JP2018030680A - Transfer device - Google Patents
Transfer device Download PDFInfo
- Publication number
- JP2018030680A JP2018030680A JP2016163786A JP2016163786A JP2018030680A JP 2018030680 A JP2018030680 A JP 2018030680A JP 2016163786 A JP2016163786 A JP 2016163786A JP 2016163786 A JP2016163786 A JP 2016163786A JP 2018030680 A JP2018030680 A JP 2018030680A
- Authority
- JP
- Japan
- Prior art keywords
- article
- roller
- moving table
- traveling
- rotator
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000009467 reduction Effects 0.000 claims description 4
- 238000005096 rolling process Methods 0.000 abstract 1
- 230000032258 transport Effects 0.000 description 21
- 230000002093 peripheral effect Effects 0.000 description 7
- 238000002360 preparation method Methods 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 3
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 230000007246 mechanism Effects 0.000 description 3
- 238000012856 packing Methods 0.000 description 3
- 239000010959 steel Substances 0.000 description 3
- 230000008859 change Effects 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 230000001360 synchronised effect Effects 0.000 description 2
- 235000013361 beverage Nutrition 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 230000003028 elevating effect Effects 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 230000000149 penetrating effect Effects 0.000 description 1
- 230000001141 propulsive effect Effects 0.000 description 1
- 239000000725 suspension Substances 0.000 description 1
Images




















Landscapes
- De-Stacking Of Articles (AREA)
- Rollers For Roller Conveyors For Transfer (AREA)
- Reciprocating Conveyors (AREA)
Abstract
Description
本発明は、物品を積み替える移載装置に関するものである。本発明の移載装置は、パレタイジング用の荷役装置として好適である。 The present invention relates to a transfer device that reloads articles. The transfer device of the present invention is suitable as a cargo handling device for palletizing.
例えば印刷物や飲料は、一定の数の物が一まとめに梱包され、当該梱包物が複数、パレットに積み重ねられて搬送される。また搬送先においては、パレットに積み重ねられた梱包物が積み下ろされる。 For example, a certain number of printed materials and beverages are packed together, and a plurality of the packed materials are stacked and conveyed on a pallet. In addition, at the transport destination, the packed items stacked on the pallet are unloaded.
パレットに搬送物を積み重ねる作業や、積み重ねられた搬送物を積み下ろす作業は、もっぱら人手によって行われていた。
しかしながらこの作業は重労働であることから、これらを機械で行うパレタイジング用の移載装置が提案されている。
The work of stacking the transported goods on the pallet and the work of unloading the stacked transported goods were performed manually.
However, since this work is heavy labor, a palletizing transfer device for performing these operations with a machine has been proposed.
パレタイジング用の移載装置の多くは、特許文献1,2の様にロボットを使用するものである。
Many of the palletizing transfer apparatuses use a robot as in
従来技術のパレタイジング用の移載装置は、前記した様にロボットを採用するものが大半である。ロボットによるパレタイジング装置は、マニピュレータの自由度が高く、汎用性が高い反面、制御が複雑である。また搭載するモータの数が多く、部品点数が多いので、組み立てやメンテナンスに手間がかかる。 Most of the palletizing transfer devices of the prior art employ a robot as described above. A robot palletizing device has a high degree of freedom of manipulators and high versatility, but is complicated to control. Moreover, since the number of motors to be mounted is large and the number of parts is large, it takes time to assemble and maintain.
本発明は、従来技術の上記した問題点に注目し、パレタイジングに使用可能な移載装置であって、構造が簡単で制御が容易であり、組み立てやメンテナンスが容易な移載装置を開発することを課題とするものである。 The present invention focuses on the above-described problems of the prior art, and develops a transfer device that can be used for palletizing, has a simple structure, is easy to control, and is easy to assemble and maintain. Is an issue.
上記した課題を解決するための請求項1に記載の発明は、物品の取り出し及び/又は積込みを行う移載装置において、本体部と、移動台を有し、移動台は動力によって本体部の待機位置と外側の張出位置の間を往復移動可能であり、前記移動台は上面側に回転又は走行する搬送手段があり、前記移動台の下面側には自走又は空転する抵抗軽減手段があることを特徴とする移載装置である。
The invention described in
本発明の移載装置は、動力によって本体部の待機位置から外側の張出位置に移動可能な移動台を有している。また移動台は上面側に回転又は走行する搬送手段がある。
ここで回転する搬送手段としては、例えばローラやコロがある。また走行する搬送手段の例としては、ベルトやチェーンの上に物品を載置して搬送するものがあげられる。
The transfer device of the present invention has a moving table that can be moved from the standby position of the main body to the overhanging position by power. Further, the moving table has conveying means for rotating or traveling on the upper surface side.
Examples of the conveying means rotating here include rollers and rollers. Moreover, as an example of the transporting means that travels, there is one that transports an article placed on a belt or chain.
本発明の移載装置によって積み重ねられた物品群から物品を取り出す場合、移動台を移動して取り出そうとする物品の底に移動台を押し込む。
例えば、物品がパレット等に3段に積み重ねられている場合であって、3段目(最上位)の物品を取り出す場合、取り出し対象の物品の底と、その下(下から2段目)の物品の間に移動台を押し込む。ここで本発明の移載装置は、下面側には自走又は空転する抵抗軽減手段があるので、移載装置と2段目の物品との間の摩擦抵抗は小さい。
また移動台の押し込みと同時に移動台の上面側に設けられた搬送手段を駆動し、取り出し対象の物品を移動台の上面側に引き込む。
その結果、移動台の先端部が序々に3段目の物品と2段目の物品の間に割り込み状に進入し、取り出し対象の物品は移動台の上に引き込まれてゆく。そして遂には物品が元の部材の上から移動台に乗り移る。
続いて移動台を張出位置から待機位置に移動させ、物品をパレット等から積み下ろす。
When taking out an article from an article group stacked by the transfer device of the present invention, the moving stage is pushed into the bottom of the article to be taken out by moving the moving stage.
For example, when articles are stacked in three stages on a pallet or the like, and the third stage (topmost) article is taken out, the bottom of the article to be taken out and the bottom (second stage from the bottom) Push the platform between the objects. Here, since the transfer device of the present invention has a resistance reducing means that self-runs or idles on the lower surface side, the frictional resistance between the transfer device and the second-stage article is small.
Simultaneously with the pushing of the moving table, the conveying means provided on the upper surface side of the moving table is driven to draw the article to be taken out to the upper surface side of the moving table.
As a result, the leading end of the moving table gradually enters an interrupt state between the third-stage article and the second-stage article, and the article to be taken out is drawn onto the moving table. Finally, the article is transferred from the original member to the moving table.
Subsequently, the movable table is moved from the extended position to the standby position, and the articles are unloaded from the pallet or the like.
本発明の移載装置によってパレット等に物品を積込む場合は、移載装置に前記とは逆の動作を行わしめる。
この場合は、張出位置に空のパレット又は既に幾らかの物品が積み込まれた状態のパレットを設置する。
また移動台を待機位置に待機させ、その状態の移動台の上に一個、又は複数個の物品を例えば平置き状に積み込む。そして物品を載置した状態の移動台を張出位置に移動させる。
移動台が張出位置に移動し、パレット上に到達したならば、上面側に設けられた搬送手段を駆動し、移動台上の物品を移動台の外に押し出す。またこれと同期的に、移動台を待機位置側にゆっくりと戻す。その結果、移動台上の物品がパレット上に乗り移り、移動台はパレットの上を離れて待機位置に戻る。
When an article is loaded on a pallet or the like by the transfer device of the present invention, the transfer device is caused to perform the reverse operation.
In this case, an empty pallet or a pallet already loaded with some articles is installed at the overhang position.
Further, the moving table is made to stand by at the standby position, and one or a plurality of articles are loaded on the moving table in the state, for example, in a flat position. Then, the moving table on which the article is placed is moved to the overhang position.
When the moving table moves to the overhanging position and reaches the pallet, the conveying means provided on the upper surface side is driven to push the article on the moving table out of the moving table. In synchronization with this, the moving table is slowly returned to the standby position side. As a result, the article on the moving table is transferred onto the pallet, and the moving table leaves the pallet and returns to the standby position.
請求項2に記載の発明は、移動台の上面側には前記搬送手段を構成する搬送用回転体があり、移動台の下面側には前記抵抗軽減手段を構成する走行用回転体があり、動力によって回転する駆動部材と、無端部材を有し、前記無端部材によって駆動部材の回転力が前記搬送用回転体及び前記走行用回転体に伝導され、前記無端部材は、前記搬送用回転体及び走行用回転体が逆方向に回転する様に係合されていることを特徴とする請求項1に記載の移載装置である。
In the invention according to
本発明の移載装置では、抵抗軽減手段についても回転するので、移動台が物品の底に進入する際の抵抗が小さい。 In the transfer device of the present invention, the resistance reducing means also rotates, so that the resistance when the moving base enters the bottom of the article is small.
請求項3に記載の発明は、移動台の上面側には前記搬送手段を構成する搬送用回転体があり、移動台の下面側には前記抵抗軽減手段を構成する走行用回転体があり、搬送用回転体と走行用回転体は互いに逆方向に回転し、先頭部回転体を有し、先頭部回転体の径は搬送用回転体よりも小さく、先頭部回転体の位置は移動台の先頭部であって搬送用回転体よりも下であり、先頭部回転体は搬送用回転体と同じ方向に回転することを特徴とする請求項1又は2に記載の移載装置である。
In the invention according to
本発明の移載装置では、移動台の先頭部であって搬送用回転体よりも下の位置に先頭部回転体がある。
先頭部回転体は、小径であるから、取り出し対象の物品の下の端にもぐり込みやすい。また先頭部回転体は、搬送用回転体と同じ方向に回転するので、物品の端部を持ち上げ、物品の下に隙間を形成する。
そしてその隙間に移動台が進行して行く。その結果、取り出し対象の物品は斜め姿勢となり、上面側の前記搬送手段に乗り上げる。
その後、物品は搬送手段に引き込まれ、移動台に乗り移る。
In the transfer apparatus according to the present invention, the leading portion rotating body is located at the top of the movable table and below the conveying rotating body.
Since the leading-part rotating body has a small diameter, it tends to slip into the lower end of the article to be taken out. Further, since the leading rotating body rotates in the same direction as the conveying rotating body, the end of the article is lifted to form a gap under the article.
And the moving table advances in the gap. As a result, the article to be taken out has an oblique posture and rides on the transport means on the upper surface side.
Thereafter, the article is drawn into the conveying means and is transferred to the moving table.
請求項4に記載の発明は、移動台は一部又は全部が昇降可能であり、移動台を上昇させて移動台の一部又は全部を移動台の下部の物に対して浮き上がらせることが可能であることを特徴とする請求項1乃至3のいずれかに記載の移載装置である。
In the invention according to claim 4, a part or all of the moving table can be raised and lowered, and a part or all of the moving table can be lifted with respect to an object below the moving table by raising the moving table. The transfer device according to
例えば移動台を揺動させて略水平となる標準姿勢と、移動方向の前側が上に向く傾斜姿勢をとらせる。標準姿勢の際に移動台の下面が着地し、傾斜姿勢の際に移動台を下部の物に対して浮き上がる。
あるいは移動台を全体的に昇降して移動台の下面が着地する状態と移動台の下面が浮き上がった状態を作る。
移動台を浮き上がった状態とすることにより、移動台を待機位置に移動させる際の抵抗が少ない。
For example, the moving stand is swung to take a standard posture that is substantially horizontal and an inclined posture in which the front side of the moving direction faces upward. The lower surface of the moving table lands on the standard posture, and the moving table rises with respect to the object below when the inclined posture is applied.
Alternatively, the moving table is moved up and down as a whole to create a state where the lower surface of the moving table lands and a state where the lower surface of the moving table is lifted.
By setting the moving table in a lifted state, there is little resistance when moving the moving table to the standby position.
請求項5に記載の発明は、間隔を開けて平行に配された走行レールと、移動台に支持され前記走行レールと係合する走行輪を有し、前記走行レールは一端側が回転可能に支持され、前記走行レールが動力によって上下方向に揺動して移動台を揺動させることを特徴とする請求項1乃至4のいずれかに記載の移載装置である。
According to a fifth aspect of the present invention, there are travel rails arranged parallel to each other at intervals, and travel wheels supported by a movable base and engaged with the travel rail, and the travel rail is rotatably supported at one end side. 5. The transfer device according to
本発明の移載装置は、簡単な構造で移動台の姿勢変更を可能とすることができる。 The transfer device according to the present invention can change the posture of the moving table with a simple structure.
請求項6に記載の発明は、走行輪は移動台の前端側にあって自由回転するものであり、移動台の後端側に駆動体があり、駆動体によって移動台が移動されることを特徴とする請求項5に記載の移載装置である。
The invention according to
本発明の移載装置によると、移動台が円滑に走行する。 According to the transfer device of the present invention, the moving table travels smoothly.
本発明の移載装置は、構造が簡単で制御が容易であり、組み立てやメンテナンスが容易である。 The transfer device of the present invention has a simple structure and is easy to control, and is easy to assemble and maintain.
以下さらに本発明の実施形態について説明する。
本実施形態の移載装置1は、図1の様にパレット(他の部材)2等に積み重ねられた物品3を取り出す装置であり、パレタイジング用の荷役装置である。
本実施形態の移載装置1は、図1の様にパレット載置台5と付属コンベヤ6の間に配置されており、パレット2に積み重ねられた物品群から物品3を積み下ろしたり、積み込んだりものである。
Embodiments of the present invention will be further described below.
The
The
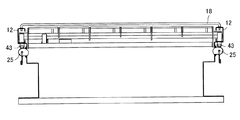
本実施形態の移載装置1は、図3の様に本体部10と、移動台11を有している。また図示しない昇降手段を有している。
本体部10は、フレーム部材20を有し、当該フレーム部材20に間隔を開けて一対の走行レール12が平行に配置されている。本実施形態では、走行レール12は、溝形鋼であり、凹部を向き合わせて配置されている。溝形鋼は、公知の通り、二つのフランジ部をウェブが繋ぐ形状であり、本実施形態ではフランジ部の内側が走行路として機能する。
The
The
本体部10は、図3の様に、待機部領域15と、張出部領域16に区分される。なお説明の便宜上、本体部10の張出部領域16側に向かう方向を前方と称し、待機部領域15に向かう方向を後方側と称する場合がある。
図3の様に、走行レール12は、待機部領域15側(後方側)の端部がピン21によってフレーム部材20に軸止されている。走行レール12の他端側(前方側)はフレーム部材20に固定されておらず自由端となっている。
そのため走行レール12は、図7(a)(b)の様に、後方側のピン21を中心として上下に揺動可能である。
走行レール12の自由端側は押さえバー18で接続されている。
As shown in FIG. 3, the
As shown in FIG. 3, the traveling
Therefore, as shown in FIGS. 7A and 7B, the traveling
The free end side of the traveling
走行レール12内であって待機部領域15の部分にはラック形成部材17が設けられている。
本実施形態では、ラック形成部材17は、直線状の歯付きベルトである。
フレーム部材20の張出部領域16は2本の走行レール12に挟まれた領域であり、上下に貫通する大きな空間となっている。
A
In the present embodiment, the
The
フレーム部材20の張出部領域16側の先端には、走行レール12を揺動させる揺動手段22が設けられている。
本実施形態では、揺動手段22は、図7の様にギャードモータ23と、当該ギャードモータ23によって回転するカム25によって構成されている。
ギャードモータ23は、フレーム部材20に一体的に固定されており、カム25は、走行レール12と当接している。
A swinging means 22 for swinging the traveling
In the present embodiment, the swinging means 22 includes a
The geared
次に移動台11について説明する。
移動台11は、全体として面積が大きく、厚さの薄い部材であり、図4の様に多数の搬送コロ(搬送手段)26と、多数の走行コロ(抵抗軽減手段)27及び駆動ローラ28を備えている。
そして無端ベルト30が、搬送コロ26、走行コロ27及び駆動ローラ28と係合し、駆動ローラ28の回転力を搬送コロ26、走行コロ27に伝導してこれらを回転させる。また移動台11は、先頭ローラ(先頭回転体)42を有している。
即ち移動台11は、図3の様に枠状部材37を有し、当該枠状部材37で囲まれる枠内に、短冊状のコロ支持部材32が多数支持されている。そして当該コロ支持部材32に、多数の搬送コロ(搬送手段)26と、多数の走行コロ(抵抗軽減手段)27が回転可能に支持されている。
Next, the moving table 11 will be described.
The moving table 11 is a member having a large area and a small thickness as a whole. As shown in FIG. I have.
The
That is, the movable table 11 has a frame-shaped
搬送コロ26は、図4(b)の様に、複数の搬送コロ片31が共通軸50に挿通されたものである。搬送コロ26の各搬送コロ片31は共通軸50に相対回転不能に取り付けられている。そのため各搬送コロ片31は、同期的に回転する。
搬送コロ26の各搬送コロ片31は、いずれも円柱形である。
As shown in FIG. 4B, the
Each of the
走行コロ(抵抗軽減手段)27についても、図4(c)の様に、複数の走行コロ片33が共通軸35に挿通されたものである。走行コロ27の各走行コロ片33は共通軸35に相対回転不能に取り付けられている。そのため各走行コロ片33は、同期的に回転する。 また各搬送コロ片31と各走行コロ片33の回転は同期的であり、両者の角速度は等しい。また本実施形態では、各搬送コロ片31と各走行コロ片33の外径が同一であり、各搬送コロ片31と各走行コロ片33の周速は等しい。
As for the traveling roller (resistance reducing means) 27, a plurality of traveling
各走行コロ片33についても円柱形であるが、幾つかの走行コロ片33には、周面に環状の溝36が形成されている。
Each of the running
移動台11の搬送コロ26は、いずれも枠状部材37の上部側に平行に並べられている。搬送コロ26の共通軸50は、前記した走行レール12に対して交差する方向に配されている。
搬送コロ26の一部は、コロ支持部材32よりも上部側に露出している。
The
A part of the
一方、走行コロ27は、いずれも枠状部材37の下部側に平行に並べられている。走行コロ27の共通軸35についても、前記した走行レール12に対して交差する方向に配されている。
走行コロ27の一部は、コロ支持部材32よりも下部側に露出している。
On the other hand, the running
A part of the running
駆動ローラ28は、ローラ本体38内にモータ及び減速機(いずれ図示せず)が内蔵されたモータ内蔵ローラである。駆動ローラ28のローラ本体38の周面には、環状の溝40が複数形成されている。
駆動ローラ28は、枠状部材37の一端側に支持されており、内蔵されたモータを駆動することにより、ローラ本体38が回転する。
The
The driving
搬送コロ26と、走行コロ27と、駆動ローラ28に無端ベルト30が懸架されている。
ここで無端ベルト30の懸架経路は特殊であり、走行コロ27に対しては無端ベルト30の内側が係合し、搬送コロ26に対しては無端ベルト30の外側が係合している。
即ち搬送コロ26及び走行コロ27は、図4、図5の様に高さ方向が入り組んでいる。そして無端ベルト30の内側面が走行コロ27と係合している。ここで走行コロ27には、周面に環状の溝36があり、無端ベルト30は当該溝36に収容されている。
搬送コロ26の下面側は、走行コロ27の上面よりも下にあり、搬送コロ26の表面が無端ベルト30の外面を下側に押し込んでいる。
本実施形態では、搬送コロ26と走行コロ27が、無端ベルト30の異なる面と係合しているので、搬送コロ26と走行コロ27は互いに逆方向に回転する。
An
Here, the suspension path of the
That is, the conveying
The lower surface side of the conveying
In this embodiment, since the
先頭ローラ42は、他のローラよりも小径のローラであり、枠状部材37に回転可能に支持されている。
先頭ローラ42の位置は、前記した駆動ローラ28と反対側の位置である。先頭ローラ42は、張出部領域16に向かう位置(前方)にあり、駆動ローラ28は、待機部領域15側に向かう位置(後方)にある。
また先頭ローラ42の高さは、図5の様に搬送コロ26よりも低い。
先頭ローラ42は、無端ベルト30とは係合せず、走行コロ27の一つと係合して回転する。先頭ローラ42の回転方向は、走行コロ27に対して逆方向であり、搬送コロ26と同一方向である。
The leading
The position of the leading
Further, the height of the leading
The leading
移動台11は、さらに図3、図7の様に走行輪43と、駆動体45を有している。
走行輪43は、枠状部材37の長手方向の一端側(先頭ローラ42側)であって、枠状部材37の両側面に設けられている。走行輪43は、空転するコロである。
駆動体45は、枠状部材37の長手方向の他端側(後方側)であって、枠状部材37の下部側の両側にある。駆動体45は、歯付きプーリである。
左右の駆動体45は、図示しない連通シャフトで繋がれている。また連通シャフト46には、図示しないギャードモータが係合しており、ギャードモータを駆動することによって左右の駆動体45が回転する。
The movable table 11 further has traveling
The traveling
The driving
The left and
移動台11は、図2の様に本体部10の走行レール12に囲まれる空間に配される。移動台11の前後姿勢は、走行輪43が張出部領域16に向き、駆動体45が待機部領域15側に向く。従って移動台11の先頭ローラ42が張出部領域16に向く。即ち先頭ローラ42は前方に向いている。
移動台11の左右の走行輪43は、それぞれ走行レール12の凹部内にあり、溝形鋼の下部側のフランジ部に載置されている。
移動台11の後方側の駆動体45は、走行レール12内の待機部領域15に設けられたラック形成部材17と係合している。
The movable table 11 is arranged in a space surrounded by the traveling
The left and right traveling
The driving
次に、本実施形態の移載装置1の基本的動作について説明する。
本実施形態の移載装置1では、移動台11が走行レール12に沿って前後方向に移動する。即ち移動台11は、図7(a)(b)に示す様に待機部領域15と張出部領域16の間を行き来する。
また走行レール12が後方のピン21を中心として揺動する。そして移動台11は走行レール12と共に揺動する。そして揺動手段22のカム25が回転すると、図7の様に移動台11は、全体が略水平状態となる標準姿勢(図7(b))と、移動方向の前側が上に向く傾斜姿勢をとる(図7(c))。
Next, the basic operation of the
In the
The traveling
以下、説明する。
前記した様に移動台11の前端側に設けられた走行輪43が走行レール12に載置されている。また移動台11の後方側の設けられた駆動体45も走行レール12に載置され、ラック形成部材17と係合している。
この様に移動台11の枠状部材37は、前方側の左右に設けられた走行輪43と後方側の左右に設けられた駆動体45によって中空に支持されている。
そのためギャードモータを駆動し、駆動体45を回転すると、移動台11が走行レール12に沿って前後方向に移動し、待機部領域15と張出部領域16の間を往復移動する。
This will be described below.
As described above, the traveling
As described above, the frame-shaped
Therefore, when the geared motor is driven and the driving
また前記した様に走行レール12は、後端側がピン21によって軸止されており、前端側は自由端状態となっている。そして走行レール12の前端側の下部には、揺動手段22のカム25がある。
そのため揺動手段22のギャードモータ23を駆動してカム25が回転すると、カム25が走行レール12の自由端側を上下に移動させる。その結果、走行レール12はピン21を中心として揺動する。
Further, as described above, the traveling
Therefore, when the geared
前記した様に移動台11の前側に設けられた走行輪43及び後方に設けられた駆動体45は、走行レール12に乗っているから、走行レール12が昇降し、走行レール12の走行輪43と接している部分が昇降すると、移動台11はこれに連れて昇降する。
本実施形態では、走行レール12の自由端側を降下させると、移動台11は概ね水平姿勢となる。逆に走行レール12の自由端側を上げると、移動台11は前側が上に上がった傾斜姿勢となる。
As described above, the traveling
In the present embodiment, when the free end side of the traveling
次に、本実施形態の移載装置1を使用して、パレット2に積み重ねられた物品3を取り出し、付属コンベヤ6に払い出す際の動作について説明する。
移載装置1は、図1の様に、走行レール12の張出部領域16にパレット載置台5が入り、走行レール12の間でパレット載置台5が囲まれる様に配置される。
パレット2には例えば図1の様に物品3が2段に積まれている。また各段には複数の物品3がある。本実施形態では、各物品3はいずれも箱である。説明の便宜上、上に積まれた物品を3aと表示し、下側の物品を3bと表示する。
なお説明を容易にするため、図1には各段に一個ずつ物品3が積まれた状態を図示している。また移載装置1の動きと物品の挙動を理解し易い様に、図7乃至11では、各段に一個ずつ物品3が積まれているものとして説明する。
準備段階においては、図1の様に移動台11は待機部領域15にある。
Next, the operation | movement at the time of taking out the articles |
As shown in FIG. 1, the
On the
For ease of explanation, FIG. 1 shows a state in which one
In the preparation stage, the movable table 11 is in the
パレット2に積み重ねられた物品3を取り出す際には、図示しない昇降手段によって移載装置1の高さを変える。上段の物品3aを取り出す場合であれば、移動台11の先端に設けられた先頭ローラ42が、上段の物品3aと下段の物品3bの間の高さになる様に移載装置1の高さが調節される。
そして揺動手段22のカム25を回転し、図7(a)の様に走行レール12の前端側を降下して移動台11の姿勢を水平姿勢とする。
When the
Then, the
この状態で、駆動体45を回転し、移動台11を張出部領域16に向かって移動させる。また同時に駆動ローラ28を駆動し、搬送コロ26と走行コロ27及び先頭ローラ42を回転する。
この時の搬送コロ26等の回転方向は図5(b)の通りであり、走行コロ27は、図面の反時計回りであって、移動台11の進行方向に対して順方向である。即ち走行コロ27が着地しているならば、移動台11を張出部領域16に向かって移動させる方向に走行コロ27が回転する。
これに対して先頭ローラ42と搬送コロ26は、走行コロ27とは逆方向であり、図面の時計回りに回転する。先頭ローラ42と搬送コロ26の回転方向は、物品3を移動台11の上に引き込む方向である。
In this state, the driving
The rotation direction of the
On the other hand, the leading
移動台11を張出部領域16に向かって進めると、図8(a)、図10(a)の様に、移動台11が上段の物品3aと下段の物品3bの間に衝突する。より詳細には、移動台11の先頭ローラ42が上段の物品3aと下段の物品3bの境界近傍に当たる。
そして図10(a)の様に先頭ローラ42が上段の物品3aと下段の物品3bの境界の近傍を押す。より詳細には図10(a)の様に先頭ローラ42が上段の物品3aの下端近傍に当たる。ここで先頭ローラ42は回転しているので、上段の物品3aの下端近傍を上向きに押し上げる。
また上段の物品3aの前端には走行レール12の押さえバー18が当接し、物品3aが前方に移動することが阻止されている。
When the moving table 11 is advanced toward the
Then, as shown in FIG. 10A, the leading
Further, the holding
この様に前方に逃げない状態に物品3a,3bが保持された状態で、上段の物品3aに回転する先頭ローラ42が圧接され、上段の物品3aの端部であってその下部が上方向に付勢される。その結果、上段の物品3aの端部が僅かに持ち上げられ、図10(b)の様に物品3aと下段の物品3bの間が開いて隙間ができる。
In this state where the
ここで先頭ローラ42の径は小さいので、移動台11が前進することにより、図10(b)の様に上段の物品3aと下段の物品3bの間の僅かな隙間に割り組む。言い換えると、先頭ローラ42が進行することにより、上段の物品3aと下段の物品3bの間が押し広げられる。
Here, since the diameter of the leading
また先頭ローラ42は物品3aを移動台11の上に引き込む方向に回転している。そのため先頭ローラ42は、上段の物品3aを掻き上げ、図10(c)の様に上段の物品3aと下段の物品3bの間にもぐり込んでゆく。
その結果、上段の物品3aがやや傾斜姿勢となる。
ここで、搬送コロ26の位置は、先頭ローラ42よりも後方であって高さの高い位置に設置されている。従って先頭ローラ42と搬送コロ26の共通接線は、傾斜したものとなる。
そのため上段の物品3aの傾斜姿勢が、先頭ローラ42と搬送コロ26の共通接線と近似したものとなり、図10(c)の様に上段の物品3aの後端が先頭の搬送コロ26に当たる。
従って上段の物品3aは先頭の搬送コロ26によって移動台11に引き込まれる。
The leading
As a result, the
Here, the position of the conveying
Therefore, the inclination posture of the
Accordingly, the
一方、走行コロ27は、下側の物品3bの上面と当接して回転し、移動台11の進行を補佐する。なお無端ベルト30は、走行コロ片33の環状の溝36内にあるので、無端ベルト30は、下側の物品3bとは接しない。
移動台11は、後端にある駆動体45を回転することによって発生する推進力によって進行するが、走行コロ27は駆動体45の進行方向に対して順方向に回転するので、移動台11が上段の物品3aと下段の物品3bの間にもぐり込んでゆくのを補佐する。また走行コロ27が下側の物品3bの上面と当接して回転するので、移動台11と、下側の物品3bとの間の摩擦抵抗が低減される。
こうして図8(b)図10(c)の様に移動台11は上段の物品3aと下段の物品3bの間にもぐり込んで進行を続け、上側の物品3aは、搬送コロ26によって移動台11の上に引き込まれてゆく。
そして遂には図8(c)、図11(d)の様に、上側の物品3aが移動台11の上に完全に乗り上げられる。
On the other hand, the traveling
The moving table 11 is advanced by the propulsive force generated by rotating the driving
Thus, as shown in FIGS. 8B and 10C, the movable table 11 continues to advance between the
Finally, as shown in FIGS. 8 (c) and 11 (d), the
その後は、揺動手段22のカム25を回転し、走行レール12の前端側を上昇させる。その結果、移動台11は傾斜姿勢になり、図9(d)、図11(e)の様に移動台11の下面は下段の物品3bを離れる。
そして図9(e)の様に移動台11を待機部領域15側に戻す。
その後、図示しない昇降装置によって移載装置1の高さを付属コンベヤ6の高さに合わせ、さらに駆動ローラ28を駆動して移動台11の上部側の搬送コロ26を回転し、図9(f)の様に物品3aを付属コンベヤ6に送りだす。
Thereafter, the
Then, as shown in FIG. 9E, the movable table 11 is returned to the
Thereafter, the height of the
ここで駆動ローラ28を駆動することによって搬送コロ26だけでなく、下部の走行コロ27も回転するが、移動台11は傾斜姿勢であって上昇位置にあり、下部の走行コロ27は着地していない。そのため走行コロ27は空転し、搬送コロ26の回転を妨げることはない。
Here, by driving the driving
以上、パレット2に積み重ねられた物品3を取り出す際の移載装置1の動作について説明したが、移載装置1を使用してパレット2に物品3を積み込むこともできる。
例えば付属コンベヤ6によって移載装置1に搬送し、さらに物品3を移載装置1を使用してパレット2に積み込むことができる。移載装置1によってパレット2に物品3を積み込む際には、先に説明した物品3を取り出す際の動作を逆に行うこととなる。
The operation of the
For example, it can be conveyed to the
この場合は、図示しない昇降装置によって移載装置1の高さを付属コンベヤ6の高さに合わせ、さらに駆動ローラ28を駆動して移動台11の上部側の搬送コロ26を回転し、付属コンベヤ6上の物品を移動台11の上に引き入れる。
そして図示しない昇降装置によって移載装置1の高さをパレット2上の最も高い位置の物品3の高さに合わせる。
そして移動台11を張出部領域16に向かって移動させる。
In this case, the height of the
Then, the height of the
Then, the moving table 11 is moved toward the
続いて揺動手段22のカム25を回転し、走行レール12の前端側を降下させる。その結果、移動台11は水平姿勢になり、移動台11の下面が下段の物品3bに着地する。
そして駆動ローラ28を駆動し、搬送コロ26と走行コロ27及び先頭ローラ42を回転する。この場合、搬送コロ26は、物品3aを前方に移動させる様に回転し、走行コロ27は、移動台11が後退するように回転させることとなる。
またこの状態で、駆動体45を回転し、移動台11を待機部領域15に戻る方向に移動させる。
その結果、移動台11の載置された物品3aは、移動台11から先に積まれていた物品3bの上に移動する。また移動台11は先に積まれていた物品3bを離れ、待機部領域15に復帰する。
Subsequently, the
Then, the driving
Further, in this state, the driving
As a result, the
以上の説明は、移載装置1の動きと物品の挙動を理解し易い様に、パレット2に各段、一個ずつ物品3が積まれているものとして説明したが、現実にパレット2に複数段に物品3が積み込まれる場合、図12の荷姿の様に、各段に複数個の物品3が配置される場合が多い。
例えば図12では、各段に8個の物品3が平置きされ、それが2段に積み重ねられている。
ここで本実施形態の移載装置1を使用すると、各段に平置きされた8個の物品3をその相対位置を変更することなく、積み込んだり、積み下ろすことができる。
In the above description, in order to facilitate understanding of the movement of the
For example, in FIG. 12, eight
Here, when the
図13、図14は、パレット2に図12の荷姿に積まれた物品を一段づつ相対位置を変更することなく積み下ろす場合の様子を図示している。
即ち準備段階においては、図13(a)の様に移動台11は待機部領域15にある。パレット2は、張出部領域16にあり、パレット2には、各段に8個の物品3が平置きされている。
図13(a)は、平置きされた8個の物品3を側面から観察しているので、3個の物品53,55,56だけが図に現れている。
FIG. 13 and FIG. 14 illustrate a state in which the articles loaded on the
That is, in the preparation stage, the movable table 11 is in the
In FIG. 13A, since eight
パレット2に積み重ねられた一段分(8個の)の物品3を相対位置を変更することなく取り出す場合、先の例と同様に移動台11を張出部領域16に向かって移動させ、移動台11の先端に設けられた先頭ローラ42を、上段の8個の物品群51と、下段の8個の物品群52の間に衝突させる。
そして前記した場合と同様に、先頭ローラ42は回転させつつ、先頭ローラ42によって上段の物品群51と下段の物品群52の境界の近傍を押す。
その結果、上段の物品群51に属する物品3の内、後端側に並べられた複数の物品の端部が一斉に僅かに持ち上げられ、上段の物品群51と下段の物品群52の間が開いて隙間ができる。
移動台11が前進することにより、図13(b)の様に後端側に並べられた物品53が搬送コロ26によって移動台11に引き込まれ、物品53が移動台11の上に完全に乗り上げられる。
When taking out the one-stage (eight)
As in the case described above, the leading
As a result, among the
As the movable table 11 moves forward, the
移動台11は、さらに前進し、隣接する物品55と衝突する。そして前記した場合と同様に、先頭ローラ42は回転させつつ、先頭ローラ42によって隣接する物品55とその下段の物品群52の境界の近傍を押し、隣接する物品55の端部が僅かに持ち上げられる。そしてさらに移動台11が前進し、隣接する物品55は、移動台11の上に完全に乗り上げられる。
こうして図13(c)の様に、上段の物品群51が全て移動台11の上に移動する。このときの上段の物品群51の各物品3の相対位置は、パレット2に積み重ねられていた状態のときと同一である。
The movable table 11 further advances and collides with the
Thus, as shown in FIG. 13C, the
その後は、前記した場合と同様、揺動手段22のカム25を回転し、走行レール12の前端側を上昇させ、下面は下段の物品3bを離れる。
そして図14(d)の様に移動台11を移動し、図14(e)の様に待機部領域15側に戻す。
その後、先の説明と同様に駆動ローラ28を駆動して移動台11の上部側の搬送コロ26を回転し、物品3aを付属コンベヤ6に送りだす。
Thereafter, as in the case described above, the
Then, the movable table 11 is moved as shown in FIG. 14D and returned to the
Thereafter, similarly to the above description, the driving
次に、本実施形態の移載装置1を使用して、複数の物品をパレット2の同一平面に並べる場合の動作について説明する。図15は、複数の物品をパレット2の同一平面に並べた場合の準備段階を示し、図16、図17は、パレット2に複数の物品3を図12の荷姿の状態に積み込む場合の様子を図示している。
本実施形態の移載装置1を使用して、パレット2の各段に複数の物品3を積み込む場合、予め図示しない整列コンベヤで、複数の物品3を集めて整列させ、図15に示す様に、一段分の荷姿の形にまとめて付属コンベヤ6に載置する。
Next, an operation when a plurality of articles are arranged on the same plane of the
When a plurality of
そして図16(a)の様に移載装置1の高さを付属コンベヤ6の高さに合わせ、さらに駆動ローラ28を駆動して移動台11の上部側の搬送コロ26を回転し、付属コンベヤ6上の物品群51を移動台11の上に引き入れる。
そして移載装置1の高さをパレット2上の最も高い位置の物品3の高さに合わせて移動台11を張出部領域16に向かって移動させ、図16(b)の様にパレット2の真上の位置で移動台11を停止する。
Then, as shown in FIG. 16 (a), the height of the
Then, the height of the
続いて走行レール12の前端側を降下させる。その結果、移動台11は水平姿勢になり、移動台11の下面が下段の物品3bに着地する。
そして搬送コロ26を、物品群51が前方に移動する様に回転させる。走行コロ27は、移動台11が後退するように回転することとなる。
またこの状態で、移動台11を待機部領域15に戻る方向にゆっくりと移動させる。即ち走行コロ27による移動台11の移動速度と同一の速度で移動台11が移動する様に駆動体45を駆動する。
その結果、図17(c)の様に、物品群51の内の先頭の物品56が、先に積まれていた物品群52の上に移動する。
Subsequently, the front end side of the traveling
Then, the conveying
Further, in this state, the moving table 11 is slowly moved in a direction to return to the
As a result, as shown in FIG. 17C, the leading
さらに引き続いて搬送コロ26を物品群51が前方に移動する様に回転し、同時に移動台11を待機部領域15に戻る方向に移動させる。移動台11の移動速度は、物品群51の移動速度と同一速度とする。
その結果、図17(c)の様に中程の物品53が移動台11から先に積まれていた物品群52の上に移動する。また中程の物品53が移動台11から排出される際の速度(搬送コロ26の周速)と移動台11が後退する際の速度が一致するため、中程の物品53と先に排出した物品56の相対位置は変化しない。
こうして全ての物品55,53,52が、移動台11から先に積まれていた物品群51の上に移動する。
移動台11からパレット2に移された物品群51は、付属コンベヤ6に載置されていた際の配列を維持しており、物品3は、所望の荷姿でパレット2に載置されることとなる。
Subsequently, the conveying
As a result, as shown in FIG. 17C, the
In this way, all the
The
次に、本実施形態の移載装置1を使用して、パレット2に多段に複数の物品3を積み込む場合の動作について、単純なモデル図を参照しつつ説明する。
多段に複数の物品3を積み込む場合についても、図示しない整列コンベヤで、複数の物品3を集めて物品群51を構成し、図18(a)の様に、一段分の荷姿の形にまとめて付属コンベヤ6に載置する。
そして図18(b)の様に移載装置1の高さを付属コンベヤ6の高さに合わせ、さらに駆動ローラ28を駆動して移動台11の上部側の搬送コロ26を回転し、付属コンベヤ6上の物品群51を移動台11の上に引き入れる(図18(c))。
そして図18(d)の様に移載装置1を図示しない昇降手段で上昇させ、移動台11の高さをパレット2上の最も高い位置の物品群60の高さに合わせる。
Next, the operation when a plurality of
Even in the case of loading a plurality of
Then, as shown in FIG. 18B, the height of the
Then, as shown in FIG. 18 (d), the
続いて移動台11を張出部領域16に向かって移動させ、図19(e)の様に最も高い位置の物品群60の真上の位置で移動台11を停止する。
そして移動台11を降下させ、搬送コロ26を、物品群51が前方に移動する様に回転させ、走行コロ27は、移動台11が後退するように回転させる。
その結果、図19(f)の様に、物品群51の内の先頭の物品56が、先に積まれていた物品群60の上に移動する。
Subsequently, the movable table 11 is moved toward the overhanging
Then, the moving table 11 is lowered, the conveying
As a result, as shown in FIG. 19 (f), the
さらに引き続いて搬送コロ26を物品群51が前方に移動する様に回転し、同時に移動台11を待機部領域15に戻る方向に移動させる。その結果、物品群51に属する全ての物品53,55,56が、図19(g)の様に最も高い位置の物品群60上に移動し、移動台11は待機部領域15に復帰する。
移動台11からパレット2に移載された物品群51は、付属コンベヤ6に載置されていた際の配列を維持しており、物品53,55,56は、所望の荷姿でパレット2に載置されることとなる。
そして図19(h)の様に移載装置1を図示しない昇降手段で降下し、移動台11の高さを付属コンベヤ6の高さに合わせ、次の段の物品群57を待つ。
Subsequently, the conveying
The
Then, as shown in FIG. 19 (h), the
この様に本実施形態の移載装置1によると、きれいに整列された物品3を移動台11に載置し、物品3の移動速度に合わせて移動台11を移動してパレット2等に移載することにより、各物品3の姿勢や隊列を乱さずにパレット2等に物品を置くことができる。
As described above, according to the
本実施形態の移載装置1は、ロボットとは基本構成が異なるものであり、ロボットに比べて構造が簡単である。そのため制御や組み立て、調整が容易である。
The
以上説明した実施形態では、パレット2の上に、二つの物品3a,3bを積み重ねた例について説明したが、パレット2に平置きした物品を搬出する場合にも本発明の移載装置1を使用することができる。
また各段に複数の物品3が並べられている場合にも同様に本発明の移載装置1を使用することができる。
In the embodiment described above, the example in which the two
Similarly, the
以上説明した実施形態では、搬送手段はコロを利用したものであるが、ベルトコンベア状のものであってもよい。
抵抗軽減手段についても無限軌道状のものであってもよい。
以上説明した実施形態では、揺動手段22としてカム25を利用したが、例えばクランクやネジ、パンタグラフ機構等を応用することもできる。
以上説明した実施形態では、移動台11を走行させる機構として、ラックを応用したが、タイヤ等を利用して、摩擦によって移動台11を走行させてもよく、シリンダー等の直線運動を行うアクチェータを利用してもよい。
以上説明した実施形態では、搬送コロ26と、走行コロ27を無端ベルト30を利用して回転したが、歯車や摩擦によって動力伝導を行い、搬送コロ26と、走行コロ27は空転するものであってもよい。
先頭部回転体たる先頭ローラ42は、空転するものであってもよい。
In the embodiment described above, the conveying means uses a roller, but it may be a belt conveyor.
The resistance reducing means may also be an endless track.
In the embodiment described above, the
In the embodiment described above, a rack is applied as a mechanism for moving the movable table 11. However, the movable table 11 may be moved by friction using a tire or the like, and an actuator that performs linear motion of a cylinder or the like is used. May be used.
In the embodiment described above, the conveying
The leading
以上説明した実施形態では、各搬送コロ片31と各走行コロ片33の外径が等しく、且つ両者は同期的に回転する(回転方向は逆)。そのため上記した実施形態では、各搬送コロ片31と各走行コロ片33の周速が等しい。
この構成によると、パレット2等に配列された物品3の相対位置関係を変えることなく、一つの物品群51として移動台11に物品を載せ代えることができる。また移動台11に載置された複数の物品を隊列を変えることなく、一つの物品群51としてパレット2等に載せることができる。
この様に各搬送コロ片31と各走行コロ片33の周速は等しいことが望ましいが、必ずしも一致する必要はない。
In the embodiment described above, the outer diameters of the conveying
According to this configuration, articles can be placed on the movable table 11 as one
As described above, it is desirable that the peripheral speeds of the respective conveying
以上説明した実施形態では、走行レール12を傾斜して移動台11を持ち上げ、移動台11の下面を下部の物に対して浮き上がらせたが、他の方法によって移動台11を持ち上げてもよい。
例えば、走行レール12を上下に昇降させたり、移動台11だけを単独で昇降させてもよい。
さらに前記した移載装置1は、図示しない昇降手段を有し、当該昇降手段によって移載装置1の高さを変えることができる。そこで前記した移載装置1の全体を昇降させる昇降手段を利用して移動台11を持ち上げ、移動台11の下面を下部の物から引き離してもよい。
In the embodiment described above, the traveling
For example, the traveling
Furthermore, the above-described
以上説明した実施形態では、図示しない昇降手段によって移載装置1を昇降させ、移載装置1の高さをパレット2上の物品3の高さに合致させた。しかしながら本発明はこの構成に限定されるものではなく、パレット2や付属コンベヤ6を昇降させてもよい。
図20は、本発明の他の本実施形態の移載装置70であってパレット2に図示しない昇降手段があり、パレット2の高さを変えることができる。
移載装置70を使用して、パレット2に多段に複数の物品群51を積み込む場合の動作について、単純なモデル図を参照しつつ説明する。
In the embodiment described above, the
FIG. 20 shows a
The operation when a plurality of
本実施形態においては、図20(a)の様に移載装置70と付属コンベヤ6は比較的高い位置に設置されており、当初のパレット2の高さは相対的に低い。
そして図20(b)(c)の様に移動台11の上部側の搬送コロ26を回転し、付属コンベヤ6上の物品群51を移動台11の上に引き入れる。
これと並行して図示しない昇降手段によってパレット2を上昇させ、パレット2の高さを移動台11の高さに合わせる。
In the present embodiment, as shown in FIG. 20A, the
Then, as shown in FIGS. 20B and 20C, the
In parallel with this, the
続いて図20(d)移動台11を張出部領域16に向かって移動させ、図21(e)の様にパレット2の真上の位置で移動台11を停止する。
そして移動台11を降下させ、搬送コロ26を、物品群51が前方に移動する様に回転させ、走行コロ27は、移動台11が後退するように回転させる。
その結果、図21(f)の様に、物品群51の内の先頭の物品56が、パレット2の上に移動する。
Subsequently, the moving table 11 in FIG. 20 (d) is moved toward the
Then, the moving table 11 is lowered, the conveying
As a result, the leading
さらに引き続いて搬送コロ26を物品群51が前方に移動する様に回転し、同時に移動台11を待機部領域15に戻る方向に移動させる。その結果、物品群51に属する全ての物品55,53,52が、図21(g)の様にパレット2に移動し、移動台11を待機部領域15に復帰する。
移動台11からパレット2に移載された物品群51は、付属コンベヤ6に載置されていた際の配列を維持しており、物品3は、所望の荷姿でパレット2に載置されることとなる。
そして図21(h)の様にパレット2を図示しない昇降手段で物品群51の高さ分だけ降下させ、物品群51の高さを移動台11の高さに合わせ、次の段の物品群57を待つ。
Subsequently, the conveying
The
Then, as shown in FIG. 21 (h), the
以上説明した実施形態の移載装置1,70では、駆動体45をラック形成部材17と係合させることによって、移動台11を走行させることができる。また以上説明した実施形態の移載装置1,70は、移動台11の下面に走行コロ片33があり、走行コロ33によっても移動台11に推進力が与えられる。
移載装置1,70では、移動台11上の物品3をパレット2等に下ろす際には、走行コロ片33をパレット2や先に載置された物品群52に着地させている。そして走行コロ27による移動台11の移動速度と駆動体45による移動速度を同調させている。
しかしながら本発明はこの構成に限定されるものではなく、移動台11上の物品3をバレット2等に下ろす際、走行コロ27の回転、又は駆動体45とラック形成部材17との係合のいずれかだけで移動台11を移動させてもよい。
例えば、駆動体45の動力だけで移動台11を待機部領域15に戻る方向に移動させる場合であれば、走行コロ片33をパレット2や先に載置された物品群52から浮かせた状態であってもよい。
また以上説明した実施形態の移載装置1,70では、走行コロ片33は動力によって回転するものであるが、空転するものであってもよい。
In the
In the
However, the present invention is not limited to this configuration, and when the
For example, if the moving table 11 is moved in the direction of returning to the
Moreover, in the
1 移載装置
3 物品
10 本体部
11 移動台
12 走行レール
15 待機部領域
16 張出部領域
17 ラック形成部材
22 揺動手段
26 搬送コロ(搬送手段)
27 走行コロ(抵抗軽減手段)
28 駆動ローラ
30 無端ベルト(無端部材)
31 搬送コロ片(搬送用回転体)
33 走行コロ片(走行用回転体)
42 先頭ローラ(先頭部回転体)
43 走行輪
45 駆動体
DESCRIPTION OF
27 Running roller (resistance reduction means)
28
31 Conveying roller piece (rotating body for conveyance)
33 Traveling roller piece (rotating body for traveling)
42 Top roller (head rotating body)
43
Claims (6)
本体部と、移動台を有し、移動台は動力によって本体部の待機位置と外側の張出位置の間を往復移動可能であり、
前記移動台は上面側に回転又は走行する搬送手段があり、前記移動台の下面側には自走又は空転する抵抗軽減手段があることを特徴とする移載装置。 In a transfer device for taking out and / or loading articles,
It has a main body and a moving table, and the moving table can reciprocate between the standby position of the main body and the outer protruding position by power,
2. The transfer apparatus according to claim 1, wherein the moving table has a conveying means that rotates or travels on an upper surface side, and a resistance reduction means that runs or idles on the lower surface side of the moving table.
動力によって回転する駆動部材と、無端部材を有し、
前記無端部材によって駆動部材の回転力が前記搬送用回転体及び前記走行用回転体に伝導され、
前記無端部材は、前記搬送用回転体及び走行用回転体が逆方向に回転する様に係合されていることを特徴とする請求項1に記載の移載装置。 On the upper surface side of the moving table is a conveying rotator that constitutes the conveying means, and on the lower surface side of the moving table is a traveling rotator that constitutes the resistance reducing means,
A drive member that rotates by power, and an endless member;
The endless member transmits the rotational force of the drive member to the transport rotator and the travel rotator,
The transfer device according to claim 1, wherein the endless member is engaged so that the transport rotator and the travel rotator rotate in opposite directions.
搬送用回転体と走行用回転体は互いに逆方向に回転し、
先頭部回転体を有し、先頭部回転体の径は搬送用回転体よりも小さく、先頭部回転体の位置は移動台の先頭部であって搬送用回転体よりも下であり、先頭部回転体は搬送用回転体と同じ方向に回転することを特徴とする請求項1又は2に記載の移載装置。 On the upper surface side of the moving table is a conveying rotator that constitutes the conveying means, and on the lower surface side of the moving table is a traveling rotator that constitutes the resistance reducing means,
The conveying rotator and the traveling rotator rotate in opposite directions,
It has a head rotator, the diameter of the head rotator is smaller than the transport rotator, and the position of the head rotator is at the head of the moving base and below the transport rotator. The transfer device according to claim 1, wherein the rotating body rotates in the same direction as the conveying rotating body.
前記走行レールは一端側が回転可能に支持され、前記走行レールが動力によって上下方向に揺動して移動台を揺動させることを特徴とする請求項1乃至4のいずれかに記載の移載装置。 A traveling rail arranged in parallel with a gap, and a traveling wheel supported by a moving base and engaged with the traveling rail;
5. The transfer device according to claim 1, wherein one end side of the travel rail is rotatably supported, and the travel rail swings up and down by power to swing the moving table. .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016163786A JP6845550B2 (en) | 2016-08-24 | 2016-08-24 | Transfer device |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016163786A JP6845550B2 (en) | 2016-08-24 | 2016-08-24 | Transfer device |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2018030680A true JP2018030680A (en) | 2018-03-01 |
| JP6845550B2 JP6845550B2 (en) | 2021-03-17 |
Family
ID=61302697
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016163786A Active JP6845550B2 (en) | 2016-08-24 | 2016-08-24 | Transfer device |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6845550B2 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110509566A (en) * | 2019-07-26 | 2019-11-29 | 无锡市井上海绵有限公司 | The feeding device of sponge overlay film system |
| CN110733841A (en) * | 2019-09-27 | 2020-01-31 | 孙益峰 | jacking and walking same-driving type carrying equipment |
| IT201800009572A1 (en) * | 2018-10-18 | 2020-04-18 | System Ceram Spa | High precision roller conveyor. |
| IT201900007335A1 (en) * | 2019-05-27 | 2020-11-27 | Elett 80 S P A | LOAD TRANSFER GROUP |
-
2016
- 2016-08-24 JP JP2016163786A patent/JP6845550B2/en active Active
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT201800009572A1 (en) * | 2018-10-18 | 2020-04-18 | System Ceram Spa | High precision roller conveyor. |
| WO2020079506A1 (en) * | 2018-10-18 | 2020-04-23 | System Ceramics S.P.A. | High precision roller conveyor. |
| US11325784B2 (en) | 2018-10-18 | 2022-05-10 | System Ceramics S.P.A. | High precision roller conveyor |
| IT201900007335A1 (en) * | 2019-05-27 | 2020-11-27 | Elett 80 S P A | LOAD TRANSFER GROUP |
| EP3744662A1 (en) | 2019-05-27 | 2020-12-02 | Elettric 80 S.p.A. | Assembly for transferring loads |
| CN110509566A (en) * | 2019-07-26 | 2019-11-29 | 无锡市井上海绵有限公司 | The feeding device of sponge overlay film system |
| CN110509566B (en) * | 2019-07-26 | 2021-11-02 | 无锡市井上海绵有限公司 | Feeding device of sponge film covering system |
| CN110733841A (en) * | 2019-09-27 | 2020-01-31 | 孙益峰 | jacking and walking same-driving type carrying equipment |
| CN110733841B (en) * | 2019-09-27 | 2024-04-12 | 北京域诚智能科技有限公司 | Jacking and walking simultaneously-driven conveying equipment |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6845550B2 (en) | 2021-03-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5582366B2 (en) | Goods transport equipment | |
| JP2018030680A (en) | Transfer device | |
| JP6649383B2 (en) | Conveyor system with roller assembly | |
| KR101677497B1 (en) | A loading device of a stacker crane | |
| WO2011021453A1 (en) | Article transfer device and stacker crane with same | |
| CN107963470A (en) | A kind of cargo stacking device | |
| JP2016003071A (en) | Container elevating/carrying device | |
| JP2018118855A (en) | Hoist and storage device with hoist | |
| JP6268378B2 (en) | Article conveying apparatus and article storage apparatus | |
| JP2023547259A (en) | A three-dimensional unloading system capable of lowering cargo into a cargo container and its control method | |
| JP2020019650A (en) | Transportation device with rolling mechanism | |
| JP4696963B2 (en) | Work transfer device | |
| JP2015218575A (en) | Transport object transfer device | |
| JP6218044B2 (en) | Carriage transfer device | |
| JP2005263359A (en) | Conveying apparatus | |
| JP5781772B2 (en) | Automatic warehouse | |
| JP5332191B2 (en) | Transfer equipment | |
| JP5267856B2 (en) | Stacker crane and article storage equipment | |
| JP3041580U (en) | Conveyor line transfer attitude control device | |
| JP6536218B2 (en) | Lifting and conveying device | |
| JPH0462967B2 (en) | ||
| JP2019189392A (en) | Article carrying vehicle | |
| JP2003285783A (en) | Pallet transfer device | |
| JP7294478B1 (en) | Winding roll transport system | |
| JPH09240823A (en) | Conveying device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20190723 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20200526 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200625 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20200819 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20201020 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210204 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210218 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6845550 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |