JP2017517663A - タービンエンジンのためのステータセクタ、及び、その製造方法 - Google Patents
タービンエンジンのためのステータセクタ、及び、その製造方法 Download PDFInfo
- Publication number
- JP2017517663A JP2017517663A JP2016554663A JP2016554663A JP2017517663A JP 2017517663 A JP2017517663 A JP 2017517663A JP 2016554663 A JP2016554663 A JP 2016554663A JP 2016554663 A JP2016554663 A JP 2016554663A JP 2017517663 A JP2017517663 A JP 2017517663A
- Authority
- JP
- Japan
- Prior art keywords
- platform
- vane
- opening
- sector
- fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 5
- 239000002131 composite material Substances 0.000 claims abstract description 18
- 239000000835 fiber Substances 0.000 claims description 63
- 239000011159 matrix material Substances 0.000 claims description 28
- 239000011153 ceramic matrix composite Substances 0.000 claims description 16
- 230000002787 reinforcement Effects 0.000 claims description 15
- 239000000463 material Substances 0.000 claims description 14
- 238000000034 method Methods 0.000 claims description 13
- 238000000465 moulding Methods 0.000 claims description 6
- 238000003754 machining Methods 0.000 claims description 2
- 238000000280 densification Methods 0.000 description 10
- HBMJWWWQQXIZIP-UHFFFAOYSA-N silicon carbide Chemical compound [Si+]#[C-] HBMJWWWQQXIZIP-UHFFFAOYSA-N 0.000 description 10
- 239000004744 fabric Substances 0.000 description 8
- 229910010271 silicon carbide Inorganic materials 0.000 description 8
- 239000000919 ceramic Substances 0.000 description 5
- 239000007788 liquid Substances 0.000 description 5
- 239000002243 precursor Substances 0.000 description 5
- 238000011144 upstream manufacturing Methods 0.000 description 5
- 238000009941 weaving Methods 0.000 description 5
- 238000010438 heat treatment Methods 0.000 description 4
- 239000005055 methyl trichlorosilane Substances 0.000 description 4
- JLUFWMXJHAVVNN-UHFFFAOYSA-N methyltrichlorosilane Chemical compound C[Si](Cl)(Cl)Cl JLUFWMXJHAVVNN-UHFFFAOYSA-N 0.000 description 4
- 238000003032 molecular docking Methods 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 3
- 238000004873 anchoring Methods 0.000 description 3
- 229910052799 carbon Inorganic materials 0.000 description 3
- 239000012705 liquid precursor Substances 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 239000007769 metal material Substances 0.000 description 3
- 239000012783 reinforcing fiber Substances 0.000 description 3
- 229920000049 Carbon (fiber) Polymers 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- 239000004917 carbon fiber Substances 0.000 description 2
- 238000005229 chemical vapour deposition Methods 0.000 description 2
- 238000001764 infiltration Methods 0.000 description 2
- 230000008595 infiltration Effects 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229920003257 polycarbosilane Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 229920001709 polysilazane Polymers 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 229920005989 resin Polymers 0.000 description 2
- 239000011347 resin Substances 0.000 description 2
- 239000011343 solid material Substances 0.000 description 2
- 239000002904 solvent Substances 0.000 description 2
- YPIMMVOHCVOXKT-UHFFFAOYSA-N Multisatin Natural products O=C1C(C)C2C=CC(=O)C2(C)C(OC(=O)C(C)=CC)C2C(=C)C(=O)OC21 YPIMMVOHCVOXKT-UHFFFAOYSA-N 0.000 description 1
- 239000011184 SiC–SiC matrix composite Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 238000009940 knitting Methods 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 238000000197 pyrolysis Methods 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000004753 textile Substances 0.000 description 1
Images










Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D9/00—Stators
- F01D9/02—Nozzles; Nozzle boxes; Stator blades; Guide conduits, e.g. individual nozzles
- F01D9/04—Nozzles; Nozzle boxes; Stator blades; Guide conduits, e.g. individual nozzles forming ring or sector
- F01D9/042—Nozzles; Nozzle boxes; Stator blades; Guide conduits, e.g. individual nozzles forming ring or sector fixing blades to stators
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D25/00—Component parts, details, or accessories, not provided for in, or of interest apart from, other groups
- F01D25/005—Selecting particular materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D9/00—Stators
- F01D9/02—Nozzles; Nozzle boxes; Stator blades; Guide conduits, e.g. individual nozzles
- F01D9/04—Nozzles; Nozzle boxes; Stator blades; Guide conduits, e.g. individual nozzles forming ring or sector
- F01D9/041—Nozzles; Nozzle boxes; Stator blades; Guide conduits, e.g. individual nozzles forming ring or sector using blades
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/10—Manufacture by removing material
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/50—Building or constructing in particular ways
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/60—Assembly methods
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2240/00—Components
- F05D2240/10—Stators
- F05D2240/12—Fluid guiding means, e.g. vanes
- F05D2240/128—Nozzles
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2240/00—Components
- F05D2240/80—Platforms for stationary or moving blades
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/60—Properties or characteristics given to material by treatment or manufacturing
- F05D2300/603—Composites; e.g. fibre-reinforced
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/60—Properties or characteristics given to material by treatment or manufacturing
- F05D2300/603—Composites; e.g. fibre-reinforced
- F05D2300/6032—Metal matrix composites [MMC]
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/60—Properties or characteristics given to material by treatment or manufacturing
- F05D2300/603—Composites; e.g. fibre-reinforced
- F05D2300/6033—Ceramic matrix composites [CMC]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02T—CLIMATE CHANGE MITIGATION TECHNOLOGIES RELATED TO TRANSPORTATION
- Y02T50/00—Aeronautics or air transport
- Y02T50/60—Efficient propulsion technologies, e.g. for aircraft
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Structures Of Non-Positive Displacement Pumps (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
Abstract
Description
複数の一体構造のベーン繊維ブランクを作成する段階と、
一体構造のベーン繊維プリフォームを得るために、その繊維ブランクを成形する段階と、
プリフォームによって構成されており且つマトリックスによって高密度化されている繊維補強材を各々が備える複合材料ベーンを得るために、ベーンプリフォームをマトリックスで高密度化する段階と、
第1の端部と第2の端部との間にエアフォイルを画定する、第1の端部と第2の端部とを形成するために、各ベーンを機械加工する段階であって、第1の端部の各々が、第1の端部の周りを延びる肩部を画定するようにエアフォイルの寸法よりも小さい寸法を有する段階と、
ベーンの第1及び第2の端部内にそれぞれのスロット又はノッチを作成する段階と、
第1のプラットフォームのための繊維ブランクと、第2のプラットフォームのための繊維ブランクとを作成する段階と、
円弧形の第1のプラットフォームのための一体構造繊維プリフォームと、円弧形の第2のプラットフォームのための一体構造繊維プリフォームとを得るために、繊維ブランクを成形する段階と、
プリフォームによって構成されており且つマトリックスによって高密度化されている繊維補強材を含む、複合材料で作られており且つ円弧形である第1及び第2のプラットフォームを得るために、第1及び第2のプラットフォームのためのプリフォームをマトリックスによって高密度化する段階と、
第1及び第2のプラットフォーム内に開口部を作成する段階であって、第1のプラットフォーム内の開口部は、ベーンの第1の端部の寸法よりも大きい寸法を有し、及び、第1の端部の各々の周りを延びる肩部が、第1のプラットフォーム内の開口部の寸法よりも大きい寸法を有する段階と、
第2のプラットフォーム内の開口部の中にベーンの第2の端部を係合させる段階と、
ベーンの第2の端部の各スロット又はノッチの中に固定要素を配置する段階と、
第1のプラットフォーム内の開口部の中にベーンの第1の端部を係合させる段階と、
ベーンの第1の端部の各スロット又はノッチの中に固定要素を配置する段階とを含む方法によって実現される。
− 複数の本発明のセクタを有するタービンエンジンステータと、
− 本発明のステータを有するタービンエンジン圧縮機と、
− 本発明の圧縮機を有するタービンエンジン
とを提供する。
− 一次元(unidimensional)(UD)織物、
− 2次元(2D)織物、
− 組紐(braid)、
− 編物(knitted fabric)、
− フェルト(felt)、及び/又は、
− 糸又はトウ(tow)の単一方向(UD)シート、又は、複数のUDシートを互いに異なる方向に重ねることと、例えば、縫合によって、化学結合剤によって、又は、ニードリング(needling)によって、UDシートを相互連結することとによって得られる、多方向(nD)シート
を重ねることによって得られてもよい。
− 一次元(UD)織物、
− 2次元(2D)織物、
− 組紐、
− 編物、
− フェルト、及び/又は、
− 糸又はトウの単一方向(UD)シート、又は、複数のUDシートを互いに異なる方向に重ねることと、例えば、縫合によって、化学結合剤によって、又は、ニードリングによって、UDシートを相互連結することとによって得られる、多方向(nD)シート
の層又は複数の層の積み重ねから得られてもよい。
110 ベーン
111 エアフォイル
112 ベーンの内側端部
113 ベーンの外側端部
120 内側プラットフォーム
121 開口部
123 フック
124 フック
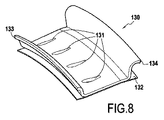
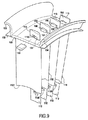
130 外側プラットフォーム
131 開口部
133 取り付けタブ
134 取り付けタブ
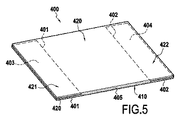
400 繊維ブランク
500 繊維プリフォーム
Claims (10)
- タービンエンジンステータ(600)のセクタ(100)を製造する方法において、
複数の一体構造のベーン繊維ブランク(200)を作成する段階と、
一体構造のベーン繊維プリフォーム(300)を得るために、前記繊維ブランク(200)を成形する段階と、
前記プリフォームによって構成されており且つマトリックスによって高密度化されている繊維補強材を各々が備える複合材料ベーン(110)を得るために、前記ベーンプリフォーム(300)を前記マトリックスで高密度化する段階と、
エアフォイル(111)をその端部の相互間に画定する第1の端部(112)と第2の端部(113)とを形成するために、各ベーン(110)を機械加工する段階であって、前記第1の端部(112)の各々が、前記第1の端部(112)の周りを延びる肩部(1121)を画定するように、前記エアフォイル(11)の寸法よりも小さい寸法を有する、段階と、
前記ベーン(110)の前記第1の端部(112)及び第2の端部(113)内においてそれぞれのスロット又はノッチ(1120、1130)を作成する段階と、
第1のプラットフォームのための繊維ブランク(400)と、第2のプラットフォームのための繊維ブランクとを作成する段階と、
円弧形の前記第1のプラットフォームのための一体構造繊維プリフォーム(500)と、円弧形の前記第2のプラットフォームのための一体構造繊維プリフォームとを得るために、前記繊維ブランクを成形する段階と、
前記プリフォームによって構成されており且つ前記マトリックスによって高密度化されている繊維補強材を含む、複合材料で作られており且つ円弧形である第1のプラットフォーム(120)及び第2のプラットフォーム(130)を得るために、前記第1のプラットフォーム及び前記第2のプラットフォームのためのプリフォームをマトリックスによって高密度化する段階と、
前記第1のプラットフォーム(120)及び前記第2のプラットフォーム(130)内に開口部(121、131)を作成する段階であって、前記第1のプラットフォーム(120)の前記開口部(121)は、前記ベーン(110)の前記第1の端部(112)の寸法よりも大きい寸法を有し、各々の前記第1の端部(112)の周りを延びる前記肩部(1121)は、前記第1のプラットフォーム(120)内の前記開口部(121)の寸法よりも大きい寸法を有する、段階と、
前記第2のプラットフォーム(130)の前記開口部(131)の中に前記ベーン(110)の前記第2の端部(113)を係合させる段階と、
前記ベーン(110)の前記第2の端部(113)の各スロット又はノッチ(1130)の中に固定要素(150)を配置する段階と、
前記第1のプラットフォーム(120)の前記開口部(121)の中に前記ベーン(110)の前記第1の端部(112)を係合させる段階と、
前記ベーン(110)の前記第1の端部(112)の各スロット又はノッチ(1120)の中に固定要素(140)を配置する段階とを含む方法。 - 前記ベーン(110)と、前記第1のプラットフォーム(120)と、前記第2のプラットフォーム(130)と、前記固定要素(140、150)とが、セラミックマトリックス複合材(CMC)材料で作られている請求項1に記載の方法。
- タービンステータ(600)のためのセクタ(100)であって、前記セクタは、マトリックスによって高密度化された繊維補強材を含む複合材料の複数のベーン(110)を備え、前記ベーン(110)の各々は、第1の端部(112)と第2の端部(113)との間を延びるエアフォイル(111)を有し、及び、前記セクタは、さらに、第1のプラットフォーム(120)と第2のプラットフォーム(130)とを備え、前記プラットフォームは、マトリックスによって高密度化されている繊維補強材を含む複合材料の円弧の形状であり、前記第1のプラットフォーム(120)は、前記ベーン(110)の前記第1の端部(112)が中に係合させられる開口部(121)を有し、及び、前記第2のプラットフォーム(130)は、前記ベーン(110)の前記第2の端部(113)が中に係合させられる開口部(131)を有するセクタにおいて、前記第1のプラットフォーム(120)内の前記開口部(121)が、各々の前記ベーン(110)の前記第1の端部(112)と前記開口部(121)との間に隙間(J)を残すように、前記開口部(121)内に係合させられる前記ベーン(110)の前記第1の端部(112)の寸法よりも大きい寸法を有するということと、前記開口部(121)内に係合させられる各々の前記ベーンの前記第1の端部(112)が、前記第1の端部(112)の周りを延びる肩部(1121)を画定するように、前記エアフォイル(111)の寸法よりも小さい寸法を有し、及び、前記肩部が、前記第1のプラットフォーム(120)の前記開口部(121)の寸法よりも大きい寸法を有し、且つ、前記第1のプラットフォーム(120)の表面に接触しているということとを特徴とするセクタ。
- 前記第2のプラットフォーム(130)を超えて延びる各々の前記ベーン(110)の前記第2の端部(113)の部分が、固定要素(150)が中に配置される少なくとも1つのスロット又はノッチ(1130)を含むことを特徴とする請求項3に記載のセクタ。
- 前記第1のプラットフォーム(120)を超えて延びる各々の前記ベーン(110)の前記第1の端部(112)の部分が、固定要素(140)が中に配置される少なくとも1つのスロット又はノッチ(1120)を含むことを特徴とする請求項3又は4に記載のセクタ。
- 前記ベーン(110)と、前記第1のプラットフォーム(120)と、前記第2のプラットフォーム(130)とが、セラミックマトリックス複合材(CMC)材料で作られていることを特徴とする請求項1〜5のいずれか1項に記載のセクタ。
- 前記第1のプラットフォーム(120)は前記ステータセクタ(100)の前記内側プラットフォームに対応することと、前記エアフォイル(111)の前記第1の端部(112)は前記エアフォイルの内側端部に対応し、前記第2のプラットフォーム(130)は前記ステータセクタ(100)の前記外側プラットフォームに対応し、及び、前記エアフォイル(111)の前記第2の端部(113)は前記エアフォイルの前記外側端部に対応することとを特徴とする請求項1〜6のいずれか1項に記載のセクタ。
- 請求項1〜7のいずれか1項に記載の複数のセクタ(100)を有するタービンエンジンステータ(600)。
- 請求項8に記載のステータを有するタービンエンジン圧縮機。
- 請求項9に記載の圧縮機を有するタービンエンジン。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR1451824A FR3018308B1 (fr) | 2014-03-06 | 2014-03-06 | Secteur de stator pour turbomachine et son procede de fabrication |
| FR1451824 | 2014-03-06 | ||
| PCT/FR2015/050512 WO2015132523A2 (fr) | 2014-03-06 | 2015-03-03 | Secteur de stator pour turbomachine et son procede de fabrication |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017517663A true JP2017517663A (ja) | 2017-06-29 |
| JP6649264B2 JP6649264B2 (ja) | 2020-02-19 |
Family
ID=51383789
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016554663A Active JP6649264B2 (ja) | 2014-03-06 | 2015-03-03 | タービンエンジンのためのステータセクタ、及び、その製造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US10190426B2 (ja) |
| EP (1) | EP3114324B1 (ja) |
| JP (1) | JP6649264B2 (ja) |
| CN (1) | CN106103904B (ja) |
| BR (1) | BR112016019941B1 (ja) |
| CA (1) | CA2940565C (ja) |
| FR (1) | FR3018308B1 (ja) |
| RU (1) | RU2684075C2 (ja) |
| WO (1) | WO2015132523A2 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019194474A (ja) * | 2018-05-02 | 2019-11-07 | ゼネラル・エレクトリック・カンパニイ | 噛合い機械的継手を伴うcmcノズルおよび製作 |
Families Citing this family (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10538013B2 (en) * | 2014-05-08 | 2020-01-21 | United Technologies Corporation | Integral ceramic matrix composite fastener with non-polymer rigidization |
| US10781708B2 (en) * | 2014-08-26 | 2020-09-22 | Safran Aircraft Engines | Guide vane made from composite material, comprising staggered attachment flanges for a gas turbine engine |
| FR3041374B1 (fr) * | 2015-09-17 | 2020-05-22 | Safran Aircraft Engines | Secteur de distributeur pour turbomachine avec des aubes refroidies de maniere differentielle |
| FR3065024B1 (fr) * | 2017-04-10 | 2021-01-22 | Safran Aircraft Engines | Anneau de turbine de turbomachine et procede de fabrication d'un tel anneau |
| US10724389B2 (en) | 2017-07-10 | 2020-07-28 | Raytheon Technologies Corporation | Stator vane assembly for a gas turbine engine |
| US10619498B2 (en) * | 2017-09-06 | 2020-04-14 | United Technologies Corporation | Fan exit stator assembly |
| US10808559B2 (en) * | 2018-06-01 | 2020-10-20 | Raytheon Technologies Corporation | Guide vane retention assembly for gas turbine engine |
| US10724387B2 (en) * | 2018-11-08 | 2020-07-28 | Raytheon Technologies Corporation | Continuation of a shear tube through a vane platform for structural support |
| US11267763B2 (en) * | 2019-05-17 | 2022-03-08 | Raytheon Technologies Corporation | Rapid processing of laminar composite components |
| EP3805525A1 (en) | 2019-10-09 | 2021-04-14 | Rolls-Royce plc | Turbine vane assembly incorporating ceramic matric composite materials |
| US11879360B2 (en) * | 2020-10-30 | 2024-01-23 | General Electric Company | Fabricated CMC nozzle assemblies for gas turbine engines |
| FR3116466B1 (fr) * | 2020-11-25 | 2022-11-25 | Safran Ceram | Préforme fibreuse d'un profil aérodynamique d'aube de turbomachine |
| US11512604B1 (en) * | 2021-05-04 | 2022-11-29 | Raytheon Technologies Corporation | Spring for radially stacked assemblies |
| US11655757B2 (en) * | 2021-07-30 | 2023-05-23 | Rolls-Royce North American Technologies Inc. | Modular multistage compressor system for gas turbine engines |
| US11732596B2 (en) | 2021-12-22 | 2023-08-22 | Rolls-Royce Plc | Ceramic matrix composite turbine vane assembly having minimalistic support spars |
| FR3137714A1 (fr) * | 2022-07-07 | 2024-01-12 | Safran Aircraft Engines | Carter d'entrée d'une turbomachine |
| US11952917B2 (en) * | 2022-08-05 | 2024-04-09 | Rtx Corporation | Vane multiplet with conjoined singlet vanes |
| FR3146821A1 (fr) * | 2023-03-21 | 2024-09-27 | Safran Ceramics | Procédé de fabrication d’un secteur d’anneau de turbine |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB865545A (en) * | 1958-04-14 | 1961-04-19 | Napier & Son Ltd | Turbines |
| US6648597B1 (en) * | 2002-05-31 | 2003-11-18 | Siemens Westinghouse Power Corporation | Ceramic matrix composite turbine vane |
| JP2005194903A (ja) * | 2004-01-05 | 2005-07-21 | Mitsubishi Heavy Ind Ltd | 圧縮機静翼環 |
| FR2979573A1 (fr) * | 2011-09-07 | 2013-03-08 | Snecma | Procede de fabrication d'un secteur de distributeur de turbine ou redresseur de compresseur en materiau composite pour turbomachine et turbine ou compresseur incorporant un distributeur ou un redresseur forme de tels secteurs |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB695724A (en) * | 1950-08-01 | 1953-08-19 | Rolls Royce | Improvements in or relating to structural elements for axial-flow turbo-machines such as compressors or turbines of gas-turbine engines |
| US6409472B1 (en) * | 1999-08-09 | 2002-06-25 | United Technologies Corporation | Stator assembly for a rotary machine and clip member for a stator assembly |
| EP1213484B1 (fr) | 2000-12-06 | 2006-03-15 | Techspace Aero S.A. | Etage redressseur d'un compresseur |
| US9068464B2 (en) * | 2002-09-17 | 2015-06-30 | Siemens Energy, Inc. | Method of joining ceramic parts and articles so formed |
| FR2887601B1 (fr) | 2005-06-24 | 2007-10-05 | Snecma Moteurs Sa | Piece mecanique et procede de fabrication d'une telle piece |
| FR2899270A1 (fr) * | 2006-03-30 | 2007-10-05 | Snecma Sa | Aube de redresseur a amenagement de forme localise, secteur de redresseurs, etage de compression, compresseur et turbomachine comportant une telle aube |
| US7625170B2 (en) * | 2006-09-25 | 2009-12-01 | General Electric Company | CMC vane insulator and method of use |
| EP2072760B1 (fr) * | 2007-12-21 | 2012-03-21 | Techspace Aero | Dispositif de fixation d'aubes à une virole d'étage de stator d'une turbomachine et procédé de fixation associé |
| FR2939129B1 (fr) * | 2008-11-28 | 2014-08-22 | Snecma Propulsion Solide | Aube de turbomachine en materiau composite et procede pour sa fabrication. |
| FR2943942B1 (fr) * | 2009-04-06 | 2016-01-29 | Snecma | Procede de fabrication d'une aube de turbomachine en materiau composite |
| FR2946999B1 (fr) | 2009-06-18 | 2019-08-09 | Safran Aircraft Engines | Element de distributeur de turbine en cmc, procede pour sa fabrication, et distributeur et turbine a gaz l'incorporant. |
| FR2953885B1 (fr) | 2009-12-14 | 2012-02-10 | Snecma | Aube de turbomachine en materiau composite et procede pour sa fabrication |
-
2014
- 2014-03-06 FR FR1451824A patent/FR3018308B1/fr active Active
-
2015
- 2015-03-03 BR BR112016019941-3A patent/BR112016019941B1/pt active IP Right Grant
- 2015-03-03 CA CA2940565A patent/CA2940565C/fr active Active
- 2015-03-03 US US15/123,499 patent/US10190426B2/en active Active
- 2015-03-03 CN CN201580012167.2A patent/CN106103904B/zh active Active
- 2015-03-03 EP EP15714556.6A patent/EP3114324B1/fr active Active
- 2015-03-03 JP JP2016554663A patent/JP6649264B2/ja active Active
- 2015-03-03 RU RU2016139110A patent/RU2684075C2/ru active
- 2015-03-03 WO PCT/FR2015/050512 patent/WO2015132523A2/fr active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB865545A (en) * | 1958-04-14 | 1961-04-19 | Napier & Son Ltd | Turbines |
| US6648597B1 (en) * | 2002-05-31 | 2003-11-18 | Siemens Westinghouse Power Corporation | Ceramic matrix composite turbine vane |
| JP2005194903A (ja) * | 2004-01-05 | 2005-07-21 | Mitsubishi Heavy Ind Ltd | 圧縮機静翼環 |
| FR2979573A1 (fr) * | 2011-09-07 | 2013-03-08 | Snecma | Procede de fabrication d'un secteur de distributeur de turbine ou redresseur de compresseur en materiau composite pour turbomachine et turbine ou compresseur incorporant un distributeur ou un redresseur forme de tels secteurs |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2019194474A (ja) * | 2018-05-02 | 2019-11-07 | ゼネラル・エレクトリック・カンパニイ | 噛合い機械的継手を伴うcmcノズルおよび製作 |
Also Published As
| Publication number | Publication date |
|---|---|
| RU2684075C2 (ru) | 2019-04-03 |
| WO2015132523A2 (fr) | 2015-09-11 |
| EP3114324B1 (fr) | 2018-05-02 |
| US20170074110A1 (en) | 2017-03-16 |
| FR3018308B1 (fr) | 2016-04-08 |
| JP6649264B2 (ja) | 2020-02-19 |
| BR112016019941B1 (pt) | 2022-09-27 |
| US10190426B2 (en) | 2019-01-29 |
| RU2016139110A (ru) | 2018-04-06 |
| FR3018308A1 (fr) | 2015-09-11 |
| EP3114324A2 (fr) | 2017-01-11 |
| CA2940565A1 (fr) | 2015-09-11 |
| WO2015132523A3 (fr) | 2016-06-02 |
| CN106103904B (zh) | 2020-05-12 |
| RU2016139110A3 (ja) | 2018-09-14 |
| BR112016019941A2 (ja) | 2017-08-15 |
| CA2940565C (fr) | 2022-04-19 |
| CN106103904A (zh) | 2016-11-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6649264B2 (ja) | タービンエンジンのためのステータセクタ、及び、その製造方法 | |
| US11149569B2 (en) | Flow path assembly with airfoils inserted through flow path boundary | |
| JP7015366B2 (ja) | ガスタービンエンジン用の流路アセンブリおよびその組み立て方法 | |
| CN108930556B (zh) | 从流径边界去耦和附接于流径边界外的喷嘴翼型件 | |
| JP2014518976A (ja) | 複合材料製の脚付きブレードを備えたターボ機械のロータ | |
| US10046482B2 (en) | Method for manufacturing a turbomachine blade made of composite material | |
| JP5599865B2 (ja) | 複合材料から作られるターボ機械ブレードを製造する方法 | |
| US8309197B2 (en) | Integral abradable seals | |
| US9784113B2 (en) | Method of fabricating a turbine or compressor guide vane sector made of composite material for a turbine engine, and a turbine or a compressor incorporating such guide vane sectors | |
| RU2586423C2 (ru) | Лопатка турбинного двигателя с встроенным хвостовиком, изготовленная из композиционного материала | |
| BR112013031756B1 (pt) | Peça de motor de turbina que forma um estator de compressor ou um bocal de turbina, e, método de fabricação de uma peça de motor de turbina | |
| US10364707B2 (en) | Retention assembly for gas turbine engine components | |
| US20240133086A1 (en) | Fibrous texture for a thin-edged composite blade |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180209 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20181212 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20181218 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20190315 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190614 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190903 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191028 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191217 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200116 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6649264 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |