方法。
- 第1水性パルプスラリーが、クラフト、ソーダ、亜硫酸、機械、サーモメカニカル、セミケミカルまたはケミサーモメカニカルパルプ、再生パルプまたはこれらの混合物から選択されるパルプを含む、請求項1〜12のいずれかに記載の方法。
- 請求項1〜13のいずれかに記載の方法により得られる硬化パルプ生成物。
- 紙または板紙の製造方法であって、
a. 請求項14に記載の硬化パルプ生成物を製紙プロセスに供給するステップ;
b. 前記硬化パルプ生成物を再スラッシュ化して、水性の第2パルプスラリーを得るステップ;
c. 前記水性の第2パルプスラリーを脱水して、紙または板紙のウェブを得るステップ;
d. 紙または板紙のウェブを乾燥して、紙または板紙の乾燥ウェブを得るステップ
を含む、方法。 - 前記方法が、乾燥強度助剤または湿潤強度向上樹脂を第2パルプスラリーに添加することをさらに含む、請求項15に記載の方法。
- 紙または板紙の製造方法であって、
I. セルロース系繊維を含み、第1パルプスラリー中のセルロース系繊維の乾燥重量として計算して、0.1〜40重量%のパルプ稠度を有する第1水性パルプスラリーを準備するステップ;
II. 第1パルプスラリーをpH1.5〜pH4.5のpHに調節するステップ、あるいは、第1パルプスラリーを、Zn2+、Mg2+、Ca2+またはこれらの混合物から選択される二価の金属イオンを含有する、第1パルプスラリー中の0.0001〜0.5Mの前記金属イオンの合計モル濃度までの金属塩で処理するステップ;
III. アニオン性または両性カルボキシメチルセルロース(CMC)またはその誘導体を、少なくとも50℃の温度で、第1パルプスラリーを該CMCで処理することにより、第1パルプスラリー中のセルロース系繊維に結合させるステップ;
IV. 第1パルプスラリーに、第1パルプスラリー中の0.0001M〜0.5Mの合計金属イオンモル濃度までの、Al3+金属イオンを含む金属塩を添加し、それにより、イオン交換が生じるステップ;
V. 第1パルプスラリーを製紙プロセスに供給し、それにより、第2パルプスラリーを得すステップ;
VI. 第2パルプスラリーを脱水して、紙または板紙のウェブを得るステップ;
VII. 紙または板紙のウェブを乾燥して、紙または板紙の乾燥ウェブを得るステップ
を含む、方法。 - 第1パルプスラリーが、クラフト、ソーダ、亜硫酸、機械、サーモメカニカル、セミケミカルまたはケミサーモメカニカルパルプ、またはこれらの混合物から選択されるパルプを含む、請求項17に記載の方法。
- 第1パルプスラリーのパルプ稠度が、第1パルプスラリー中のセルロース系繊維の乾燥重量として計算して、0.5〜30%、好ましくは1〜20%である、請求項17または18に記載の方法。
- 前記CMCが両性であり、0.00001〜0.4のカチオン性モル置換度および0.3〜1.2のアニオン性モル置換度を有する、請求項17〜19のいずれかに記載の方法。
- 前記CMCがアニオン性であり、0.3〜1.2のアニオン性モル置換度を有する、請求項17〜19のいずれかに記載の方法。
- 前記処理中に結合される前記アニオン性または両性CMCの量が、第1パルプスラリー中のセルロース系繊維の重量を基準にして、1〜100mg/gである、請求項17〜21のいずれかに記載の方法。
- 前記ステップIV)において、Al3+金属イオンを含む多価金属塩が、0.0001〜0.05Mの合計モル濃度まで前記パルプに添加される、請求項17〜22のいずれかに記載の方法。
- 前記方法が、乾燥強度助剤または湿潤強度向上樹脂を第1パルプスラリーに添加することをさらに含む、請求項17〜23のいずれかに記載の方法。
- 請求項15〜24のいずれかに記載の方法により得られる紙または板紙。
- SCAN-P-88:01に準拠して、150〜600kg/m3の構造密度を有する、請求項25に記載の紙または板紙。
- 請求項25または26に記載の紙または板紙の、包装材料としての使用。
- 請求項25または26に記載の紙または板紙のボール紙の中間層としての使用。
- 請求項14に記載の硬化パルプ生成物の、フラッフパルプの製造のための使用。
- 請求項14に記載の硬化パルプ生成物の、ティッシュペーパーの製造のための使用。
- 請求項14に記載の硬化パルプ生成物の、濾紙の製造のための使用。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SE1550654-6 | 2015-05-22 | ||
| SE1550654A SE538863C2 (sv) | 2015-05-22 | 2015-05-22 | Process for the production of paper or paperboard, paper or paperboard product obtained and uses thereof |
| PCT/SE2016/050460 WO2016190801A1 (en) | 2015-05-22 | 2016-05-19 | Process for the production of paper or paperboard, paper or paperboard product obtained and uses thereof |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018515696A true JP2018515696A (ja) | 2018-06-14 |
| JP2018515696A5 JP2018515696A5 (ja) | 2019-02-28 |
Family
ID=57393434
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017560761A Withdrawn JP2018515696A (ja) | 2015-05-22 | 2016-05-19 | 紙または板紙の製造方法、得られた紙または板紙製品およびその使用 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US20180155875A1 (ja) |
| EP (1) | EP3298197A4 (ja) |
| JP (1) | JP2018515696A (ja) |
| CN (1) | CN107849824A (ja) |
| BR (1) | BR112017024581A2 (ja) |
| CA (1) | CA2986087A1 (ja) |
| CL (1) | CL2017002959A1 (ja) |
| SE (1) | SE538863C2 (ja) |
| WO (1) | WO2016190801A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20170073902A1 (en) | 2014-04-23 | 2017-03-16 | Hewlett-Packard Development Company, L.P. | Packaging material and method for making the same |
| SI3121332T1 (en) | 2015-07-20 | 2018-06-29 | Mayr-Melnhof Karton Ag | Multilayer carton material and a process for the production of multi-layer cardboard material |
| US11162223B2 (en) | 2017-03-30 | 2021-11-02 | Kimberly-Clark Worldwide, Inc. | Fibrous structures comprising acidic cellulosic fibers and methods of manufacturing the same |
| FI20175545A1 (en) * | 2017-06-13 | 2018-12-14 | Upm Kymmene Corp | A method for increasing the tensile strength of a pulp |
| JP6967977B2 (ja) * | 2018-01-19 | 2021-11-17 | アイカ工業株式会社 | 不燃化粧パネル |
| BR112020005283B1 (pt) | 2018-04-13 | 2021-08-03 | Eldorado Brasil Celulose S/A | Processo para a fabricação de um material de trama melhorado mediante a medição e o ajuste in-situ de concentrações de íons |
| EP3887596A4 (en) * | 2018-11-29 | 2022-08-24 | RISE Innventia AB | METHOD FOR PRODUCTION OF HOLOCELLULOSE AND RESISTANT AGENT FOR PAPER, METHOD FOR PRODUCTION OF PAPER, PRODUCT PAPER AND USE OF PRODUCT PAPER |
| GB2582368B (en) * | 2019-03-21 | 2021-03-17 | Unwasted Ltd | Process and system for manufacturing a fibreboard from corrugated waste materials |
| SE543640C2 (en) * | 2019-09-04 | 2021-05-11 | Stora Enso Oyj | Fluff pulp from oxygen delignified pulp |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE9903418D0 (sv) * | 1999-09-22 | 1999-09-22 | Skogsind Tekn Foskningsinst | Metod för att modifiera cellulosabaserade fibermaterial |
| SE0202652D0 (sv) * | 2002-09-09 | 2002-09-09 | Skogsind Tekn Foskningsinst | Method for sizing of paper or paperboard |
| AU2003221374A1 (en) * | 2003-03-13 | 2004-09-30 | Oji Paper Co., Ltd. | Process for producing paper |
| JP2005163253A (ja) * | 2003-11-14 | 2005-06-23 | Nippon Paper Industries Co Ltd | 嵩高中質印刷用紙 |
| SE0400396D0 (sv) * | 2004-02-20 | 2004-02-20 | Skogsind Tekn Foskningsinst | Method for modifying lignocellulosic material |
| SE0401600D0 (sv) * | 2004-06-18 | 2004-06-18 | Stfi Packforsk Ab | Method for manufacturing paper or similar |
| JP2008088582A (ja) * | 2006-09-29 | 2008-04-17 | Mitsubishi Paper Mills Ltd | 低密度印刷用紙 |
| EP1920787A3 (en) * | 2006-10-02 | 2010-03-17 | Weyerhaeuser Company | Crosslinked carboxyalkyl cellulose fibers having permanent and non-permanent crosslinks and methods for its preparation |
| SE0800807L (sv) * | 2008-04-10 | 2009-10-11 | Stfi Packforsk Ab | Nytt förfarande |
| EP2596168B1 (en) * | 2010-07-20 | 2023-06-14 | International Paper Company | Composition containing a multivalent cationic metal and amine-containing anti-static agent and methods of making and using |
-
2015
- 2015-05-22 SE SE1550654A patent/SE538863C2/sv not_active IP Right Cessation
-
2016
- 2016-05-19 CA CA2986087A patent/CA2986087A1/en not_active Abandoned
- 2016-05-19 CN CN201680029507.7A patent/CN107849824A/zh active Pending
- 2016-05-19 BR BR112017024581A patent/BR112017024581A2/pt not_active Application Discontinuation
- 2016-05-19 EP EP16800385.3A patent/EP3298197A4/en not_active Withdrawn
- 2016-05-19 US US15/575,410 patent/US20180155875A1/en not_active Abandoned
- 2016-05-19 JP JP2017560761A patent/JP2018515696A/ja not_active Withdrawn
- 2016-05-19 WO PCT/SE2016/050460 patent/WO2016190801A1/en active Application Filing
-
2017
- 2017-11-21 CL CL2017002959A patent/CL2017002959A1/es unknown
Also Published As
| Publication number | Publication date |
|---|---|
| SE538863C2 (sv) | 2017-01-10 |
| CL2017002959A1 (es) | 2018-05-11 |
| CN107849824A (zh) | 2018-03-27 |
| CA2986087A1 (en) | 2016-12-01 |
| EP3298197A4 (en) | 2019-01-09 |
| WO2016190801A1 (en) | 2016-12-01 |
| SE1550654A1 (sv) | 2016-11-23 |
| BR112017024581A2 (pt) | 2018-07-31 |
| US20180155875A1 (en) | 2018-06-07 |
| EP3298197A1 (en) | 2018-03-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2018515696A (ja) | 紙または板紙の製造方法、得られた紙または板紙製品およびその使用 | |
| KR102605139B1 (ko) | 종이 또는 보드 제품의 강도 특성을 높이기 위한 방법 | |
| CN103201426B (zh) | 改善湿纸幅的运转性能的方法、溶液的用途以及纸 | |
| FI126699B (en) | Process for making cardboard | |
| JP7308851B2 (ja) | 第1のプライを含む製品の製造方法 | |
| SE1650437A1 (en) | Process for film production comprising microfibrillated cellulose | |
| JP2018515696A5 (ja) | ||
| JP2018517074A (ja) | 多層板紙の製造方法および得られた多層板紙 | |
| CN111315929B (zh) | 制备纸板的方法、纸板和瓦楞纸板 | |
| CN116034195A (zh) | 用于生产包含微原纤化纤维素的机制有光纸的方法和机制有光纸 | |
| CN116056899A (zh) | 用于生产包含高度精制的纤维素纤维的多层机制有光纸的方法和所生产的多层机制有光纸 | |
| CN115867704A (zh) | 用于使包含微原纤化纤维素的幅材脱水的方法以及由该经脱水的幅材生产的膜 | |
| FI121999B (fi) | Menetelmä rainan valmistamiseksi ja raina | |
| US20220018065A1 (en) | Method of producing holocellulose and paper strength agent, process for the production of paper, the paper produced and use of the produced paper | |
| CA2277569A1 (en) | Adhesive for a multi-ply sheet and a method for manufacturing the multi-ply sheet using the same | |
| CN117321265A (zh) | 用于瓦楞纸板的多片层盒纸板 | |
| CN117480299A (zh) | 用于瓦楞纸板的多片层盒纸板 | |
| CN115397897A (zh) | 包含高度精制的纤维素纤维的多层膜 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190111 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190111 |
|
| A761 | Written withdrawal of application |
Free format text: JAPANESE INTERMEDIATE CODE: A761 Effective date: 20190329 |