JP2018095976A - Glass fiber nonwoven fabric, complex, fiber-reinforced thermoplastic resin sheet, metal-clad laminated sheet, method for producing glass fiber nonwoven fabric and method for producing fiber-reinforced thermoplastic resin sheet - Google Patents
Glass fiber nonwoven fabric, complex, fiber-reinforced thermoplastic resin sheet, metal-clad laminated sheet, method for producing glass fiber nonwoven fabric and method for producing fiber-reinforced thermoplastic resin sheet Download PDFInfo
- Publication number
- JP2018095976A JP2018095976A JP2016238494A JP2016238494A JP2018095976A JP 2018095976 A JP2018095976 A JP 2018095976A JP 2016238494 A JP2016238494 A JP 2016238494A JP 2016238494 A JP2016238494 A JP 2016238494A JP 2018095976 A JP2018095976 A JP 2018095976A
- Authority
- JP
- Japan
- Prior art keywords
- glass fiber
- nonwoven fabric
- glass
- fibers
- fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000003365 glass fiber Substances 0.000 title claims abstract description 328
- 239000004745 nonwoven fabric Substances 0.000 title claims abstract description 130
- 229920005992 thermoplastic resin Polymers 0.000 title claims abstract description 66
- 238000004519 manufacturing process Methods 0.000 title claims description 30
- 239000000835 fiber Substances 0.000 claims abstract description 132
- 239000011521 glass Substances 0.000 claims abstract description 55
- 229920005989 resin Polymers 0.000 claims description 90
- 239000011347 resin Substances 0.000 claims description 90
- 239000011159 matrix material Substances 0.000 claims description 76
- 239000006185 dispersion Substances 0.000 claims description 72
- 239000002131 composite material Substances 0.000 claims description 71
- 229920001169 thermoplastic Polymers 0.000 claims description 32
- 239000004416 thermosoftening plastic Substances 0.000 claims description 32
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 19
- 238000003825 pressing Methods 0.000 claims description 9
- 239000011324 bead Substances 0.000 claims description 6
- 239000011888 foil Substances 0.000 claims description 6
- 229910052751 metal Inorganic materials 0.000 claims description 6
- 239000002184 metal Substances 0.000 claims description 6
- 239000007788 liquid Substances 0.000 claims description 5
- 239000007787 solid Substances 0.000 description 22
- 238000010438 heat treatment Methods 0.000 description 12
- 239000002994 raw material Substances 0.000 description 12
- 239000000463 material Substances 0.000 description 10
- 239000012508 resin bead Substances 0.000 description 10
- 238000005476 soldering Methods 0.000 description 10
- 230000000052 comparative effect Effects 0.000 description 8
- 230000018044 dehydration Effects 0.000 description 8
- 238000006297 dehydration reaction Methods 0.000 description 8
- 239000004697 Polyetherimide Substances 0.000 description 7
- 239000011230 binding agent Substances 0.000 description 7
- 238000000034 method Methods 0.000 description 7
- 238000002156 mixing Methods 0.000 description 7
- 229920001601 polyetherimide Polymers 0.000 description 7
- 239000004372 Polyvinyl alcohol Substances 0.000 description 6
- 229920002451 polyvinyl alcohol Polymers 0.000 description 6
- 238000002360 preparation method Methods 0.000 description 6
- 239000002562 thickening agent Substances 0.000 description 6
- 238000002844 melting Methods 0.000 description 5
- 230000008018 melting Effects 0.000 description 5
- 239000000758 substrate Substances 0.000 description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 229920001187 thermosetting polymer Polymers 0.000 description 4
- 238000004220 aggregation Methods 0.000 description 3
- 230000002776 aggregation Effects 0.000 description 3
- 239000011889 copper foil Substances 0.000 description 3
- 239000012765 fibrous filler Substances 0.000 description 3
- 230000009477 glass transition Effects 0.000 description 3
- 238000000465 moulding Methods 0.000 description 3
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 230000008602 contraction Effects 0.000 description 2
- 239000002270 dispersing agent Substances 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 238000003756 stirring Methods 0.000 description 2
- 238000005979 thermal decomposition reaction Methods 0.000 description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229920006318 anionic polymer Polymers 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000005530 etching Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000000706 filtrate Substances 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 238000000059 patterning Methods 0.000 description 1
- 229920002401 polyacrylamide Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 229910052709 silver Inorganic materials 0.000 description 1
- 239000004332 silver Substances 0.000 description 1
- 239000000779 smoke Substances 0.000 description 1
- 229910000679 solder Inorganic materials 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
Images



Landscapes
- Paper (AREA)
- Reinforced Plastic Materials (AREA)
- Laminated Bodies (AREA)
Abstract
Description
本発明は、ガラス繊維不織布、複合体、繊維強化熱可塑性樹脂シート、金属張積層シート、ガラス繊維不織布の製造方法および繊維強化熱可塑性樹脂シートの製造方法に関する。 The present invention relates to a glass fiber nonwoven fabric, a composite, a fiber reinforced thermoplastic resin sheet, a metal-clad laminate sheet, a method for producing a glass fiber nonwoven fabric, and a method for producing a fiber reinforced thermoplastic resin sheet.
繊維と樹脂を含む複合体を加熱加圧成形することによって得られたシートは、繊維強化樹脂シートとも呼ばれ、繊維を含まない樹脂シートと比較して機械的な強度が高いなどの利点がある。このため、繊維強化樹脂シートは、電気電子分野や自動車産業分野など様々な分野で利用されている。例えば、繊維強化樹脂シートとして、特許文献1には、バインダー樹脂(A)と、アスペクト比が100以上である繊維状フィラー(B)と、前記繊維状フィラー(B)よりもアスペクト比が小さいフィラー(C)と、を含み、前記繊維状フィラー(B)が平面方向に配列されている樹脂シートが開示されている。 A sheet obtained by heating and pressing a composite containing fibers and resin is also called a fiber-reinforced resin sheet, and has advantages such as higher mechanical strength than a resin sheet containing no fibers. . For this reason, the fiber reinforced resin sheet is used in various fields such as the electric and electronic fields and the automobile industry field. For example, as a fiber reinforced resin sheet, Patent Document 1 discloses a binder resin (A), a fibrous filler (B) having an aspect ratio of 100 or more, and a filler having an aspect ratio smaller than that of the fibrous filler (B). (C) and a resin sheet in which the fibrous filler (B) is arranged in a plane direction is disclosed.
繊維強化樹脂シートの用途の一つとして、配線板や金属張積層シートの基材(絶縁シート)としての用途が知られている。この用途では、マトリックス樹脂材料としてはエポキシ樹脂に代表される熱硬化性樹脂が広く利用されている。しかしながら、熱硬化性樹脂は一般に熱可塑性樹脂と比較すると成形性が低い傾向がある。一方、ポリエーテルイミドのように融点や熱分解温度が、一般的なリフローはんだ付けの温度(例えば、260℃)よりも高く、耐熱性に優れた熱可塑性樹脂が開発されている。このような熱可塑性樹脂は、これまで使用されてきたエポキシ樹脂に代表される熱硬化性樹脂では実現できなかった低発煙性や低誘電率といった優れた特性を有するものがあり、配線板や金属張積層シートの樹脂材料として使用することができれば好ましい。 As one of the uses of a fiber reinforced resin sheet, the use as a base material (insulating sheet) of a wiring board or a metal-clad laminated sheet is known. In this application, a thermosetting resin represented by an epoxy resin is widely used as a matrix resin material. However, thermosetting resins generally tend to have lower moldability than thermoplastic resins. On the other hand, a thermoplastic resin having a melting point and a thermal decomposition temperature higher than a general reflow soldering temperature (for example, 260 ° C.) and excellent in heat resistance, such as polyetherimide, has been developed. Some of these thermoplastic resins have excellent characteristics such as low smoke generation and low dielectric constant, which could not be realized by thermosetting resins represented by epoxy resins that have been used so far. It is preferable if it can be used as a resin material for a tension laminate sheet.
しかしながら、本発明の発明者の検討によると、マトリックス樹脂材料として熱可塑性樹脂を使用した繊維強化樹脂シートは、熱硬化性樹脂を使用したものと比較すると、高温環境下においてシートの厚さ方向に熱膨張し易いことが判明した。配線板や金属張積層シートの基材が厚さ方向に熱膨張と熱収縮を繰り返すと、基材から配線(金属箔)が剥がれて断線する要因となるおそれがある。また、複数の配線板を積層した積層配線板では、積層配線板を構成する各配線板が厚さ方向に熱膨張と熱収縮を繰り返すことによって、配線板が剥がれて断線する要因となるおそれがある。従って、配線板や銅張積層シートの基材として利用する繊維強化樹脂シートは、高温環境下での厚さ方向の熱膨張が低いことが望ましい。 However, according to the study of the inventor of the present invention, the fiber reinforced resin sheet using a thermoplastic resin as a matrix resin material is in the thickness direction of the sheet under a high temperature environment as compared with that using a thermosetting resin. It has been found that it is likely to thermally expand. If the substrate of the wiring board or metal-clad laminate sheet repeats thermal expansion and contraction in the thickness direction, the wiring (metal foil) may be peeled off from the substrate and cause a disconnection. In addition, in a laminated wiring board in which a plurality of wiring boards are laminated, each wiring board constituting the laminated wiring board repeats thermal expansion and contraction in the thickness direction, which may cause the wiring board to peel off and break. is there. Therefore, it is desirable that the fiber-reinforced resin sheet used as the base material of the wiring board or the copper-clad laminate sheet has a low thermal expansion in the thickness direction under a high temperature environment.
本発明は、上記の事情を鑑みてなされたものであって、マトリックス樹脂成分として、熱可塑性樹脂を使用しながらも、高温環境下での厚さ方向への熱膨張が低減した繊維強化熱可塑性樹脂シート、及びこの繊維強化熱可塑性樹脂シートを用いた金属張積層シートを提供することを目的とする。本発明はまた、上記繊維強化熱可塑性樹脂シートの製造用材料(プリプレグ)として用いることができる、熱可塑性のマトリックス樹脂と繊維を含む複合体を提供することもその目的とする。本発明はさらに、上記繊維強化熱可塑性樹脂シートの繊維の供給源として用いることができる不織布を提供することもその目的とする。またさらに、本発明は、上記のガラス繊維不織布の製造方法および繊維強化熱可塑性樹脂シートの製造方法を提供することもその目的とする。 The present invention has been made in view of the above circumstances, and is a fiber-reinforced thermoplastic having a reduced thermal expansion in the thickness direction under a high temperature environment while using a thermoplastic resin as a matrix resin component. An object is to provide a resin sheet and a metal-clad laminate sheet using this fiber-reinforced thermoplastic resin sheet. Another object of the present invention is to provide a composite containing a thermoplastic matrix resin and fibers, which can be used as a material (prepreg) for producing the fiber-reinforced thermoplastic resin sheet. Another object of the present invention is to provide a nonwoven fabric that can be used as a fiber supply source of the fiber-reinforced thermoplastic resin sheet. Still another object of the present invention is to provide a method for producing the above-described glass fiber nonwoven fabric and a method for producing a fiber-reinforced thermoplastic resin sheet.
本発明者は、長さが3〜25mmのガラス長繊維と長さが0.3〜1mmのガラス短繊維とが、質量比で50:50〜90:10となる割合で水に分散されているガラス繊維水性分散液を抄紙することによって、ガラス長繊維が平面方向に対して水平に配向し、ガラス短繊維の少なくとも一部が平面方向に対して60〜120度の角度を持って内部に挿入されているガラス繊維不織布を製造することが可能なるとの知見を得た。そして、上記の角度を持つガラス短繊維を含むガラス繊維不織布は、高温環境下での熱可塑性樹脂シートの厚さ方向への熱膨張を低減させるのに有用な繊維の供給源となることを見出した。すなわち、上記のガラス繊維不織布と熱可塑性樹脂を含む複合体の加熱加圧成形体である繊維強化熱可塑性樹脂シートは、高温環境下での厚さ方向への熱膨張が顕著に低減することを見出して、本発明を完成させた。このガラス繊維不織布を用いることによって、高温環境下での繊維強化熱可塑性樹脂シートの厚さ方向への熱膨張が低減する理由は、必ずしも明確ではないが、ガラス繊維不織布の内部に上記角度を持って挿入されているガラス短繊維が、熱可塑性樹脂の厚さ方向への膨張を抑えるためであると考えられる。 The inventor of the present invention dispersed a glass long fiber having a length of 3 to 25 mm and a glass short fiber having a length of 0.3 to 1 mm in water at a mass ratio of 50:50 to 90:10. By making the glass fiber aqueous dispersion, the long glass fibers are oriented horizontally with respect to the plane direction, and at least a part of the short glass fibers are at an angle of 60 to 120 degrees with respect to the plane direction. The knowledge that it is possible to manufacture the inserted glass fiber nonwoven fabric was obtained. And it discovered that the glass fiber nonwoven fabric containing the glass short fiber which has said angle becomes a supply source of a fiber useful for reducing the thermal expansion to the thickness direction of the thermoplastic resin sheet in a high temperature environment. It was. That is, the fiber-reinforced thermoplastic resin sheet, which is a heat-pressed molded body of a composite containing the above glass fiber nonwoven fabric and thermoplastic resin, significantly reduces thermal expansion in the thickness direction under a high temperature environment. As a result, the present invention has been completed. The reason why the thermal expansion in the thickness direction of the fiber reinforced thermoplastic resin sheet in a high temperature environment is reduced by using this glass fiber nonwoven fabric is not necessarily clear, but the glass fiber nonwoven fabric has the above angle. This is considered to be because the short glass fibers inserted in this manner suppress the expansion of the thermoplastic resin in the thickness direction.
従って、上記の課題を達成するために、本発明は以下の構成を採用した。
[1]長さが3〜25mmのガラス長繊維と長さが0.3〜1mmのガラス短繊維とを、質量比で50:50〜90:10の範囲で含むガラス繊維不織布であって、前記ガラス長繊維は、前記ガラス繊維不織布の平面方向に対して水平に配向し、前記ガラス短繊維の少なくとも一部は、前記ガラス繊維不織布の平面方向に対して60〜120度の角度を持って内部に挿入されていることを特徴とするガラス繊維不織布。
[2]前記ガラス短繊維の30個%以上が、前記ガラス繊維不織布の平面方向に対して60〜120度の角度を持って内部に挿入されている前記[1]の項に記載のガラス繊維不織布。
[3]前記ガラス長繊維の80個%以上が、前記ガラス繊維不織布の平面方向に対して±30度以内の角度で配向している前記[1]または[2]の項に記載のガラス繊維不織布。
[4]湿式不織布である前記[1]〜[3]の項のいずれか一項に記載のガラス繊維不織布。
Therefore, in order to achieve the above-described problem, the present invention employs the following configuration.
[1] A glass fiber nonwoven fabric comprising glass long fibers having a length of 3 to 25 mm and short glass fibers having a length of 0.3 to 1 mm in a mass ratio of 50:50 to 90:10, The long glass fibers are oriented horizontally with respect to the planar direction of the glass fiber nonwoven fabric, and at least some of the short glass fibers have an angle of 60 to 120 degrees with respect to the planar direction of the glass fiber nonwoven fabric. A glass fiber nonwoven fabric characterized by being inserted inside.
[2] The glass fiber according to the item [1], wherein 30% or more of the short glass fibers are inserted into the glass fiber nonwoven fabric at an angle of 60 to 120 degrees with respect to a planar direction of the glass fiber nonwoven fabric. Non-woven fabric.
[3] The glass fiber according to the item [1] or [2], wherein 80% or more of the long glass fibers are oriented at an angle of ± 30 degrees or less with respect to a planar direction of the glass fiber nonwoven fabric. Non-woven fabric.
[4] The glass fiber nonwoven fabric according to any one of [1] to [3], which is a wet nonwoven fabric.
[5]前記[1]〜[4]の項のいずれか一項に記載のガラス繊維不織布と熱可塑性のマトリックス樹脂を含む複合体。
[6]前記マトリックス樹脂が、前記ガラス繊維不織布の少なくとも一方の表面に層状に配置されている前記[5]の項に記載の複合体。
[7]前記マトリックス樹脂が、前記ガラス繊維不織布の内部にビーズもしくは繊維の状態で配置されている前記[5]の項に記載の複合体。
[8]前記[5]〜[7]の項のいずれか一項に記載の複合体の加熱加圧成形体である繊維強化熱可塑性樹脂シート。
[9]前記[8]の項に記載の繊維強化熱可塑性樹脂シートと、前記繊維強化熱可塑性樹脂シートの少なくとも一方の表面に貼り合わされた金属箔とを含む金属張積層シート。
[5] A composite comprising the glass fiber nonwoven fabric according to any one of [1] to [4] and a thermoplastic matrix resin.
[6] The composite according to [5], wherein the matrix resin is arranged in a layered manner on at least one surface of the glass fiber nonwoven fabric.
[7] The composite according to [5], wherein the matrix resin is disposed in the form of beads or fibers inside the glass fiber nonwoven fabric.
[8] A fiber-reinforced thermoplastic resin sheet that is a heat-pressed molded body of the composite according to any one of [5] to [7].
[9] A metal-clad laminate sheet comprising the fiber-reinforced thermoplastic resin sheet according to [8] above and a metal foil bonded to at least one surface of the fiber-reinforced thermoplastic resin sheet.
[10]長さが3〜25mmのガラス長繊維と長さが0.3〜1mmのガラス短繊維とが、質量比で50:50〜90:10となる割合で水に分散されているガラス繊維水性分散液を用意する工程と、前記ガラス繊維水性分散液を抄紙する工程と、を有するガラス繊維不織布の製造方法。
[11]長さが3〜25mmのガラス長繊維と長さが0.3〜1mmのガラス短繊維とを、質量比で50:50〜90:10の範囲で含むガラス繊維不織布であって、前記ガラス長繊維は、前記ガラス繊維不織布の平面方向に対して水平に配向し、前記ガラス短繊維の少なくとも一部は、前記ガラス繊維不織布の平面方向に対して60〜120度の角度を持って内部に挿入されているガラス繊維不織布、及び熱可塑性のマトリックス樹脂を含む複合体を用意する工程と、前記複合体を加熱加圧成形する工程とを有する繊維強化熱可塑性樹脂シートの製造方法。
[10] Glass in which long glass fibers having a length of 3 to 25 mm and short glass fibers having a length of 0.3 to 1 mm are dispersed in water at a mass ratio of 50:50 to 90:10 The manufacturing method of the glass fiber nonwoven fabric which has the process of preparing a fiber aqueous dispersion, and the process of paper-making the said glass fiber aqueous dispersion.
[11] A glass fiber nonwoven fabric comprising glass long fibers having a length of 3 to 25 mm and short glass fibers having a length of 0.3 to 1 mm in a mass ratio of 50:50 to 90:10, The long glass fibers are oriented horizontally with respect to the planar direction of the glass fiber nonwoven fabric, and at least some of the short glass fibers have an angle of 60 to 120 degrees with respect to the planar direction of the glass fiber nonwoven fabric. A method for producing a fiber-reinforced thermoplastic resin sheet, comprising a step of preparing a composite comprising a glass fiber nonwoven fabric inserted therein and a thermoplastic matrix resin, and a step of heat-pressing the composite.
本発明によれば、マトリックス樹脂成分として、熱可塑性樹脂を使用しながらも、高温環境下での厚さ方向への熱膨張が低減した繊維強化熱可塑性樹脂シート、およびこの繊維強化熱可塑性樹脂シートを用いた金属張積層シートを提供することが可能となる。また、本発明の複合体は、上記繊維強化熱可塑性樹脂シートの製造用材料(プリプレグ)として有利に用いることができる。さらに、本発明の不織布は、上記繊維強化熱可塑性樹脂シートの繊維の供給源として有利に用いることができる。さらにまた、本発明のガラス繊維不織布の製造方法によれば、上記のガラス繊維不織布を工業的に有利に製造することができる。そして、本発明の繊維強化熱可塑性樹脂シートの製造方法によれば、上記の繊維強化熱可塑性樹脂シートを工業的に有利に製造することができる。 According to the present invention, a fiber reinforced thermoplastic resin sheet having a reduced thermal expansion in the thickness direction under a high temperature environment while using a thermoplastic resin as a matrix resin component, and the fiber reinforced thermoplastic resin sheet It becomes possible to provide a metal-clad laminate sheet using the. In addition, the composite of the present invention can be advantageously used as a material (prepreg) for producing the fiber-reinforced thermoplastic resin sheet. Furthermore, the nonwoven fabric of the present invention can be advantageously used as a fiber supply source of the fiber-reinforced thermoplastic resin sheet. Furthermore, according to the manufacturing method of the glass fiber nonwoven fabric of this invention, said glass fiber nonwoven fabric can be manufactured industrially advantageously. And according to the manufacturing method of the fiber reinforced thermoplastic resin sheet of this invention, said fiber reinforced thermoplastic resin sheet can be manufactured industrially advantageously.
以下、本発明の実施形態を、添付図面を参照しながら詳細に説明する。 Hereinafter, embodiments of the present invention will be described in detail with reference to the accompanying drawings.
<ガラス繊維不織布>
図1は、本発明の一実施形態であるガラス繊維不織布の構成を説明する説明図であり、(a)はガラス繊維不織布の断面図であり、(b)はガラス繊維不織布の平面図である。
<Glass fiber nonwoven fabric>
Drawing 1 is an explanatory view explaining the composition of the glass fiber nonwoven fabric which is one embodiment of the present invention, (a) is a sectional view of glass fiber nonwoven fabric, and (b) is a top view of glass fiber nonwoven fabric. .
図1に示すように、本実施形態のガラス繊維不織布10は、ガラス長繊維11とガラス短繊維12とを含む。ガラス長繊維11は、長さが3〜25mmの範囲にあるガラス繊維である。ガラス短繊維12は、長さが0.3〜1mmの範囲にあるガラス繊維である。ガラス長繊維11およびガラス短繊維12の直径は、それぞれ一般に3〜18μmの範囲、好ましくは6〜15μmの範囲、より好ましくは6〜13μmの範囲である。ガラス長繊維11のアスペクト比(長さ/直径)は、一般に100〜20000の範囲、好ましくは160〜18000の範囲、より好ましくは200〜15000の範囲である。ガラス長繊維11およびガラス短繊維12の直径およびアスペクト比が上記の範囲にあるガラス繊維不織布を用いると、繊維強化熱可塑性樹脂シートの厚さ方向への熱膨張をより確実に低減させることができる。
As shown in FIG. 1, the glass fiber
ガラス繊維不織布10内のガラス長繊維11とガラス短繊維12の含有量比は、質量比で好ましくは50:50〜95:5の範囲(ガラス長繊維:ガラス短繊維)、より好ましくは55:45〜95:5の範囲、特に好ましくは60:40〜90:10の範囲である。すなわち、ガラス長繊維11とガラス短繊維12の合計含有量に対するガラス短繊維12の含有率は、好ましくは5〜50質量%の範囲、より好ましくは5〜45質量%の範囲、特に好ましくは10〜40質量%の範囲にある。ガラス長繊維11とガラス短繊維12の含有量比が上記の範囲にあるガラス繊維不織布を用いると、繊維強化熱可塑性樹脂シートの厚さ方向への熱膨張をより確実に低減させることができる。
The content ratio of the glass
ガラス繊維不織布10内のガラス長繊維11とガラス短繊維12の含有量比は、例えば、次のようにして求めることができる。
光学顕微鏡を用いて、ガラス繊維不織布10を観察し、一つの観察エリアから合計で100個の繊維(ガラス長繊維11とガラス短繊維12を含む)を任意に選択し、その100個の繊維中のガラス長繊維11とガラス短繊維12の個数を数え、各繊維の長さと直径を測定する。測定したガラス長繊維11とガラス短繊維12のそれぞれの長さと直径の個数平均を得る。得られた平均長さと平均直径を用いて、下記の式よりガラス長繊維11の含有量とガラス短繊維12の含有量をそれぞれ算出する。そして、算出したガラス長繊維11の含有量とガラス短繊維12の含有量の比を求める。
ガラス長繊維11の含有量=平均長さ×(平均直径/2)2×π×ガラス長繊維11の密度×100個の繊維中のガラス長繊維11の個数
ガラス短繊維12の含有量=平均長さ×(平均直径/2)2×π×ガラス短繊維12の密度×100個の繊維中のガラス短繊維12の個数
The content ratio of the
Using an optical microscope, the glass
Content of
ガラス長繊維11の大部分は、図1(a)に示すように、ガラス繊維不織布10の平面方向に対して水平に配向している。ここで、「水平に配向している」とは、平面方向に対する角度θ1が0度となるように配向している場合のほか、平面方向に対する角度θ1が±30度以内となるように配向している場合を含む。平面方向に対する角度θ1が±30度以内となるように配向しているガラス長繊維11の量は、ガラス長繊維の全体量に対して80個%以上であることが好ましく、90個%以上であることがより好ましい。ガラス長繊維11が上記の角度以内で平面方向に配向しているガラス繊維不織布を用いると、繊維強化熱可塑性樹脂シートの平面方向の強度を高め、かつ平面方向への熱膨張を低減させることができる。
Most of the
ガラス短繊維12は、図1(a)に示すように、その少なくとも一部が、ガラス繊維不織布10の平面方向に対して60〜120度の角度θ2を持って内部に挿入されている。ここで、「内部に挿入されている」とは、ガラス短繊維12の長さの1/2以上の長さがガラス繊維不織布10の内部に入っていることを意味する。ガラス繊維不織布10の平面方向に対して60〜120度の角度を持って内部に挿入されているガラス短繊維12の量は、ガラス短繊維の全体量に対して30個%以上であることが好ましく、40個%以上であることがより好ましい。ガラス短繊維12が、上記のように平面方向に対して垂直もしくはこれに近い方向、即ち、厚さ方向に配向した状態で、ガラス繊維不織布の内部に挿入されているガラス繊維不織布を用いることによって、繊維強化熱可塑性樹脂シートの厚さ方向への熱膨張が低減する。
As shown in FIG. 1A, at least a part of the
一方、本実施形態において、ガラス繊維不織布10を平面視したときのガラス長繊維11とガラス短繊維12の配向方向には特に制限はない。図1(b)に示すように、ガラス長繊維11とガラス短繊維12の配向方向はランダムであってもよい。
On the other hand, in this embodiment, there is no restriction | limiting in particular in the orientation direction of the glass
本実施形態のガラス繊維不織布10は、湿式不織布であることが好ましい。湿式不織布であると、ガラス長繊維11は平面方向により配向しやすく、ガラス短繊維12は厚さ方向により配向しやすくなる傾向がある。なお、ガラス繊維不織布10の製造方法については後述する。
It is preferable that the glass
ガラス繊維不織布10は、ガラス長繊維11とガラス短繊維12以外のガラス繊維を含んでいてもよい。すなわち、ガラス繊維不織布10は、長さが0.3mm未満のガラス繊維、長さが1mmを超え3mm未満の範囲にあるガラス繊維、そして長さが25mmを超えるガラス繊維を含んでいてもよい。
The glass
ガラス繊維不織布10は、ガラス長繊維11とガラス短繊維12の合計含有量が80質量%以上であることが好ましく、90質量%以上であることが特に好ましい。長さが0.3mm未満のガラス繊維の含有量は3質量%以下であることが好ましい。長さが1mmを超え3mm未満のガラス繊維の含有量は、20質量%以下であることが好ましく、10質量%以下であることが特に好ましい。長さが25mmを超えるガラス繊維の含有量は、20質量%以下であることが好ましく、10質量%以下であることが特に好ましい。
In the glass
<ガラス繊維不織布の製造方法>
本発明の一実施形態であるガラス繊維不織布の製造方法は、ガラス繊維水性分散液を用意する工程と、このガラス繊維水性分散液を抄紙する工程とを有する。
<Method for producing glass fiber nonwoven fabric>
The manufacturing method of the glass fiber nonwoven fabric which is one Embodiment of this invention has the process of preparing a glass fiber aqueous dispersion, and the process of paper-making this glass fiber aqueous dispersion.
ガラス繊維水性分散液は、長さが3〜25mmのガラス長繊維と長さが0.3〜1mmのガラス短繊維とが、質量比で50:50〜90:10となる割合で水に分散されている分散液である。ガラス繊維水性分散液は、ガラス長繊維とガラス短繊維と水とを混合し、撹拌することによって調製することができる。混合の順番には特に制限なく、水とガラス長繊維とを混合した後にガラス短繊維を加えてもよいし、水とガラス短繊維とを混合した後にガラス長繊維を加えてもよいし、水とガラス長繊維とガラス短繊維とを同時に混合してもよい。 The glass fiber aqueous dispersion is dispersed in water at a ratio of 50:50 to 90:10 in terms of mass ratio of glass fibers having a length of 3 to 25 mm and glass fibers having a length of 0.3 to 1 mm. It is a dispersion liquid. The aqueous glass fiber dispersion can be prepared by mixing long glass fibers, short glass fibers, and water and stirring them. The order of mixing is not particularly limited, and glass short fibers may be added after mixing water and glass long fibers, or glass long fibers may be added after mixing water and glass short fibers, or water. And long glass fibers and short glass fibers may be mixed simultaneously.
ガラス長繊維の原料としては、質量平均繊維長さが一般に3〜25mmの範囲、好ましくは6〜18mmの範囲、より好ましくは6〜15mmの範囲にあるガラス繊維を用いてもよい。また、ガラス短繊維の原料としては、質量平均長さが一般に0.3〜1mmの範囲、好ましくは0.3〜0.8mmの範囲、より好ましくは0.3〜0.7mmの範囲にあるガラス短繊維を用いてもよい。 As a raw material of the glass long fiber, a glass fiber having a mass average fiber length generally in the range of 3 to 25 mm, preferably in the range of 6 to 18 mm, more preferably in the range of 6 to 15 mm may be used. Further, as a raw material for short glass fibers, the mass average length is generally in the range of 0.3 to 1 mm, preferably in the range of 0.3 to 0.8 mm, more preferably in the range of 0.3 to 0.7 mm. Short glass fibers may be used.
ガラス繊維水性分散液は、ガラス長繊維及びガラス短繊維の凝集を抑えるために分散剤が添加されていてもよい。また、ガラス繊維水性分散液は、増粘剤が添加されてもよい。 In the glass fiber aqueous dispersion, a dispersant may be added in order to suppress aggregation of the long glass fiber and the short glass fiber. Moreover, a thickener may be added to the glass fiber aqueous dispersion.
ガラス繊維水性分散液の抄紙は、一般的な湿式不織布の製造に用いられている公知の抄紙機を用いて実施することができる。抄紙機としては、バッチ式の抄紙機および連続式の抄紙機のいずれも用いることができる。 Papermaking of the aqueous glass fiber dispersion can be carried out using a known papermaking machine that is used in the production of general wet nonwoven fabrics. As the paper machine, either a batch type paper machine or a continuous type paper machine can be used.
バッチ式の抄紙機は、原質用容器へのガラス繊維水性分散液の供給、抄紙(脱水)による繊維層の形成、繊維層の回収の各工程を一サイクルとして繰り返し行う抄紙機である。バッチ式の抄紙機を用いる場合は、原質用容器内のガラス繊維水性分散液の固形分(ガラス長繊維とガラス短繊維の合計量)の濃度は、1質量%以下であることが好ましく、0.001〜0.7質量%の範囲にあることがより好ましい。ガラス繊維水性分散液の固形分濃度が上記の範囲にあると、ガラス繊維水性分散液中での繊維の動きの自由度が高まり、脱水時において十分な脱水速度が得られる。このため、ガラス長い繊維は水平方向に配向させ易く、ガラス短繊維は厚さ方向に配向させ易くなる。 The batch type paper machine is a paper machine that repeats the steps of supplying an aqueous glass fiber dispersion to a container for raw materials, forming a fiber layer by paper making (dehydration), and collecting the fiber layer as one cycle. When using a batch type paper machine, the concentration of the solid content of the aqueous glass fiber dispersion (total amount of long glass fibers and short glass fibers) in the container for the raw material is preferably 1% by mass or less, More preferably, it is in the range of 0.001 to 0.7 mass%. When the solid content concentration of the aqueous glass fiber dispersion is within the above range, the degree of freedom of movement of the fibers in the aqueous glass fiber dispersion increases, and a sufficient dehydration rate can be obtained during dehydration. For this reason, long glass fibers can be easily oriented in the horizontal direction, and short glass fibers can be easily oriented in the thickness direction.
原質用容器内のガラス繊維水性分散液の粘度は、前述した増粘剤を添加することで、0.9mPa・s以上3.0mPa・s以下の範囲とされていることが好ましい。ガラス繊維水性分散液の粘度がこの範囲にあると、レイノルズ数は同じであってもガラス繊維(特に、ガラス長繊維)の分散性に優れ、且つ、ガラス繊維の切れや折れが少ないガラス繊維不織布を高い生産性で製造できる傾向にある。一方、ガラス繊維水性分散液の粘度が低くなりすぎると、ガラス繊維が凝集しやすくなり、ガラス繊維の分散性が低下するおそれがある。またガラス繊維水性分散液の粘度が高くなりすぎると、脱水抵抗が増大して生産性の低下につながるおそれがある。このため、ガラス繊維の凝集の抑制と生産性とを考慮して、粘度が設定されることが好ましい。すなわち、ガラス繊維水性分散液の粘度が、1.1mPa・sであればガラス繊維の凝集を抑制することができ、1.0mPa・s以下であれば生産性を向上させることができる。なお、ガラス繊維水性分散液の粘度は、ガラス繊維水性分散液を、80meshのフィルタ(フルイ)で濾過してガラス繊維を除去した濾液を採取し、キャノン・フェンスケ粘度計を用いてJIS Z 8803「液体の粘度測定方法」に規定される測定方法に従って測定することができる。 It is preferable that the viscosity of the glass fiber aqueous dispersion in the container for raw material is in the range of 0.9 mPa · s to 3.0 mPa · s by adding the above-described thickener. When the viscosity of the glass fiber aqueous dispersion is within this range, the glass fiber nonwoven fabric is excellent in dispersibility of glass fibers (particularly, long glass fibers) and has little glass fiber breakage and breakage even if the Reynolds number is the same. Tends to be manufactured with high productivity. On the other hand, if the viscosity of the aqueous glass fiber dispersion is too low, the glass fibers tend to aggregate and the dispersibility of the glass fibers may be reduced. On the other hand, if the viscosity of the aqueous glass fiber dispersion is too high, the dehydration resistance may increase, leading to a decrease in productivity. For this reason, it is preferable that the viscosity is set in consideration of suppression of aggregation of the glass fibers and productivity. That is, if the viscosity of the glass fiber aqueous dispersion is 1.1 mPa · s, aggregation of glass fibers can be suppressed, and if it is 1.0 mPa · s or less, productivity can be improved. The viscosity of the glass fiber aqueous dispersion was measured by collecting the filtrate from which the glass fiber was removed by filtering the glass fiber aqueous dispersion with an 80 mesh filter (Fluy), and using a Canon-Fenske viscometer. It can be measured according to the measurement method prescribed in “Method for measuring viscosity of liquid”.
連続式の抄紙機は、インレットへのガラス繊維水性分散液の供給、抄紙(脱水)による繊維層の形成、繊維層の回収の各工程を連続的に行う抄紙機である。連続式の抄紙機の例としては、傾斜型抄紙機、円網抄紙機および長網抄紙機が挙げられる。これらの抄紙機の中では、インレット内のガラス繊維水性分散液の固形分濃度を薄くして、急速に脱水することが可能な傾斜型抄紙機を用いることが好ましい。急速に脱水することで、水流によってガラス短繊維が厚さ方向に配向しやすくなるためである。傾斜型抄紙機を使用する場合、インレット内のガラス繊維水性分散液の固形分濃度は、0.001〜0.5質量%の範囲にあることが好ましく、0.002〜0.3質量%の範囲にあることがより好ましく、0.008〜0.1質量%の範囲にあることがより好ましい。インレット内のガラス繊維水性分散液の固形分濃度を、かかる濃度範囲とすることにより、充分な脱水速度を得ることができるため、ガラス短繊維を厚さ方向に十分に配向させることができる。また脱水負荷が高くなり過ぎないので、エネルギー効率よくガラス繊維不織布を製造することができる。インレット内のガラス繊維水性分散液の粘度は、上記バッチ式の抄紙機を用いた場合と同様に、0.9mPa・s以上3.0mPa・s以下の範囲とされることが好ましい。抄紙機の濾材としては、目開きが30〜150メッシュの範囲にあるものを使用できる。 The continuous paper machine is a paper machine that continuously performs the steps of supplying an aqueous glass fiber dispersion to an inlet, forming a fiber layer by paper making (dehydration), and collecting the fiber layer. Examples of the continuous paper machine include an inclined paper machine, a circular net paper machine, and a long net paper machine. Among these paper machines, it is preferable to use an inclined paper machine that can reduce the solid content concentration of the aqueous glass fiber dispersion in the inlet and rapidly dehydrate it. This is because the short glass fibers are easily oriented in the thickness direction by the water flow due to rapid dehydration. When using an inclined paper machine, the solid content concentration of the glass fiber aqueous dispersion in the inlet is preferably in the range of 0.001 to 0.5 mass%, 0.002 to 0.3 mass%. More preferably, it is in the range, more preferably in the range of 0.008 to 0.1% by mass. By setting the solid content concentration of the aqueous glass fiber dispersion in the inlet to such a concentration range, a sufficient dehydration rate can be obtained, so that the short glass fibers can be sufficiently oriented in the thickness direction. Moreover, since the dehydration load does not become too high, a glass fiber nonwoven fabric can be produced with high energy efficiency. The viscosity of the glass fiber aqueous dispersion in the inlet is preferably in the range of 0.9 mPa · s to 3.0 mPa · s, as in the case of using the batch type paper machine. As the filter medium of the paper machine, one having an opening of 30 to 150 mesh can be used.
次いで、抄紙機から回収された繊維層(ウエットシート)を乾燥することによって、ガラス繊維不織布が得られる。ウエットシートの乾燥には、熱風乾燥機などの加熱乾燥機を用いることができる。
以上のようにすることによって、ガラス長繊維が平面方向に配向し、ガラス短繊維の少なくとも一部が、厚み方向に配向した状態で内部に挿入されているガラス繊維不織布を製造することができる。
Next, the fiber layer (wet sheet) collected from the paper machine is dried to obtain a glass fiber nonwoven fabric. For drying the wet sheet, a heating dryer such as a hot air dryer can be used.
By doing as mentioned above, the glass fiber nonwoven fabric in which the long glass fibers are oriented in the plane direction and at least a part of the short glass fibers are oriented in the thickness direction can be produced.
<複合体>
本発明の一実施形態である複合体は、上述のガラス繊維不織布と熱可塑性のマトリックス樹脂を含む複合体である。ガラス繊維不織布とマトリックス樹脂の含有量は、質量比で好ましくは50:50〜10:90の範囲(ガラス繊維不織布:マトリックス樹脂)、より好ましくは45:55〜15:85の範囲、特に好ましくは45:55〜20:80の範囲である。すなわち、ガラス繊維不織布とマトリックス樹脂の合計量に対するマトリックス樹脂の含有率は、好ましくは50〜90質量%の範囲、より好ましくは55〜85質量%の範囲、特に好ましくは55〜80質量%の範囲にある。ガラス繊維不織布とマトリックス樹脂の含有量比が上記の範囲にあることによって、マトリックス樹脂の特性(例えば低誘電率・低誘電損失等)と、不織布の特性(例えば、高温環境下での熱膨張の抑制等)とをバランスよく発現させることができる。
<Composite>
A composite according to an embodiment of the present invention is a composite including the above-described glass fiber nonwoven fabric and a thermoplastic matrix resin. The content of the glass fiber nonwoven fabric and the matrix resin is preferably in the range of 50:50 to 10:90 (glass fiber nonwoven fabric: matrix resin), more preferably in the range of 45:55 to 15:85, particularly preferably in mass ratio. The range is 45:55 to 20:80. That is, the content of the matrix resin with respect to the total amount of the glass fiber nonwoven fabric and the matrix resin is preferably in the range of 50 to 90% by mass, more preferably in the range of 55 to 85% by mass, particularly preferably in the range of 55 to 80% by mass. It is in. When the content ratio of the glass fiber nonwoven fabric and the matrix resin is within the above range, the characteristics of the matrix resin (for example, low dielectric constant and low dielectric loss) and the characteristics of the nonwoven fabric (for example, thermal expansion in a high temperature environment) And the like can be expressed in a balanced manner.
熱可塑性のマトリックス樹脂は、ガラス繊維不織布の表面に層状に配置されていてもよいし、ガラス繊維不織布の内部にビーズもしくは繊維の状態で配置されていてもよいし、さらにガラス繊維不織布の表面と内部の両方に配置されていてもよい。また、熱可塑性のマトリックス樹脂のビーズと繊維を併用してもよい。 The thermoplastic matrix resin may be disposed in layers on the surface of the glass fiber nonwoven fabric, may be disposed in the form of beads or fibers inside the glass fiber nonwoven fabric, and further, the surface of the glass fiber nonwoven fabric. You may arrange | position both inside. Further, thermoplastic matrix resin beads and fibers may be used in combination.
図2は、本発明の一実施形態である複合体の一例の断面図である。図2において、熱可塑性のマトリックス樹脂は、ガラス繊維不織布10の表面にマトリックス樹脂層20として配置されている。図2において、マトリックス樹脂層20は、ガラス繊維不織布10の一方の表面(図2では、上面)に配置されているが、ガラス繊維不織布10の両方の表面に配置されていてもよい。マトリックス樹脂層20は、ガラス繊維不織布10の表面に積層されているだけであってもよいし、接着されていてもよい。
FIG. 2 is a cross-sectional view of an example of a composite body that is an embodiment of the present invention. In FIG. 2, the thermoplastic matrix resin is arranged as a matrix resin layer 20 on the surface of the glass
ガラス繊維不織布10とマトリックス樹脂層20とが接着されている複合体は、例えば、ガラス繊維不織布と熱可塑性のマトリックス樹脂シートとを積層し、得られた積層体を加熱加圧して、マトリックス樹脂シートをガラス繊維不織布に融着させることによって製造することができる。
The composite in which the glass
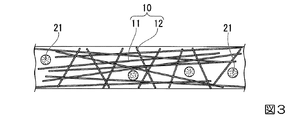
図3は、本発明の一実施形態である複合体の別の一例の断面図である。図3において、熱可塑性のマトリックス樹脂は、ガラス繊維不織布10の内部にマトリックス樹脂ビーズ21として配置されている。マトリックス樹脂ビーズ21の形状は、球体、楕円球体または円柱体であることが好ましい。マトリックス樹脂ビーズ21は、長径の長さで0.1〜2.0mmの範囲にあることが好ましく、0.3〜1.0mmの範囲にあることがより好ましく、0.4〜0.7mmの範囲にあることが特に好ましい。
FIG. 3 is a cross-sectional view of another example of the composite body according to the embodiment of the present invention. In FIG. 3, the thermoplastic matrix resin is arranged as
図3の複合体は、例えば、ガラス長繊維11とガラス短繊維12と熱可塑性のマトリックス樹脂ビーズ21とを含有するマトリックス樹脂ビーズ含有ガラス繊維水性分散液を調製し、この調製した分散液を抄紙することによって製造することができる。マトリックス樹脂ビーズ含有ガラス繊維水性分散液は、上述のガラス繊維不織布の製造方法において用いるガラス繊維水性分散液とマトリックス樹脂ビーズ21とを混合することによって調製することができる。マトリックス樹脂ビーズ含有ガラス繊維水性分散液は、固形分(ガラス長繊維11とガラス短繊維12とマトリックス樹脂ビーズ21の合計)の濃度は、1質量%以下であることが好ましく、0.001〜0.7質量%の範囲にあることがより好ましい。抄紙は、上述のガラス繊維不織布の製造方法と同様の条件で実施することができる。
The composite of FIG. 3 is prepared, for example, by preparing a matrix resin bead-containing glass fiber aqueous dispersion containing
図4は、本発明の一実施形態である複合体のさらに別の一例の断面図である。図4において、熱可塑性のマトリックス樹脂は、ガラス繊維不織布10の内部にマトリックス樹脂繊維22として配置されている。すなわち、この複合体は、ガラス長繊維11、ガラス短繊維12およびマトリックス樹脂繊維22を含む不織布状の複合体を構成している。マトリックス樹脂繊維22は、質量平均繊維長さが1.0〜30mmの範囲にあって、繊維径が0.1〜100dtexの範囲にあることが好ましい。マトリックス樹脂繊維22の質量平均繊維長さは3.0〜25mmの範囲にあることがより好ましい。また、繊維径は1.0〜3.0dtexの範囲にあることがより好ましい。なお、本明細書において、質量平均繊維長さは、100個のマトリックス樹脂繊維について測定した繊維長さの質量平均値である。
FIG. 4 is a cross-sectional view of still another example of a composite body that is an embodiment of the present invention. In FIG. 4, the thermoplastic matrix resin is arranged as matrix resin fibers 22 inside the glass
図4の不織布状の複合体は、例えば、ガラス長繊維11とガラス短繊維12と熱可塑性のマトリックス樹脂繊維22とを含有するマトリックス樹脂繊維含有ガラス繊維水性分散液を調製し、この調製した分散液を抄紙することによって製造することができる。マトリックス樹脂繊維含有ガラス繊維水性分散液は、上述のガラス繊維不織布の製造方法において用いるガラス繊維水性分散液とマトリックス樹脂繊維22とを混合することによって調製することができる。マトリックス樹脂繊維含有ガラス繊維水性分散液は、固形分(ガラス長繊維11とガラス短繊維12とマトリックス樹脂繊維22の合計)の濃度は、1質量%以下であることが好ましく、0.001〜0.7質量%の範囲にあることがより好ましい。抄紙は、上述のガラス繊維不織布の製造方法と同様の条件で実施することができる。
The non-woven composite of FIG. 4 is prepared by preparing a matrix resin fiber-containing glass fiber aqueous dispersion containing, for example,
本実施形態の複合体に含まれる熱可塑性のマトリックス樹脂は、用途に応じて適宜選択することができる。例えば、本実施形態の複合体(プリプレグ)を、配線板や金属張積層シートの絶縁シートの中間体として用いる場合、熱可塑性のマトリックス樹脂は、該熱可塑性のマトリックス樹脂を含む複合体を加熱加圧成形した成形体の状態において、はんだ付けのリフロー温度以下の温度で溶融、変形および熱分解しない樹脂であることが好ましい。
「はんだ付けのリフロー温度以下の温度で溶融、変形および熱分解しない」とは、はんだ付けのリフロー温度で少なくとも1分間加熱したときに溶融、変形および熱分解しないことを意味する。
熱可塑性樹脂である本発明で用いるマトリックス樹脂は、融点がはんだ付けのリフロー温度よりも高いか、融点を持たない非結晶性の熱可塑性樹脂の場合には、ガラス転移温度が十分に高く、上述した成形体の状態において、はんだ付けのリフロー温度で少なくとも1分加熱したときに変形しないものであることが好ましい。マトリックス樹脂の融点又はガラス転移温度は、使用するはんだの種類や実装する部品の種類等の条件によって、はんだ付けのリフロー温度が異なるため一律に定めることはできないが、好ましくは220℃以上、より好ましくは260℃以上、更に好ましくは280℃以上である。なお、マトリックス樹脂が非結晶性の熱可塑性樹脂の場合、ガラス転移温度がはんだ付けのリフロー温度より低くても、上述した成形体の状態においては、ガラス繊維の補強効果によってはんだ付けのリフロー温度で加熱しても溶融、変形、熱分解しない場合もあり、このような場合、その熱可塑性樹脂は本発明に使用可能である。
このような熱可塑性樹脂の例としては、ポリエーテルイミド(PEI)、ポリエーテルエーテルケトン(PEEK)、ポリフェニレンサルファイド(PPS)を挙げることができる。これらの熱可塑性樹脂は、一種を単独で使用してもよいし、二種以上を組合せて使用してもよい。
The thermoplastic matrix resin contained in the composite of the present embodiment can be appropriately selected depending on the application. For example, when the composite (prepreg) of the present embodiment is used as an intermediate of an insulating sheet of a wiring board or a metal-clad laminate sheet, the thermoplastic matrix resin is obtained by heating the composite containing the thermoplastic matrix resin. It is preferably a resin that does not melt, deform, and thermally decompose at a temperature equal to or lower than the reflow temperature of soldering in the state of the compacted body.
The phrase “not melted, deformed and thermally decomposed at a temperature lower than the soldering reflow temperature” means that the material does not melt, deform and thermally decompose when heated for at least 1 minute at the soldering reflow temperature.
The matrix resin used in the present invention, which is a thermoplastic resin, has a glass transition temperature sufficiently high in the case of an amorphous thermoplastic resin having a melting point higher than the soldering reflow temperature or no melting point. In the state of the molded body, it is preferable that the molded body does not deform when heated at the soldering reflow temperature for at least 1 minute. The melting point or glass transition temperature of the matrix resin cannot be determined uniformly because the reflow temperature of soldering varies depending on conditions such as the type of solder used and the type of components to be mounted, but is preferably 220 ° C. or more, more preferably Is 260 ° C. or higher, more preferably 280 ° C. or higher. In the case where the matrix resin is an amorphous thermoplastic resin, even if the glass transition temperature is lower than the reflow temperature for soldering, in the state of the molded body described above, the reflow temperature for soldering is due to the reinforcing effect of the glass fiber. In some cases, melting, deformation, or thermal decomposition does not occur even when heated, and in such a case, the thermoplastic resin can be used in the present invention.
Examples of such thermoplastic resins include polyetherimide (PEI), polyetheretherketone (PEEK), and polyphenylene sulfide (PPS). These thermoplastic resins may be used individually by 1 type, and may be used in combination of 2 or more type.
複合体は、熱可塑性のマトリックス樹脂とガラス繊維不織布との密着性を向上させるために、バインダー樹脂を含有していてもよい。バインダー樹脂は、複合体を加熱加圧成形する際に、マトリックス樹脂と相溶する樹脂であることが好ましい。バインダー樹脂の例としては、ポリビニルアルコール(PVA)を挙げることができる。熱可塑性のマトリックス樹脂がガラス繊維不織布の表面に層状に配置されている場合、バインダー樹脂は、マトリックス樹脂の層とガラス繊維不織布の表面との間に層状に配置されていることが好ましい。また、熱可塑性のマトリックス樹脂がガラス繊維不織布の内部にビーズもしくは繊維の状態で配置されている場合、バインダー樹脂は、ガラス繊維不織布の内部にビーズもしくは繊維の状態で配置されていることが好ましい。 The composite may contain a binder resin in order to improve the adhesion between the thermoplastic matrix resin and the glass fiber nonwoven fabric. The binder resin is preferably a resin that is compatible with the matrix resin when the composite is heated and pressed. Examples of the binder resin include polyvinyl alcohol (PVA). When the thermoplastic matrix resin is disposed in a layered manner on the surface of the glass fiber nonwoven fabric, the binder resin is preferably disposed in a layered manner between the matrix resin layer and the surface of the glass fiber nonwoven fabric. Further, when the thermoplastic matrix resin is arranged in the form of beads or fibers inside the glass fiber nonwoven fabric, the binder resin is preferably arranged in the form of beads or fibers inside the glass fiber nonwoven fabric.
<ガラス繊維強化熱可塑性樹脂シート>
本発明のガラス繊維強化熱可塑性樹脂シートは、前述の複合体を加熱加圧成形することによって得られる加熱加圧成形体である。従って、本発明のガラス繊維強化熱可塑性樹脂シートは、ガラス長繊維とガラス短繊維と熱可塑性のマトリックス樹脂とを含む。
<Glass fiber reinforced thermoplastic resin sheet>
The glass fiber reinforced thermoplastic resin sheet of the present invention is a heat and pressure molded body obtained by heat and pressure molding the above-mentioned composite. Therefore, the glass fiber reinforced thermoplastic resin sheet of the present invention includes long glass fibers, short glass fibers, and a thermoplastic matrix resin.
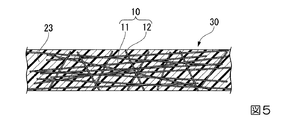
図5は、本発明の一実施形態であるガラス繊維強化熱可塑性樹脂シートの一例の断面である。ガラス繊維強化熱可塑性樹脂シート30は、熱可塑性のマトリックス樹脂23と、マトリックス樹脂23中に含有されているガラス長繊維11およびガラス短繊維12とを含む。ガラス長繊維11およびガラス短繊維12は、ガラス繊維不織布10の状態での配向性を保持している。すなわち、ガラス長繊維11は、ガラス繊維強化熱可塑性樹脂シート30の平面方向に配向している。また、ガラス短繊維12の少なくとも一部は、ガラス繊維強化熱可塑性樹脂シート30の厚さ方向に配向している。但し、ガラス長繊維11およびガラス短繊維12の全てが、ガラス繊維不織布10の状態での配向性を保持している必要はない。
FIG. 5 is a cross-sectional view of an example of a glass fiber reinforced thermoplastic resin sheet according to an embodiment of the present invention. The glass fiber reinforced
本実施形態のガラス繊維強化熱可塑性樹脂シート30は、高温環境下での厚さ方向に対する熱膨張が低い。このため、配線板や金属張積層シートの基材(絶縁シート)として有利に使用することができる。
The glass fiber reinforced
金属張積層シートは、ガラス繊維強化熱可塑性樹脂シート30の少なくとも一方の表面に貼り合わされた金属箔を含むシートである。金属張積層シートは、複合体の少なくとも一方の表面に金属箔を重ねた状態で加熱加圧成形することによって製造することができる。金属箔の材料としては、銅、アルミニウム、銀、金を挙げることができる。
この金属張積層シートの銅箔をエッチングなどの手法よりパターニングすることによって配線板を得ることができる。
The metal-clad laminate sheet is a sheet that includes a metal foil bonded to at least one surface of the glass fiber reinforced
A wiring board can be obtained by patterning the copper foil of this metal-clad laminate sheet by a technique such as etching.
<ガラス繊維強化熱可塑性樹脂シートの製造方法>
ガラス繊維強化熱可塑性樹脂シートは、前述の複合体を加熱加圧成形することによって製造できる。複合体は1枚のみを加熱加圧成形しても、2枚以上を重ねて加熱加圧成形してもよく、成形されるガラス繊維強化熱可塑性樹脂シートの用途等に応じて決定できる。加熱温度は、複合体に含まれている熱可塑性のマトリックス樹脂が軟化して可塑性を示すようになる温度以上である。加熱温度は、熱可塑性のマトリックス樹脂の種類や含有量などの条件によって最適な温度範囲が異なるため、一律に定めることはできないが、通常は260〜600℃の範囲、好ましくは280〜450℃の範囲、より好ましくは280℃〜400℃の範囲である。
<Method for producing glass fiber reinforced thermoplastic resin sheet>
The glass fiber reinforced thermoplastic resin sheet can be produced by heat-pressing the above-described composite. The composite may be formed by heating and pressing only one sheet, or two or more sheets may be stacked by heating and pressing, and can be determined according to the use of the glass fiber reinforced thermoplastic resin sheet to be molded. The heating temperature is equal to or higher than the temperature at which the thermoplastic matrix resin contained in the composite is softened and exhibits plasticity. Since the optimum temperature range varies depending on conditions such as the type and content of the thermoplastic matrix resin, the heating temperature cannot be uniformly determined, but is usually in the range of 260 to 600 ° C, preferably 280 to 450 ° C. It is the range, More preferably, it is the range of 280 degreeC-400 degreeC.
加圧の圧力は、複合体の厚さや目的とするガラス繊維強化熱可塑性樹脂シートの厚さなどの条件に合せて適宜設定することができる。加圧の圧力は、通常は3〜50MPaの範囲、好ましくは5〜20MPaの範囲である。
加熱加圧の時間は、特に制限はないが、通常は1〜100分間、好ましくは1〜30分間の範囲である。
The pressure of the pressurization can be appropriately set according to conditions such as the thickness of the composite and the thickness of the target glass fiber reinforced thermoplastic resin sheet. The pressure for pressurization is usually in the range of 3 to 50 MPa, preferably in the range of 5 to 20 MPa.
The heating and pressing time is not particularly limited, but is usually in the range of 1 to 100 minutes, preferably 1 to 30 minutes.
[実施例1]
(1)ガラス繊維水性分散液の調製
ガラス長繊維として、質量平均繊維長10mm、質量平均繊維径10μmのガラス繊維チョップドストランド(オーウェンスコーニング社製、CS10JAJP195、長さが0.3〜1.0mmのガラス短繊維の含有量:0.1質量%以下)を用意した。また、ガラス短繊維として、上記のガラス長繊維を、はさみを用いて切断して、長さを0.5〜1.0mmの範囲に調整したものを用意した。
[Example 1]
(1) Preparation of glass fiber aqueous dispersion As a glass long fiber, a glass fiber chopped strand having a mass average fiber length of 10 mm and a mass average fiber diameter of 10 μm (Owens Corning, CS10JAJP195, length of 0.3 to 1.0 mm) Of glass short fiber: 0.1 mass% or less) was prepared. Moreover, what cut | disconnected said glass long fiber using scissors as glass short fiber, and prepared the length adjusted to the range of 0.5-1.0 mm was prepared.
上記ガラス長繊維を40g計り取り、これを、分散剤(ラッコールAL、明成化学工業株式会社製)0.12g(ガラス長繊維に対して0.3質量%)を添加した水20Lに投入し、ラボ用撹拌機(アズワン社製、ウルトラ撹拌機 DC−CHRM25)を用いて撹拌して、分散させ、ガラス長繊維水性分散液を得た。次に、このガラス長繊維水性分散液に上記ガラス短繊維10gを投入し、撹拌した。
こうして、ガラス長繊維とガラス短繊維とが質量比で80:20の割合で水に分散されているガラス繊維水性分散液を調製した。なお、ガラス繊維水性分散液は3回調製した。
40 g of the above-mentioned long glass fiber was weighed, and this was put into 20 L of water to which 0.12 g (0.3% by mass with respect to the long glass fiber) of a dispersant (Laccor AL, manufactured by Meisei Chemical Co., Ltd.) was added, The mixture was stirred and dispersed using a laboratory stirrer (manufactured by AS ONE, Ultra Stirrer DC-CHRM25) to obtain a glass long fiber aqueous dispersion. Next, 10 g of the above short glass fibers were added to this aqueous long glass fiber dispersion and stirred.
Thus, an aqueous glass fiber dispersion in which long glass fibers and short glass fibers were dispersed in water at a mass ratio of 80:20 was prepared. In addition, the glass fiber aqueous dispersion was prepared three times.
(2)マトリックス樹脂繊維含有ガラス繊維水性分散液の調製
上記(1)で調製したガラス繊維水性分散液に、ポリエーテルイミド(PEI)繊維を85g、バインダーとしてポリビニルアルコール(PVA)繊維を5gそれぞれ投入し、前記ラボ用撹拌機を用いて撹拌した。PEI繊維としては、質量平均繊維長15mm、繊維径2.2dtexのもの(クラレ社製)を使用した。PVA繊維としては、質量平均繊維長3mmのもの(クラレ社製、VPB105)を使用した。
(2) Preparation of Matrix Resin Fiber-Containing Glass Fiber Aqueous Dispersion Into the glass fiber aqueous dispersion prepared in (1) above, 85 g of polyetherimide (PEI) fiber and 5 g of polyvinyl alcohol (PVA) fiber as a binder are added. And stirred using the laboratory stirrer. As the PEI fiber, a fiber having a mass average fiber length of 15 mm and a fiber diameter of 2.2 dtex (manufactured by Kuraray Co., Ltd.) was used. As the PVA fiber, one having a mass average fiber length of 3 mm (manufactured by Kuraray Co., Ltd., VPB105) was used.
次いで、PEI繊維とPVA繊維とを投入した分散液に、増粘剤の濃度が0.1質量%の増粘剤水溶液を2L投入し、前記ラボ用撹拌機で撹拌した。増粘剤としては、アニオン性高分子ポリアクリルアミド系増粘剤(MTアクアポリマー社製、スミフロック)を使用した。
そして最後に、水を全体量が28kgとなるように投入し、前記ラボ用撹拌機で撹拌した。こうして、ガラス繊維とマトリックス樹脂繊維とが均一に分散した固形分濃度が0.5質量%のマトリックス樹脂繊維含有ガラス繊維水性分散液を調製した。
Next, 2 L of a thickener aqueous solution having a thickener concentration of 0.1% by mass was added to the dispersion into which PEI fibers and PVA fibers were charged, and the mixture was stirred with the laboratory stirrer. As the thickener, an anionic polymer polyacrylamide type thickener (manufactured by MT Aqua Polymer Co., Ltd., Sumifloc) was used.
Finally, water was added so that the total amount was 28 kg, and stirred with the laboratory stirrer. Thus, a matrix resin fiber-containing glass fiber aqueous dispersion having a solid content concentration of 0.5% by mass in which glass fibers and matrix resin fibers are uniformly dispersed was prepared.
(3)不織布状複合体シートの作製
上記(2)で調製したマトリックス樹脂繊維含有ガラス繊維水性分散液を2500g(固形分量:12.5g)分取した。分取した分散液を、25cm角の角型手抄きシートマシン(熊谷理機工業株式会社製)の原質用容器に投入した。次いで、原質用容器内の分散液の固形分濃度が0.15質量%となるように原質用容器に水を投入し、分散液の組成が均一になるように十分に撹拌した後、JIS P 8222に準ずる方法で抄紙を行った。そして、得られたウエットシートを160℃の熱風乾燥機で乾燥して、不織布状複合体シート(縦25cm×横25cm、坪量200g/m2)を得た。
(3) Production of Nonwoven Fabric Composite Sheet 2500 g (solid content: 12.5 g) of the matrix resin fiber-containing glass fiber aqueous dispersion prepared in (2) above was collected. The separated dispersion liquid was put into a container for raw material of a 25 cm square hand-made sheet machine (manufactured by Kumagai Riki Kogyo Co., Ltd.). Next, water was added to the raw container so that the solid content concentration of the dispersion in the raw container was 0.15% by mass, and after sufficiently stirring so that the composition of the dispersion was uniform, Paper making was performed by a method according to JIS P 8222. And the obtained wet sheet was dried with a 160 degreeC hot air dryer, and the nonwoven fabric-like composite sheet (25 cm long x 25 cm wide, 200 g / m < 2 > basis weight) was obtained.
[実施例2]
実施例1の(3)不織布状複合体シートの作製において、原質用容器に投入する水の量を分散液の固形分濃度が0.08質量%となる量としたこと以外は、実施例1と同様にして不織布状複合体シート(縦25cm×横25cm、坪量200g/m2)を得た。
[Example 2]
In the production of the nonwoven fabric-like composite sheet of Example 1 (Example 3), except that the amount of water charged into the container for the raw material was changed to an amount such that the solid content concentration of the dispersion was 0.08% by mass. In the same manner as in Example 1, a nonwoven fabric-like composite sheet (length 25 cm × width 25 cm, basis weight 200 g / m 2 ) was obtained.
[実施例3]
実施例1の(3)不織布状複合体シートの作製において、角型手抄きシートマシンの原質用容器に投入する分散液の量を1250g(固形分量:6.25g)とし、原質用容器に投入する水の量を分散液の固形分濃度が0.04質量%となる量としたこと以外は、実施例1と同様にして不織布状複合体シート(縦25cm×横25cm、坪量100g/m2)を得た。
[Example 3]
In the production of the nonwoven fabric-like composite sheet of Example 1 (1), the amount of the dispersion added to the container for the raw material of the square handsheet sheet machine was 1250 g (solid content: 6.25 g), Non-woven composite sheet (25 cm long × 25 cm wide, basis weight) as in Example 1 except that the amount of water charged into the container was changed to an amount such that the solid content concentration of the dispersion was 0.04% by mass. 100 g / m 2 ) was obtained.
[実施例4]
実施例1の(1)ガラス繊維水性分散液の調製において、ガラス長繊維の投入量を45gとし、ガラス短繊維の投入量を15gとして、ガラス長繊維とガラス短繊維とが質量比で75:25の割合で分散されたガラス繊維水性分散液を調製した。また、実施例1の(3)不織布状複合体シートの作製において、角型手抄きシートマシンの原質用容器に投入する分散液の量を1250g(固形分量:6.25g)とし、原質用容器に投入する水の量を分散液の固形分濃度が0.04質量%となる量とした。以上のこと以外は、実施例1と同様にして不織布状複合体シート(縦25cm×横25cm、坪量100g/m2)を得た。
[Example 4]
In the preparation of the aqueous glass fiber dispersion of Example 1 (1), the input amount of the long glass fiber is 45 g, the input amount of the short glass fiber is 15 g, and the long glass fiber and the short glass fiber are in a mass ratio of 75: An aqueous glass fiber dispersion dispersed at a ratio of 25 was prepared. In addition, in the production of the nonwoven fabric composite sheet of Example 1 (3), the amount of the dispersion to be introduced into the container for the raw material of the square handcrafted sheet machine was 1250 g (solid content: 6.25 g), The amount of water charged into the quality container was such that the solid content concentration of the dispersion was 0.04% by mass. Except for the above, a nonwoven fabric-like composite sheet (length 25 cm × width 25 cm, basis weight 100 g / m 2 ) was obtained in the same manner as in Example 1.
[実施例5]
実施例1の(1)ガラス繊維水性分散液の調製において、ガラス長繊維の投入量を30gとし、ガラス短繊維の投入量を30gとして、ガラス長繊維とガラス短繊維とが質量比で50:50の割合で分散されたガラス繊維水性分散液を調製した。また、実施例1の(3)不織布状複合体シートの作製において、角型手抄きシートマシンの原質用容器に投入する分散液の量を1250g(固形分量:6.25g)とし、原質用容器に投入する水の量を分散液の固形分濃度が0.04質量%となる量とした。以上のこと以外は、実施例1と同様にして不織布状複合体シート(縦25cm×横25cm、坪量100g/m2)を得た。
[Example 5]
In the preparation of the aqueous glass fiber dispersion of Example 1 (1), the input amount of the long glass fiber is 30 g, the input amount of the short glass fiber is 30 g, and the long glass fiber and the short glass fiber have a mass ratio of 50: A glass fiber aqueous dispersion dispersed at a ratio of 50 was prepared. In addition, in the production of the nonwoven fabric composite sheet of Example 1 (3), the amount of the dispersion to be introduced into the container for the raw material of the square handcrafted sheet machine was 1250 g (solid content: 6.25 g), The amount of water charged into the quality container was such that the solid content concentration of the dispersion was 0.04% by mass. Except for the above, a nonwoven fabric-like composite sheet (length 25 cm × width 25 cm, basis weight 100 g / m 2 ) was obtained in the same manner as in Example 1.
[比較例1]
実施例1の(1)ガラス繊維水性分散液の調製において、ガラス長繊維の投入量を60gとし、ガラス短繊維を投入せずにガラス繊維水性分散液を調製した。また、実施例1の(3)不織布状複合体シートの作製において、角型手抄きシートマシンの原質用容器に投入する分散液の量を1250g(固形分量:6.25g)とし、原質用容器に投入する水の量を分散液の固形分濃度が0.04質量%となる量とした。以上のこと以外は、実施例1と同様にして不織布状複合体シート(縦25cm×横25cm、坪量100g/m2)を得た。
[Comparative Example 1]
In the preparation of the aqueous glass fiber dispersion of Example 1 (1), the glass fiber aqueous dispersion was prepared without adding glass short fibers, with the amount of glass long fibers charged being 60 g. In addition, in the production of the nonwoven fabric composite sheet of Example 1 (3), the amount of the dispersion to be introduced into the container for the raw material of the square handcrafted sheet machine was 1250 g (solid content: 6.25 g), The amount of water charged into the quality container was such that the solid content concentration of the dispersion was 0.04% by mass. Except for the above, a nonwoven fabric-like composite sheet (length 25 cm × width 25 cm, basis weight 100 g / m 2 ) was obtained in the same manner as in Example 1.
[比較例2]
実施例1の(1)ガラス繊維水性分散液の調製において、ガラス長繊維の投入量を25gとし、ガラス短繊維の投入量を35gとして、ガラス長繊維とガラス短繊維とが質量比で42:58の割合で分散されたガラス繊維水性分散液を調製した。また、実施例1の(3)不織布状複合体シートの作製において、角型手抄きシートマシンの原質用容器に投入する分散液の量を1250g(固形分量:6.25g)とし、原質用容器に投入する水の量を分散液の固形分濃度が0.04質量%となる量とした。以上のこと以外は、実施例1と同様にして不織布状複合体シート(縦25cm×横25cm、坪量100g/m2)を得た。
[Comparative Example 2]
In the preparation of the aqueous glass fiber dispersion of Example 1 (1), the input amount of the long glass fiber is 25 g, the input amount of the short glass fiber is 35 g, and the long glass fiber and the short glass fiber are in a mass ratio of 42: A glass fiber aqueous dispersion dispersed at a ratio of 58 was prepared. In addition, in the production of the nonwoven fabric composite sheet of Example 1 (3), the amount of the dispersion to be introduced into the container for the raw material of the square handcrafted sheet machine was 1250 g (solid content: 6.25 g), The amount of water charged into the quality container was such that the solid content concentration of the dispersion was 0.04% by mass. Except for the above, a nonwoven fabric-like composite sheet (length 25 cm × width 25 cm, basis weight 100 g / m 2 ) was obtained in the same manner as in Example 1.
[評価]
上記実施例および比較例で得られた不織布状複合体シートを用いて、下記の評価を行った。その結果を、不織布状複合体シートの製造に用いた各材料の配合比率、不織布状複合体シートの坪量、原質容器内の分散液の固形分濃度と共に表1に示す。
[Evaluation]
The following evaluation was performed using the nonwoven fabric-like composite sheets obtained in the above Examples and Comparative Examples. The results are shown in Table 1 together with the blending ratio of each material used for the production of the nonwoven composite sheet, the basis weight of the nonwoven composite sheet, and the solid content concentration of the dispersion in the bulk container.
(不織布状複合体シートのガラス繊維の配向性)
不織布状複合体シートの平面と断面とを光学顕微鏡を用いて観察し、ガラス長繊維とガラス短繊維の配向方向を確認した。断面観察では、ガラス長繊維については平面方向に配向している繊維の割合を、ガラス短繊維については厚さ方向に配向している繊維の割合をそれぞれ測定した。なお、平面方向に配向している繊維の割合は、平面方向に対して±30度以内の角度で配向しているガラス長繊維の割合とした。厚さ方向に配向している繊維の割合は、不織布状複合体シートの平面方向に対して60〜120度の角度を持って内部に挿入されているガラス短繊維の割合とし、不織布状複合体シートの表面から繊維長さの1/2以上が突き出ているガラス短繊維は除外した。
(Orientation of glass fiber of non-woven composite sheet)
The plane and cross section of the nonwoven composite sheet were observed using an optical microscope, and the orientation directions of the glass long fibers and the glass short fibers were confirmed. In the cross-sectional observation, the ratio of fibers oriented in the plane direction was measured for the long glass fibers, and the ratio of fibers oriented in the thickness direction was measured for the glass short fibers. The ratio of fibers oriented in the plane direction was the ratio of long glass fibers oriented at an angle within ± 30 degrees with respect to the plane direction. The ratio of fibers oriented in the thickness direction is the ratio of short glass fibers inserted in the interior at an angle of 60 to 120 degrees with respect to the plane direction of the nonwoven composite sheet, and the nonwoven composite The short glass fiber which protruded 1/2 or more of fiber length from the surface of the sheet | seat was excluded.
(ガラス繊維強化熱可塑性樹脂シートの熱膨張係数)
不織布状複合体シートを積層して積層体を得た。不織布状複合体シートの積層数は、実施例1〜2の場合は14枚、実施例3〜5および比較例1〜2の場合は28枚とした。この積層体を、加熱加圧プレス装置を用いて、300℃、10MPaの条件で10分間加熱加圧成形し、70℃まで冷却したのち、加熱加圧プレス装置から取り出した。得られたガラス繊維強化熱可塑性樹脂シートは、縦25cm×横25cm×厚さ1.8mmであった。
(Thermal expansion coefficient of glass fiber reinforced thermoplastic resin sheet)
A nonwoven fabric composite sheet was laminated to obtain a laminate. The number of laminated non-woven composite sheets was 14 in the case of Examples 1-2, and 28 in the case of Examples 3-5 and Comparative Examples 1-2. The laminate was heated and pressed under conditions of 300 ° C. and 10 MPa for 10 minutes using a heating and pressing apparatus, cooled to 70 ° C., and then taken out from the heating and pressing apparatus. The obtained glass fiber reinforced thermoplastic resin sheet was 25 cm long × 25 cm wide × 1.8 mm thick.
得られたガラス繊維強化熱可塑性樹脂シートについて、平面方向の熱膨張係数と厚さ方向の熱膨張係数を測定した。
平面方向の熱膨張係数は、JIS K 7197に準拠して、引っ張りモードで、昇温速度5℃/分、測定温度範囲30〜210℃の条件で測定した。
厚さ方向の熱膨張係数は、JIS K 7197に準拠し、圧縮モードで、昇温速度5℃/分、測定温度範囲30〜210℃の条件で測定した。
About the obtained glass fiber reinforced thermoplastic resin sheet, the thermal expansion coefficient in the plane direction and the thermal expansion coefficient in the thickness direction were measured.
The thermal expansion coefficient in the planar direction was measured in a tensile mode in accordance with JIS K 7197 under conditions of a heating rate of 5 ° C./min and a measurement temperature range of 30 to 210 ° C.
The thermal expansion coefficient in the thickness direction was measured according to JIS K 7197 in a compression mode under conditions of a temperature rising rate of 5 ° C./min and a measurement temperature range of 30 to 210 ° C.
(銅張積層シートの高温環境下での形状安定性)
不織布状複合体シートを積層して積層体を得た。不織布状複合体シートの積層数は、実施例1〜2の場合は14枚、実施例3〜5および比較例1〜2の場合は28枚とした。この積層体の底面に厚さ18μmの銅箔を密着させた。得られた銅箔付積層体を、加熱加圧プレス装置を用いて、300℃、10MPaの条件で10分間加熱加圧成形し、70℃まで冷却したのち、加熱加圧プレス装置から取り出した。得られた銅張積層シートは、縦25cm×横25cm×厚さ1.8mmであった。
(Shape stability of copper-clad laminated sheet under high temperature environment)
A nonwoven fabric composite sheet was laminated to obtain a laminate. The number of laminated non-woven composite sheets was 14 in the case of Examples 1-2, and 28 in the case of Examples 3-5 and Comparative Examples 1-2. A copper foil having a thickness of 18 μm was adhered to the bottom surface of the laminate. The obtained laminate with copper foil was subjected to heat and pressure molding under conditions of 300 ° C. and 10 MPa for 10 minutes using a heat and pressure press apparatus, cooled to 70 ° C., and then taken out from the heat and pressure press apparatus. The obtained copper-clad laminate sheet was 25 cm long × 25 cm wide × 1.8 mm thick.
得られた銅張積層シートを5cm角に切断した。得られた切断片(縦5cm×横5cm×厚さ1.8mm)を、熱風乾燥機に投入して260℃で3分間加熱した。その後、熱風乾燥機から取り出して、常温になるまで冷却した。冷却後の切断片を平らな基板の上に静置し、切断片の4つの角部について基板との距離を測定した。距離が1mm以上離れている角部が1つ以下であったものを「合格」とし、2つ以上であったものを「不合格」とした。 The obtained copper-clad laminate sheet was cut into 5 cm square. The obtained cut piece (length 5 cm × width 5 cm × thickness 1.8 mm) was put into a hot air dryer and heated at 260 ° C. for 3 minutes. Then, it took out from the hot air dryer and cooled to room temperature. The cut piece after cooling was allowed to stand on a flat substrate, and the distance from the substrate was measured at the four corners of the cut piece. A case where the distance was 1 mm or less at a distance of 1 mm or more was determined as “pass”, and a case where the distance was 2 or more was determined as “fail”.

表1に示すように、実施例1〜5で得られた不織布状複合体シートは、平面方向に配向したガラス長繊維と厚さ方向に配向したガラス短繊維を含むガラス繊維不織布、及び熱可塑性樹脂からなるシートであることがわかる。そして、この実施例1〜5の不織布状複合体シートから得られたガラス繊維強化熱可塑性樹脂シートは、比較例1の不織布状複合体シートから得られたガラス繊維強化熱可塑性樹脂シートと比較して、厚さ方向の熱膨張係数が約30%以上低減することがわかる。これは、実施例1〜5の不織布状複合体シートに含まれている厚さ方向に配向したガラス短繊維がガラス繊維強化熱可塑性樹脂シート内においても厚さ方向に配向して、熱可塑性のマトリックス樹脂の厚さ方向の熱膨張を抑制しているためであると考えられる。さらに実施例1〜5の不織布状複合体シートから得られた銅張積層シートは、通常のリフローはんだ付けで使用される260℃という高温環境下での形状安定性が高いことがわかる。一方、比較例2の不織布状複合体シートから得られた銅張積層シートは、高温環境下での形状安定性が低くなった。これは、比較例2の不織布状複合体シートは、ガラス短繊維が多量で、平面方向に配向しているガラス長繊維の含有量が相対的に少なったためであると考えられる。 As shown in Table 1, the nonwoven fabric-like composite sheets obtained in Examples 1 to 5 are a glass fiber nonwoven fabric containing glass long fibers oriented in the plane direction and short glass fibers oriented in the thickness direction, and thermoplastic. It can be seen that the sheet is made of resin. And the glass fiber reinforced thermoplastic resin sheet obtained from the nonwoven fabric-like composite sheet of Examples 1 to 5 was compared with the glass fiber reinforced thermoplastic resin sheet obtained from the nonwoven fabric-like composite sheet of Comparative Example 1. Thus, it can be seen that the thermal expansion coefficient in the thickness direction is reduced by about 30% or more. This is because the short glass fibers oriented in the thickness direction contained in the nonwoven fabric-like composite sheets of Examples 1 to 5 are oriented in the thickness direction even in the glass fiber reinforced thermoplastic resin sheet, and are thermoplastic. This is probably because the thermal expansion in the thickness direction of the matrix resin is suppressed. Furthermore, it turns out that the copper-clad laminated sheet obtained from the nonwoven fabric-like composite sheet of Examples 1-5 has high shape stability in the high temperature environment of 260 degreeC used by normal reflow soldering. On the other hand, the copper-clad laminate sheet obtained from the nonwoven fabric-like composite sheet of Comparative Example 2 had low shape stability under a high temperature environment. This is presumably because the nonwoven fabric-like composite sheet of Comparative Example 2 contained a large amount of short glass fibers and a relatively small content of long glass fibers oriented in the plane direction.
以上の実施例の結果から、本発明のガラス繊維不織布の製造方法を利用することによって、ガラス長繊維が平面方向に対して水平に配向し、ガラス短繊維の少なくとも一部が、平面方向に対して60〜120度の角度を持って内部に挿入されているガラス繊維不織布を製造することが可能となることが確認された。そして、このガラス繊維不織布と熱可塑性のマトリックス樹脂を含む複合体の加熱加圧成形体であるガラス繊維強化熱可塑性樹脂シートは厚さ方向の熱膨張が顕著に低減し、さらに高温環境下での形状安定性が高いことから配線板、特に積層配線板の形成用として有用であることが確認された。 From the results of the above examples, by using the method for producing a glass fiber nonwoven fabric of the present invention, the long glass fibers are oriented horizontally with respect to the plane direction, and at least a part of the short glass fibers are in the plane direction. It was confirmed that it was possible to produce a glass fiber nonwoven fabric having an angle of 60 to 120 degrees. And the glass fiber reinforced thermoplastic resin sheet, which is a heat-pressed molded body of a composite containing the glass fiber nonwoven fabric and the thermoplastic matrix resin, has a markedly reduced thermal expansion in the thickness direction, and in a high temperature environment. Since the shape stability is high, it was confirmed that it is useful for forming a wiring board, particularly a laminated wiring board.
10 ガラス繊維不織布
11 ガラス長繊維
12 ガラス短繊維
20 熱可塑性のマトリックス樹脂層
21 熱可塑性のマトリックス樹脂ビーズ
22 熱可塑性のマトリックス樹脂繊維
23 熱可塑性のマトリックス樹脂
30 ガラス繊維強化熱可塑性樹脂シート
DESCRIPTION OF
Claims (11)
前記ガラス繊維水性分散液を抄紙する工程と、を有するガラス繊維不織布の製造方法。 An aqueous glass fiber dispersion in which glass long fibers having a length of 3 to 25 mm and short glass fibers having a length of 0.3 to 1 mm are dispersed in water at a mass ratio of 50:50 to 90:10 Preparing a liquid;
And a step of paper-making the glass fiber aqueous dispersion.
前記複合体を加熱加圧成形する工程とを有する繊維強化熱可塑性樹脂シートの製造方法。 A glass fiber nonwoven fabric comprising a glass long fiber having a length of 3 to 25 mm and a glass short fiber having a length of 0.3 to 1 mm in a mass ratio of 50:50 to 90:10, wherein the glass length The fibers are oriented horizontally with respect to the planar direction of the glass fiber nonwoven fabric, and at least a portion of the short glass fibers are inserted into the interior at an angle of 60 to 120 degrees with respect to the planar direction of the glass fiber nonwoven fabric. Preparing a composite comprising a non-woven glass fiber and a thermoplastic matrix resin;
A method for producing a fiber-reinforced thermoplastic resin sheet, comprising a step of heat-pressing the composite.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016238494A JP6724757B2 (en) | 2016-12-08 | 2016-12-08 | Glass fiber nonwoven fabric, composite, fiber reinforced thermoplastic resin sheet, metal-clad laminated sheet, glass fiber nonwoven fabric manufacturing method and fiber reinforced thermoplastic resin sheet manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016238494A JP6724757B2 (en) | 2016-12-08 | 2016-12-08 | Glass fiber nonwoven fabric, composite, fiber reinforced thermoplastic resin sheet, metal-clad laminated sheet, glass fiber nonwoven fabric manufacturing method and fiber reinforced thermoplastic resin sheet manufacturing method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018095976A true JP2018095976A (en) | 2018-06-21 |
| JP6724757B2 JP6724757B2 (en) | 2020-07-15 |
Family
ID=62632629
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016238494A Expired - Fee Related JP6724757B2 (en) | 2016-12-08 | 2016-12-08 | Glass fiber nonwoven fabric, composite, fiber reinforced thermoplastic resin sheet, metal-clad laminated sheet, glass fiber nonwoven fabric manufacturing method and fiber reinforced thermoplastic resin sheet manufacturing method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6724757B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022210020A1 (en) * | 2021-03-29 | 2022-10-06 | 株式会社巴川製紙所 | Inorganic fiber sheet |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4472243A (en) * | 1984-04-02 | 1984-09-18 | Gaf Corporation | Sheet type roofing |
| JPH05140335A (en) * | 1991-11-19 | 1993-06-08 | Kawasaki Steel Corp | Highly impact-resistant glass fiber-reinforced thermoplastic resin composite material and its production |
| JPH08508214A (en) * | 1993-03-24 | 1996-09-03 | イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー | Wet deposited sheet material and composites thereof |
| JPH10323829A (en) * | 1997-05-26 | 1998-12-08 | Toyobo Co Ltd | Impregnated composite plate |
| JP2002076545A (en) * | 2000-08-28 | 2002-03-15 | Nippon Pillar Packing Co Ltd | Fluororesin printed board and its manufacturing method |
| JP2002536565A (en) * | 1999-02-15 | 2002-10-29 | ジョンソン、マッセイ、パブリック、リミテッド、カンパニー | Non-woven web |
| WO2004088774A1 (en) * | 2003-03-31 | 2004-10-14 | Nippon Sheet Glass Company, Limited | Storage battery-use separator and storage battery |
| JP2012077400A (en) * | 2010-09-30 | 2012-04-19 | Nippon Muki Co Ltd | Filter paper and air filter using the filter paper |
| JP2014000718A (en) * | 2012-06-19 | 2014-01-09 | Mitsubishi Paper Mills Ltd | Composite sheet for building component and building component |
| JP2016130279A (en) * | 2015-01-13 | 2016-07-21 | 住友ベークライト株式会社 | Resin sheet, molding, and method for producing resin sheet |
-
2016
- 2016-12-08 JP JP2016238494A patent/JP6724757B2/en not_active Expired - Fee Related
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4472243A (en) * | 1984-04-02 | 1984-09-18 | Gaf Corporation | Sheet type roofing |
| JPH05140335A (en) * | 1991-11-19 | 1993-06-08 | Kawasaki Steel Corp | Highly impact-resistant glass fiber-reinforced thermoplastic resin composite material and its production |
| JPH08508214A (en) * | 1993-03-24 | 1996-09-03 | イー・アイ・デュポン・ドゥ・ヌムール・アンド・カンパニー | Wet deposited sheet material and composites thereof |
| JPH10323829A (en) * | 1997-05-26 | 1998-12-08 | Toyobo Co Ltd | Impregnated composite plate |
| JP2002536565A (en) * | 1999-02-15 | 2002-10-29 | ジョンソン、マッセイ、パブリック、リミテッド、カンパニー | Non-woven web |
| JP2002076545A (en) * | 2000-08-28 | 2002-03-15 | Nippon Pillar Packing Co Ltd | Fluororesin printed board and its manufacturing method |
| WO2004088774A1 (en) * | 2003-03-31 | 2004-10-14 | Nippon Sheet Glass Company, Limited | Storage battery-use separator and storage battery |
| JP2012077400A (en) * | 2010-09-30 | 2012-04-19 | Nippon Muki Co Ltd | Filter paper and air filter using the filter paper |
| JP2014000718A (en) * | 2012-06-19 | 2014-01-09 | Mitsubishi Paper Mills Ltd | Composite sheet for building component and building component |
| JP2016130279A (en) * | 2015-01-13 | 2016-07-21 | 住友ベークライト株式会社 | Resin sheet, molding, and method for producing resin sheet |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022210020A1 (en) * | 2021-03-29 | 2022-10-06 | 株式会社巴川製紙所 | Inorganic fiber sheet |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6724757B2 (en) | 2020-07-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110528314B (en) | Composite sheet containing melt-blown polyphenylene sulfide superfine fibers and preparation method and application thereof | |
| CN1932148A (en) | Aramid paper taking aramid chopped fibers as raw materials and preparation method thereof | |
| WO2018131658A1 (en) | Metal fiber nonwoven fabric | |
| KR101677099B1 (en) | multi-layered composite using nanofibrillated cellulose and thermoplastic matrix polymer | |
| JP6528782B2 (en) | Sheet for fiber-reinforced plastic molding | |
| WO2012100648A1 (en) | Prepreg comprising aromatic synthetic fiber paper and printed circuit board made using the prepreg | |
| US20120034400A1 (en) | Carbon fiber-reinforced carbon composite material and method for manufacturing the same | |
| KR101714910B1 (en) | Porous single polymer fibre composite and method for preparing porous single polymer fibre composite | |
| CN103215843B (en) | The tellite preparation method of p-aramid fiber paper-based composite material | |
| KR20120022605A (en) | C/c composite molded body and method for manufacturing the same | |
| EP1354095A2 (en) | Non-woven sheet of aramid floc | |
| JP2024026789A (en) | Metal-clad laminate and manufacturing method thereof | |
| KR20140080275A (en) | Fabrication method of thermoplastic nanofiber composites using cellulose nanofibers and thermoplastic synthetic polymeric fibers | |
| JPH01245029A (en) | Reinforced thermoplastic sheet and production thereof | |
| JP2018095976A (en) | Glass fiber nonwoven fabric, complex, fiber-reinforced thermoplastic resin sheet, metal-clad laminated sheet, method for producing glass fiber nonwoven fabric and method for producing fiber-reinforced thermoplastic resin sheet | |
| JPH059301A (en) | Stamping-molding material and stamped-molding | |
| JP6708109B2 (en) | Fiber-reinforced thermoplastic resin sheet, method for producing the same, metal-clad laminated sheet, and composite | |
| JP2015196933A (en) | Sound absorbing material structure | |
| CN115198567A (en) | High-performance aramid laminated board and preparation method and application thereof | |
| JP6089447B2 (en) | Fiber reinforced composite material | |
| CN102296488B (en) | Production method for low-warpage paper base laminating circuit board body paper and paper base laminating circuit board body paper | |
| JP6866626B2 (en) | Prepreg and its manufacturing method, fiber reinforced thermoplastic resin sheet manufacturing method, metal-clad laminated sheet manufacturing method, and wiring board manufacturing method | |
| JP6511824B2 (en) | Nonwoven fabric, method of manufacturing nonwoven fabric and fiber reinforced plastic molded body | |
| JP2005144867A (en) | Fiber-reinforced inorganic molded sheet and its production method | |
| JP3942489B2 (en) | Fluororesin printed wiring board and manufacturing method thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20181102 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181219 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191112 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191119 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200116 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200526 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200608 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6724757 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| LAPS | Cancellation because of no payment of annual fees |