JP2017530813A - 2つの糊剤を含むコア−バックシート糊剤パターンを備える吸収性物品 - Google Patents
2つの糊剤を含むコア−バックシート糊剤パターンを備える吸収性物品 Download PDFInfo
- Publication number
- JP2017530813A JP2017530813A JP2017519639A JP2017519639A JP2017530813A JP 2017530813 A JP2017530813 A JP 2017530813A JP 2017519639 A JP2017519639 A JP 2017519639A JP 2017519639 A JP2017519639 A JP 2017519639A JP 2017530813 A JP2017530813 A JP 2017530813A
- Authority
- JP
- Japan
- Prior art keywords
- glue
- core
- absorbent
- backsheet
- channel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 230000002745 absorbent Effects 0.000 title claims abstract description 220
- 239000002250 absorbent Substances 0.000 title claims abstract description 220
- 239000003292 glue Substances 0.000 title claims description 226
- 239000000463 material Substances 0.000 claims abstract description 109
- 229920000247 superabsorbent polymer Polymers 0.000 claims abstract description 36
- 239000000853 adhesive Substances 0.000 claims description 70
- 230000001070 adhesive effect Effects 0.000 claims description 69
- 238000000034 method Methods 0.000 claims description 51
- 239000000835 fiber Substances 0.000 claims description 16
- 230000008569 process Effects 0.000 claims description 16
- 229920003043 Cellulose fiber Polymers 0.000 claims description 9
- 239000002245 particle Substances 0.000 claims description 8
- 239000010410 layer Substances 0.000 description 63
- 239000000758 substrate Substances 0.000 description 41
- 239000000306 component Substances 0.000 description 30
- 210000002414 leg Anatomy 0.000 description 26
- 230000004888 barrier function Effects 0.000 description 19
- 239000007788 liquid Substances 0.000 description 17
- 239000000203 mixture Substances 0.000 description 16
- 238000000576 coating method Methods 0.000 description 15
- 230000008021 deposition Effects 0.000 description 15
- 238000009826 distribution Methods 0.000 description 15
- 238000004513 sizing Methods 0.000 description 15
- 238000012360 testing method Methods 0.000 description 14
- 229920001169 thermoplastic Polymers 0.000 description 14
- 239000011248 coating agent Substances 0.000 description 13
- 239000012530 fluid Substances 0.000 description 12
- 238000005259 measurement Methods 0.000 description 12
- 239000004416 thermosoftening plastic Substances 0.000 description 12
- 238000004519 manufacturing process Methods 0.000 description 11
- 239000003795 chemical substances by application Substances 0.000 description 9
- 238000004026 adhesive bonding Methods 0.000 description 8
- -1 etc.) Polymers 0.000 description 8
- 239000004745 nonwoven fabric Substances 0.000 description 8
- 239000007921 spray Substances 0.000 description 8
- 239000004831 Hot glue Substances 0.000 description 7
- 210000000416 exudates and transudate Anatomy 0.000 description 7
- 210000002700 urine Anatomy 0.000 description 7
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 6
- 230000008901 benefit Effects 0.000 description 6
- 238000005304 joining Methods 0.000 description 6
- 239000004816 latex Substances 0.000 description 6
- 229920000126 latex Polymers 0.000 description 6
- 229920000642 polymer Polymers 0.000 description 6
- 238000013461 design Methods 0.000 description 5
- 230000007246 mechanism Effects 0.000 description 5
- 229920000098 polyolefin Polymers 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 238000012549 training Methods 0.000 description 5
- 239000004743 Polypropylene Substances 0.000 description 4
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 4
- 239000011230 binding agent Substances 0.000 description 4
- 229920001400 block copolymer Polymers 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 4
- 210000005069 ears Anatomy 0.000 description 4
- 239000006210 lotion Substances 0.000 description 4
- 238000005507 spraying Methods 0.000 description 4
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 3
- 239000005977 Ethylene Substances 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 3
- 239000004793 Polystyrene Substances 0.000 description 3
- 230000009286 beneficial effect Effects 0.000 description 3
- 239000012943 hotmelt Substances 0.000 description 3
- 239000000049 pigment Substances 0.000 description 3
- 229920000573 polyethylene Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 229920002223 polystyrene Polymers 0.000 description 3
- 230000002829 reductive effect Effects 0.000 description 3
- 239000007787 solid Substances 0.000 description 3
- 239000012209 synthetic fiber Substances 0.000 description 3
- 229920002994 synthetic fiber Polymers 0.000 description 3
- 229920002725 thermoplastic elastomer Polymers 0.000 description 3
- 238000012546 transfer Methods 0.000 description 3
- RSWGJHLUYNHPMX-UHFFFAOYSA-N Abietic-Saeure Natural products C12CCC(C(C)C)=CC2=CCC2C1(C)CCCC2(C)C(O)=O RSWGJHLUYNHPMX-UHFFFAOYSA-N 0.000 description 2
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 2
- KHPCPRHQVVSZAH-HUOMCSJISA-N Rosin Natural products O(C/C=C/c1ccccc1)[C@H]1[C@H](O)[C@@H](O)[C@@H](O)[C@@H](CO)O1 KHPCPRHQVVSZAH-HUOMCSJISA-N 0.000 description 2
- 229920013640 amorphous poly alpha olefin Polymers 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 230000001143 conditioned effect Effects 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000004049 embossing Methods 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- 229920001519 homopolymer Polymers 0.000 description 2
- 239000004615 ingredient Substances 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 230000036961 partial effect Effects 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 239000002985 plastic film Substances 0.000 description 2
- 229920006255 plastic film Polymers 0.000 description 2
- 239000004014 plasticizer Substances 0.000 description 2
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 229920006132 styrene block copolymer Polymers 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 239000004583 superabsorbent polymers (SAPs) Substances 0.000 description 2
- 229920001897 terpolymer Polymers 0.000 description 2
- KHPCPRHQVVSZAH-UHFFFAOYSA-N trans-cinnamyl beta-D-glucopyranoside Natural products OC1C(O)C(O)C(CO)OC1OCC=CC1=CC=CC=C1 KHPCPRHQVVSZAH-UHFFFAOYSA-N 0.000 description 2
- 230000037303 wrinkles Effects 0.000 description 2
- 241000207199 Citrus Species 0.000 description 1
- 229920001634 Copolyester Polymers 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 229920000181 Ethylene propylene rubber Polymers 0.000 description 1
- 206010021639 Incontinence Diseases 0.000 description 1
- 229920001410 Microfiber Polymers 0.000 description 1
- 239000005662 Paraffin oil Substances 0.000 description 1
- 229920002614 Polyether block amide Polymers 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 1
- 229920001131 Pulp (paper) Polymers 0.000 description 1
- 229920001247 Reticulated foam Polymers 0.000 description 1
- 101100067993 Saccharomyces cerevisiae (strain ATCC 204508 / S288c) ASC1 gene Proteins 0.000 description 1
- 101100067991 Schizosaccharomyces pombe (strain 972 / ATCC 24843) rkp1 gene Proteins 0.000 description 1
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- 239000002174 Styrene-butadiene Substances 0.000 description 1
- 229920002522 Wood fibre Polymers 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 239000004599 antimicrobial Substances 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 210000000988 bone and bone Anatomy 0.000 description 1
- DQXBYHZEEUGOBF-UHFFFAOYSA-N but-3-enoic acid;ethene Chemical compound C=C.OC(=O)CC=C DQXBYHZEEUGOBF-UHFFFAOYSA-N 0.000 description 1
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 235000020971 citrus fruits Nutrition 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 239000008358 core component Substances 0.000 description 1
- 229920006037 cross link polymer Polymers 0.000 description 1
- 230000001186 cumulative effect Effects 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 150000001993 dienes Chemical class 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 239000010696 ester oil Substances 0.000 description 1
- 239000005038 ethylene vinyl acetate Substances 0.000 description 1
- 210000003608 fece Anatomy 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 238000005984 hydrogenation reaction Methods 0.000 description 1
- 230000002209 hydrophobic effect Effects 0.000 description 1
- 230000003100 immobilizing effect Effects 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 239000012968 metallocene catalyst Substances 0.000 description 1
- 239000003658 microfiber Substances 0.000 description 1
- 239000002480 mineral oil Substances 0.000 description 1
- 235000010446 mineral oil Nutrition 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000003209 petroleum derivative Substances 0.000 description 1
- 239000007793 ph indicator Substances 0.000 description 1
- 229920002587 poly(1,3-butadiene) polymer Polymers 0.000 description 1
- 229920001083 polybutene Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920000346 polystyrene-polyisoprene block-polystyrene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000000284 resting effect Effects 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 239000011232 storage material Substances 0.000 description 1
- 239000011115 styrene butadiene Substances 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
- 150000003505 terpenes Chemical class 0.000 description 1
- 235000007586 terpenes Nutrition 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 210000000689 upper leg Anatomy 0.000 description 1
- 239000002699 waste material Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000001993 wax Substances 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
- 239000002025 wood fiber Substances 0.000 description 1
- 239000004711 α-olefin Substances 0.000 description 1
Images














Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/539—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium characterised by the connection of the absorbent layers with each other or with the outer layers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/15577—Apparatus or processes for manufacturing
- A61F13/15699—Forming webs by bringing together several webs, e.g. by laminating or folding several webs, with or without additional treatment of the webs
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/45—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the shape
- A61F13/49—Absorbent articles specially adapted to be worn around the waist, e.g. diapers
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/51—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the outer layers
- A61F13/514—Backsheet, i.e. the impermeable cover or layer furthest from the skin
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F2013/530481—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having superabsorbent materials, i.e. highly absorbent polymer gel materials
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/539—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium characterised by the connection of the absorbent layers with each other or with the outer layers
- A61F2013/53908—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium characterised by the connection of the absorbent layers with each other or with the outer layers with adhesive
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/539—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium characterised by the connection of the absorbent layers with each other or with the outer layers
- A61F2013/53908—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium characterised by the connection of the absorbent layers with each other or with the outer layers with adhesive
- A61F2013/53925—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium characterised by the connection of the absorbent layers with each other or with the outer layers with adhesive with intermittent pattern, e.g. spots
Abstract
Description
−第1のパターン、具体的には連続的であり得る第1のパターンに従って、第1の糊剤塗布領域上のバックシート又は吸収性コア上に第1の糊剤を塗布する工程と、
−第2のパターン、具体的には非連続的であり得る第2のパターンに従って、第2の糊剤塗布領域上のバックシート又は吸収性コア上に第2の糊剤を塗布する工程と、
−コアラップと吸収性コアとが第1の糊剤及び第2の糊剤によって取り付けられるように、コアラップと吸収性コアとを接触させる工程と、を含む。
本明細書で使用するところの「含む(comprise(s))」、「comprising」なる用語は、オープンエンド形式のものである。それぞれは、その語の後に記載される要素(例えば構成部材)の存在を特定するものであるが、他の要素、例えば、当該技術分野において既知であるか、又は本明細書に開示される要素、工程、構成部材の存在を除外するものではない。動詞「含む(comprise)」に基づくこれらの用語は、特徴がその機能を実施する方法に著しく影響を及ぼす、言及されていないあらゆる要素、工程、又は成分を除外する、より狭義の用語「から本質的になる(consisting essentially of)」、及び明記されていないあらゆる要素、工程、又は成分を除外する用語「からなる(consisting of)」を包含すると解釈されるべきである。以下に記載する好ましい又は例示的な実施形態はいずれも、特許請求の範囲を限定することが具体的に示されていない限り、特許請求の範囲を限定しない。「典型的には」、「通常は」、「好ましくは」、「有利には」、「詳細には」などの語も、特許請求の範囲を限定することが具体的に示されていない限り、特許請求の範囲を限定することを目的としない特徴を修飾する。
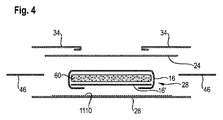
図1は、本発明による例示的なコア−バックシート糊剤接着パターンを示す。読み易さのために、バックシート26は連続的な線分として表し、吸収性コア28及びチャネル26a、26bの輪郭は破線で表し、トップシートなどの物品のその他の層は示していない。示される物品は、物品の衣類に面する側の前側ウエスト上で、いわゆるランディングゾーン(図示せず)に貼り付けられ得る解放可能なテープ42を備えた後側耳部40を含む、いわゆるテープ付きおむつである。示される物品は、ユーザーの前側ウエストに沿っておむつのより良好な被覆をもたらす前側耳部46を更に含む。当然ながら、本発明のコア−バックシート糊剤接着パターンは、更に、予め封止された側縁部を有するいわゆるパンツ型おむつでも使用し得る。本物品のいくつかの追加層及び追加構成要素を図2に示し、これらについては以下でより詳細に説明する。
コア−バックシート糊剤接着パターンは、第1の糊剤塗布領域100(本明細書では、「第1の糊剤領域」と略す)上に塗布される、第1の糊剤を含む。図1に示す平らにした物品の上部から検討すると、第1の糊剤領域100は、チャネル26a、26bの間で少なくとも部分的に存在する。チャネルと第1の糊剤領域との間にいくらかの重なりが存在する場合があるが、第1の糊剤領域とチャネルとが重なり合わないことが有利となり得る。使用中、チャネル周囲の吸収性材料が流体を吸収して膨潤する場合があり、チャネルはより三次元化する。第1の糊剤領域がチャネルと重なり合う場合は、これらのより顕著となった三次元チャネルの形成にバックシートが従うリスクが存在する。これによって、バックシート内に応力が作り出されて、バックシート内の断裂がもたらされる場合がある。このため、第1の糊剤領域の幅は、チャネル領域26a、bを隔てる最小距離以下であることが有利となり得る。第1の糊剤領域100は、例えば図に表されるスロットコーティングされた糊剤のストライプ100として、物品の長手方向軸線80と概して整列していてもよく、かつ重なり合ってもよい。
コア−バックシートパターンは、第2の糊剤塗布領域110(本明細書では「第2の糊剤領域」と略す)に第2の糊剤を含む。第2の糊剤領域は少なくとも部分的にチャネル26a、b間領域の外にあり、具体的には、第2の糊剤はチャネル間領域中に全く存在し得ない。第2の糊剤は第1の糊剤とは異なる塗布パターンを有する。これによって、第1の糊剤領域とは異なる特性を第2の糊剤領域に提供することが可能となる。上述したように、第1の糊剤領域100は、より高坪量の糊剤を比較的狭い領域上に精密に堆積する必要がある場合がある。反対に、第2の糊剤塗布領域110は、第1の糊剤塗布領域の数倍広い、比較的広い領域をコスト効率よく被覆できるべきであり、具体的には、第2の糊剤領域は、第1の糊剤領域の少なくとも3倍広く、又は少なくとも5倍広くなる場合がある。第2の糊剤は、第1の糊剤よりも広い取り付け領域を提供することにより、物品のシャーシ内でコアの全体的な安定性を保証することができる。第1及び第2の糊剤は、同じ組成を有してもよく、又は異なる組成を有してもよい。
図1は、コア−バックシート糊剤接着パターンを開示するが、第1の糊剤領域はチャネル間のストライプであり、第2の糊剤領域はローマ数字のIIの輪郭と概して相似している。当然ながら代替的な糊剤接着パターンも可能であり、そのうちのいくつかを図5〜8に開示する。例えば、図5は、代替的なパターンを示すが、第1の糊剤領域の糊剤のストライプは図1よりも長く、その末端部が第2の糊剤領域と重なり合っている。図6は、別の代替的設計を示すが、第2の糊剤領域の前部1110及び後部1112は一体型ではなく、別個の中央下位領域を含む。この設計によって、吸収性コアの4つの角部すべてをバックシートに糊剤接着する利点を依然として提供しつつも、第2の糊剤の使用量を減少させることが可能になる。
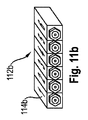
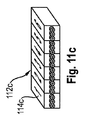
第1の糊剤及び第2の糊剤は、図11に概略的に示すように塗布してもよいが、当然ながらその他のプロセス及びその変形を用いてもよい。吸収性物品の残部を製造及び組み立てるプロセスは、当該技術分野において既知の任意のプロセスに従ってもよく、本明細書ではこれ以上説明しない。図11の例示的なプロセスは、第1の連続的ウェブ供給26として、図の左側から来て、2つの糊剤塗布器を連続的に通過するバックシートを示す。第1の糊剤塗布器102は、第1の糊剤を第1の糊剤塗布領域100上に塗布する。上述したように、第1の糊剤塗布器は、有利には、接触型糊剤塗布器、具体的には、簡単さ及びコストを目的として、それを通してスロット糊剤がバックシート上に直接塗布されるスロットコーティングノズル104(図11a)を含む、スロットコーター102である。スロットコーティングでは、接着剤は薄く幅広い通路、即ちノズルを通って塗布器を出て、ノズルが接着剤を基材上面に直接積層する。糊剤のストライプは、用途の必要性に応じて幅及びパターンが変化してもよい。
第1の糊剤及び第2の糊剤は、当該技術分野において既知であり、かつ所望の塗布パターンに従って塗布するのに好適な、任意の種類の糊剤であってよい。第1の糊剤及び第2の糊剤の組成は、同一であっても異なっていてもよい。具体的に、吸収性物品の製造分野で用いられる任意の種類の熱可塑性ホットメルト接着剤が好適であり得る。そのような接着剤は一般に、凝集力をもたらすための1種類以上のポリマー(例えば、エチレンプロピレンコポリマー、ポリエーテルアミド、ポリエーテルエステル、及びこれらの組み合わせなどの脂肪族ポリオレフィン、エチレンビニルアセテートコポリマー、スチレンブタジエン若しくはスチレンイソプレンブロックコポリマー、など)、接着強度をもたらすための樹脂若しくはその類似材料(粘着付与剤と呼ばれることもある)(例えば、石油蒸留物から蒸留された炭化水素、ロジン及び/若しくはロジンエステル、例えば、木材若しくは柑橘類に由来するテルペンなど)、並びに粘度を改変するための任意選択の蝋、可塑剤若しくは他の材料(例えば、鉱物油、ポリブテン、パラフィン油、エステル油など)、及び/又は限定はしないが酸化防止剤若しくは他の安定剤を含む他の添加剤を含む。ホットメルト接着剤の化学的性質に関する更なる情報は、吸収性コアで用いられ得る繊維性熱可塑性接着剤層に関連して下記で論じる。
本明細書で使用するとき、用語「吸収性コア」は、コアラップ内に封入された吸収性材料を含む吸収性物品の構成要素を指す。本明細書で使用する「吸収性コア」なる用語には、トップシート、バックシート、及び(存在する場合)吸収性コアの一体部分ではなく、具体的にはコアラップ内に配置されていない捕捉分配層又は多層システムは含まれない。吸収性コアは、典型的には、吸収性物品のすべての構成要素のうちで最も高い吸収能力を有し、超吸収性ポリマー(SAP)の全体又は少なくとも大部分を含む吸収性物品の構成要素である。コアは、コアラップ、吸収性物品、及び接着剤で本質的に構成されるか、又は構成されてよい。「吸収性コア」及び「コア」なる用語は、本明細書では互換可能に用いられる。
コアラップは、コアの上面を概して形成する第1の基材16と、コアラップの下面を概して形成する第2の基材16’と、を含み得る。図10に示すように、第1及び第2の基材は、2つの異なる材料によって形成され得るが、例えば、コアラップが単一の材料から形成され、1つの単一の長手方向封止を備えるような、任意の他の既知のコアラップ構造体を用いてもよい。第1及び第2の基材は、糊剤接着ないしは別の方法で取り付けられて、コアの側縁部284、286のそれぞれに沿って少なくとも1つのCラップ封止72を形成し得る。第1及び第2の基材は、スパンボンド(「S」)又はメルトブローン(「M」)層を含む積層体などの不織布ウェブであり得る。例えば、スパンメルトされたポリプロピレン不織布は、好適であり、具体的には、積層体ウェブのSMS、SMMS、又はSSMMS構造を有するもの、及び坪量が約5gsm〜15gsmの範囲であるものが好適である。好適な材料は、例えば、米国特許第7,744,576号、米国特許出願公開第2011/0268932A1号、同第2011/0319848A1号、及び同第2011/0250413A1号に開示される。底部基材16’は、本来的に疎水性であるが通気性であってもよく、頂部基材16は親水性(hydrophillically)処理されてもよい。コアラップの前縁部282及び後縁部280に沿って封止が存在してもよい。
コア中の吸収性材料は、コアラップ内に封入された超吸収性ポリマー(本明細書では「SAP」と略す)を比較的高い割合で含み得る。SAP含有量は、具体的には吸収性材料の重量の少なくとも85重量%、90重量%、95重量%、及び最大100重量%の超吸収性ポリマーを示し得る。吸収性材料は、具体的には、吸収性材料の20重量%未満、具体的には10重量%未満、5重量%、又は更に0重量%のセルロース繊維など、セルロース繊維を含まないか、あるいは少量のみ含み得る。したがって、吸収性材料は有利にはSAPで構成されるか又は本質的に構成され得る。SAPは、典型的には、粒子形態(超吸収性ポリマー粒子)であってよいが、例えば、超吸収性ポリマー発泡体などの他の形態のSAPを使用し得ることを除外しない。これにより、吸収性コアを、比較的薄い、具体的には、セルロース繊維を含む従来のコアよりも薄いものとすることができる。具体的には、本明細書に述べられるコア厚さ試験に従って股ポイント(C)又はコアの表面の他の任意の点で測定されるコアの厚さ(使用前の)が、0.25mm〜5.0mm、詳細には0.5mm〜4.0mmであってよい。
吸収性材料60は、コアの平面内で上から見た場合に吸収性材料の堆積領域8を画定する。吸収性材料の堆積領域8は、図9に示されるように吸収性コアの上面から見た場合に、コアラップ内部の吸収性材料60からなる層の周辺部によって画定され、その内部に包まれたチャネル領域26a、bを含む。吸収性材料の堆積領域8は、例えば、図9に示すように、略長方形であってよいが、「T字」若しくは「Y字」又は「砂時計」若しくは「犬用の骨」形状など他の形状を使用することもできる。具体的には、堆積領域は、コアの股領域においてその幅に沿ったテーパを示してもよい。このように、吸収性材料の堆積領域は、吸収性物品の股領域内に配置されることが意図されたコアの領域において、比較的狭い幅を有し得る。これにより、例えば、より良好な着用快適性を与えることができる。
吸収性コアは少なくとも2つのチャネル26a、b(本明細書では「チャネル領域」とも称する)を含む。用語「チャネル」は、絶縁流体(insulting fluid)がチャネルに沿ってコアの前後に向けて迅速に分散され得るように、周囲領域より少ない吸収性材料を含む、コアの長手方向に延在する領域を指す。チャネルは、具体的には吸収性材料を実質的に含まなくてもよい。「実質的に含まない」とは、これらの領域のそれぞれで、吸収性材料の坪量が、コアの吸収性材料の堆積領域の残りの部分における吸収性材料の平均坪量の少なくとも25%未満、具体的には20%未満、10%未満であることを意味する。具体的には、吸収性材料はこれらの領域26a,bに存在せずともよい。製造プロセスの間に生じ得る吸収性材料の粒子による意図せざる汚染などの最小量は、吸収性材料とはみなされない。チャネル26は、コアの平面を検討した場合、吸収性材料によって有利に包囲されているが、これは、領域26が吸収性材料60の堆積領域8の縁部のいずれにも延在しないことを意味する。
吸収性材料60は、既知の技術を用いて基材16、16’のいずれに堆積させてもよい。具体的には、例えば米国特許第2006/024433号(Blessing)、同第2008/0312617号、及び同第2010/0051166A1号(いずれもHundorfら)で開示される、比較的高速に比較的精密なSAPの堆積を実現するSAP印刷技術が用いられ得る。この技術は、印刷ロールなどの転写装置を使用して、支持体のグリッド上に配置された基材上にSAPを堆積するものであり、この支持体は、互いにほぼ平行に、かつ間隔を置いて延在する複数のクロスバーを含み得る。米国特許出願公開第2012/0312491号(Jackels)に例示的に開示されるように、吸収性材料を実質的に含まないチャネル領域26は、選択された領域にSAPが塗布されないように、例えば、グリッド及び受容ドラムのパターンを改変することによって形成することができる。この技術は、具体的には基材上へのSAPの高速かつ精密な堆積を実現することで、吸収性材料によって包囲された、吸収性材料を実質的に含まない1つ又は2つ以上の領域26を提供する。米国特許出願公開2014/027066号(Jackels)は、チャネル領域を介してコア基材を接合するための、装置上の特定の隆起したストリップ及び接合ストリップを更に開示している。
吸収性コア28は、コアの製造プロセス及び物品の使用中に吸収性材料60を更に不動化するために、繊維状熱可塑性接着材料を更に含んでもよい。繊維状熱可塑性接着材料は、吸収性材料の二重層をそれらに対応する基材16、16’に不動化する上で特に有用であり得る。これらの吸収性層はそれぞれ、接合領域によって分離されたランド領域を含んでもよく、その結果、繊維状熱可塑性接着材料は、ランド領域において吸収性材料と少なくとも部分的に接触して、接合領域において基材層16、16’と少なくとも部分的に接触し得る。これによって、それ自体は本質的に長さ方向及び幅方向の寸法と比較して比較的薄い二次元構造である熱可塑性接着材料の繊維状層に本質的に三次元の網状構造が付与される。これにより、繊維状熱可塑性接着材料はランド領域において吸収性材料を覆うキャビティを与えることができ、それによりこの吸収性材料を固定する。繊維状接着剤は、例えば、コア製造プロセス中に吸収性層がその基材上に堆積された後、吸収性層上に噴霧することができる。
吸収性物品20は、液体透過性トップシート24、液体不透過性バックシート25、及びトップシート24とバックシート25との間の本発明による吸収性コア28を含んでいる。乳児用テープ付きおむつ20のいくつかの典型的な構成要素を、図2の分解図、及び図3〜4の断面図で更に示す。典型的には、すべての構成要素は、糊剤、熱接合及び加圧接合、ないしはその他の方法を用いて、その他の隣接する構成要素に取り付けられるが、分かりやすさのために、これらの図にはコア−バックシート糊剤接着パターンのみを示す。吸収性物品は、更に、捕捉層52、及び/又は分配層54、シャーシ内の弾性ガスケットカフ32、並びに部分的に立ち上がりのあるバリアレッグカフ34などの更なる典型的な構成要素を含み得る。図には、物品の後縁部12に向かって取り付けられ、物品の前縁部10に向かってランディングゾーンと協働する締着タブ42を含む締着システムなどの、他の典型的なテープ付きおむつ構成要素も示されている。吸収性物品は、後側弾性ウエスト機構、前側弾性ウエスト機構、横方向バリアカフ、ローションの適用、第1又は第2の糊剤、具体的には第1の糊剤に組み込まれ得る、pH指示薬などの尿に反応する湿潤度表示器などといった、図示されていないその他の典型的な構成要素を更に含み得る。
トップシート24は吸収性物品の着用者に面する面の少なくとも一部分を形成し、着用者の皮膚と直接接触する。トップシート24は、バックシート25、吸収性コア28、及び/又は当該技術分野では既知の任意の他の層と接合することができる(本明細書で使用するとき、用語「接合される」は、要素を直接的に他の要素に取り付けることにより、ある要素を他の要素に直接的に固定する構成、及び要素を中間部材に取り付け、それが他の要素に取り付けられることにより、ある要素を間接的に他の要素に固定する構成を包含する)。通常、トップシート24及びバックシート25は、いくつかの箇所(例えば、物品の周辺部又はその近く)で互いに直接接合し、他の箇所では、物品20の1つ又は2つ以上の他の要素へこれらを直接接合することにより、間接的に一体に接合している。
バックシート25は、一般には、ユーザーが装着したときに物品の外部表面の大半を形成する吸収性物品20の部分である。バックシート25は、吸収性コア28の下面290に向かって配置され、その中に吸収及び収容された排泄物がベッドシーツ及び下着などの物品を汚すのを防止する。バックシート25は、典型的には、液体(例えば、尿)に対して不透過性である。バックシート25は、例えば、薄いプラスチックフィルムであってもよく、又はそれを含んでもよく、触感を改善するためにその外表面に薄い不織布を取り付けてもよい。例示的なバックシートフィルムとしては、Tredegar Corporation(Richmond,VA)が製造し、商品名CPC2フィルムで市販されるものが挙げられる。他の好適なバックシート材料としては、物品20から蒸気を逃しながらも滲出物がバックシート25を通過することを防ぐ、通気性材料が挙げられ得る。例示的な通気性材料としては、織布ウェブ、不織布ウェブ、フィルムコーティングされた不織布ウェブなどの複合材料、Mitsui Toatsu Co.(Japan)から商品名ESPOIR NOで製造されるもの、及びTredegar Corporation(Richmond,VA)が製造して商品名EXAIREで販売されるもののようなミクロ孔質フィルム、並びにClopay Corporation(Cincinnati,OH)によって商品名HYTRELブレンドP18−3097で製造されるもののようなモノリシックフィルムなどの材料を挙げることができる。いくつかの通気性複合材料については、国際出願番号第WO95/16746号(E.I.DuPont)、米国特許第5,938,648号(LaVonら)、同第4,681,793号(Linmanら)、同第5,865,823号(Curro)、同第5,571,096号(Dobrinら)、及び同第6,946,585号(London Brown)でより詳細に説明されている。
本発明の吸収性物品は、捕捉層52、分配層54、その両方、又は流体を捕捉及び分配する機能の両方を有する単一層を含み得る。典型的には、SAPは流体の捕捉及び分配を緩慢にし得るので、これらの層はSAPを含まない。先行技術により、多くのタイプの捕捉/分配システムが開示されている。例えば、国際公開第2000/59430号(Daley)、同第95/10996号(Richards)、米国特許第5,700,254号(McDowall)、国際公開第02/067809号(Graef)を参照されたい。
吸収性物品は、締着システムを含んでもよい。締着装置を使用して、吸収性物品を着用者に保持するために吸収性物品の周囲に横方向の張力を付与できる。トレーニングパンツ物品のウエスト領域は既に結合されているので、この締着システムは、トレーニングパンツ物品には必須ではない。締着システムは通常、例えば、テープタブ、フックアンドループ式締着要素、タブ及びスロットのような連結締着具、バックル、ボタン、スナップ、並びに/又は雌雄同体締着要素などの締着具42を含んでもよいが、他の既知のいかなる締着手段も概ね許容される。締着具42が着脱可能に取り付けられるように、通常は、ランディングゾーンが物品の前側ウエスト領域に設けられる。一部の例示的な表面締着システムが、米国特許第3,848,594号、同第4,662,875号、同第4,846,815号、同第4,894,060号、同第4,946,527号、同第5,151,092号、及び同第5,221,274号(Buell)に開示されている。例示的な連結締着システムが米国特許第6,432,098号に開示されている。締着システムは、米国特許第4,963,140号(Robertsonら)に開示されるように、使い捨て構成で物品を保持するための手段を更に提供し得る。
吸収性物品は、当該技術分野で既知であるように、前側耳部46と後側耳部40とを含んでもよい。耳部は、例えば、トップシート及び/又はバックシートからサイドパネルとして形成される、シャーシの一体部分であり得る。あるいは、図2に示されるように、耳部は、糊剤接着及び/又は熱エンボス加工によって取り付けられる別個の要素であってもよい。後側耳部40は、有利には、ランディングゾーン44上へのタブ42の取り付けを容易にし、かつテープ付きおむつを着用者のウエスト周辺の所定の位置に保持するように、伸縮性であってよい。また、前側耳部46は、最初に吸収性物品を着用者に適合するようにフィットさせ、続いて、弾性のある耳部によって吸収性物品の側部が伸縮し得るために、着用期間全体を通し、吸収性物品が滲出物で充填されてからかなりの時間が経過した後もこのフィットを維持することによって、より快適かつ体に巻き付くようなフィット感を提供するために、弾性又は伸張性であってもよい。
おむつ又はトレーニングパンツのような吸収性物品は、典型的には、着用者の脚部周囲における物品のフィット性を改善する構成要素、具体的にはバリアレッグカフ34及びガスケットカフ32を更に含み得る。バリアレッグカフ32は、1個の材料、典型的には、不織布によって形成することができるが、これは、物品の残りの部分に部分的に接合され、例えば、図3に示されるように物品を平ら引っ張った場合にトップシートによって画定される平面から離れる方向に部分的に隆起されて、したがって立ち上がることができる。バリアレッグカフ34は、およそ着用者の胴部と脚部との接合部において、液体及び他の身体滲出物の改善された収容を提供することができる。バリアレッグカフ34は、長手方向軸線の両側にある吸収性物品の前縁部と後縁部との間に少なくとも部分的に延在し、コアの股ポイント(C)に少なくとも隣接して存在する。
吸収性物品は、改善したフィット性及び収容を提供するのに役立つ、少なくとも1つの弾性ウエスト機構(図示せず)を更に含み得る。弾性ウエスト機構は、一般に、弾性的に伸縮して、着用者のウエストに動的に適合することが意図されている。弾性ウエスト機構は、好ましくは、吸収性コア28の少なくとも一方のウエスト縁部から少なくとも長手方向外側に延在し、吸収性物品の背面の少なくとも一部を概ね形成する。使い捨ておむつは、2つの弾性ウエスト機構を有するように構成されてもよく、一方は前側ウエスト領域に定置され、他方は後側ウエスト領域に位置決めされる。弾性ウエスト機構は、米国特許第4,515,595号、同第4,710,189号、同第5,151,092号、及び同第5,221,274号に記載されるものを含む、多数の異なる構成で構築されてもよい。
上記で詳細に説明したコア−バックシート糊剤接着パターンの他に、隣接する層は、層の表面の全体若しくは一部へのスロットコーティング、又は吹付けによる接着剤コーティング、又は熱接合、又は圧力接合、又はこれらの組み合わせなど、従来の接合法を用いて互いに接合することができる。構成要素間の結合の多くは、分かりやすさ及び読みやすさのために図面には示されていない。物品の各層間の結合は、特に除外されない限りは存在するものと見なすべきである。接着剤は、典型的には、例えばバックシートとコアラップとの間などの、異なる層の接着性を改善するために使用され得る。使用される接着剤は、当該技術分野において既知の任意の標準的ホットメルト接着剤であってよい。
上記で詳細に説明した糊剤接着パターンを塗布する方法の他にも、吸収性物品は当該技術分野において既知の任意の従来法によって別の方法で製造してもよい。具体的には、物品は手製であってもよく、又は最新の加工ライン上で高速で工業的に製造することもできる。
別段の指示がない限り、本明細書に示された値は、本明細書で以下に示される方法に従って計測されたものである。別段の指示がない限り、すべての測定は、21℃±2℃及び50%±20% RHで実施される。別段の指定がない限り、この試験を実施する前に、すべての試料は少なくとも24時間、これらの条件に保たれて平衡化されるべきである。別段の指定がない限り、すべての測定は、少なくとも4つの試料で再現されているはずであり、得られた平均値を示す。
CRCは、過剰の液体中で自由膨潤する超吸収性ポリマー粒子によって吸収される液体を測定する。CRCは、EDANA法WSP241.2−05に従って測定される。
この試験を使用して、標準化された様式で吸収性コアのキャリパー(使用前、すなわち、流体充填なし)を測定し得る。
吸収性物品キャリパー試験は、コアのキャリパーの代わりに最終吸収性物品のキャリパーを測定するという差異はありながら、乾燥吸収性コアキャリパー試験についてのように行うことができる。測定点は、上記で定義したコアの股ポイントに垂直方向で対応し得る。吸収性物品が折り畳まれて及び/又はパッケージ中で提供される場合は、測定する物品を広げる及び/又はパッケージの中心エリアから取り出す。パッケージが4超の物品を含む場合、パッケージの各面上の最も外側の2つの物品は試験で使用されない。パッケージが4個を超えるが14個より少ない物品を含む場合には、物品のパッケージ2個以上の試験を完了する必要がある。パッケージが14個以上の物品を含む場合には、物品のパッケージ1個のみの試験を行う必要がある。パッケージが4個以下の物品を含む場合には、パッケージ中のすべての物品を測定し、かつ複数のパッケージの測定を行う必要がある。キャリパーの読み取り値は、物品をパッケージから取り出し、広げ、状態調整してから24±1時間後に取るべきである。製品の物理的操作は最小限であり、必要な試料の調製のみに限定されるべきである。
Claims (15)
- 着用者に面する面、衣類に面する面、及び長手方向軸線(80)を有する個人衛生用の吸収性物品(20)であって、
前記着用者に面する面上のトップシート(24)と、
前記衣類に面する面上のバックシート(26)と、
前記トップシートと前記バックシートとの間の吸収性コア(28)と、を含み、前記吸収性コアが、
超吸収性ポリマー、特に超吸収性粒子を含む吸収性材料(60)、
前記吸収性材料を封入するコアラップ(16、16’)、
前記長手方向軸線の一方の側面に配置された第1のチャネル(26a)、及び前記長手方向軸線のもう一方の側面に配置された第2のチャネル(26b)、を含み、
前記吸収性コアが、少なくとも、
第1の糊剤塗布領域(100)及び第1の糊剤塗布パターンを有する第1の糊剤であって、前記第1の糊剤塗布領域が前記チャネル間に少なくとも部分的に存在する、第1の糊剤と、
第2の糊剤塗布領域(110)及び第2の糊剤塗布パターンを有する第2の糊剤であって、前記第2の糊剤塗布領域が前記チャネル間の外部に少なくとも部分的に存在する、第2の糊剤と、によって前記バックシートに取り付けられていることで特徴付けられ、
前記第1のチャネル及び第2のチャネルが、前記第1の糊剤及び第2の糊剤によって少なくとも部分的に前記バックシートに取り付けられておらず、
前記第1の糊剤の塗布パターンが、前記第2の糊剤の塗布パターンとは異なる、吸収性物品(20)。 - 前記第1の糊剤塗布パターンが連続的であり、具体的には前記第1の糊剤がスロットコーティングされている、請求項1に記載の吸収性物品。
- 前記第2の糊剤塗布パターンが非連続的であり、具体的には前記第2の糊剤が、複数の大型の渦として、複数の小型の渦として、又はランダムに堆積された接着剤繊維として塗布される、請求項1又は2に記載の吸収性物品。
- 前記第2の糊剤塗布領域(110)が前記第1の糊剤塗布領域(100)よりも広く、具体的には、前記第2の糊剤塗布領域が、前記第1の糊剤塗布領域の少なくとも3倍広く又は少なくとも5倍広い、請求項1〜3のいずれか一項に記載の吸収性物品。
- 前記第2の糊剤塗布領域(110)が、長手方向軸線の一方の側面に少なくとも第1の部分(1113)と、前記長手方向軸線のもう一方の側面に少なくとも第2の部分(1114)と、を含み、いずれの部分も前記吸収性コアの全長に沿って延在し、具体的には前記バックシートの全長に沿って延在する、請求項1〜4のいずれか一項に記載の吸収性物品。
- 前記吸収性コアが、第1及び第2の長手方向に延在する側縁部(284、286)を有し、前記長手方向に延在する第1の部分(1113)が、前記第1の長手方向に延在する側縁部(284)と、前記第1のチャネル(26a)と、の間に少なくとも部分的に存在し、前記長手方向に延在する第2の部分(1114)が、前記コアの前記第2の長手方向に延在する側縁部(284)と、前記第2のチャネル(26b)と、の間に少なくとも部分的に存在する、請求項5に記載の吸収性物品。
- 前記吸収性コアが、前縁部(280)及び後縁部(282)を有し、これらの縁部がこれらの全幅に沿って、前記第2の糊剤領域の前部(1110)及び後部(1112)によってそれぞれ取り付けられる、請求項1〜6のいずれか一項に記載の吸収性物品。
- 前記第2の糊剤領域が、概してローマ数字IIの形状を有する、請求項1〜7のいずれか一項に記載の吸収性物品。
- 前記吸収性コアの前記吸収性材料が、前記吸収性材料の20重量%未満のセルロース繊維、具体的には前記吸収性材料の10重量%未満のセルロース繊維を含み、具体的にはセルロース繊維を含まない、請求項1〜8のいずれか一項に記載の吸収性物品。
- 前記チャネルが、吸収性材料によって包囲された、吸収性材料を実質的に含まない領域である、請求項1〜9のいずれか一項に記載の吸収性物品。
- 前記コアラップの前記上面(16)及び下面(16’)が、前記チャネルを介して相互に取り付けられている、請求項1〜10のいずれか一項に記載の吸収性物品。
- 前記第1のチャネル及び前記第2のチャネルが、長手方向に延在して、かつ前記吸収性コアの長さの少なくとも25%である、前記長手方向軸線上に投影された通りの長さを有する、請求項1〜11のいずれか一項に記載の吸収性物品。
- 吸収性コアをバックシートに糊剤接着するプロセスであって、
請求項1〜12のいずれか一項に示される吸収性コアを準備する工程と、
請求項1〜12のいずれか一項に示される第1の糊剤塗布パターンに従って、第1の糊剤塗布領域上のバックシート又は吸収性コア上に第1の糊剤を塗布する工程と、
請求項1〜12のいずれか一項に示される第2の糊剤塗布パターンに従って、第2の糊剤塗布領域上のバックシート又は吸収性コア上に第2の糊剤を塗布する工程と、続いて、
前記バックシートと前記吸収性コアとが前記第1の糊剤及び前記第2の糊剤によって取り付けられるように、前記バックシートと前記吸収性コアとを接触させる工程と、を含む、プロセス。 - 前記第1の糊剤が、スロットコーターなどの接触型塗布器を用いて塗布され、かつ/又は前記第2の糊剤が非接触型塗布器によって塗布される、請求項13に記載のプロセス。
- 前記第2の糊剤が、平行に配設された複数のノズルによって塗布され、コア/バックシートの組み合わせのそれぞれに関して、様々な長さの長手方向に延在する部分を含む第2の糊剤塗布領域を提供するために、前記ノズルのうち少なくともいくつかがオン・オフされる、請求項13又は14に記載のプロセス。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201462068174P | 2014-10-24 | 2014-10-24 | |
| US62/068,174 | 2014-10-24 | ||
| PCT/US2015/056655 WO2016065000A1 (en) | 2014-10-24 | 2015-10-21 | Absorbent article with core-to-backsheet glue pattern comprising two glues |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018247817A Division JP2019069237A (ja) | 2014-10-24 | 2018-12-28 | 2つの糊剤を含むコア−バックシート糊剤パターンを備える吸収性物品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017530813A true JP2017530813A (ja) | 2017-10-19 |
Family
ID=54365444
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017519639A Pending JP2017530813A (ja) | 2014-10-24 | 2015-10-21 | 2つの糊剤を含むコア−バックシート糊剤パターンを備える吸収性物品 |
| JP2018247817A Pending JP2019069237A (ja) | 2014-10-24 | 2018-12-28 | 2つの糊剤を含むコア−バックシート糊剤パターンを備える吸収性物品 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018247817A Pending JP2019069237A (ja) | 2014-10-24 | 2018-12-28 | 2つの糊剤を含むコア−バックシート糊剤パターンを備える吸収性物品 |
Country Status (9)
| Country | Link |
|---|---|
| US (4) | US10285876B2 (ja) |
| EP (1) | EP3209258B1 (ja) |
| JP (2) | JP2017530813A (ja) |
| CN (1) | CN107197622B (ja) |
| BR (1) | BR112017008164B1 (ja) |
| CA (1) | CA2965659C (ja) |
| MX (1) | MX2017005279A (ja) |
| RU (1) | RU2652306C1 (ja) |
| WO (1) | WO2016065000A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020070780A1 (ja) * | 2018-10-01 | 2020-04-09 | 花王株式会社 | 使い捨ておむつ |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| USD783812S1 (en) * | 2013-12-12 | 2017-04-11 | The Procter & Gamble Company | Absorbent article with channels |
| US10285876B2 (en) | 2014-10-24 | 2019-05-14 | The Procter & Gamble Company | Absorbent article with core-to-backsheet glue pattern comprising two glues |
| EP3058918B1 (en) * | 2015-02-17 | 2019-04-17 | The Procter and Gamble Company | Absorbent articles forming a three-dimensional basin |
| EP3058912B1 (en) | 2015-02-17 | 2018-11-07 | The Procter and Gamble Company | Absorbent articles forming a three-dimensional basin |
| EP3058915B1 (en) | 2015-02-17 | 2018-11-07 | The Procter and Gamble Company | Absorbent cores for absorbent articles |
| EP3058910B1 (en) | 2015-02-17 | 2019-04-10 | The Procter and Gamble Company | Absorbent articles forming a three-dimensional basin |
| EP3058916B1 (en) | 2015-02-17 | 2018-01-31 | The Procter and Gamble Company | Package for absorbent articles forming a three-dimensional basin |
| JP6192021B2 (ja) * | 2015-09-30 | 2017-09-06 | 大王製紙株式会社 | 吸収性物品の製造方法 |
| JP6226434B2 (ja) * | 2015-09-30 | 2017-11-08 | 大王製紙株式会社 | 使い捨ておむつ |
| MX2018010721A (es) | 2016-03-28 | 2019-01-21 | Kimberly Clark Co | Metodo para aplicacion de hebras elasticas. |
| US10925776B2 (en) * | 2016-12-22 | 2021-02-23 | Dsg Technology Holdings Ltd. | Disposable floating absorbent core and disposable absorbent assembly including same, and method of making same |
| MY196125A (en) | 2017-12-21 | 2023-03-15 | Essity Hygiene & Health Ab | Absorbent Article and Method for Manufacturing an Absorbent Article |
| US11007095B2 (en) | 2017-12-21 | 2021-05-18 | Essity Hygiene And Health Aktiebolag | Absorbent article and method for manufacturing an absorbent article |
| US10966882B2 (en) | 2017-12-21 | 2021-04-06 | Essity Hygiene And Health Aktiebolag | Absorbent article and method for manufacturing absorbent article |
| EP3727258B1 (en) | 2017-12-21 | 2023-11-15 | Essity Hygiene and Health Aktiebolag | Absorbent article with reduced sagging |
| EP3727262B1 (en) | 2017-12-21 | 2023-11-15 | Essity Hygiene and Health Aktiebolag | Absorbent article comprising strong channel sealing bonds |
| EP3799846A1 (en) | 2017-12-21 | 2021-04-07 | Gdm S.P.A. | Method for manufacturing an absorbent article |
| PL3727259T3 (pl) | 2017-12-21 | 2024-04-02 | Essity Hygiene And Health Aktiebolag | Artykuł chłonny z układem uszczelniającym o stałej szerokości |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001517121A (ja) * | 1997-03-27 | 2001-10-02 | キンバリー クラーク ゲゼルシャフト ミット ベシュレンクテル ハフツング | 吸収用品 |
| JP2006110025A (ja) * | 2004-10-14 | 2006-04-27 | Livedo Corporation | 使い捨て吸収性物品及びその製造方法 |
| JP2011019730A (ja) * | 2009-07-16 | 2011-02-03 | Kao Corp | 吸収性パッド |
| JP2013099451A (ja) * | 2011-11-09 | 2013-05-23 | Kao Corp | 使い捨ておむつ |
| JP2013255560A (ja) * | 2012-06-11 | 2013-12-26 | Kao Corp | 吸収性物品 |
Family Cites Families (97)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3848594A (en) | 1973-06-27 | 1974-11-19 | Procter & Gamble | Tape fastening system for disposable diaper |
| US4045833A (en) * | 1973-08-06 | 1977-09-06 | Johnson & Johnson | Absorbent bed pad |
| US3860003B2 (en) | 1973-11-21 | 1990-06-19 | Contractable side portions for disposable diaper | |
| US3913580A (en) * | 1974-10-16 | 1975-10-21 | Personal Products Co | Adhesively attached absorbent product |
| US3929135A (en) | 1974-12-20 | 1975-12-30 | Procter & Gamble | Absorptive structure having tapered capillaries |
| US4342314A (en) | 1979-03-05 | 1982-08-03 | The Procter & Gamble Company | Resilient plastic web exhibiting fiber-like properties |
| US4324246A (en) | 1980-05-12 | 1982-04-13 | The Procter & Gamble Company | Disposable absorbent article having a stain resistant topsheet |
| US4463045A (en) | 1981-03-02 | 1984-07-31 | The Procter & Gamble Company | Macroscopically expanded three-dimensional plastic web exhibiting non-glossy visible surface and cloth-like tactile impression |
| US4808178A (en) | 1981-07-17 | 1989-02-28 | The Proctor & Gamble Company | Disposable absorbent article having elasticized flaps provided with leakage resistant portions |
| US4909803A (en) | 1983-06-30 | 1990-03-20 | The Procter And Gamble Company | Disposable absorbent article having elasticized flaps provided with leakage resistant portions |
| US4515595A (en) | 1982-11-26 | 1985-05-07 | The Procter & Gamble Company | Disposable diapers with elastically contractible waistbands |
| US4710189A (en) | 1983-03-18 | 1987-12-01 | The Procter & Gamble Company | Shaped disposable diapers with shaped elastically contractible waistbands |
| EP0149880A3 (en) | 1983-05-26 | 1986-07-16 | BASF Aktiengesellschaft | Non-woven webs of synthetic fibres consolidated by means of carboxylated styrene-butadiene latices, and disposable articles made therefrom |
| GB2146887A (en) | 1983-09-26 | 1985-05-01 | Fabric Sales Limited | Disposable diapers |
| US4681793A (en) | 1985-05-31 | 1987-07-21 | The Procter & Gamble Company | Non-occluding, liquid-impervious, composite backsheet for absorptive devices |
| US4629643A (en) | 1985-05-31 | 1986-12-16 | The Procter & Gamble Company | Microapertured polymeric web exhibiting soft and silky tactile impression |
| US4609518A (en) | 1985-05-31 | 1986-09-02 | The Procter & Gamble Company | Multi-phase process for debossing and perforating a polymeric web to coincide with the image of one or more three-dimensional forming structures |
| US4695278A (en) | 1985-10-11 | 1987-09-22 | The Procter & Gamble Company | Absorbent article having dual cuffs |
| US4662875A (en) | 1985-11-27 | 1987-05-05 | The Procter & Gamble Company | Absorbent article |
| US4699622A (en) | 1986-03-21 | 1987-10-13 | The Procter & Gamble Company | Disposable diaper having an improved side closure |
| MA21077A1 (fr) | 1986-10-10 | 1988-07-01 | Procter & Gamble | Article absorbant comportant des doubles manchettes resistant aux fluides . |
| US4846815A (en) | 1987-01-26 | 1989-07-11 | The Procter & Gamble Company | Disposable diaper having an improved fastening device |
| US4963140A (en) | 1987-12-17 | 1990-10-16 | The Procter & Gamble Company | Mechanical fastening systems with disposal means for disposable absorbent articles |
| US4894060A (en) | 1988-01-11 | 1990-01-16 | Minnesota Mining And Manufacturing Company | Disposable diaper with improved hook fastener portion |
| US5006394A (en) | 1988-06-23 | 1991-04-09 | The Procter & Gamble Company | Multilayer polymeric film |
| US4946527A (en) | 1989-09-19 | 1990-08-07 | The Procter & Gamble Company | Pressure-sensitive adhesive fastener and method of making same |
| US5316836A (en) * | 1990-07-02 | 1994-05-31 | Kimberly-Clark Corporation | Sprayed adhesive diaper construction |
| US5151092A (en) | 1991-06-13 | 1992-09-29 | The Procter & Gamble Company | Absorbent article with dynamic elastic waist feature having a predisposed resilient flexural hinge |
| US5221274A (en) | 1991-06-13 | 1993-06-22 | The Procter & Gamble Company | Absorbent article with dynamic elastic waist feature having a predisposed resilient flexural hinge |
| EP0588916B2 (en) | 1991-06-13 | 2001-08-22 | The Procter & Gamble Company | Absorbent article with fastening system providing dynamic elasticized waistband fit |
| US5196000A (en) | 1991-06-13 | 1993-03-23 | The Proctor & Gamble Company | Absorbent article with dynamic elastic waist feature comprising an expansive tummy panel |
| EP0724420B1 (en) | 1993-10-21 | 2000-02-09 | The Procter & Gamble Company | Catamenial absorbent structures |
| US5433715A (en) | 1993-10-29 | 1995-07-18 | Kimberly-Clark Corporation | Absorbent article which includes superabsorbent material located in discrete pockets having water-sensitive and water-insensitive containment structures |
| CN1130182C (zh) | 1993-11-19 | 2003-12-10 | 普罗克特和甘保尔公司 | 具有可在多个方向上伸展的侧翼的吸湿用品 |
| US5643588A (en) | 1994-11-28 | 1997-07-01 | The Procter & Gamble Company | Diaper having a lotioned topsheet |
| EP0657502A1 (en) | 1993-12-13 | 1995-06-14 | Du Pont De Nemours International S.A. | Thermoplastic composition containing compatibilizer |
| US5554145A (en) | 1994-02-28 | 1996-09-10 | The Procter & Gamble Company | Absorbent article with multiple zone structural elastic-like film web extensible waist feature |
| USH1732H (en) | 1994-03-10 | 1998-06-02 | Johnson; Theresa Louise | Absorbent articles containing antibacterial agents in the topsheet for odor control |
| CA2129210A1 (en) | 1994-03-31 | 1995-10-01 | Debra Jean Mcdowall | Liquid distribution layer for absorbent articles |
| US5580411A (en) | 1995-02-10 | 1996-12-03 | The Procter & Gamble Company | Zero scrap method for manufacturing side panels for absorbent articles |
| US5569234A (en) | 1995-04-03 | 1996-10-29 | The Procter & Gamble Company | Disposable pull-on pant |
| US5609587A (en) | 1995-08-03 | 1997-03-11 | The Procter & Gamble Company | Diaper having a lotioned topsheet comprising a liquid polyol polyester emollient and an immobilizing agent |
| US5607760A (en) | 1995-08-03 | 1997-03-04 | The Procter & Gamble Company | Disposable absorbent article having a lotioned topsheet containing an emollient and a polyol polyester immobilizing agent |
| US5571096A (en) | 1995-09-19 | 1996-11-05 | The Procter & Gamble Company | Absorbent article having breathable side panels |
| US5865823A (en) | 1996-11-06 | 1999-02-02 | The Procter & Gamble Company | Absorbent article having a breathable, fluid impervious backsheet |
| US6432098B1 (en) | 1997-09-04 | 2002-08-13 | The Procter & Gamble Company | Absorbent article fastening device |
| US5938648A (en) | 1997-12-03 | 1999-08-17 | The Procter & Gamble Co. | Absorbent articles exhibiting improved internal environmental conditions |
| AU3079599A (en) | 1998-03-12 | 1999-09-27 | Procter & Gamble Company, The | Disposable absorbent article having a skin care composition containing an enzymeinhibitor |
| US6534149B1 (en) | 1999-04-03 | 2003-03-18 | Kimberly-Clark Worldwide, Inc. | Intake/distribution material for personal care products |
| USH1978H1 (en) * | 1999-05-14 | 2001-08-07 | Kimberly-Clark Worldwide, Inc. | Monolithic films having zoned breathability |
| JP3560504B2 (ja) | 1999-06-29 | 2004-09-02 | ユニ・チャーム株式会社 | 使い捨ておむつ |
| US20030105190A1 (en) | 1999-08-05 | 2003-06-05 | Diehl David F. | Latex binder for nonwoven fibers and article made therewith |
| JP3560514B2 (ja) * | 1999-09-29 | 2004-09-02 | ユニ・チャーム株式会社 | 使い捨て体液処理物品 |
| JP3196933B2 (ja) | 1999-09-29 | 2001-08-06 | 株式会社日本吸収体技術研究所 | 繊維状化ホットメルトにより表面被覆加工された吸水性複合体、その製造法及び吸収体物品 |
| JP3719894B2 (ja) | 2000-01-12 | 2005-11-24 | 花王株式会社 | 吸収性物品 |
| US6632504B1 (en) | 2000-03-17 | 2003-10-14 | Bba Nonwovens Simpsonville, Inc. | Multicomponent apertured nonwoven |
| US6946585B2 (en) | 2000-10-23 | 2005-09-20 | Mcneil-Ppc, Inc. | Absorbent article |
| US6881205B2 (en) | 2000-10-27 | 2005-04-19 | Kimberly-Clark Worldwide, Inc. | Independence of components in absorbent articles |
| AU2002228934A1 (en) | 2000-12-07 | 2002-06-18 | National Institute For Strategic Technology Acquisition And Commercialization | Distribution layer having improved liquid transfer to a storage layer |
| BR0206737A (pt) | 2001-01-30 | 2004-02-03 | Procter & Gamble | Composições de revestimento para modificar superfìcies |
| US6753455B2 (en) | 2001-10-26 | 2004-06-22 | Paragon Trade Brands, Inc. | Absorbent core attachment |
| US20030148684A1 (en) | 2002-01-30 | 2003-08-07 | The Procter & Gamble Company | Method for hydrophilizing materials using charged particles |
| US20050008839A1 (en) | 2002-01-30 | 2005-01-13 | Cramer Ronald Dean | Method for hydrophilizing materials using hydrophilic polymeric materials with discrete charges |
| JP4025101B2 (ja) | 2002-03-15 | 2007-12-19 | 株式会社リブドゥコーポレーション | 使い捨て吸収性物品 |
| JP4363842B2 (ja) * | 2002-12-20 | 2009-11-11 | ユニ・チャーム株式会社 | 使い捨て着用物品 |
| EP1911426B1 (en) | 2003-02-12 | 2010-01-20 | The Procter and Gamble Company | Absorbent core for an absorbent article |
| EP1504740B1 (en) | 2003-08-07 | 2013-03-06 | The Procter & Gamble Company | Latex bonded acquisition layer having temperature insensitive liquid handling properties |
| JP4024197B2 (ja) | 2003-10-02 | 2007-12-19 | 花王株式会社 | 吸収性物品 |
| US7160281B2 (en) * | 2003-10-21 | 2007-01-09 | Kimberly-Clark Worldwide, Inc. | Absorbent article having an absorbent structure secured to a stretchable component of the article |
| JP4460878B2 (ja) | 2003-11-20 | 2010-05-12 | ユニ・チャーム株式会社 | 使い捨てのパンツ型着用物品 |
| US20050137549A1 (en) * | 2003-12-22 | 2005-06-23 | Kimberly-Clark Worldwide, Inc. | Use of swirl-like adhesive patterns in the formation of absorbent articles |
| PL1621165T3 (pl) | 2004-07-28 | 2010-09-30 | Procter & Gamble | Pośredni druk AGM |
| BRPI0812418B8 (pt) | 2007-06-18 | 2021-06-22 | Procter & Gamble | artigo absorvente descartável com material polimérico absorvente distribuído de modo substancialmente contínuo e método |
| US20080312622A1 (en) | 2007-06-18 | 2008-12-18 | Harald Hermann Hundorf | Disposable Absorbent Article With Improved Acquisition System |
| JP5075703B2 (ja) | 2008-03-26 | 2012-11-21 | 王子ネピア株式会社 | 吸収性物品 |
| US8206533B2 (en) | 2008-08-26 | 2012-06-26 | The Procter & Gamble Company | Method and apparatus for making disposable absorbent article with absorbent particulate polymer material and article made therewith |
| JP5317685B2 (ja) * | 2008-12-25 | 2013-10-16 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP5815916B2 (ja) * | 2009-03-31 | 2015-11-17 | ユニ・チャーム株式会社 | 吸収性物品 |
| CN102770592A (zh) | 2010-02-25 | 2012-11-07 | 宝洁公司 | 纤维网的粘合样式 |
| EP2563413B1 (en) | 2010-04-30 | 2017-09-13 | The Procter and Gamble Company | Nonwoven having durable hydrophilic coating |
| US8186296B2 (en) | 2010-05-05 | 2012-05-29 | The Procter & Gamble Company | Methods and apparatus for applying adhesives in patterns to an advancing substrate |
| EP2399557B2 (en) | 2010-06-25 | 2017-03-29 | The Procter and Gamble Company | Disposable diaper with reduced bulk |
| US8680362B2 (en) | 2010-06-28 | 2014-03-25 | The Procter & Gamble Company | Substrate coated with a hydrophilic elastomer |
| EP2444046A1 (en) | 2010-10-20 | 2012-04-25 | Vynka Bvba | Environmentally friendly absorbent structure |
| US9974699B2 (en) | 2011-06-10 | 2018-05-22 | The Procter & Gamble Company | Absorbent core for disposable absorbent articles |
| PL2532332T5 (pl) | 2011-06-10 | 2018-07-31 | The Procter And Gamble Company | Pieluszka jednorazowego użytku o zredukowanym połączeniu pomiędzy wkładem chłonnym a warstwą spodnią |
| EP2532329B1 (en) | 2011-06-10 | 2018-09-19 | The Procter and Gamble Company | Method and apparatus for making absorbent structures with absorbent material |
| EP2717820B2 (en) | 2011-06-10 | 2022-09-07 | The Procter & Gamble Company | Absorbent structure for absorbent articles |
| MX341682B (es) | 2011-06-10 | 2016-08-30 | Procter & Gamble | Estructura absorbente para articulos absorbentes. |
| JP2014515983A (ja) | 2011-06-10 | 2014-07-07 | ザ プロクター アンド ギャンブル カンパニー | 使い捨ておむつ |
| JP5851128B2 (ja) | 2011-06-27 | 2016-02-03 | ユニ・チャーム株式会社 | 使い捨て着用物品 |
| JP6027861B2 (ja) | 2012-11-20 | 2016-11-16 | 花王株式会社 | 吸収性物品 |
| EP2740450A1 (en) | 2012-12-10 | 2014-06-11 | The Procter & Gamble Company | Absorbent core with high superabsorbent material content |
| HUE044699T2 (hu) | 2012-12-10 | 2019-11-28 | Procter & Gamble | Folyadékgyûjtõ-eloszlató rendszerrel kiegészített nedvszívó termék |
| EP2740449B1 (en) | 2012-12-10 | 2019-01-23 | The Procter & Gamble Company | Absorbent article with high absorbent material content |
| US9789009B2 (en) * | 2013-12-19 | 2017-10-17 | The Procter & Gamble Company | Absorbent articles having channel-forming areas and wetness indicator |
| US10285876B2 (en) | 2014-10-24 | 2019-05-14 | The Procter & Gamble Company | Absorbent article with core-to-backsheet glue pattern comprising two glues |
-
2015
- 2015-10-20 US US14/887,358 patent/US10285876B2/en active Active
- 2015-10-21 RU RU2017109576A patent/RU2652306C1/ru active
- 2015-10-21 EP EP15787843.0A patent/EP3209258B1/en active Active
- 2015-10-21 JP JP2017519639A patent/JP2017530813A/ja active Pending
- 2015-10-21 MX MX2017005279A patent/MX2017005279A/es unknown
- 2015-10-21 BR BR112017008164-4A patent/BR112017008164B1/pt active IP Right Grant
- 2015-10-21 CA CA2965659A patent/CA2965659C/en active Active
- 2015-10-21 CN CN201580057717.2A patent/CN107197622B/zh active Active
- 2015-10-21 WO PCT/US2015/056655 patent/WO2016065000A1/en active Application Filing
-
2018
- 2018-12-28 JP JP2018247817A patent/JP2019069237A/ja active Pending
-
2019
- 2019-04-02 US US16/372,797 patent/US11364159B2/en active Active
-
2022
- 2022-05-19 US US17/748,077 patent/US11813152B2/en active Active
-
2023
- 2023-10-11 US US18/484,516 patent/US20240033139A1/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001517121A (ja) * | 1997-03-27 | 2001-10-02 | キンバリー クラーク ゲゼルシャフト ミット ベシュレンクテル ハフツング | 吸収用品 |
| JP2006110025A (ja) * | 2004-10-14 | 2006-04-27 | Livedo Corporation | 使い捨て吸収性物品及びその製造方法 |
| JP2011019730A (ja) * | 2009-07-16 | 2011-02-03 | Kao Corp | 吸収性パッド |
| JP2013099451A (ja) * | 2011-11-09 | 2013-05-23 | Kao Corp | 使い捨ておむつ |
| JP2013255560A (ja) * | 2012-06-11 | 2013-12-26 | Kao Corp | 吸収性物品 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020070780A1 (ja) * | 2018-10-01 | 2020-04-09 | 花王株式会社 | 使い捨ておむつ |
| GB2591901A (en) * | 2018-10-01 | 2021-08-11 | Kao Corp | Disposable diaper |
| JPWO2020070780A1 (ja) * | 2018-10-01 | 2021-09-02 | 花王株式会社 | 使い捨ておむつ |
| GB2591901B (en) * | 2018-10-01 | 2022-06-15 | Kao Corp | Disposable diaper |
| JP7168677B2 (ja) | 2018-10-01 | 2022-11-09 | 花王株式会社 | 使い捨ておむつ |
Also Published As
| Publication number | Publication date |
|---|---|
| US10285876B2 (en) | 2019-05-14 |
| CN107197622A (zh) | 2017-09-22 |
| US20160113825A1 (en) | 2016-04-28 |
| US20190224055A1 (en) | 2019-07-25 |
| EP3209258A1 (en) | 2017-08-30 |
| CA2965659A1 (en) | 2016-04-28 |
| BR112017008164B1 (pt) | 2022-06-28 |
| US20240033139A1 (en) | 2024-02-01 |
| US20220273503A1 (en) | 2022-09-01 |
| US11364159B2 (en) | 2022-06-21 |
| US11813152B2 (en) | 2023-11-14 |
| BR112017008164A2 (pt) | 2018-02-20 |
| CN107197622B (zh) | 2020-09-04 |
| WO2016065000A1 (en) | 2016-04-28 |
| JP2019069237A (ja) | 2019-05-09 |
| RU2652306C1 (ru) | 2018-04-25 |
| EP3209258B1 (en) | 2018-11-28 |
| CA2965659C (en) | 2018-12-04 |
| MX2017005279A (es) | 2017-08-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11813152B2 (en) | Absorbent article with core-to-backsheet glue pattern comprising two glues | |
| US11918445B2 (en) | Absorbent article with improved core-to-backsheet adhesive | |
| US11510829B2 (en) | Absorbent core with absorbent material pattern | |
| RU2638754C1 (ru) | Абсорбирующие сердцевины, содержащие каналообразующие области и скрепления в виде с-образных оболочек | |
| US20210030603A1 (en) | Absorbent core with profiled distribution of absorbent material | |
| US10052242B2 (en) | Absorbent core with absorbent material pattern | |
| KR101802684B1 (ko) | 채널-형성 영역 및 습윤 표시기를 갖는 흡수 용품 | |
| US11123240B2 (en) | Absorbent core with transversal folding lines | |
| US20170312146A1 (en) | Absorbent core with profiled distribution of absorbent material | |
| CA2957013A1 (en) | Array of absorbent articles having channel-forming areas | |
| US20180000661A1 (en) | Array of absorbent articles |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170413 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170412 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180322 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180330 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180702 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180831 |