JP2017513719A - 金属クラッドで燃料ノズル素材を製造するための方法 - Google Patents
金属クラッドで燃料ノズル素材を製造するための方法 Download PDFInfo
- Publication number
- JP2017513719A JP2017513719A JP2016541105A JP2016541105A JP2017513719A JP 2017513719 A JP2017513719 A JP 2017513719A JP 2016541105 A JP2016541105 A JP 2016541105A JP 2016541105 A JP2016541105 A JP 2016541105A JP 2017513719 A JP2017513719 A JP 2017513719A
- Authority
- JP
- Japan
- Prior art keywords
- centering means
- hollow body
- capsule
- metal
- core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 239000002184 metal Substances 0.000 title claims abstract description 57
- 229910052751 metal Inorganic materials 0.000 title claims abstract description 57
- 239000000463 material Substances 0.000 title claims abstract description 33
- 238000005253 cladding Methods 0.000 title claims abstract description 30
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 17
- 239000000446 fuel Substances 0.000 title description 5
- 238000001513 hot isostatic pressing Methods 0.000 claims abstract description 46
- 238000003754 machining Methods 0.000 claims abstract description 39
- 239000007787 solid Substances 0.000 claims description 57
- 239000002775 capsule Substances 0.000 claims description 46
- 238000000034 method Methods 0.000 claims description 45
- 239000011248 coating agent Substances 0.000 claims description 4
- 238000000576 coating method Methods 0.000 claims description 4
- 238000011049 filling Methods 0.000 claims description 3
- 238000007789 sealing Methods 0.000 claims description 2
- 239000011343 solid material Substances 0.000 claims description 2
- 229910000831 Steel Inorganic materials 0.000 description 10
- 239000010959 steel Substances 0.000 description 10
- 238000002347 injection Methods 0.000 description 7
- 239000007924 injection Substances 0.000 description 7
- 238000005520 cutting process Methods 0.000 description 6
- 239000000843 powder Substances 0.000 description 6
- 238000007514 turning Methods 0.000 description 5
- 238000003801 milling Methods 0.000 description 4
- 238000005259 measurement Methods 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 229910052582 BN Inorganic materials 0.000 description 2
- PZNSFCLAULLKQX-UHFFFAOYSA-N Boron nitride Chemical compound N#B PZNSFCLAULLKQX-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 238000005553 drilling Methods 0.000 description 2
- 239000007769 metal material Substances 0.000 description 2
- 239000004311 natamycin Substances 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 238000003466 welding Methods 0.000 description 2
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 1
- 229910001315 Tool steel Inorganic materials 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000009760 electrical discharge machining Methods 0.000 description 1
- 238000005242 forging Methods 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000002923 metal particle Substances 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 238000005554 pickling Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images





Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/12—Both compacting and sintering
- B22F3/14—Both compacting and sintering simultaneously
- B22F3/15—Hot isostatic pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/10—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of articles with cavities or holes, not otherwise provided for in the preceding subgroups
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/008—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression characterised by the composition
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/06—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools
- B22F7/08—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of composite workpieces or articles from parts, e.g. to form tipped tools with one or more parts not made from powder
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
- C22C19/05—Alloys based on nickel or cobalt based on nickel with chromium
- C22C19/051—Alloys based on nickel or cobalt based on nickel with chromium and Mo or W
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M61/00—Fuel-injectors not provided for in groups F02M39/00 - F02M57/00 or F02M67/00
- F02M61/16—Details not provided for in, or of interest apart from, the apparatus of groups F02M61/02 - F02M61/14
- F02M61/166—Selection of particular materials
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F02—COMBUSTION ENGINES; HOT-GAS OR COMBUSTION-PRODUCT ENGINE PLANTS
- F02M—SUPPLYING COMBUSTION ENGINES IN GENERAL WITH COMBUSTIBLE MIXTURES OR CONSTITUENTS THEREOF
- F02M61/00—Fuel-injectors not provided for in groups F02M39/00 - F02M57/00 or F02M67/00
- F02M61/16—Details not provided for in, or of interest apart from, the apparatus of groups F02M61/02 - F02M61/14
- F02M61/168—Assembling; Disassembling; Manufacturing; Adjusting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
- B22F2003/247—Removing material: carving, cleaning, grinding, hobbing, honing, lapping, polishing, milling, shaving, skiving, turning the surface
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Composite Materials (AREA)
- General Engineering & Computer Science (AREA)
- Combustion & Propulsion (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Powder Metallurgy (AREA)
- Earth Drilling (AREA)
- Milling Processes (AREA)
- Turning (AREA)
Abstract
熱間等方圧加圧法により、コア(5)及び金属クラッド(60)を有する金属体(50)を製造するための方法であって、底壁(3)、コア(5)及び側壁(4)を備え、クラッド材(8)で充填されている中空体(2)を提供するステップと、HIPのステップの前に、HIPのステップで得られる最終体(20)を金属機械加工装置(30)の中でセンタリングするための少なくとも1つのセンタリング手段(11、12)を有する中空体(2)の底壁(3)及び上壁(9)を提供するステップとを含む方法。【選択図】 図4
Description
本発明は、請求項1の前文によるクラッドを有する金属体を製造するための方法に関する。
熱間等方圧加圧法(HIP)は、金属材料の構成要素を製造するための従来の方法である。この方法により、ニアネットシェイプの複合構成要素を製造し、また同一製品の中で異なる材料を統合することが可能になる。HIPでは、構成要素の最終形状を画定する鋼カプセルが金属粉末で充填され、その後、金属粉末の粒子が中実構成要素(solid component)内に結合するように、高温及び高圧に曝される。
熱間等方圧加圧法は、事前に製造されたコアに金属材料のクラッドを適用するために使用され得る。WO2004/030850A1には、燃料バルブノズルの製造方法が記載される。方法によれば、事前に鍛造されたノズルコア周囲に空間を形成するために、金属管部が配置される。空間には金属粉末が充填され、金属粉末、コア及び管部が中実構成要素内に結合するように、その配置がカプセルで囲まれ、HIPに曝される。
バルブノズルを製造するための類似の方法が、ヨーロッパ特許出願EP12173411に記載される。この方法は、金属機械加工作業中に、中実素材を、コアが延びる底壁及びコア周囲の空間を囲む側壁を備える中空体に形成するステップを含む。空間には、金属クラッド材が充填され、上壁によって閉鎖され、続いてHIPに曝される。
HIP後に、中実構成要素は、典型的には、クラッドをコア上に露出するために、機械加工に曝される。典型的には、機械加工は、旋回又はフライス加工によって実行される。
しかしながら、最終的な圧密化された構成要素は、しばしばHIPプロセス中に変形する。これにより、機械加工装置の中で構成要素を正確に留め、センタリングすることが難しくなるので、構成要素の機械加工に問題が生じる。この結果として、クラッドが正確な厚さに機械加工され得ない。先行技術による更なる欠点は、構成要素の機械加工が、扱いにくい手作業であり、許容構成要素の生産量が低いため、時間及びコストがかかるということである。
結果として、クラッドを有する金属構成要素のHIPによる製造を可能にし、最終構成要素のクラッドの厚さの変動が非常に低くなるよう改良された方法を提示することが、本発明の目的である。本発明の更なる目的は、コスト効果の高い、クラッドを有する金属構成要素の製造方法を実現することである。しかし、本発明の更なる目的は、クラッドを有する金属構成要素の製造方法であって、短時間でほとんど労力をかけずに実行することができる方法を提示することである。
本発明の第1の態様によれば、前述の目的のうちの少なくとも1つは、コア5及び金属クラッド60を有する金属体50を製造するための方法であって、
内部空間6がコア5周囲に形成されるように、底壁3、底壁3から延びるコア5、及び当該底壁3から延び、コア5を囲む側壁4を備える少なくとも1つの中空体2を提供するステップと、
内部空間6を金属クラッド材8で充填するステップと、
上壁9を側壁4上に配置することによって、内部空間6を閉鎖するステップと、
充填された中空体2をカプセル10の中に位置付け、カプセル10から空気を排出し、カプセル10を密閉するステップと、
クラッド材8と中空体2とが結合され、中実体20を形成するように、カプセル10を所定温度、所定圧力で所定時間、熱間等方圧加圧法(HIP)に曝すステップと、
中実体20を金属機械加工装置30の中で機械加工するステップであって、側壁4の少なくとも一部が除去され、露出されたクラッド材8が所定の厚さのクラッド60に機械加工される、機械加工するステップと
を含み、中空体2の底壁3及び上壁9には各々、熱間等方圧加圧法のステップの前に、熱間等方圧加圧法のステップで得られる最終的な中実体20を金属機械加工装置30の中でセンタリングするための少なくとも1つのセンタリング手段11、12が提供されることを特徴とする方法によって実現される。
内部空間6がコア5周囲に形成されるように、底壁3、底壁3から延びるコア5、及び当該底壁3から延び、コア5を囲む側壁4を備える少なくとも1つの中空体2を提供するステップと、
内部空間6を金属クラッド材8で充填するステップと、
上壁9を側壁4上に配置することによって、内部空間6を閉鎖するステップと、
充填された中空体2をカプセル10の中に位置付け、カプセル10から空気を排出し、カプセル10を密閉するステップと、
クラッド材8と中空体2とが結合され、中実体20を形成するように、カプセル10を所定温度、所定圧力で所定時間、熱間等方圧加圧法(HIP)に曝すステップと、
中実体20を金属機械加工装置30の中で機械加工するステップであって、側壁4の少なくとも一部が除去され、露出されたクラッド材8が所定の厚さのクラッド60に機械加工される、機械加工するステップと
を含み、中空体2の底壁3及び上壁9には各々、熱間等方圧加圧法のステップの前に、熱間等方圧加圧法のステップで得られる最終的な中実体20を金属機械加工装置30の中でセンタリングするための少なくとも1つのセンタリング手段11、12が提供されることを特徴とする方法によって実現される。
熱間等方圧加圧法のステップの前に、センタリング手段を中空体の中に提供することによって、たとえ中実体がHIP中に変形されたとしても、HIPが行われた中実体を金属機械加工装置の中で中実体のコアの中心に対して正確にセンタリングすることが可能である。続いて、コアの中心からある距離と決定されている所定の厚さにクラッドを機械加工することによって、コア周囲のクラッド厚は、非常に狭い許容範囲内に維持され得る。
発明の原理が、図8を参照して更に説明される。図8は、底壁3、上壁9及びコア5を含む中空体2を備える中実のHIPが行われた構成要素20の縦断面図を概略的に示す。コア5は、クラッド材8で埋められる。カプセル10は、中実体を囲む。突起円錐台状及び円錐台凹部状のセンタリング手段11、12が、底壁3及び上壁9に提供される。
図8は、HIPプロセス中に生じた変形を概略的に示している。この変形は、ある程度、異方性がある場合が多く、特に、細長円筒形状の構成要素の場合、HIPが行われた本体の周囲は、不均等に変形することがある。
しかしながら、図8は概略であり、変形の異方性が例示的理由から著しく誇張されていると理解すべきである。また、実際には、変形はもっと複雑である。
本発明によれば、センタリング手段11及び12は、HIPの前に、中空体の底壁3及び上壁9の中心(位置X1)に適用される。焼締中に、カプセル10及び中実体20の周囲は、図8に示されるように径方向に異方変形する。しかしながら、センタリング手段11及び12の位置は、変形に影響されない。続いて中実体が、旋盤の中で旋回形態の機械加工作業に曝されると、中実体2は、線X1に沿って、対応するセンタにより、金属機械加工装置の中でセンタリングされ得る。中実体2は、次にコア5の真の中心に対してセンタリングされ、機械加工作業は、コア周囲での厚さの変動が非常に小さいクラッドを得ることになる。
従来のクラッド構成要素(センタリング手段を含まない)製造の場合、中実体20の端は、典型的には、チャックによって把持され、ゆえに中実体は、チャックの中心に対してセンタリングされることになる。しかしながら、中実体の周囲が異方変形するので、チャックの中心は、事前に製造された本体のコアの中心と一列にならないだろう。その代わりに、中実体は、コアの中心からずれた線X2に沿って、センタリングされることになる。中実体が機械加工されると、センタリングのずれにより、中実体が偏心的に回転することになり、コアでの厚さ変動が起こるだろう。
本発明の更なる実施形態及び利点が、従属請求項及び以下の詳細な説明で開示される。
本発明の方法が、以下で、ディーゼルエンジン用の、特に二行程式ディーゼルエンジン用の燃料注入ノズル素材の製造を参照して、詳しく説明されることになる。より詳細については、参照することによりその内容が組み込まれている、出願人の未公開ヨーロッパ特許出願EP12173411を参照されたい。
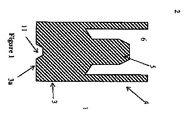
方法の第1のステップでは、中空体2が提供される。図1は、円筒形であり、回転対称形状を有する中空体2の側面図を概略的に示す。中空体2は、例えば、AISI H13/SS2242などの工具鋼で製造され得る。中空体2は、コア5及び側壁4が延びる底壁2を有している。コア5は、底壁3の中心から延び、側壁4は、底壁の周囲から延びる。側壁4は、コア5を囲み、即ち、コア5と同軸であり、ゆえに空間6は、壁4の内周とコア5の外周との間に限定される。縦方向に、側壁4は、コア5を越えて延びる。これにより、側壁4の内周は、径方向における空間6の境界を決定し、縦方向における側壁4の延長が、空間6の上方への延長を決定する。底壁3は、中空体2がHIPカプセルの底に直立して設置され得るように、実質的に平らな端面3aを有する。クラッド構成要素の製造に中空体を使用することによる利点は、側壁4の提供が、HIP中に中空体の径方向により均質な変形をもたらすことである。これにより、次いでクラッドの厚さ変動は低くなる。更なる利点は、同時にいくつかのノズル素材を効率的に製造するのに適している充填された中空体を事前に準備してもよいことである。
発明の方法の第1の代替例によれば、中空体2は、金属の中実素材、即ち、例えば、鋼の中実円筒棒などの単一の金属片を機械加工することによって製造される。中実鋼素材は、コア5、空間6及び側壁4が素材1の一端で形成され、底壁3を素材の他端に残すように、金属が素材から除去される、例えば、フライス加工などの、金属機械加工作業に曝される。その利点は、中空体の様々な部品、即ち、コア及び底壁から上壁を互いに対して非常に正確に位置付けられることである。更に、中空体の部品同士を互いに取り付けるための溶接などの補助的な作業は必要ない。
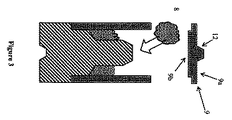
発明の方法の第2の代替例によれば(図3を参照)、中空体2は、管部19を事前に形成されたノズル事前体(pre−body)1上に取り付けることによって形成される。ノズル事前体1は、例えば、可能であれば機械加工と組み合わせて、鍛造又は鋳造によって製造され得る。ノズル事前体は、コア5及び底壁3を備える。底壁3の上方部分は、コア5のベースを囲み、これによって管部19に支持表面を提供するショルダ3bを備える。管部19は、その端面の一方がショルダ3a上で支持され、管部がコア5を囲み且つ縦方向にコアを越えて延びるように、配置される。これにより、管部19は、側壁4となり、コア5周囲に空間6を形成する。好ましくは、管部の端は、HIP中に安定した位置に維持されるように、底壁3に溶接される。この事前に製造される事前体を製造する方法は、高速かつ安価である。管部19は、1312(E235)などの建築用鋼で製造され得る。
第2のステップでは(図3を参照)、コア5が金属クラッド材8に埋められるように、空間6が金属クラッド材8で充填される。好ましくは、金属クラッド材8は、金属粉末である。粉末を使用する利点は、これにより、コアが複雑な形態であろうとも、空間6を容易に充填できることである。金属クラッド材8は、コア5と異なる化学組成を有している。本実施形態は、燃料注入ノズルに関し、金属クラッド材の目的は、ノズルのコア部分上に耐食層を提供することである。したがって、金属クラッド材が、例えば、NiCr49Nb1、NiCr22W6Al5又はNiCr22MoNbTiなどのニッケル系合金から成ることが好ましい。充填後、金属クラッド材8は、すべての隙間が中空体(図示されず)において確実に充填されるように、スタンピング又はシェイキングによって圧縮され得る。
第3のステップでは、中空体2が閉鎖される。これによって、上壁9が、側壁4の上端の最上部に配置される。上壁9(図3を参照)は、側壁4の上端で支持されている下側9b、及び中空体2から離れた方向に向けられている上側9aを備える。上壁9は、中空体2の上端を完全に覆い、これにより中空体を閉鎖する蓋を形成するように設計される。後の排気ステップにおいて中空体から空気を吐き出すことができるように、上壁9は側壁4の上端に密閉されないとする。上壁9は、1312(E235)などの建築用鋼で製造され得る。
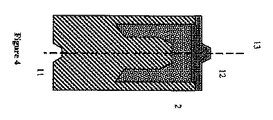
本発明によれば、充填された中空体2の底壁3及び上壁9には、最終的にHIPが行われた本体を金属機械加工装置の中でセンタリングするためのセンタリング手段11、12が提供される。図4は、充填された中空体2の中のセンタリング手段の位置を概略的に示す。第1のセンタリング手段11が、底壁3の端面3bに提供され、第2のセンタリング手段12が、上壁9の上側9aに提供される。
明らかに、センタリング手段は、クラッド材によって覆われていない、ゆえにクラッド材がない、中空体の位置に提供されるべきである。
好ましくは、センタリング手段11及び12は、コア5の中心及び両センタリング手段11、12を縦方向に通る真っすぐな線13に沿って位置合わせされるように、底壁と上壁の中心に位置する。
中空体の底壁及び上壁双方のセンタリング手段は、好ましくは、従来の金属機械加工装置の対応するセンタが係合するように設計される。本発明によれば、「金属機械工具」又は「機械工具」としても知られている「金属機械加工装置」は、旋盤又はフライス加工切削工具(milling cutter)などの金属切削機械であり得る。金属機械加工装置はまた、放電機械加工デバイスでもあり得る。
好ましくは、金属機械加工装置は、旋盤、即ち、旋回によって鋼を機械加工するための装置である。更に以下で説明されるように、旋盤についてのセンタは、円錐体状又は円錐台状のいわゆる「雄型センタ」である。代替的には、旋盤のセンタは、「テーパスリーブ」としても知られている、円錐形状の開口を有するスリーブ状のいわゆる「雌型センタ」である。そのようなセンタは、例えば、the company Rohm (ROHM GmbH, Heinrich−Rohm−Strase 50,89567 バーデン=ヴュルテンベルク州、ドイツ)から市販されている。
それゆえ、中空体におけるセンタリング手段は、「雄型センタリング手段」又は「雌型センタリング手段」の形態である。雄型センタリング手段は、例えば、円錐体状又は円錐台状の突起要素である。雌型センタリング手段は、凹部、即ち、穴である。例えば、雌型センタリング手段は、円錐体又は円錐台の形状を有する凹部又は穴の形態である。中空体のセンタリング手段が旋盤の中で市販のセンタを補完することが好ましい。しかしながら、雄型センタリング手段は、任意の形状の突起要素であり得、雌型センタリング手段は、任意の形状の凹部であり得る。
図4では、円錐台形状の凹部の形態の雌型センタリング手段11が、底壁3の端面3aに提供される。中空体2が次に直立した位置にしっかりと設置され得るので、中空体2の下方端面に雌型センタリング手段を提供することが好ましい。突起円錐台状の雄型センタリング手段12は、上壁9の上面9aに提供される。
雄型センタリング手段又は雌型センタリング手段のどちらかが、中空体2の上壁又は底壁に提供され得ることが明らかである。例えば、雄型センタリング手段が底壁3に提供され得、雌型センタリング手段が上壁9に提供され得る、又はその逆であり得る。また、雄型センタリング手段を底壁3及び上壁9の双方に提供することも可能である。或いは、雌型センタリング手段を中空体2の底壁3及び上壁9の双方に提供することも可能である。
雌型センタリング手段、例えば、凹部又は穴などは、穿孔又はフライス加工によって実現され得る。雄型センタリング手段、例えば、円錐体又は円錐台などは、中空体の底壁又は上壁の端面の機械加工によって実現され得る。また、円錐体を機械加工し、続いて溶接により中空体の上壁又は底壁に取り付けることにより、事前に製造された円錐体又は円錐台を実現することも可能である。
中空体は、次いでカプセル10(図5を参照〉の中に設置される。カプセルは、好ましくは、閉鎖された底端を含む鋼管である。好ましくは、鋼管は、低炭素鋼から製造される。カプセルの長さは、少なくとも1つの中空体の長さよりも大きい。しかしながら、図5に示されるように、複数の中空体は、典型的には、単一のカプセルの中で同時にHIPが行われる。複数の中空体は、2若しくはそれを上回る、5若しくはそれを上回る、又はそれ以上などの任意の数であり得る。例えば、複数の中空体は、2〜10又は2〜20であり得る。したがって、カプセルの長さは、HIPの対象となり得る複数の中空体の全長、即ち、個々の中空体の長さの合計よりも大きい。管状カプセルの壁圧は、HIP中にカプセルの内側が確実に密閉されるほど十分に大きい(通常は少なくとも1mm)。カプセルの内径は、中空体の外径よりわずかに大きい。例えば、Dcapsule/Dhollow bodyとして定義されているカプセルの内径と中空体の外径との割合は、1〜1.10の範囲内である。
図5を参照すると、複数の中空体2は、カプセル10の中で重なり合ってとめられる。隣接する中空体の互いへの結合を回避するために、中空体の上面9a及び底面3aには、冶金的結合を防止するコーティングが施される。例えば、コーティングは、窒化ホウ素である。
中空体の雌型センタリング手段が、HIP中に変形する可能性があり、又は閉じてしまう可能性さえあり得る。これを回避するために、中空体をカプセル内に挿入する前に、カバー片40をカプセルの底に設置してもよい。カバー片40は、カプセルの底で支持される1つの表面40aと、雌型センタリング手段に嵌め込むように適合されている突起要素40cを含む1つの表面40bとを備える。この場合、突起要素40cは、円錐台である。カバー片40の突起要素40cは、カプセル10の中で、第1の中空体2の雌型センタリング手段11を埋め、センタリング手段11がHIP中に変形するのを防止する。明らかに、カバー片にもまた、結合防止のために窒化ホウ素コーティングが施される。更に、充填及び閉鎖された中空体は、続いてカプセル内に挿入され、重なり合うようにとめられる。これにより、1つの中空体2の雄型センタリング手段12が、次の中空体2の雌型センタリング手段11で受けられる。最上中空体2の最上部に、第2のカバー片40が設置される。第2の端片は、最上の中空体の雄型センタリング手段12を受けるように適合されている凹部40dを含む1つの表面40bを備える。反対の表面40aは、平坦であり、カプセルの開口に向けられている。第2のカバー片40の配置は、最上中空体の雄型センタリング手段がHIP中にカプセルに損傷を与えるのを防止する。カバー片の設計が中空体の中でセンタリング手段に適合され得ることが明らかである。
記載されたカプセルの中へのいくつかの中空体の配置は、当然、大量の注入ノズル製造の費用効率が高い方法である。しかしながら、雌型センタリング手段が底部にあり、雄型センタリング手段が最上部にある、記載された中空体の配置は、更なる利点を提供する。第1に、この配置は、個々の中空体を互いに対してステープル(staple)にロックし、中空体のステープルがHIP中に比較的安定した状態を保つようにする。第2に、記載された配置により、1つの中空体での雌型センタリング手段は、別の中空体の雄型センタリング手段によって、HIP中の変形から保護される。したがって、最下中空体の雌型センタリング手段を保護するために、1つのカバー片が必要とされるだけである。これにより、コストが更に削減される。
好ましくは、雄型センタリング手段は、最大60度、好ましくは、40〜60度の傾斜角を有する円錐台の形態を有する。好ましくは、雌型センタリング手段は、同一形状の円錐台、即ち、最大60度、好ましくは、40〜60度の傾斜角を有する穴である。試験は、これらの寸法を有する雄型センタリング手段が、HIP中に雌型センタリング手段の変形をほとんど又は全くもたらさないことを示した。試験はまた、これらの寸法により、雄型センタリング手段が、HIP中に雌型センタリング手段に嵌り込むのを防止することも示した。これにより、中空体は、HIP後に互いから容易に分離され得る。
すべての中空体がカプセルの中に位置付けられると、開口10cを有する蓋10bが、カプセルの上端上方で溶接される。カプセルは、クラッディングのコアへの結合に悪影響がある空気を含み得る。したがって、空気は、カプセルの中で真空に引くことによって、カプセル10から排出される。蓋の開口を通して真空引きが行われ、続いて、カプセルが密閉されるように、蓋の開口が溶接閉鎖される。
その後、中空体2が、熱間等方圧加圧法(HIP)(図6を参照)に曝される。これにより、中空体を含むカプセルは、HIP炉100の中に設置され、金属クラッド材、コア、側壁、上壁及び底壁が互いに結合し、密な中実の最終本体となるように、所定温度、所定圧力に所定時間曝される。典型的には、炉の中の圧力は、700〜1100バールの範囲内、好ましくは、900〜1100バール、最も好ましくは、およそ1000バールである。温度は、最低溶融点を含む材料の溶融点未満に選択される。温度が溶融点に近づけば近づくほど、脆い縞(brittle streaks)が形成され得る溶融相形成のリスクはますます高くなる。しかしながら、低温では、拡散工程は減速し、HIPが行われた材料が除去できない多孔性を含み、材料間の金属結合が弱まるだろう。結果的に、温度は、900〜1200℃の範囲内、好ましくは、1100〜1200℃、最も好ましくは、およそ1150℃である。HIP工程の期間は、構成要素のサイズ次第で決まるが、効率的な生産性のためには短時間が好ましい。したがって、HIPステップの期間は、いったん前述の圧力及び温度に到達してしまえば、1〜4時間の範囲内である。HIP工程の完了後、前述の中実体は、好ましくは、アニーリングなどの任意の適した熱処理に曝され得る。HIP後、中実体は、カプセルを切削することによって分離される。カプセルは、例えば、酸洗によって、個々の中実体から除去され得る。カプセルはまた、個々の中実体に残ったままでもよく、その代わりに機械加工中に除去されてもよい。図8は、HIP後の中実体を示す。
方法の最終ステップでは、HIP工程から生じた中実体が、金属機械加工作業に曝され、当該作業では、側壁4のすくなくとも一部が除去され、露出されたクラッド材8が所定の厚さのクラッド60に機械加工される。典型的には、機械加工作業は、旋盤における旋回によって実行される。
図7は、旋盤30の形態の金属機械加工装置30を概略的に示す。旋盤は、フェースドライバ32が結合される主軸台31を備える。フェースドライバ32は、旋盤(図示されず)のドライブユニットによって回転され、中実体20に係合し、フライス加工中に中実体20を回転させる。中実体に係合するために、フェースドライバ32には、中実体20の端面3aに食い込む硬化されたドライブピン33が提供され、そのため、フェースドライバの回転運動が中実体20に移動する。フェースドライバの中心に、円錐台状の雄型センタ34が位置する。旋盤の雄型センタは、中実体の雌型センタリング手段11に係合するように適合される。ゆえに、金属機械加工装置のセンタが、中実体の中のセンタリング手段に係合し得るように、及びその逆になるように設計される。
旋盤の心押し台35は、円錐台状の内部形状を有するテーパスリーブ37から成る雌型センタ36を備える。スリーブは、中実体20の上壁9で雄型センタリング手段12を受けるように適合される。センタは、それ自体が旋盤の心押し台に取り付けられるシャフト(図示されず)を更に備える。この場合、センタは、心押し台の中に回転可能に配置される回りセンタである。しかしながら、センタはまた、いわゆる止まりセンタでもあり得る。金属切削工具38、即ち、旋盤工具又は旋盤鋼が、中実体から金属を除去するために提供される。
作業中にフェースドライバの雄型センタ34が、中実体の第1の端面3aの雌型センタリング手段11に挿入され、旋盤の心押し台の雌型センタ37が、中実体20の第2の端面4aの雄型センタリング手段12を受ける。フェースドライバが、旋盤の心押し台の雌型センタに向かって中実体をプレスし、同時にドライブビン33が、中実体の端面3aに押し込まれる。中実体は、旋盤の雄型センタ及び雌型センタの双方が中実体の雄型センタリング手段及び雌型センタリング手段と係合すると、旋盤でセンタリングされる。
必要であれば、中実体20のセンタリング手段11、12は、旋盤で中実体をセンタリングする前に、露出されてもよい。例えば、手持ち工具で粉砕し、カプセルの一部を除去することにより、露出されてもよい。
中実体のセンタリング後に、所望の厚さのクラッドが実現するまで旋回が行われる。これは、旋盤の制御システムが、事前に製造された本体の中心と旋盤工具との所定の距離でプログラムされるので、実現される。旋回中に、側壁4の少なくとも一部が、旋盤切断工具38によって除去される。典型的には、側壁全体が除去される。次に、露出されたクラッド材はまた、所定の距離に到達し、所定の厚さのクラッドが得られるまで、旋盤工具によって除去される。
その後、注入ノズル素材(injection nozzle blank)は、例えば、穿孔及びクラッドの更なる機械加工など、更なる機械加工に曝され、最終的な注入ノズルになり得る。
本発明が、以下で、比較例を参照して説明されることになる。
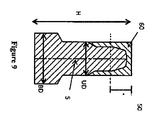
本発明の方法に従って、6つの注入ノズル素材が製造された。注入ノズルは、粉末状のクラッド材NiCr22MoNbTiで充填された鋼AISI H13/SS2242の中空体を備えていた。ノズル素材は、以下の寸法を有していた(図9参照)。高さ(H)62.7mm、ベース直径(BD):32.5mm、上部直径(UD):21.5mm。
ノズル素材製造に使用された事前に製造された本体には、最上部に円錐台状の雄型センタリング手段と、底部に更に円錐台状の雌型センタリング手段とが提供された。雄型センタリング手段は、ベース直径11mm、高さ5.5mm、及び傾斜角60度であった。
6つの事前に製造された本体が、カプセルに設置され、圧力970バール、温度1150℃で1時間、HIPが行われた。引き続き、中実体が、Okuma Space Turn LB3000EXという種類の旋盤で機械加工された。旋盤には、中実体の上壁及び底壁のセンタリング手段に対応するフェースドライバ及び心押し台にセンタが提供された。
旋回後、ノズルが最上部から14〜16mmの位置で切削され、切削面が光学顕微鏡で調べられ、クラッド層の厚さが決定された。図9の破線は、切削位置を示す。切削面周囲で4回の測定が行われ、最大表示度数及び最小表示度数が記録された。
比較として、6つの更なるノズルが製造され、前述のように測定の対象とされた。しかしながら、これらのノズル用に事前に製造された本体には、センタリング手段が提供されなかった。比較のノズルも、前述のように旋盤の中で旋回させたが、中実体の一端のチャックによって留められた。
測定結果が表1に示される。

この結果は、従来の方法で製造されたノズルと比較して、本発明の方法により製造されたノズルでは、はるかに狭い誤差のクラッド厚が実現されたことを示した。本発明のノズルの目標とされたクラッド厚は3mmであり、コア周囲の測定された厚さの変動は、0.03〜0.12mmの範囲内である。比較すると、比較ノズルは、コア周囲で0.16〜0.95mmの範囲内で変動するクラッド厚を有している。
Claims (14)
- コア(5)及び金属クラッド(60)を有する金属体(50)を製造するための方法であって、
内部空間(6)が前記コア(5)周囲に形成されるように、底壁(3)、前記底壁(3)から延びるコア(5)、及び前記底壁(3)から延び、前記コア(5)を囲む側壁(4)を備える少なくとも1つの中空体(2)を提供するステップと、
前記内部空間(6)を金属クラッド材(8)で充填するステップと、
上壁(9)を前記側壁(4)上に配置することによって、前記内部空間(6)を閉鎖するステップと、
前記充填された中空体(2)をカプセル(10)の中に位置付け、前記カプセル(10)から空気を排出し、前記カプセル(10)を密閉するステップと、
前記クラッド材(8)が前記中空体(2)に結合され、中実体(20)が形成されるように、前記カプセル(10)を所定温度、所定圧力で所定時間、熱間等方圧加圧法(HIP)に曝すステップと、
前記中実体(20)を金属機械加工装置(30)の中で機械加工するステップであって、前記側壁(4)の少なくとも一部が除去され、露出された前記クラッド材(8)が所定の厚さのクラッド(60)に機械加工される、機械加工するステップと
を含み、
前記中空体(2)の前記底壁(3)及び前記上壁(9)には、前記熱間静水圧プレスのステップの前に、前記熱間等方圧加圧法のステップで得られる最終的な前記中実体(20)を前記金属機械加工装置(30)の中でセンタリングするための少なくとも1つのセンタリング手段(11、12)が各々提供されることを特徴とする方法。 - 前記最終的な中実体(20)が、前記最終的な中実体(20)の中の前記センタリング手段(11、12)と前記金属機械加工装置(30)の中の対応するセンタ(34、37)との間の係合によって、前記金属機械加工装置(30)の中でセンタリングされる、請求項1に記載の方法。
- 前記センタリング手段(11、12)が、雄型センタリング手段(12)又は雌型センタリング手段(11)である、請求項1又は2に記載の方法。
- 前記雄型センタリング手段(12)が、円錐体又は円錐台である、請求項1から3の何れか一項に記載の方法。
- 前記雌型センタリング手段(11)が、円錐体の形状を有する凹部、又は円錐台の形状を有する凹部である、請求項1から3の何れか一項に記載の方法。
- 前記センタリング手段(11、12)が、前記熱間等方圧加圧法の前に、前記底壁(3)の中心及び前記中空体(2)の前記上壁(9)の中心に提供され、前記中空体(2)の前記コア(5)の中心及び両センタリング手段(11、12)を通って延びる垂直軸(13)に沿って位置合わせされる、請求項1から5の何れか一項に記載の方法。
- 前記カプセル(10)の中に少なくとも第1のカバー片(40)を配置するステップを含み、前記カバー片(40)が、雌型センタリング手段(11)で完全に受けられるように適合されている突起部(40c)を備え、又は前記カバー片(40)が、雄型センタリング手段(12)を完全に受けるように適合されている凹部(40d)を備える、請求項1から6の何れか一項に記載の方法。
- 前記中空体(2)が、中実素材(1)から金属が除去される金属機械加工作業によって形成される、請求項1から7の何れか一項に記載の方法。
- 管部(19)が前記コア(5)周囲で前記側壁(4)を形成するように前記コア(5)が延びる前記底壁(3)を備える事前体(1)に前記管部(19)を取り付けることによって、前記中空体(2)が製造される、請求項1から7の何れか一項に記載の方法。
- 複数の中空体(2)を製造し、前記中空体(2)を重なり合うように前記カプセル(10)の中に設置するステップを含む、請求項1から9の何れか一項に記載の方法。
- 前記各中空体(2)の前記底壁(3)が雌型センタリング手段(11)を備え、前記各中空体(2)の前記上壁(9)が雄型センタリング手段(12)を備え、前記雌型及び雄型センタリング手段は、前記雄型センタリング手段を前記雌型センタリング手段で完全に受けることができるように適合される、請求項10に記載の方法。
- 前記複数の中空体(2)の前記底壁(3)及び/又は前記上壁(9)には、隣接する前記中空体(2)の結合を防止するコーティング(21)が提供される、請求項11に記載の方法。
- 前記カプセル(10)の中に第1のカバー片(40)を設置し、次に前記中空体(2)を重なり合うように前記カプセルの中に位置付けるステップを含み、前記カバー要素(40)が、前記カプセル(10)の底に向けられている第1の表面(40a)、及び前記雌型センタリング手段(11)で完全に受けられるように適合されている突起部(40c)を備える第2の表面(40b)を有する、請求項11又は12に記載の方法。
- 前記金属機械加工装置(30)が旋盤である、請求項1から13の何れか一項に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP13199002.0 | 2013-12-20 | ||
| EP13199002 | 2013-12-20 | ||
| PCT/EP2014/075109 WO2015090831A1 (en) | 2013-12-20 | 2014-11-20 | A method for manufacturing a fuel nozzle blank with a metallic cladding |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2017513719A true JP2017513719A (ja) | 2017-06-01 |
Family
ID=49882894
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016541105A Pending JP2017513719A (ja) | 2013-12-20 | 2014-11-20 | 金属クラッドで燃料ノズル素材を製造するための方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20160361766A1 (ja) |
| EP (1) | EP3083113B1 (ja) |
| JP (1) | JP2017513719A (ja) |
| KR (1) | KR20160101115A (ja) |
| CN (1) | CN105828987A (ja) |
| DK (1) | DK3083113T3 (ja) |
| WO (1) | WO2015090831A1 (ja) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3075472B1 (en) * | 2015-03-31 | 2017-05-10 | O.M.T. Officine Meccaniche Torino S.p.A. | A method for producing a nozzle for injectors of internal combustion engines |
| EP3210703B1 (en) | 2016-02-29 | 2018-08-15 | Sandvik Intellectual Property AB | A tool body, a tool and a method for manufacturing a tool body |
| GB2562533B (en) * | 2017-05-19 | 2021-11-17 | Bodycote H I P Ltd | Components |
| US20200122233A1 (en) * | 2018-10-19 | 2020-04-23 | United Technologies Corporation | Powder metallurgy method using a four-wall cylindrical canister |
| US11701726B2 (en) * | 2021-10-05 | 2023-07-18 | Collins Engine Nozzles, Inc. | Material deposition for fluid injectors |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5479882A (en) * | 1977-12-06 | 1979-06-26 | Kobe Steel Ltd | Method of forming odd-shaped object by hot hydraulic pressing |
| JPH02122003A (ja) * | 1988-10-07 | 1990-05-09 | Boehler Gmbh | 複合材料部材を製造するための原材料 |
| JP2006502334A (ja) * | 2002-10-07 | 2006-01-19 | マーン・ベー・オグ・ドバルドヴェー・ディーゼール・アクティーゼルスカブ | ディーゼルエンジンの燃料バルブのためのノズルを製造する方法、及び、ノズル |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE513277C2 (sv) * | 1999-08-18 | 2000-08-14 | Flow Holdings Gmbh Sagl Llc | Anordning för hetisostatisk pressning |
| DE10220735A1 (de) * | 2002-05-08 | 2003-11-20 | Patent Treuhand Ges Fuer Elektrische Gluehlampen Mbh | Verfahren zum Herstellen einer Metall-Keramik-Verbindung |
| EP2450557B1 (en) * | 2009-06-30 | 2016-11-30 | Nippon Piston Ring Co., Ltd. | Fuel injection nozzle for internal combustion engine, nozzle blank and manufacturing method thereof |
| FI20105340A0 (fi) * | 2010-03-31 | 2010-03-31 | Metso Minerals Inc | Menetelmä ja järjestelmä kappaleen valmistamiseksi kuumaisostaattisella puristuksella, keerna, pinnoitteen esivalmiste, sekä keernan käyttö |
-
2013
- 2013-11-20 US US15/106,381 patent/US20160361766A1/en not_active Abandoned
-
2014
- 2014-11-20 EP EP14800063.1A patent/EP3083113B1/en not_active Not-in-force
- 2014-11-20 WO PCT/EP2014/075109 patent/WO2015090831A1/en active Application Filing
- 2014-11-20 JP JP2016541105A patent/JP2017513719A/ja active Pending
- 2014-11-20 DK DK14800063.1T patent/DK3083113T3/da active
- 2014-11-20 KR KR1020167019513A patent/KR20160101115A/ko not_active Application Discontinuation
- 2014-11-20 CN CN201480069922.6A patent/CN105828987A/zh active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5479882A (en) * | 1977-12-06 | 1979-06-26 | Kobe Steel Ltd | Method of forming odd-shaped object by hot hydraulic pressing |
| JPH02122003A (ja) * | 1988-10-07 | 1990-05-09 | Boehler Gmbh | 複合材料部材を製造するための原材料 |
| JP2006502334A (ja) * | 2002-10-07 | 2006-01-19 | マーン・ベー・オグ・ドバルドヴェー・ディーゼール・アクティーゼルスカブ | ディーゼルエンジンの燃料バルブのためのノズルを製造する方法、及び、ノズル |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2015090831A1 (en) | 2015-06-25 |
| DK3083113T3 (da) | 2020-01-20 |
| EP3083113A1 (en) | 2016-10-26 |
| EP3083113B1 (en) | 2019-11-06 |
| US20160361766A1 (en) | 2016-12-15 |
| CN105828987A (zh) | 2016-08-03 |
| KR20160101115A (ko) | 2016-08-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2017513719A (ja) | 金属クラッドで燃料ノズル素材を製造するための方法 | |
| US9248503B2 (en) | Powder metal forging and method and apparatus of manufacture | |
| US20100266438A1 (en) | Method and device for producing annular, rotationally symmetrical workpieces made of metal and/or ceramic powder | |
| CN108031967A (zh) | 无倾角搅拌摩擦焊的顶锻力自补偿搅拌工具及焊接方法 | |
| CN109794539A (zh) | 一种二次曲线头罩旋压成形方法 | |
| CN103522014A (zh) | 激光组合焊接厚壁金刚石钻头制造方法 | |
| US20050166400A1 (en) | Ring gear and manufacturing method for such a ring gear | |
| CN108942123B (zh) | 非晶柔轮及其制备方法 | |
| JP2017511427A (ja) | クラッド構成要素を製造するための方法 | |
| US8253063B2 (en) | Method for making a solenoid actuator | |
| CN102560135A (zh) | 一种整体铜坩埚以及整体锻造加旋压生产铜坩埚的方法 | |
| US20220032351A1 (en) | Method for the manufacture of multimaterial roll and the multimaterial roll | |
| CN105345405B (zh) | 一种农机车轮轮辋滚型工艺 | |
| EP2679323B1 (en) | A method of producing a metallic body provided with a metallic cladding | |
| CN113458416B (zh) | 造形物的制造方法 | |
| US4445810A (en) | Method of making a cutting member and article produced thereby | |
| JP2006272419A (ja) | 粉末成形用金型の製造方法 | |
| JP3805947B2 (ja) | 中空鍛造品の成形方法 | |
| EP3075472B1 (en) | A method for producing a nozzle for injectors of internal combustion engines | |
| CN110088428A (zh) | 用于圆柱形零件的制造方法 | |
| CN102773660A (zh) | 螺旋锥制造工艺 | |
| JPS6326253A (ja) | 二層管の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170920 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180725 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180911 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20190402 |