JP2018024472A - Gazette bag body for forming gazette bag with spout - Google Patents
Gazette bag body for forming gazette bag with spout Download PDFInfo
- Publication number
- JP2018024472A JP2018024472A JP2017078365A JP2017078365A JP2018024472A JP 2018024472 A JP2018024472 A JP 2018024472A JP 2017078365 A JP2017078365 A JP 2017078365A JP 2017078365 A JP2017078365 A JP 2017078365A JP 2018024472 A JP2018024472 A JP 2018024472A
- Authority
- JP
- Japan
- Prior art keywords
- spout
- gusset bag
- materials
- gusset
- synthetic resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images







Abstract
Description
本発明は、合成樹脂製シートからなるマチ付きの袋体の上部に、合成樹脂製スパウト(抽出部材)が固着されており、食品、薬品、化粧品、洗剤等の各種の液体や粉体等の包装用袋として使用されるスパウト付きガゼット袋を形成するためのガゼット袋体に関するものである。 In the present invention, a synthetic resin spout (extraction member) is fixed to the upper portion of a gusseted bag made of a synthetic resin sheet, and various liquids and powders such as foods, chemicals, cosmetics, and detergents are used. The present invention relates to a gusset bag for forming a spouted gusset bag used as a packaging bag.
従来、食品、薬品、化粧品、洗剤等の各種の液体や粉体等の包装用袋として、合成樹脂製のフィルム、積層フィルム等のシートで形成した種々のパウチ袋やガゼット袋(左右両サイドに、所謂、マチが設けられたもの)が広く使用されており、それらのパウチ袋やガゼット袋の上端縁に硬質の合成樹脂製のスパウト(注出部材)を固着させたスパウト付きパウチ袋やスパウト付きガゼット袋も利用されている(特許文献1)。 Conventionally, as packaging bags for various liquids and powders such as food, medicine, cosmetics, and detergents, various pouch bags and gusset bags formed on sheets of synthetic resin films and laminated films (on both the left and right sides) So-called gussets) are widely used, and a pouch bag or spout with a spout in which a hard synthetic resin spout (pouring member) is fixed to the upper edge of the pouch bag or gusset bag. An attached gusset bag is also used (Patent Document 1).
かかるスパウト付きガゼット袋を製造する方法としては、表裏2枚の合成樹脂製シートの左右両端際に、二つ折りした合成樹脂製シートを挟み込んだ状態で、その合成樹脂製シート積層物の左右両サイドおよび底部をヒートシールして、マチ付きの三方袋を形成し、しかる後に、その三方袋の開口部に、スパウトの基端に設けられた接着部を挿入し、合成樹脂製シート積層物の表裏2枚の合成樹脂製シートを、当該接着部に融着させる方法が採用される。 Such a spouted gusset bag can be produced by placing the synthetic resin sheet folded in half between the left and right ends of the two synthetic resin sheets on the left and right sides of the synthetic resin sheet laminate. And heat-sealing the bottom part to form a gusseted three-sided bag, and then inserting the adhesive part provided at the base end of the spout into the opening of the three-sided bag, and the front and back of the synthetic resin sheet laminate A method is adopted in which two synthetic resin sheets are fused to the bonding portion.
しかしながら、上記特許文献1の如きスパウト付きガゼット袋の製造方法においては、マチ付きの三方袋の開口部にスパウトを固着させる際に、開口部の幅が広すぎる上に、マチを構成している合成樹脂製シートと表裏の合成樹脂製シートとが滑り合ってしまうので、スパウトの位置合わせが非常に困難である。そのため、スパウトが適正な位置で融着されないことに起因して、スパウトと表裏の合成樹脂製シートとの融着強度が低くなる事態も生じてしまう。
However, in the method for manufacturing a gusset bag with a spout as described in
本発明の目的は、上記従来のスパウト付きガゼット袋の製造方法が有する問題点を解消し、スパウトの固着部の固着強度(融着強度)が高く、圧力が加わった場合でも内容物が漏れたりしないガゼット袋を、歩留まり良く、容易に、かつ、効率的に生産することを可能とするスパウト付きガゼット袋形成用のガゼット袋体を提供することにある。 The object of the present invention is to solve the problems of the conventional method for manufacturing a gusset bag with a spout, and the fixing strength (fusion strength) of the fixing portion of the spout is high, so that the content leaks even when pressure is applied. It is an object of the present invention to provide a gusset bag body for forming a gusset bag with a spout, which can easily and efficiently produce a gusset bag which is not made with good yield.
本発明の内、請求項1に記載された発明は、合成樹脂製シートによって左右両側にマチを有する袋状に形成されており、合成樹脂製のスパウトを挿入して固着させるための開口部が頭部の略中央に設けられたスパウト付きガゼット袋形成用のガゼット袋体であって、左右両側のマチが、それぞれ、表裏の胴材の左右に、二つ折りされた折り込み材を挟み込むことによって形成されたものであるとともに、それらの左右の各折り込み材の上端際の部分が、合成樹脂製で一定幅の帯状部材によって、表裏の胴材の裏面にヒートシールされていることを特徴とするものである。
Of the present invention, the invention described in
請求項2に記載された発明は、請求項1に記載された発明において、左右の折り込み材の上端際の部分が、単一の帯状部材によって、表裏いずれかの胴材の裏面に一緒にヒートシールされていることを特徴とするものである。
In the invention described in claim 2, in the invention described in
請求項3に記載された発明は、請求項1、または請求項2に記載された発明において、左右の折り込み材の上端縁、帯状部材の上端縁、および表裏の胴材の上端縁の高さ位置が同一になっていることを特徴とするものである。 According to a third aspect of the present invention, in the first or second aspect of the present invention, the heights of the upper edge of the left and right folding members, the upper edge of the belt-like member, and the upper edge of the front and back body members The positions are the same.
請求項4に記載された発明は、請求項1〜3のいずれかに記載された発明において、左右の折り込み材同士の間隔が、取り付けられるスパウトの固着部分の幅よりも小さいことを特徴とするものである。
The invention described in
請求項1に記載のスパウト付きガゼット袋形成用のガゼット袋体(以下、単に、ガゼット袋体という)は、左右の折り込み材の上端際の部分が帯状部材によって表裏のいずれかの胴材の裏面にヒートシールされているため、上端縁にスパウトを固着(融着)させる際に、開口部を大きくすることができる上、固着させるスパウトが左右の折り込み材と干渉する事態が生じないので、スパウトの固着作業を効率良く容易に行うことができる。 The gusset bag body for forming a spouted gusset bag according to claim 1 (hereinafter, simply referred to as a gusset bag body) is a back surface of one of the front and back of the upper and lower folding members at the upper end portions of the left and right folding members. When the spout is fixed (fused) to the upper edge, the opening can be enlarged and the spout to be fixed does not interfere with the left and right folding materials. Can be efficiently and easily performed.
請求項2に記載のガゼット袋体は、左右の折り込み材の上端際の部分が、単一の帯状部材によって、表裏いずれかの胴材の裏面に一緒にヒートシールされたものであるため、製造時に一度のヒートシール工程で、左右の折り込み材を胴材にヒートシールすることができるので、容易かつ安価に製造することができる。その上、左右の折り込み材が一緒に表裏いずれかの胴材の裏面にヒートシールされているため、スパウトの固着作業の際に(左右で歪まないように)開口部を開口し易い。 The gusset bag according to claim 2 is manufactured because the left and right folding parts at the upper end are heat-sealed together on the back surface of either the front or back body by a single band-shaped member. Since the left and right folded materials can be heat-sealed to the body in a single heat-sealing process, they can be manufactured easily and inexpensively. In addition, since the left and right folding materials are heat-sealed together on the back surface of either the front or back body, it is easy to open the opening during the spout fixing operation (so as not to be distorted on the left and right).
請求項3に記載のガゼット袋体は、左右の折り込み材の上端縁、帯状部材の上端縁、および表裏の胴材の上端縁の高さ位置が同一になっているため、製造時に表裏の胴材の上端際以外の部分を加熱する必要がないので、表裏の胴材の印刷に歪み等が生ずる事態を効果的に防止することができる。 In the gusset bag according to claim 3, since the height positions of the upper edge of the left and right folding members, the upper edge of the belt-like member, and the upper edge of the upper and lower body members are the same, Since it is not necessary to heat a portion other than the upper end of the material, it is possible to effectively prevent the occurrence of distortion or the like in the printing of the front and back body materials.
請求項4に記載のガゼット袋体は、左右の折り込み材同士の間隔が、取り付けられるスパウトの固着部分の幅よりも小さいため、ガゼット袋体から形成されるスパウト付きガゼット袋は、スパウトの固着部分の左右の端縁際の外側に位置した合成樹脂シートが肉厚で屈曲しにくくなるので、内部に充填された液体等の内容物をスパウトから外部に注ぎ出す際に、スパウトがぐらついたりせず、スムーズに内容物を注ぎ出すことが可能となる。
In the gusset bag according to
本発明に係るガゼット袋体は、合成樹脂製シートによって形成される。ここでいう合成樹脂製シートとは、食品、薬品、化粧品、洗剤等の包装材料として用いられる合成樹脂フィルムを積層した積層フィルム、あるいは合成樹脂フィルムと紙やアルミ箔等とを積層した積層フィルム等のことである。本発明に係るガゼット袋体に用いられる合成樹脂製シートは、少なくとも片面(内面)が熱接着性を有している必要がある。 The gusset bag according to the present invention is formed of a synthetic resin sheet. The synthetic resin sheet here is a laminated film obtained by laminating a synthetic resin film used as a packaging material for food, medicine, cosmetics, detergents, etc., or a laminated film obtained by laminating a synthetic resin film and paper, aluminum foil, etc. That is. The synthetic resin sheet used for the gusset bag according to the present invention needs to have at least one surface (inner surface) having thermal adhesiveness.
そのような合成樹脂製シートとしては、ポリエステルフィルム、ナイロンフィルム、ポリプロピレンフィルム等のベースフィルムに、ポリエチレンフィルム、ポリプロピレンフィルム等の熱接着性フィルムを積層したラミネートフィルム等を好適に用いることができる。また、そのようなラミネートフィルムの中間にポリエステルフィルムやナイロンフィルム等を挟み込んだ3層以上のラミネートフィルムも好適に用いることができる。 As such a synthetic resin sheet, a laminate film obtained by laminating a thermal adhesive film such as a polyethylene film or a polypropylene film on a base film such as a polyester film, a nylon film, or a polypropylene film can be suitably used. In addition, a laminate film having three or more layers in which a polyester film, a nylon film or the like is sandwiched between such laminate films can also be suitably used.
なお、ベースフィルムや中間層を形成するフィルムは、未延伸のものを用いることも可能であるし、一軸延伸あるいは二軸延伸したものを用いることも可能である。また、ベースフィルムと熱接着性フィルムとの界面、ベースフィルムと中間層を形成するフィルムとの界面、中間層を形成するフィルムと熱接着性フィルムとの界面には、必要に応じて、金属箔層や金属蒸着層を設けることも可能である。一方、合成樹脂製シートの厚みは、特に限定されないが、内容物に対する保存性能や耐破袋強度等の面から、40〜250μmであると好ましく、110〜180μmであるとより好ましい。 The base film or the film forming the intermediate layer can be an unstretched film, or a uniaxially stretched film or a biaxially stretched film. In addition, metal foil may be used as necessary at the interface between the base film and the heat-adhesive film, the interface between the base film and the film forming the intermediate layer, and the interface between the film forming the intermediate layer and the heat-adhesive film. It is also possible to provide a layer or a metal vapor deposition layer. On the other hand, the thickness of the synthetic resin sheet is not particularly limited, but is preferably 40 to 250 μm and more preferably 110 to 180 μm from the viewpoints of storage performance with respect to the contents, tear resistance against breakage, and the like.
本発明に係るガゼット袋体は、上記した合成樹脂製シートを、二つ折りされた折り込み材を表裏の胴材の左右に挟み込むという態様で積層し、その積層体の下部(底部)および側部をヒートシールして袋状にすることによって製造される。また、そのように製袋する際に、左右の各折り込み材の上端際の部分を、合成樹脂製で一定幅の帯状部材によって、表裏の胴材の裏面にヒートシールすることが必要である。 In the gusset bag according to the present invention, the above-mentioned synthetic resin sheet is laminated in such a manner that the folded material is sandwiched between the left and right body members on the front and back sides, and the lower part (bottom part) and the side part of the laminated body are formed. Manufactured by heat-sealing into a bag. Moreover, when making a bag in that way, it is necessary to heat-seal the upper end portions of the left and right folding members to the back surfaces of the front and back body members by using a band-shaped member made of synthetic resin and having a certain width.
各ヒートシール(側方シール部、底シール部の形成、帯状部材のヒートシール等)および裁断は、ガゼット製袋機を用いて、一連の加工として実施することも可能であるし、バッチ(非一連)の加工として実施することも可能である。なお、ヒートシールの温度は、特に限定されないが、ポリエチレン(直鎖状低密度ポリエチレン)フィルムを熱接着性フィルムとする合成樹脂製シートを用いる場合には、170〜210℃の範囲内にするのが好ましい。 Each heat seal (formation of the side seal portion, bottom seal portion, heat seal of the belt-shaped member, etc.) and cutting can be carried out as a series of processing using a gusset bag making machine, or batch (non- It is also possible to carry out as a series of processing. In addition, the temperature of heat sealing is not particularly limited, but when a synthetic resin sheet using a polyethylene (linear low density polyethylene) film as a heat-adhesive film is used, the temperature is within a range of 170 to 210 ° C. Is preferred.
また、本発明に係るガゼット袋体は、正面視で概ね矩形に形成されるが、その大きさは特に限定されず、高さ、幅ともに概ね50〜350mmの範囲内で、必要に応じて調整することができる。また、本発明に係るガゼット袋体は、左右両サイドにマチ(内向きに二つ折りに折り込んだ部分)を設けたものであるが、当該マチの幅(二つ折り部分の幅)も、特に限定されず、概ね10〜75mmの範囲内で必要に応じて調整することができる。 Further, the gusset bag according to the present invention is formed in a substantially rectangular shape when viewed from the front, but the size is not particularly limited, and the height and width are adjusted within a range of approximately 50 to 350 mm as necessary. can do. Further, the gusset bag according to the present invention is provided with gussets (portions folded inwardly in both directions) on both the left and right sides, but the width of the gusset (width of the bifold portion) is also particularly limited. It can adjust as needed within the range of 10-75 mm in general.
一方、本発明に係るガゼット袋体を用いてスパウト付きのガゼット袋を形成する際には、上記の如く形成されたガゼット袋体の開口部の内部に、合成樹脂によって形成されたスパウトを固着(融着)させる。かかるスパウトは、硬質の合成樹脂によって形成されたもの等を好適に用いることができ、注出口体(注出部の下部に接着部を連設した部材)とキャップとが別々に成形された2ピースタイプのものでも良いし、注出口体とキャップとが薄肉部を介して一体的に成形された1ピースタイプのものでも良い。注出口体の材質は、ガゼット袋体の熱接着性フィルムと熱接着(融着)できることが必要であり、そのような材質としては、ポリエチレン(直鎖状低密度ポリエチレン、中密度ポリエチレンまたは高密度ポリエチレン等)、ポリプロピレン、ポリエステル等を挙げることができる。 On the other hand, when forming a gusset bag with a spout using the gusset bag according to the present invention, a spout formed of a synthetic resin is fixed inside the opening of the gusset bag formed as described above ( Fusion). Such a spout can be suitably made of a hard synthetic resin or the like, and a spout body (a member in which an adhesive portion is connected to the lower portion of the spout portion) and a cap are separately molded 2 A piece type may be sufficient and the 1 piece type thing by which the spout body and the cap were integrally shape | molded via the thin part may be sufficient. The material of the spout body needs to be able to be thermally bonded (fused) with the heat-adhesive film of the gusset bag body, such as polyethylene (linear low density polyethylene, medium density polyethylene or high density). Polyethylene), polypropylene, polyester and the like.
<ガゼット袋体の構成>
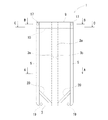
以下、本発明のガゼット袋体の一実施例について説明する。図1、図2は、ガゼット袋体を示したものであり、ガゼット袋体1は、表裏の合成樹脂製の胴材2a,2b、左右の折り込み材3a,3b、裏側の胴材2bに折り込み材3a,3bを融着させるための帯状部材10を、所定の態様で重ね合わせて、所定の箇所をヒートシールすることにより、上部を開口した袋状に形成されている。
<Configuration of gusset bag>
Hereinafter, one Example of the gusset bag body of this invention is described. FIGS. 1 and 2 show a gusset bag body. The
表裏の胴材2a,2bは、厚さ15μmのナイロンフィルム(ベースフィルム)の上に、アルミ蒸着を施した厚さ12μmのポリエステルフィルム(中間層)を、アルミ蒸着面がナイロンフィルムと接合するように積層し、さらにその上に、厚さ130μmの直鎖状低密度ポリエチレンフィルム(熱接着性フィルム)を積層してなる合成樹脂製シートによって略矩形に形成されており、縦×横=240mm×130mmの大きさを有している。
The front and
そして、それらの胴材2a,2bの左右の両側部には,それぞれ、胴材2a,2bと同じ合成樹脂製シートによって形成された折り込み材3a,3bが、所定の幅(約40mm幅)の二つ折りになった状態で挟み込まれている。表裏の胴材2a,2bは、それぞれ、直鎖状低密度ポリエチレンフィルム(熱接着性フィルム)層を内側にした状態で配置されており、折り込み材3a,3bは、直鎖状低密度ポリエチレンフィルム層を表裏の胴材2a,2bの裏面側にした状態で配置されている。加えて、左右の折り込み材3a,3bの折り曲げ稜線側ではない側方の端縁際(すなわち、左側の折り込み材3上端際の左端縁際、および、右側の折り込み材3bの上端際の右端縁際)には、それぞれ、2枚重なった折り込み材3a,3bを貫通するように貫通孔17,17が設けられている。
Further,
また、ガゼット袋体1の上端際の部分においては、帯状部材10によって折り込み材3a,3bが裏側の胴材2bの内面に固着された状態になっている。当該帯状部材10は、厚さ15μmのナイロンフィルム(ベースフィルム)の上下に、それぞれ、厚さ20μmの直鎖状(線状)低密度ポリエチレン(LLDPE)フィルムを積層してなる三層構造の合成樹脂製シートによって、縦(上下幅)×横=30mm×130mmの帯状(テープ状)に形成されている(すなわち、帯状部材10は、表裏両面が熱接着性を有している)。
Further, in the portion at the upper end of the
そして、ガゼット袋体1の上端際の部分においては、帯状部材10が、内側から折り込み材3a,3bに押し当てられた状態で、裏側の胴材2bの外側から加熱されることによって、折り込み材3a,3bおよび裏側の胴材2bにヒートシールされている。すなわち、図2(b)の如く、ガゼット袋体1の上端際の中央の部分においては、帯状部材10の外面と胴材2bの裏面(内面)とが融着し合っており、ガゼット袋体1の上端際の左右の部分においては、それぞれ、帯状部材10の外面と折り込み材3a,3bの裏面とが融着し合っている。さらに、その折り込み材3a,3bの裏面と融着し合った帯状部材10の外側においては、裏側の胴材2bの裏面(内面)と折り込み材3a,3bの裏面とが融着し合っている。また、左右の折り込み材3a,3bの貫通孔17,17においては、帯状部材10の外面と胴材2bの裏面とが直接的に融着し合っている。上記の如く、ガゼット袋体1の上端際の部分においては、帯状部材10によって、左右の折り込み材3a,3bが裏側の胴材2bにヒートシールされていることにより、表側の胴材2aと帯状部材10との間が、スパウトを固着(融着)させるための面積の大きな開口部9となっている。
And in the part near the upper end of the
一方、ガゼット袋体1の左右の側縁際の胴材2a,2bと折り込み材3a,3bとの積層部分においては、一定幅(約7mm)の帯状の側方シール部5,5・・が設けられており、当該側方シール部5,5・・においては、表側の胴材2aの裏面と折り込み材3a,3bの裏面、および、裏側の胴材2bの裏面と折り込み材3a,3bの裏面が、それぞれ融着し合っている。さらに、前方側(胴材2a側)の側方シール部5,5・・の上端際の部分においては、胴材2aと帯状部材10とが融着し合っている。
On the other hand, in the laminated portion of the
また、ガゼット袋体1の下端縁際には、底シール部7が略一定の高さ(約13mm)の帯状に形成されており、側方シール部5,5・・の下端際の部分と重なり合っている。そして、当該底シール部7の中央の部分においては、表側の胴材2aの裏面と裏側の胴材2bの裏面とが融着し合っており、底シール部7の左右の部分においては、それぞれ、胴材2a,2bの裏面と折り込み材3a,3bの裏面とが融着し合っている。
Further, at the edge of the lower end of the
また、ガゼット袋体1の左右の下端縁際には、左右の側方シール部5,5・・から底シール部7に至るように、それぞれ一定幅(約7mm)の帯状の傾斜シール部20,20・・が設けられており、それらの傾斜シール部20,20・・は、水平方向に対して約45°傾斜した状態になっている。また、傾斜シール部20,20・・の外側の端縁は、側方シール部5,5・・と重なり合っており、また、傾斜シール部20,20・・の内側の端縁(下端縁)は、底シール部7と重なり合っている。
Further, at the edge of the left and right lower ends of the
さらに、底シール部7の左右両端際の部分(マチの部分)には、それぞれ、スポット融着部19,19が設けられている。当該スポット融着部19,19においては、二つ折りした折り込み材3a,3bを貫通するように貫通孔(図示せず)が設けられており、それらの貫通孔を介して、表側の胴材2aの裏面と裏側の胴材2bの裏面とが直接的に融着し合っている。
Further, spot fused
<ガゼット袋体の使用方法>
(1)スパウト付きガゼット袋の形成
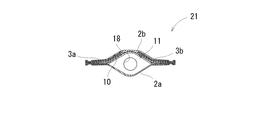
上記の如く形成されたガゼット袋体1は、上端の開口部9にスパウトを固着することによって、スパウト付きガゼット袋として使用することができる。図3は、ガゼット袋体1に固着させるスパウトを示したものである。スパウト11は、注出口体12とキャップ13とが別々に形成された、所謂、2ピースタイプのものであり、注出口体12、キャップ13とも、ポリエチレンによって形成されている。注出口体12は、内容物を抽出するための注出部14の下部に、ガゼット袋体と融着させるための水平断面が略菱形で四層構造の接着部15(固着部分)が連設されている。そして、それらの注出口体12および接着部15を上下に貫通するように抽出孔18が設けられている。また、接着部15の左右には、薄板状の融着補助片16,16が突設されている。かかる接着部15は、約10mmの高さを有している。
<Usage of gusset bag>
(1) Formation of gusset bag with spout The
スパウト11をガゼット袋体1に固着(融着)させる際には、スパウト11の接着部15をガゼット袋体1の開口部9において表裏2枚の胴材2a,2bの間に挿入する。そして、その接着部15の外側に位置した胴材2a,2bの上に、所定の温度(約210±5℃)に加熱した凹状の湾曲面を設けた熱板を押し付け、スパウト11の接着部15と胴材2a,2bの裏面とを融着させる(ヒートシールする)。すなわち、ガゼット袋体1の上端際の部分を一定幅でヒートシールすることによって、横長な帯状の上部シール部8を、左右の側方シール部5,5と重なるように形成する。
When the
上記したスパウト11の固着作業の際に、ガゼット袋体1においては、開口部9の付近において、左右の折り込み材3a,3bが帯状部材10によって胴材2bに固着されているため、左右の折り込み材が邪魔にならない(干渉しない)ので(すなわち、開口部9の面積が広くなっているので)、非常に容易にスパウト11を固着させることができる。また、固着されるスパウト11の周辺に、後に充填される内容物を漏洩させてしまう隙間を生じさせたりしない。
When the
図4〜図6は、ガゼット袋体1にスパウト11を固着させて形成されるスパウト付きガゼット袋を示したものである。スパウト付きガゼット袋21は、表側の胴材2a側においては、スパウト11の接着部15と胴材2aの裏面とが融着し合っており、裏側の胴材2b側においては、スパウト11の接着部15と帯状部材10の内面とが融着し合っている。
FIGS. 4-6 shows the gusset bag with a spout formed by making the
(2)内容物の充填
上記の如く形成されるスパウト付きガゼット袋21は、スパウト11の抽出孔18から内部に内容物(たとえば、シャンプー等)を充填させて用いられる。そして、そのように液体を充填させると、二つ折りになった折り込み材3a,3bの中間部分(上下の端縁際以外の部分)が拡がるとともに、左右前後の傾斜シール部20,20・・の上端際の部分(すなわち、側方シール部5,5・・と傾斜シール部20,20・・とが重なった部分)において、胴材2aおよび胴材2bが、折り込み材3a,3bとともに屈曲して横長な長方形状の底面を形成するため、下側の部分が略直方体状(左右幅×奥行き=約130mm×約80mm)となる。そのため、スパウト付きガゼット袋21は、安定した状態で起立させることができ、商品として陳列等に供することができる。
(2) Filling contents The spouted
<ガゼット袋体による効果>
上記したガゼット袋体1は、左右両側のマチが、それぞれ、表裏の胴材の左右に、二つ折りされた折り込み材3a,3bを挟み込むことによって形成されたものであるとともに、左右の各折り込み材3a,3bの上端際の部分が、合成樹脂製で一定幅の帯状部材10によって、裏側の胴材2bの裏面にヒートシールされているため、上端縁にスパウト11を固着(融着)させる際に、開口部9を大きくすることができる上、固着させるスパウト11が左右の折り込み材3a,3bと干渉する事態が生じないので、スパウト11の固着作業を効率良く容易に行うことができる。
<Effects of gusset bag>
The above-described
また、ガゼット袋体1は、左右の折り込み材3a,3bの上端際の部分が、単一の帯状部材10によって、裏側の胴材2bの裏面に一緒にヒートシールされているため、製造時に一度のヒートシール工程で、左右の折り込み材3a,3bを胴材2bにヒートシールすることができるので、容易かつ安価に製造することができる。その上、左右の折り込み材3a,3bが一緒に裏側の胴材2bの裏面にヒートシールされているため、スパウト11の固着作業の際に開口部9を(左右で歪まないように)開口し易い。
In addition, the
さらに、ガゼット袋体1は、左右の折り込み材3a,3bの上端縁、帯状部材10の上端縁、および表裏の胴材2a,2bの上端縁の高さ位置が同一になっているため、製造時に表裏の胴材2a,2bの上端際以外の部分を加熱する必要がないので、表裏の胴材2a,2bの印刷に歪み等が生ずる事態を効果的に防止することができる。
Further, the
加えて、ガゼット袋体1は、左右の折り込み材3a,3b同士の間隔が上下方向に均一であり、その間隔が、取り付けられるスパウト11の接着部15(固着部分)の幅(左右の幅)よりも小さくなっている(図4等参照)。したがって、スパウト付きガゼット袋21は、スパウト11の接着部15の左右の端縁際の外側に位置した合成樹脂シートが肉厚で屈曲しにくいので、内部に充填された液体等の内容物をスパウト11から外部に注ぎ出す際に、スパウト11がぐらついたりせず、スムーズに内容物を注ぎ出すことができる。
In addition, in the
<ガゼット袋体の変更例>
本発明に係るガゼット袋体の構成は、上記実施形態の態様に何ら限定されるものではなく、合成樹脂製フィルムの材質、大きさ(高さ、幅、マチの幅等)、底シール部、側方シール部、傾斜シール部の形状等の構成を、本発明の趣旨を逸脱しない範囲で、必要に応じて適宜変更できる。たとえば、ガゼット袋体を構成する合成樹脂製シートは、上記実施形態の如く、ナイロンフィルムとポリエステルフィルムとポリエチレンフィルム(直鎖状低密度ポリエチレンフィルム)とを積層させたものに限定されず、他の材質の合成樹脂フィルムを積層させたものでも良い。なお、合成樹脂製シートとして、ナイロンフィルムとポリエステルフィルムとポリエチレンフィルム(直鎖状低密度ポリエチレンフィルム)とを積層させたものを用いた場合には、ガゼット袋体の強度が良好なものとなるとともに、ガゼット袋体の製造が容易なものとなる。
<Example of changing the gusset bag>
The configuration of the gusset bag according to the present invention is not limited to the aspect of the above embodiment, and the material and size of the synthetic resin film (height, width, gusset width, etc.), bottom seal portion, Configurations such as the shapes of the side seal portion and the inclined seal portion can be appropriately changed as necessary without departing from the spirit of the present invention. For example, the synthetic resin sheet constituting the gusset bag body is not limited to a laminate of a nylon film, a polyester film, and a polyethylene film (linear low-density polyethylene film) as in the above-described embodiment. What laminated | stacked the synthetic resin film of the material may be used. In addition, when a laminate of a nylon film, a polyester film, and a polyethylene film (linear low density polyethylene film) is used as the synthetic resin sheet, the strength of the gusset bag body is good. In addition, the gusset bag body can be easily manufactured.
また、本発明に係るガゼット袋体は、上記実施形態の如く、下端際に傾斜シール部を設けたものに限定されず、左右前後の下端際に、上方から下方にかけて次第に幅広になるように(正面視が略三角形状になるように)テーパ状のシール部を設けたもの等でも良い。かかる構成を採用した場合でも、ガゼット袋体は、液体の充填時に、二つ折りになった折り込み材の中間部分が拡がるとともに、テーパ状のシール部の上端際の部分において、表裏の胴材が左右の折り込み材とともに屈曲して横長な長方形状の底面を形成するため、下側の部分が略直方体状となるので、安定した状態で起立させることが可能となる。 Further, the gusset bag according to the present invention is not limited to the one provided with the inclined seal portion at the lower end as in the above embodiment, and gradually widens from the upper side to the lower side at the lower end of the left and right sides. A taper-shaped seal portion or the like may be used so that the front view is substantially triangular. Even when such a configuration is adopted, the gusset bag body expands the middle part of the folded material folded in half when the liquid is filled, and the body on the front and back sides of the upper end of the tapered seal part is left and right. In order to bend together with the folding material to form a horizontally long rectangular bottom surface, the lower portion has a substantially rectangular parallelepiped shape, so that it is possible to stand up in a stable state.
さらに、本発明に係るガゼット袋体は、上記実施形態の如く、胴材の左右のみに折り込み部を形成したもの(すなわち、胴材の左右のみに折り込み材を挟み込んだもの)、胴材の下部にも折り込み部を形成したもの(すなわち、胴材の下部にも折り込み材を挟み込んだもの)とすることも可能である。図7は、胴材の左右および下部に折り込み部を形成したガゼット袋体の一例を示したものであり、ガゼット袋体1’は、左右の折り込み材3a,3bの下端際の部分が、それぞれ、断面(鉛直な断面)M字状になるように中側へ斜めに折り曲げられており、それらの屈曲部分F,Fの内部に、胴材2a,2b,折り込み材3a,3bと同様な合成樹脂製シートによって形成された横長な帯状体を(熱接着性面が外側に位置するように)二つ折りにしてなる下部の折り込み材4の左右の両端際が挟み込まれている。そして、側方シール部5,5・・の下端際の屈曲部分F,Fの外側では、胴材2aの裏面と折り込み材3a,3bの裏面、および、胴材2bの裏面と折り込み材3a,3bの裏面が、それぞれ融着し合っており、屈曲部分F,Fの内側では、折り込み材3a,3bの裏面と下部の折り込み材4の裏面が融着し合っている。さらに、下端縁際の部分(折り込み材4が挟み込まれた部分)を一定の高さの帯状にヒートシールすることによって、底シール部7’,7’が形成されており、胴材2aの裏面と折り込み材4の裏面、および、胴材2bの裏面と折り込み材4の裏面が、それぞれ融着し合っている。
Furthermore, the gusset bag according to the present invention has a folded portion formed only on the left and right sides of the body (that is, the folded material sandwiched only on the left and right sides of the body) as in the above embodiment, and the lower part of the body Further, it is also possible to have a fold portion (that is, a fold material sandwiched also in the lower part of the body). FIG. 7 shows an example of a gusset bag body in which folded portions are formed on the left and right and lower portions of the body, and the gusset bag body 1 'has portions at the lower ends of the left and right folded
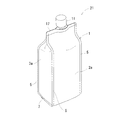
図8は、上記の如く構成されたガゼット袋体1’にスパウト11を固着させたスパウト付きガゼット袋21’を示したものであり、かかるスパウト付きガゼット袋21’は、内容物を充填させると、折り込み材3a,3bの二つ折りになった定幅部分が拡がって矩形状の側面を形成するとともに、底部付近において折り込み材4が拡がって矩形状の底面を形成するため、きわめて安定した状態で起立させることができる。
FIG. 8 shows a
また、本発明に係るガゼット袋体は、上記実施形態の如く、左右の折り込み材を単一の帯状部材によって片方(表側あるいは裏側)の胴材にヒートシールしたものに限定されず、2枚の帯状部材を利用して、左右の折り込み材を、それぞれ別々の胴材にヒートシールしたものに変更することも可能である。さらに、そのように、左右の折り込み材を、それぞれ別々の胴材にヒートシールしたものとする場合には、左右の折り込み材を、同じ胴材(表側あるいは裏側の胴材)にヒートシールすることも可能であるし、左右の折り込み材を、別々の胴材(表側あるいは裏側の胴材)にヒートシールすることも可能である。かかる構成を採用した場合でも、ガゼット袋体は、上端縁にスパウトを固着(融着)させる際に開口部を大きくすることができ、スパウトの固着作業を容易に行うことができるものとなる。 Further, the gusset bag according to the present invention is not limited to one in which the left and right folding materials are heat-sealed to one (front side or back side) body material by a single band-like member as in the above embodiment. It is also possible to change the left and right folding materials to heat-sealed separate body materials by using the band-shaped members. Furthermore, when the left and right folding materials are heat-sealed to separate body materials, the left and right folding materials must be heat-sealed to the same body material (front or back side material). It is also possible to heat-seal the left and right folding materials to separate body materials (front or back body). Even when such a configuration is adopted, the gusset bag body can have a large opening when the spout is fixed (fused) to the upper end edge, and the spout can be easily fixed.
さらに、本発明に係るガゼット袋体は、上記実施形態の如く、左右の折り込み材の上端縁、帯状部材の上端縁、および表裏の胴材の上端縁の高さ位置が同一であるものに限定されず、左右の折り込み材の上端縁が表裏の胴材の上端縁よりも低くなっているとともに、帯状部材の上端縁の高さ位置が表裏の胴材の上端縁の高さ位置と同一であるもの、あるいは、左右の折り込み材の上端縁が表裏の胴材の上端縁よりも低くなっているとともに、帯状部材の上端縁の高さ位置が表裏の胴材の上端縁の高さ位置よりも低くなっているもの等に変更することも可能である。 Furthermore, the gusset bag according to the present invention is limited to those having the same height position of the upper edge of the left and right folding members, the upper edge of the belt-like member, and the upper edge of the front and back body members as in the above embodiment. The upper edge of the left and right folding material is lower than the upper edge of the front and back body, and the height position of the upper edge of the belt-like member is the same as the height position of the upper edge of the front and back body. The upper edge of the left or right folding material is lower than the upper edge of the front and back body, and the height position of the upper edge of the belt-like member is higher than the height position of the upper edge of the front and back body. It is also possible to change to a lower one.
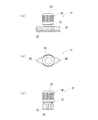
図9は、左右の折り込み材の上端縁が表裏の胴材の上端縁よりも低くなっているとともに、帯状部材の上端縁の高さ位置が表裏の胴材の上端縁の高さ位置よりも低くなっているガゼット袋体を示したものであり、ガゼット袋体31は、胴材2a,2bの上端より下側の高さ位置において、帯状部材10によって折り込み材3a,3bの上端際の部分が覆われた状態で、折り込み材3a,3bが帯状部材10とともに裏側の胴材2bの内面(裏面)に固着された状態になっている。すなわち、ガゼット袋体31の上部の中央(左右方向における中央)においては、帯状部材10の外面と胴材2bの裏面(内面)とが融着し合っており、ガゼット袋体31の上部の左右においては、それぞれ、帯状部材10の外面と折り込み材3a,3bの裏面とが融着し合っている。さらに、その折り込み材3a,3bの裏面と融着し合った帯状部材10の外側においては、裏側の胴材2bの裏面(内面)と折り込み材3a,3bの裏面とが融着し合っている。そして、ガゼット袋体31の上部においては、左右の折り込み材3a,3bが、帯状部材10によって裏側の胴材2bにヒートシールされていることにより、表側の胴材2aと帯状部材10との間が、内容物を充填するための面積の大きな開口部9となっている。かかる構成を採用した場合には、ガゼット袋体31は、開口部9が表裏の胴材2a,2bのみで構成され、開口部9を構成する合成樹脂シートの厚みが均一なものとなるので、スパウトの固着作業が容易なものとなる。
FIG. 9 shows that the upper edge of the left and right folding members is lower than the upper edge of the front and back body, and the height position of the upper edge of the belt-like member is higher than the height position of the upper edge of the front and back body. The lower gusset bag body is shown, and the
加えて、帯状部材は、上記実施形態の如く、ナイロンフィルム(ベースフィルム)の上下に、それぞれ、LLDPEフィルムを積層してなる三層構造の合成樹脂製シートからなるものに限定されず、異なる合成樹脂によって形成された合成樹脂製シートからなるものに変更することも可能である。さらに、帯状部材の層構造や厚みも、必要に応じて適宜変更することができる。また、帯状部材は、上記実施形態の如く、横長で単純なテープ状のものに限定されず、所定の部分の上下幅を異ならせたものや、貫通孔を設けたもの等でも良い。 In addition, the belt-like member is not limited to one made of a synthetic resin sheet having a three-layer structure in which an LLDPE film is laminated on the top and bottom of a nylon film (base film) as in the above-described embodiment, and different synthetic materials are used. It is also possible to change to a synthetic resin sheet made of resin. Furthermore, the layer structure and thickness of the belt-shaped member can be appropriately changed as necessary. Further, the belt-like member is not limited to a horizontally long and simple tape-like member as in the above-described embodiment, and may be a member in which the vertical width of a predetermined portion is different or a through hole is provided.
一方、本発明に係るガゼット袋体を用いたスパウト付きガゼット袋の製造方法は、上記実施形態の如く、側部および下部(底部)をヒートシールしたガゼット袋体の頭部の開口部にスパウトを固着(融着)させる製造方法に限定されず、側部のみをヒートシールしたガゼット袋体の頭部の開口部にスパウトを固着(融着)させた後に、開口した(未ヒートシール状態の)下部から内容物を充填してから、当該下部の未ヒートシール部分をヒートシールする方法等でも良い。かかる製造方法によれば、粘度の高い内容物等のスパウトからは充填しにくい内容物を容易に充填させることができる上、スパウトとしてワンピースタイプのものや逆止弁構造を有するものを用いることも可能となる。加えて、本発明に係るガゼット袋体は、上端の開口部から内容物を充填した後に、開口部にスパウトを固着させて使用することもできる。 On the other hand, the method for manufacturing a gusset bag with a spout using the gusset bag according to the present invention is provided with a spout at the opening of the head portion of the gusset bag body in which the side portion and the lower portion (bottom portion) are heat sealed as in the above embodiment. It is not limited to the manufacturing method to be fixed (fused), and the spout was fixed (fused) to the opening of the head of the gusset bag body in which only the side portions were heat sealed, and then opened (in an unheat sealed state). A method of heat-sealing the unheat-sealed part of the lower part after filling the contents from the lower part may be used. According to such a manufacturing method, it is possible to easily fill a content that is difficult to fill from a spout such as a high-viscosity content, and it is also possible to use a one-piece type or a check valve structure as the spout. It becomes possible. In addition, the gusset bag according to the present invention can be used with a spout fixed to the opening after filling the contents from the opening at the upper end.
また、本発明に係るガゼット袋体は、落下時の耐破袋性を向上させる目的で、帯状部材と左右の折り込み材との各ヒートシール部分の下方に、帯状部材をヒートシールした表裏いずれかの胴材と左右の折り込み材とをヒートシールしてなる補強用ヒートシール部を設けたものとすることも可能である。さらに、そのように、ガゼット袋体に補強用ヒートシール部を設ける場合には、当該補強用ヒートシール部を、左右の折り込み材の各折り込み線と帯状部材のヒートシール部分の下端縁との交点を含んだ状態、あるいは、それらの補強用ヒートシール部の下端縁が、左右の折り込み材の各折り込み線と帯状部材のヒートシール部分の下端縁との交点を通過した状態となるように設けるのが好ましい。 In addition, the gusset bag according to the present invention is either front or back in which the belt-like member is heat-sealed below each heat-sealed portion of the belt-like member and the left and right folding members for the purpose of improving the resistance to breakage when dropped. It is also possible to provide a reinforcing heat seal portion formed by heat sealing the body material and the left and right folding materials. Further, when the reinforcing heat seal portion is provided in the gusset bag body as described above, the reinforcing heat seal portion is formed at the intersection of the folding lines of the left and right folding materials and the lower edge of the heat seal portion of the belt-shaped member. Or the lower end edge of the reinforcing heat seal portion is provided so as to pass through the intersection of the respective folding lines of the left and right folding materials and the lower end edge of the heat seal portion of the belt-like member. Is preferred.
図10は、上記の如く、補強用ヒートシール部を設けたガゼット袋体の一例を示したものである。ガゼット袋体41は、上端際の部分において、帯状部材10によって折り込み材3a,3bが裏側の胴材2bの内面に固着された状態になっている。そして、帯状部材10と左右の折り込み材3a,3bとの各ヒートシール部分の下方には、それぞれ、裏側の胴材2bと左右の折り込み材3a,3bとの熱接着度合いを高めるための補強用ヒートシール部25a,25bが設けられている。それらの補強用ヒートシール部25a,25bは、裏側の胴材2bの上に左右の折り込み材3a,3bを載置し、それらの折り込み材3a,3bの上端際に帯状部材10を載置してヒートシールした後に、裏側の胴材2bの上に載置された左右の折り込み材3a,3bの外側から(各補強用ヒートシール部25a,25bの内側の端縁際については帯状部材10の外側から)、所定の温度(約210±5℃)に加熱した熱板(金属板)を押し当てることによって形成されたものである。そして、各補強用ヒートシール部25a,25bは、一定幅(約7.0mm)の帯状になっており、中央側から外側にかけて約45°の角度で下向きに傾斜した状態になっている。
FIG. 10 shows an example of a gusset bag body provided with a reinforcing heat seal portion as described above. The
さらに、各補強用ヒートシール部25a,25bは、内側の端縁が各折り込み材3a,3bの折り込み線(稜線)の内側に位置した状態になっているとともに、外側の端縁際の部分が左右の側方シール部5,5と重なり合った状態になっている。加えて、各補強用ヒートシール部25a,25bは、表裏の胴材2a,2bの面に対して直交する方向から見た場合に、傾斜した下端縁が左右の折り込み材3a,3bの各折り込み線と帯状部材10のヒートシール部分の下端縁との交点26a,26bを通過した状態になっている。そして、それらの補強用ヒートシール部25a,25bにおいては、裏側の胴材2bの裏面と折り込み材3a,3bの裏面が、それぞれ融着し合っている。
Further, each of the reinforcing
上記の如く構成されたガゼット袋体41は、補強用ヒートシール部25a,25bによって帯状部材10と左右の折り込み材3a,3bとの各ヒートシール部分のヒートシール強度が高められており、落下時に生じる内容物の圧力が帯状部材10と左右の折り込み材3a,3bとのヒートシール部に集中しにくく、密封強度が良好であるため、誤って落下させてしまった場合でも、破袋して内容物を漏洩させる事態が生じない。また、ガゼット袋体41は、補強用ヒートシール部25a,25bが中央側から外側にかけて下向きに傾斜した下端縁を有しているので、内容物を取り出す(注出する)際に内容物が折り込み部の間に残りにくい。
In the
加えて、上記の如く、ガゼット袋体を補強用ヒートシール部を設けたものとする場合には、ガゼット袋体は、左右の折り込み材の上端縁、帯状部材の上端縁、および表裏の胴材の上端縁の高さ位置が同一であるものに限定されず、左右の折り込み材の上端縁、帯状部材の上端縁、および表裏の胴材の上端縁の高さ位置が異なるものでも良い。図11は、左右の折り込み材の上端縁、帯状部材の上端縁、および表裏の胴材の上端縁の高さ位置が異なるガゼット袋体において補強用ヒートシール部を設けた一例を示したものであり、ガゼット袋体51は、胴材2a,2bの上端より下側の高さ位置において、帯状部材10によって折り込み材3a,3bの上端際の部分が覆われた状態で、折り込み材3a,3bが帯状部材10とともに裏側の胴材2bの内面(裏面)に固着されている。そして、帯状部材10と左右の折り込み材3a,3bとの各ヒートシール部分の下方に、それぞれ、図10のガゼット袋体41と同様に、裏側の胴材2bと左右の折り込み材3a,3bとの熱接着度合いを高めるための補強用ヒートシール部25a,25bが設けられている。
In addition, when the gusset bag body is provided with the reinforcing heat seal portion as described above, the gusset bag body includes the upper edge of the left and right folding members, the upper edge of the belt-like member, and the front and back body materials. The height positions of the upper end edges of the upper and lower folding members are not limited to the same, and the upper end edges of the left and right folding members, the upper end edges of the belt-like members, and the upper end edges of the front and back body members may be different. FIG. 11 shows an example in which a reinforcing heat seal portion is provided in the gusset bag body in which the height positions of the upper edge of the left and right folding members, the upper edge of the belt-like member, and the upper edge of the front and back body materials are different. Yes, the
上記の如く構成されたガゼット袋体51は、図10のガゼット袋体41と同様に、補強用ヒートシール部25a,25bによって帯状部材10と左右の折り込み材3a,3bとの各ヒートシール部分のヒートシール強度が高められており、落下時に生じる内容物の圧力が帯状部材10と左右の折り込み材3a,3bとのヒートシール部分に集中しにくく、密封強度が良好であるため、誤って落下させてしまった場合でも、破袋して内容物を漏洩させる事態が生じない。また、ガゼット袋体51は、図10のガゼット袋体41と同様に、補強用ヒートシール部25a,25bが中央側から外側にかけて下向きに傾斜した下端縁を有しているので、内容物を取り出す(注出する)際に内容物が折り込み部の間に残りにくい。加えて、ガゼット袋体51は、開口部9が表裏の胴材2a,2bのみで構成され、開口部9を構成する合成樹脂シートの厚みが均一なものとなるので、スパウトの固着作業が容易である。
The
本発明のガゼット袋体は、上記の如く優れた効果を奏するものであるから、スパウトを固着させてスパウト付きのガゼット袋を形成するための部材あるいは材料として好適に用いることができる。 Since the gusset bag body of the present invention exhibits excellent effects as described above, it can be suitably used as a member or material for forming a gusset bag with a spout by fixing the spout.
1,1’・・ガゼット袋体
2a,2b・・胴材
3a,3b・・折り込み材
9・・開口部
10・・帯状部材
11・・スパウト
21,21’・・スパウト付きガゼット袋
1, 1 '···
Claims (4)
左右両側のマチが、それぞれ、表裏の胴材の左右に、二つ折りされた折り込み材を挟み込むことによって形成されたものであるとともに、
それらの左右の各折り込み材の上端際の部分が、合成樹脂製で一定幅の帯状部材によって、表裏の胴材の裏面にヒートシールされていることを特徴とするスパウト付きガゼット袋形成用のガゼット袋体。 For forming a gusset bag with a spout, which is formed in a bag shape with gussets on the left and right sides by a synthetic resin sheet, and an opening for inserting and fixing a spout made of synthetic resin is provided in the approximate center of the head The gusset bag body,
The gussets on both the left and right sides are formed by sandwiching the folded material folded in half on the left and right sides of the front and back body,
A gusset for forming a gusset bag with a spout, characterized in that the upper end portion of each of the left and right folding materials is heat-sealed to the back of the front and back body members by a strip-shaped member made of a synthetic resin. Bag body.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016149669 | 2016-07-29 | ||
| JP2016149669 | 2016-07-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2018024472A true JP2018024472A (en) | 2018-02-15 |
Family
ID=61195112
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017078365A Pending JP2018024472A (en) | 2016-07-29 | 2017-04-11 | Gazette bag body for forming gazette bag with spout |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2018024472A (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020053178A (en) * | 2018-09-25 | 2020-04-02 | 大日本印刷株式会社 | Package with valve device and power storage device |
| JP2020050439A (en) * | 2018-10-18 | 2020-04-02 | 大日本印刷株式会社 | Power storage device |
| KR20220115116A (en) * | 2021-02-08 | 2022-08-17 | 이성규 | A method of manufacturing of Gusset bag |
-
2017
- 2017-04-11 JP JP2017078365A patent/JP2018024472A/en active Pending
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020053178A (en) * | 2018-09-25 | 2020-04-02 | 大日本印刷株式会社 | Package with valve device and power storage device |
| JP7206745B2 (en) | 2018-09-25 | 2023-01-18 | 大日本印刷株式会社 | Package with valve device and power storage device |
| JP2020050439A (en) * | 2018-10-18 | 2020-04-02 | 大日本印刷株式会社 | Power storage device |
| KR20220115116A (en) * | 2021-02-08 | 2022-08-17 | 이성규 | A method of manufacturing of Gusset bag |
| KR102511972B1 (en) * | 2021-02-08 | 2023-03-23 | 이성규 | A method of manufacturing of Gusset bag |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5104073B2 (en) | Standing pouch with airbag | |
| US11235910B2 (en) | Package having a lap or fin seal gap elimination feature | |
| JP2013233987A (en) | Gusset bag with spout | |
| JP5202814B2 (en) | Standing pouch and manufacturing method thereof | |
| JP2018024472A (en) | Gazette bag body for forming gazette bag with spout | |
| JP2007186256A (en) | Self-standing bag | |
| JP6892817B2 (en) | Gazette bag with spout | |
| JP6790457B2 (en) | Gazette bag with spout | |
| JP2009137601A (en) | Pouch container with spout | |
| JP5983917B2 (en) | Packaging bag with spout | |
| JP6626317B2 (en) | Gazette bag with spout and method for producing the same | |
| JP2012184021A (en) | Packaging bag and method for packing the same | |
| JP7110555B2 (en) | Packaging bag with spout nozzle | |
| JP6688666B2 (en) | Gazette bag and method of manufacturing gazette bag | |
| JP2018039569A (en) | Method for manufacturing gazette bag for forming gazette bag with spout | |
| JP2018167568A (en) | Method of producing gusset bag | |
| JP7028571B2 (en) | Gazette bag | |
| JP2018127243A (en) | Gazette bag for liquid storage | |
| JP2018024453A (en) | Gusset bag with spout tool | |
| JP2018070211A (en) | Sachet for liquid | |
| JP2017119530A (en) | Gazette bag | |
| JP2009255958A (en) | Pouch container with spout | |
| JP2003011984A (en) | Self-supporting bag, its manufacturing method and packaging item of self-supporting bag | |
| JP5824177B2 (en) | Packaging bag | |
| JP2006335007A (en) | Base material for pouch container and manufacturing method of pouch container using this base material |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170428 |
|
| AA64 | Notification of invalidation of claim of internal priority (with term) |
Free format text: JAPANESE INTERMEDIATE CODE: A241764 Effective date: 20170428 |