JP2018099736A - 故障診断装置及び故障診断方法 - Google Patents
故障診断装置及び故障診断方法 Download PDFInfo
- Publication number
- JP2018099736A JP2018099736A JP2016090852A JP2016090852A JP2018099736A JP 2018099736 A JP2018099736 A JP 2018099736A JP 2016090852 A JP2016090852 A JP 2016090852A JP 2016090852 A JP2016090852 A JP 2016090852A JP 2018099736 A JP2018099736 A JP 2018099736A
- Authority
- JP
- Japan
- Prior art keywords
- disturbance torque
- torque
- work
- robot
- failure diagnosis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images











Landscapes
- Manipulator (AREA)
Abstract
Description
次に、図面を参照して、実施の形態を詳細に説明する。図面の記載において同一部分には同一符号を付して説明を省略する。
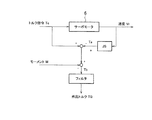
図1を参照して、第1実施形態に係る故障診断装置23を含む故障診断システム100の全体構成を説明する。故障診断システム100は、ロボット1と、故障診断装置23と、生産管理装置4とから構成される。故障診断装置23は、ロボット制御ユニット2と、故障診断ユニット3aとを備える。
第1実施形態では、内容(車種、工程等)が異なる複数の作業を同一のロボットが行う場合、作業の内容ごとに閾値を設定する例を示した。しかし、これに限らず、同一のロボットが行う複数の作業の間で、外乱トルク(Tq)を標準化することができれば、作業の内容を問わず、単一の閾値を用いて、ロボット1の故障診断を行うことができる。第2実施形態では、内容(車種、工程等)が異なる複数の作業を同一のロボットが行う場合において、作業時に生じる外乱トルクを標準化処理する例を説明する。
ロボット1が行う複数の作業の中に、他の装置から溶接チップやワークを介してロボット1の関節軸へ所定値以上の外力が伝わる作業が含まれる場合がある。他の装置には、ロボット1外に駆動源を有するツール、及び他のロボットが含まれる。溶接ロボットの場合、ロボット1外に駆動源を有するツールには、例えば、電極チップ端を整形するチップドレッサ、ワークを固定したり、位置決めするために使用する機械及び装置が含まれる。更に、ワークを回転させる回転装置(ポジショナ、ターニングロール)や溶接ヘッドを移動させる直線装置(マニュピュレーター、溶接走行台車)、及び周辺機器(トーチスタンド)、溶接機と溶接治具機械(ポジショナ)とを連動させて溶接の自動化を図る溶接連動制御システム、が含まれる。
2 ロボット制御ユニット
3a、3b 故障診断ユニット
6 モータ
11 サーボ制御部(トルク検出部)
16 参照値データベース
17 外乱トルクデータベース
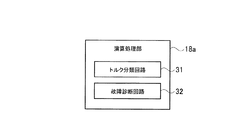
18a、18b 演算処理部
19 作業内容データベース
22 閾値データベース
23 故障診断装置
24 位置検出部
31 トルク分類回路
32 故障診断回路
33 トルク補正回路
34 診断禁止回路
41 外力伝達作業を行っている時に検出された外乱トルク
42 故障診断の禁止
Tq 外乱トルク
Tq’ 補正後外乱トルク
α 閾値
Claims (9)
- 多軸型ロボットが備える関節軸に加わる外乱トルクを検出するトルク検出部と、
前記多軸型ロボットが行う作業に係わる車両の種類、及び前記作業が属する工程の少なくとも一方が異なる複数の前記作業を同一の多軸型ロボットが行う場合において、前記外乱トルクの検出時に前記多軸型ロボットが行った作業に係わる車両の種類及び前記作業が属する工程の少なくとも一方に基づいて、前記外乱トルクを分類するトルク分類回路と、
分類された外乱トルクと閾値とを比較することにより前記多軸型ロボットの故障診断を行う故障診断回路と、
を備えることを特徴とする故障診断装置。 - 前記トルク分類回路は、前記多軸型ロボットが行う作業に係わる車両の種類ごとに、前記外乱トルクを分類することを特徴とする請求項1に記載の故障診断装置。
- 前記トルク分類回路は、前記多軸型ロボットが行う作業が属する工程ごとに、前記外乱トルクを分類することを特徴とする請求項1又は2に記載の故障診断装置。
- 前記トルク分類回路は、前記多軸型ロボットが行う作業において前記関節軸が移動する距離ごとに、前記外乱トルクを分類することを特徴とする請求項1〜3の何れか一項に記載の故障診断装置。
- 前記トルク分類回路は、前記多軸型ロボットが行う作業において前記関節軸を駆動するモータに加わる電流量ごとに、前記外乱トルクを分類することを特徴とする請求項1〜4の何れか一項に記載の故障診断装置。
- 前記故障診断回路は、分類された外乱トルクごとに予め設定された閾値と前記外乱トルクとを比較することにより前記多軸型ロボットの故障診断を行うことを特徴とする請求項1〜5の何れか一項に記載の故障診断装置。
- 分類された前記外乱トルクごとに前記外乱トルクを補正して、補正後外乱トルクを取得するトルク補正回路を更に備え、
前記故障診断回路は、前記補正後外乱トルクと前記閾値とを比較することにより前記多軸型ロボットの故障診断を行うことを特徴とする請求項1〜5の何れか一項に記載の故障診断装置。 - 前記多軸型ロボットが前記作業を行う時に、前記多軸型ロボットの外に駆動源を有する他の装置から所定値以上の外力が前記関節軸へ伝わる場合、前記故障診断回路が、当該作業を行っている時に検出された前記外乱トルクを用いて、前記故障診断を行うことを禁止する診断禁止回路を更に備えることを特徴とする請求項1〜7の何れか一項に記載の故障診断装置。
- 多軸型ロボットが備える関節軸に加わる外乱トルクを検出し、
前記多軸型ロボットが行う作業に係わる車両の種類、及び前記作業が属する工程の少なくとも一方が異なる複数の前記作業を同一の多軸型ロボットが行う場合において、前記外乱トルクの検出時に前記多軸型ロボットが行った作業に係わる車両の種類及び前記作業が属する工程の少なくとも一方に基づいて、前記外乱トルクを分類し、
分類された外乱トルクと閾値とを比較することにより前記多軸型ロボットの故障診断を行う
ことを特徴とする故障診断方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017518690 | 2015-05-20 | ||
| JP2017518690 | 2015-05-20 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018099736A true JP2018099736A (ja) | 2018-06-28 |
| JP6848206B2 JP6848206B2 (ja) | 2021-03-24 |
Family
ID=62714910
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016090852A Active JP6848206B2 (ja) | 2015-05-20 | 2016-04-28 | 故障診断装置及び故障診断方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6848206B2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112955291A (zh) * | 2018-11-13 | 2021-06-11 | 川崎重工业株式会社 | 驱动机构的故障诊断装置、故障诊断方法以及具备上述故障诊断装置的机械装置 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05116094A (ja) * | 1991-10-29 | 1993-05-14 | Fanuc Ltd | 異常負荷検出方法 |
| JPH06284764A (ja) * | 1993-03-31 | 1994-10-07 | Nec Corp | サーボモータの位置制御装置 |
| JPH0985792A (ja) * | 1995-09-27 | 1997-03-31 | Fanuc Ltd | 射出成形機の型締制御方法 |
| JPH09174482A (ja) * | 1995-12-25 | 1997-07-08 | Fanuc Ltd | ロボットの故障診断方法 |
| JPH1158024A (ja) * | 1997-08-13 | 1999-03-02 | Fanuc Ltd | サーボガン軸の異常負荷検出方法及び装置 |
| JPH11282540A (ja) * | 1998-03-30 | 1999-10-15 | Matsushita Electric Ind Co Ltd | ロボットの制御装置とその制御方法 |
| JPH11291190A (ja) * | 1998-04-10 | 1999-10-26 | Nachi Fujikoshi Corp | 溶接ロボットの動作異常検出方法 |
| JP2004142211A (ja) * | 2002-10-23 | 2004-05-20 | Toshiba Mach Co Ltd | 射出成形機の型締め工程における異常検知方法 |
| JP2006281421A (ja) * | 2005-04-05 | 2006-10-19 | Yaskawa Electric Corp | ロボットおよびロボットの異常検出方法 |
| JP2008183680A (ja) * | 2007-01-31 | 2008-08-14 | Yaskawa Electric Corp | 負荷機械の制御装置とその衝突検出しきい値更新方法 |
-
2016
- 2016-04-28 JP JP2016090852A patent/JP6848206B2/ja active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05116094A (ja) * | 1991-10-29 | 1993-05-14 | Fanuc Ltd | 異常負荷検出方法 |
| JPH06284764A (ja) * | 1993-03-31 | 1994-10-07 | Nec Corp | サーボモータの位置制御装置 |
| JPH0985792A (ja) * | 1995-09-27 | 1997-03-31 | Fanuc Ltd | 射出成形機の型締制御方法 |
| JPH09174482A (ja) * | 1995-12-25 | 1997-07-08 | Fanuc Ltd | ロボットの故障診断方法 |
| JPH1158024A (ja) * | 1997-08-13 | 1999-03-02 | Fanuc Ltd | サーボガン軸の異常負荷検出方法及び装置 |
| JPH11282540A (ja) * | 1998-03-30 | 1999-10-15 | Matsushita Electric Ind Co Ltd | ロボットの制御装置とその制御方法 |
| JPH11291190A (ja) * | 1998-04-10 | 1999-10-26 | Nachi Fujikoshi Corp | 溶接ロボットの動作異常検出方法 |
| JP2004142211A (ja) * | 2002-10-23 | 2004-05-20 | Toshiba Mach Co Ltd | 射出成形機の型締め工程における異常検知方法 |
| JP2006281421A (ja) * | 2005-04-05 | 2006-10-19 | Yaskawa Electric Corp | ロボットおよびロボットの異常検出方法 |
| JP2008183680A (ja) * | 2007-01-31 | 2008-08-14 | Yaskawa Electric Corp | 負荷機械の制御装置とその衝突検出しきい値更新方法 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112955291A (zh) * | 2018-11-13 | 2021-06-11 | 川崎重工业株式会社 | 驱动机构的故障诊断装置、故障诊断方法以及具备上述故障诊断装置的机械装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6848206B2 (ja) | 2021-03-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3165978B1 (de) | Verfahren zur erstinbetriebnahme einer anlage | |
| WO2016185589A1 (ja) | 故障診断装置及び故障診断方法 | |
| KR101849894B1 (ko) | 고장 진단 장치 및 고장 진단 방법 | |
| KR101889248B1 (ko) | 고장 진단 장치 및 고장 진단 방법 | |
| US9477216B2 (en) | Numerical control device including display part for displaying information for evaluation of machining process | |
| JP2020102001A (ja) | 学習用データ確認支援装置、機械学習装置、故障予知装置 | |
| CN106020116A (zh) | 具有对机器人进行异常诊断的功能的机器人控制装置 | |
| JP2019146421A (ja) | 故障予測装置及び機械学習装置 | |
| RU2683151C1 (ru) | Устройство диагностики неисправностей и способ диагностики неисправностей | |
| JP6544291B2 (ja) | 関節駆動ロボットの異常診断方法及び異常診断装置 | |
| JP2020071633A (ja) | 送り軸およびウォームギヤ異常判定システム | |
| JP6848206B2 (ja) | 故障診断装置及び故障診断方法 | |
| JP7110843B2 (ja) | 異常判定装置及び異常判定方法 | |
| JP2005216213A (ja) | 故障診断システム及び故障診断方法 | |
| US20200346345A1 (en) | Method And Apparatus For Monitoring An Acceleration Of An Axis Of A Multi-Axis Kinematic System | |
| JP2020075304A (ja) | 減速機システム、駆動ユニットへの指令値の補正方法、補正データの生成方法、及び減速機システムの製造方法 | |
| JP6927421B2 (ja) | 異常判定装置、異常判定システム及び異常判定方法 | |
| CN115389240A (zh) | 机器人关节检测方法、装置、计算机设备及可读存储介质 | |
| KR102486112B1 (ko) | 이동형 로봇의 구동부 손상감지 방법 | |
| JP2022007131A (ja) | 工作機械の精度診断装置及び精度診断方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190212 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200303 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200424 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200929 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201127 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20201215 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210125 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210202 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210215 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6848206 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |