JP2017140731A - Blow molding apparatus, blow molded article, and blow molding method - Google Patents
Blow molding apparatus, blow molded article, and blow molding method Download PDFInfo
- Publication number
- JP2017140731A JP2017140731A JP2016022676A JP2016022676A JP2017140731A JP 2017140731 A JP2017140731 A JP 2017140731A JP 2016022676 A JP2016022676 A JP 2016022676A JP 2016022676 A JP2016022676 A JP 2016022676A JP 2017140731 A JP2017140731 A JP 2017140731A
- Authority
- JP
- Japan
- Prior art keywords
- parison
- blow molding
- blow
- unit
- molding material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 238000000071 blow moulding Methods 0.000 title claims abstract description 168
- 239000012778 molding material Substances 0.000 claims abstract description 88
- 230000002093 peripheral effect Effects 0.000 claims abstract description 47
- 238000004519 manufacturing process Methods 0.000 claims abstract description 27
- 230000013011 mating Effects 0.000 claims abstract description 12
- 238000010438 heat treatment Methods 0.000 claims abstract description 7
- 229920005989 resin Polymers 0.000 claims description 73
- 239000011347 resin Substances 0.000 claims description 73
- 238000001125 extrusion Methods 0.000 claims description 53
- 230000007246 mechanism Effects 0.000 claims description 42
- 238000000465 moulding Methods 0.000 claims description 19
- 229920003002 synthetic resin Polymers 0.000 claims description 7
- 239000000057 synthetic resin Substances 0.000 claims description 7
- 238000002844 melting Methods 0.000 claims description 6
- 230000008018 melting Effects 0.000 claims description 6
- 239000000758 substrate Substances 0.000 claims 2
- 238000013459 approach Methods 0.000 abstract description 4
- 238000007664 blowing Methods 0.000 abstract description 3
- 229910052751 metal Inorganic materials 0.000 abstract description 3
- 239000002184 metal Substances 0.000 abstract description 3
- 210000000078 claw Anatomy 0.000 description 36
- 239000010410 layer Substances 0.000 description 25
- 230000004048 modification Effects 0.000 description 13
- 238000012986 modification Methods 0.000 description 13
- 239000004033 plastic Substances 0.000 description 11
- 229920003023 plastic Polymers 0.000 description 11
- 238000010586 diagram Methods 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 238000002347 injection Methods 0.000 description 5
- 239000007924 injection Substances 0.000 description 5
- 238000005034 decoration Methods 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 239000003086 colorant Substances 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 2
- 239000004743 Polypropylene Substances 0.000 description 2
- 239000002537 cosmetic Substances 0.000 description 2
- 230000003247 decreasing effect Effects 0.000 description 2
- 238000001514 detection method Methods 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- -1 polyethylene Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920001155 polypropylene Polymers 0.000 description 2
- 238000007639 printing Methods 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 230000001360 synchronised effect Effects 0.000 description 2
- PXGOKWXKJXAPGV-UHFFFAOYSA-N Fluorine Chemical compound FF PXGOKWXKJXAPGV-UHFFFAOYSA-N 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 239000012790 adhesive layer Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 239000003638 chemical reducing agent Substances 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 238000007667 floating Methods 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 238000010102 injection blow moulding Methods 0.000 description 1
- 238000002372 labelling Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 238000010422 painting Methods 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 239000002453 shampoo Substances 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images










Landscapes
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
Abstract
Description
本発明は、ブロー成形(中空成形、ダイレクトブロー成形)による合成樹脂製の成形品(プラスチックボトル等)の製造技術に関し、特に、簡易な製造装置で安価な製造コストで、側面の内面(内周面)および外面(外周面)の少なくとも一方の面(周面)に、異なる色彩または同じ色彩の直線状の模様またはスパイラル状の模様が施された成形品を製造することのできる技術(ブロー成形装置、ブロー成形品およびブロー成形方法)に関する。なお、本発明に係るブロー成形品はプラスチックボトルに限定されるものではない。 The present invention relates to a technology for manufacturing a synthetic resin molded product (plastic bottle, etc.) by blow molding (hollow molding, direct blow molding), and in particular, with a simple manufacturing device at an inexpensive manufacturing cost, the inner surface (inner circumference) Technology that can produce molded products with different colors or linear patterns or spiral patterns of the same color on at least one surface (peripheral surface) of the outer surface and outer surface (peripheral surface) Apparatus, blow molded article and blow molding method). The blow-molded product according to the present invention is not limited to a plastic bottle.
合成樹脂製のブロー成形品の1種であるブロー成形容器(プラスチックボトル)は、従来より種々の用途に使用されているが、特に容器の加飾性が商品力の大きな部分を占める化粧料用、シャンプー用等の容器においては、塗装、印刷、ラベルの貼付等により加飾性を発揮させ、他社製品と差別化するようにしている。
このようなプラスチックボトルの製造方法としては、ダイレクトブロー成形、2軸延伸ブロー成形、インジェクションブロー成形などが広く用いられている。ダイレクトブロー成形方法は、特開平07−214653号公報(特許文献1)に開示されるように、押出機から押し出された筒状のパリソン(略中空円筒形状のチューブ)を、ブロー金型の一対の割り金型で挟み込み、この挟み込んだパリソンの内部(中空円筒形状の中空円筒部)に圧縮空気を吹き込んで中空品を成形する。
Blow-molded containers (plastic bottles), which are a type of blow-molded product made of synthetic resin, have been used for a variety of applications. For cosmetics, where the decorativeness of the container occupies a large part of the product power. In shampoo and other containers, they are made different from other companies' products by exhibiting their decorative properties by painting, printing, labeling, etc.
As a method for producing such a plastic bottle, direct blow molding, biaxial stretch blow molding, injection blow molding and the like are widely used. As disclosed in Japanese Patent Application Laid-Open No. 07-214653 (Patent Document 1), the direct blow molding method uses a cylindrical parison (substantially hollow cylindrical tube) extruded from an extruder as a pair of blow molds. A hollow product is formed by blowing compressed air into the inside of the sandwiched parison (hollow cylindrical portion).
このようなダイレクトブロー成形方法により製造されるプラスチックボトルに装飾的効果を与える目的でボトル側面に縦方向のストライプやスパイラルの模様を施すことがある。
ブロー成形方法においてプラスチックボトルの側面の外面にこれらの模様を成形するには、まず金型に彫刻し、その金型に吹き込み空気の圧力で樹脂を倣わせることにより外面に模様を表す方法が一般的であった。しかし、ストライプ模様等を施すための金型の加工では、凹面部に立体的な彫刻をしなければならないため手数が多く、製造コストが高くなる欠点があった。さらに、金型彫刻により外面に凹凸が表されたボトルはその後の加飾特に印刷、スタンプ加工などが困難になる欠点があった。さらに、ボトルを化粧液など粘性の高い液体の容器として用いる場合にボトルの内面が平滑であると、ボトルを傾けたときに口部の全体が液体で塞がれてスムーズに空気を取り入れることができず、液体の排出に手間取る問題があった。
For the purpose of giving a decorative effect to the plastic bottle manufactured by such a direct blow molding method, a vertical stripe or spiral pattern may be provided on the side of the bottle.
In order to mold these patterns on the outer surface of the side surface of the plastic bottle in the blow molding method, there is a method of first engraving a mold and expressing the pattern on the outer surface by following the resin with the pressure of air blown into the mold. It was general. However, in the processing of a mold for applying a stripe pattern or the like, there is a drawback in that the number of steps is increased because the concave portion must be three-dimensionally engraved, and the manufacturing cost is increased. Furthermore, the bottles with irregularities on the outer surface by mold engraving have the disadvantage that subsequent decorations, especially printing and stamping, are difficult. Furthermore, when the bottle is used as a container for highly viscous liquids such as cosmetic liquids, if the inner surface of the bottle is smooth, when the bottle is tilted, the entire mouth may be blocked with liquid and air can be taken in smoothly. There was a problem that it took time to discharge the liquid.
このような問題に鑑みて、特開2001−322161号公報(特許文献2)は、ブロー成形方法においてプラスチックボトルの側面の内面にこれらの模様を成形する方法を開示する。この特許文献2は、プラスチックボトルの製造工程において、インジェクションコアー側面にらせん状の溝を設けたことを特徴とする、ブロー成形による内面模様付きボトルの製造方法を開示する。
In view of such a problem, Japanese Patent Application Laid-Open No. 2001-322161 (Patent Document 2) discloses a method of forming these patterns on the inner surface of the side surface of a plastic bottle in a blow molding method. This
この製造方法によると、インジェクションコアーの側面にらせん状の溝が彫刻されているので、押出機から押し出された一定の塑性を有する溶融樹脂はらせん状の溝に沿って前進して、押出機の環状開口から吐出されるパリソンも旋回しながら前進して、パリソンの内面にはらせん状の溝と補形をなすスパイラル模様が順次形成される。このパリソンをブロー成形することにより、側面の内面がスパイラル模様を有しその外面が平滑なプラスチックボトルを得ることができる。 According to this manufacturing method, since the spiral groove is engraved on the side surface of the injection core, the molten resin having a certain plasticity extruded from the extruder advances along the spiral groove, and the extruder The parison discharged from the annular opening also advances while rotating, and a spiral pattern that complements the spiral groove is sequentially formed on the inner surface of the parison. By blow molding this parison, a plastic bottle having a spiral pattern on the inner surface of the side surface and a smooth outer surface can be obtained.
しかしながら、特許文献2に開示された製造方法では、側面の内面がスパイラル模様を有しその外面が平滑なプラスチックボトルを得ることができても、インジェクションコアー側面にらせん状の溝を設ける必要があり、一般的なブロー成形機を用いて製造できるものではない。特に、このようにインジェクションコアー側面に設けられたらせん状の溝は直線状ではないために、溶融樹脂の押出時に抵抗となり押出性能が低下するなる可能性、インジェクションコアーからの溶融樹脂の離型が困難になる可能性、を排除できない。このような可能性を排除するためには押出機構を改良しなければならないために、装置の構造が複雑になったり成形品の製造コストが上昇したりする。このため、特許文献2に開示された製造方法では、簡易な製造装置で安価な製造コストで、側面の内面にスパイラル模様が施された成形品を製造することは困難である可能性が高い。
However, in the manufacturing method disclosed in
本発明は、上述した問題点に鑑みて開発されたもので、その目的とするところは、ブロー成形において、簡易な製造装置で安価な製造コストで、側面の内面(内周面)および外面(外周面)の少なくとも一方の面(周面)に、異なる色彩または同じ色彩の直線状の模様またはスパイラル状の模様が施された成形品を製造することのできる、ブロー成形装置、ブロー成形品およびブロー成形方法を提供することである。 The present invention has been developed in view of the above-described problems, and the object of the present invention is to provide an inner surface (inner peripheral surface) and an outer surface of a side surface at a low manufacturing cost with a simple manufacturing apparatus in blow molding ( A blow molding device, a blow molded product and a blow molded product capable of producing a molded product having a different color or a linear pattern or spiral pattern of the same color on at least one surface (peripheral surface) of the outer peripheral surface) It is to provide a blow molding method.
上記目的を達成するため、本発明に係るブロー成形装置は以下の技術的手段を講じている。
すなわち、本発明に係るブロー成形装置は、ブロー成形法により合成樹脂製の成形品を製造する成形装置であって、第1の成形材料を加熱溶融させた略中空円筒形状の基体層の内周面および外周面の少なくとも一方の周面から出っ張るように形成されるとともに前記パリソンの押し出し方向に沿って形成される1以上の凸部を備えた非円環断面形状のパリソンを、ダイスヘッドから下方へ押し出す押し出し機構と、前記押し出されたパリソンを金型で挟み込んでブロー成形するブロー成形機構とを含み、前記凸部は、前記基体層を形成する第1の成形材料とは前記ダイスヘッド内の樹脂通路が異なる第2の成形材料で形成される。
In order to achieve the above object, the blow molding apparatus according to the present invention employs the following technical means.
That is, the blow molding apparatus according to the present invention is a molding apparatus for producing a molded product made of synthetic resin by a blow molding method, and the inner circumference of a substantially hollow cylindrical base layer obtained by heating and melting the first molding material. A parison having a non-annular cross-sectional shape formed so as to protrude from at least one of the peripheral surface and the outer peripheral surface and having one or more convex portions formed along the extrusion direction of the parison is formed below the die head. And a blow molding mechanism for sandwiching the extruded parison with a mold and blow molding, and the convex portion is a first molding material forming the base layer in the die head. The resin passages are formed of different second molding materials.
好ましくは、前記ダイスヘッドは、ハウジングおよび2以上のマンドレルにより構成される、加熱溶融された前記第1の成形材料が流れる第1の樹脂通路と、加熱溶融された前記第2の成形材料が流れる第2の樹脂通路とを含み、前記第1の樹脂通路と前記第2の樹脂通路とは前記ダイスヘッドの内部で合流しないように構成することができる。
さらに好ましくは、前記第1の成形材料の色彩と前記第2の成形材料の色彩とが異なるように構成することができる。
Preferably, the die head includes a housing and two or more mandrels. The first resin passage through which the heat-melted first molding material flows and the heat-melted second molding material flow. A second resin passage, and the first resin passage and the second resin passage may be configured not to merge inside the die head.
More preferably, the color of the first molding material and the color of the second molding material can be different.
さらに好ましくは、前記ブロー成形装置は、前記押し出し機構から押し出されたパリソンを把持して捻回する捻回機構をさらに含み、前記ブロー成形機構は、前記捻回機構により捻回されたパリソンを金型で挟み込んでブロー成形し、前記捻回機構は、前記押し出し機構から押し出されたパリソンの端部を把持するための把持手段と、前記パリソンの押し出し方向に平行な軸を回転軸として、前記パリソンの端部を把持した把持手段を所定の角度分だけ回転するための回転手段とを含むように構成することができる。 More preferably, the blow molding device further includes a twisting mechanism for gripping and twisting the parison extruded from the push-out mechanism, and the blow-molding mechanism is configured to use the parison twisted by the twisting mechanism as a metal. The twisting mechanism is sandwiched between molds and blow-molded. The twisting mechanism includes a gripping means for gripping an end of the parison extruded from the push-out mechanism, and an axis parallel to the push-out direction of the parison as a rotation axis. And a rotating means for rotating the gripping means that grips the end portion by a predetermined angle.
さらに好ましくは、前記押し出し機構は、前記パリソンを連続的に押し出し、前記捻回機構は、前記パリソンの押し出し速度に対応させて前記パリソンの端部を把持した把持手段を前記回転軸方向に沿って下方へ移動するための移動手段をさらに含むように構成することができる。
さらに好ましくは、前記押し出し機構は、前記パリソンの略中空円筒形状を維持するために前記パリソンの中空部にエアーを流通させながら前記パリソンを押し出し、前記把持手段は、前記エアーの流通を阻害しないように、前記パリソンの端部を把持するように構成することができる。
More preferably, the push-out mechanism continuously pushes out the parison, and the twisting mechanism has a gripping means that grips an end of the parison corresponding to the push-out speed of the parison along the rotational axis direction. A moving means for moving downward may be further included.
More preferably, the push-out mechanism pushes out the parison while circulating air through the hollow portion of the parison in order to maintain the substantially hollow cylindrical shape of the parison, and the gripping means does not hinder the flow of air. In addition, it can be configured to grip the end of the parison.
さらに好ましくは、前記ブロー成形機構は、前記把持手段による把持が解除されたパリソンをブロー成形し、前記所定の角度は、前記ブロー成形後の成形品における捻り角度に、前記把持が解除されたパリソンが前記金型で挟み込まれるまでに戻る角度に対応させた角度分だけ余分に加えた角度であるように構成することができる。
さらに好ましくは、前記ブロー成形機構は、前記把持手段による把持が解除されたパリソンをブロー成形し、前記把持手段は、前記パリソンの端部の外筒面を一対のチャックで挟持し、前記金型は、対向させた合わせ面が離隔接近する少なくとも2つに分割された金型であって、前記回転手段は、前記チャックが解除されたパリソンにおいて前記チャックにより挟持されたことにより形成された略平らな平面が、前記合わせ面を含む平面と略平行になるように、前記パリソンの端部を把持した把持手段の回転を停止するように構成することができる。
More preferably, the blow molding mechanism blow-molds a parison released from gripping by the gripping means, and the predetermined angle is a twist angle in the molded product after the blow molding, and the parison released from gripping. Can be configured such that the angle is added by an angle corresponding to the angle returned until it is sandwiched between the molds.
More preferably, the blow molding mechanism blow-molds a parison released from gripping by the gripping means, and the gripping means sandwiches the outer cylindrical surface of the end of the parison with a pair of chucks, and the mold Is a mold divided into at least two facing mating surfaces separated from each other, wherein the rotating means is formed by being held by the chuck in the parison where the chuck is released. It can be configured that the rotation of the gripping means that grips the end of the parison is stopped so that a flat surface is substantially parallel to the plane including the mating surface.
また、本発明の別の態様に係るブロー成形品は、上述したブロー成形装置により製造される。
また、本発明のさらに別の態様に係るブロー成形方法は、ブロー成形法により合成樹脂製の成形品を製造する成形方法であって、第1の成形材料を加熱溶融させた略中空円筒形状の基体層の内周面および外周面の少なくとも一方の周面から出っ張るように形成されるとともに前記パリソンの押し出し方向に沿って形成される1以上の凸部を備えた非円環断面形状のパリソンを、ダイスヘッドから下方へ押し出す押出ステップと、前記押し出されたパリソンを金型で挟み込んでブロー成形する成形ステップとを含み、前記凸部は、前記基体層を形成する第1の成形材料とは前記ダイスヘッド内の樹脂通路が異なる第2の成形材料で形成される。
Moreover, the blow molded product which concerns on another aspect of this invention is manufactured with the blow molding apparatus mentioned above.
A blow molding method according to still another aspect of the present invention is a molding method for producing a molded product made of synthetic resin by a blow molding method, and has a substantially hollow cylindrical shape obtained by heating and melting the first molding material. A parison having a non-circular cross-sectional shape formed so as to protrude from at least one of the inner peripheral surface and the outer peripheral surface of the base layer and having one or more convex portions formed along the direction of extrusion of the parison. , An extrusion step of extruding downward from a die head, and a molding step of sandwiching the extruded parison with a mold and blow molding, wherein the convex portion is the first molding material forming the base layer The resin passages in the die head are formed of different second molding materials.
本発明によれば、ブロー成形において、簡易な製造装置で安価な製造コストで、側面の内面(内周面)および外面(外周面)の少なくとも一方の面(周面)に、異なる色彩または同じ色彩の直線状の模様またはスパイラル状の模様が施された成形品を製造することのできる、ブロー成形装置、ブロー成形品およびブロー成形方法を提供することができる。 According to the present invention, in blow molding, at least one surface (peripheral surface) of the inner surface (inner peripheral surface) and the outer surface (outer peripheral surface) of the side surface is different in color or the same at a low cost with a simple manufacturing apparatus. It is possible to provide a blow molding apparatus, a blow molded product, and a blow molding method capable of producing a molded product on which a color linear pattern or spiral pattern is applied.
以下、本発明の実施の形態に係るブロー成形装置10について図面を参照して説明する。以下に示す図は、模式的な図であるため、一部の部品の支持部材が記載されておらず宙に浮いた状態の部品があったり、このブロー成形装置10を動作させるために必要な駆動機器(モーター、エアシリンダ等)、制御機器(光電センサ、近接センサ等)が記載されていなかったりする。なお、確認的に記載するが、「押出」と「押し出し」とに意味に差異はない。
Hereinafter, a
また、以下においては、本発明の実施の形態に係るブロー成形装置により製造される成形品はプラスチックボトル(以下において単にボトルと記載する場合がある)Bであるとして説明するが、本発明はこのような成形品に限定されるものではなく、中空成形、ダイレクトブロー成形で製造可能な成形品(たとえば、自動車用のエアダクト)等であっても構わない。 In the following description, the molded product manufactured by the blow molding apparatus according to the embodiment of the present invention will be described as a plastic bottle B (hereinafter sometimes simply referred to as a bottle) B. It is not limited to such a molded product, and may be a molded product (for example, an air duct for automobiles) that can be manufactured by hollow molding or direct blow molding.
また、以下においては、公知のダイレクトブロー成形機(大きくは押出ユニット、金型ユニット、ブローユニットで構成)に、(1)押出ユニットのダイスヘッドのコアにスリットを入れてパリソンの内筒面に縦溝を設けて、(2)押出後成形前のパリソンの下端部を挟持して捻回するチャックユニット(捻回機構)を追加した、ブロー成形装置10について説明するが、これに限定されるものではない。また、このブロー成形装置10は、一度に(1サイクルタイムで)3個の成形品をブロー成形できるが、3個に限定されるものではなく、1個以上であれば構わない。
In the following, a known direct blow molding machine (mainly composed of an extrusion unit, a mold unit, and a blow unit) is used. (1) A slit is formed in the core of the die head of the extrusion unit to form the inner cylinder surface of the parison. Although the
[全体構成]
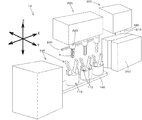
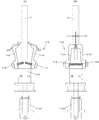
図1に本実施の形態に係るブロー成形装置10の全体を示す斜視図を、図2にブロー成形装置10の全体を示す正面図を、図3にブロー成形装置10の全体を示す側面図を、図4に図2におけるチャックユニット(捻回機構)100の拡大図を、それぞれ示す。
これらの図に示すように、このブロー成形装置10は、成形材料を加熱溶融させたパリソンPをダイスヘッド220から下方へ押し出す押出ユニット(押し出し機構)200と、対向させた合わせ面が離隔接近する2つに分割された金型310によりパリソンPを挟み込んで金型310で挟み込まれたパリソンPに空気を送り込んでボトルBの形状にブロー成形するブロー成形ユニット(ブロー成形機構)300と、押出ユニット200から押し出されたパリソンPを把持して捻回するチャックユニット100とから構成される。
[overall structure]
FIG. 1 is a perspective view showing the whole
As shown in these drawings, in this
ここで、各ユニットの移動方向について説明する。
チャックユニット100においては、チャック110が、矢示X(1)、X(2)の水平方向および矢示Z(1)、Z(2)の垂直方向へ移動可能に、ブロー成形ユニット300においては、金型310が、矢示X(3)、X(4)の水平方向および矢示Y(3)、Y(4)の水平方向へ移動可能に、ブローヘッド330が、矢示Z(5)、Z(6)の垂直方向へ移動可能に、それぞれ構成されている。
Here, the moving direction of each unit will be described.
In the
さらに、矢示を図示しないが、押出ユニット200におけるダイスヘッド220がZ方向に移動可能で、カッターユニット240が水平面内を移動可能で、このカッターユニット240が作動する場合において、ダイスヘッド220が原点位置からZ方向の上方向へ待避して、カッターユニット240が水平面内を移動して金型310に挟み込まれたパリソンPを切断して、カッターユニット240の作動完了後にダイスヘッド220がZ方向の下方向へ移動して原点位置へ復帰する。
Further, although the arrow is not shown, when the
このブロー成形装置10は、ブロー成形法により合成樹脂製の成形品(ここではボトルB)を製造する成形装置であって、ダイスヘッド220を備え、ホッパー210から投入された成形材料(限定されるものではないが多くの場合ポリエチレン(PE)、ポリプロピレン(PP)、ポリスチレン(PS)等のチップ)を加熱溶融させた略中空円筒形状のパリソンPを、その内筒面に1以上の縦溝H(図9(A)参照)を設けてダイスヘッド220から下方へ押し出す押出ユニット200と、押出ユニット200から押し出されたパリソンPを把持して捻回するチャックユニット100と、チャックユニット100により捻回(ねじられた、ひねられた)パリソンPを金型310で挟み込んでブロー成形するブロー成形ユニット300とを含んで構成される。このチャックユニット100は、押出ユニット200から押し出されたパリソンPの端部(より詳しくは下端部)を把持するチャック110と、パリソンPの押し出し方向に平行な軸を回転軸として、パリソンPの端部を把持したチャック110を所定の角度分だけ回転するための回転サーボモータ1130とを含んで構成される。
The
ここで、パリソンPに設けられる縦溝は、1以上の縦溝であればよい。また、ダイスとコアとを収納したダイスヘッド220のコアにスリット(溝)を設けることにより、コアに設けたスリットの部分に対応してパリソンPの内筒面の内面に凸部Gが形成され、コアに設けたスリット以外の部分に対応してパリソンPの内筒面の内面に縦溝H(凹部)が形成される。本発明においては、パリソンPの内面の凸部G(縦溝H以外)であってもパリソンPの内面の縦溝Hであってもどちらかが1本以上あれば、ボトルの内周面に模様を形成することができる。
Here, the longitudinal groove provided in the parison P may be one or more longitudinal grooves. Further, by providing a slit (groove) in the core of the
押出ユニット200は、このようなパリソンPを押し出すダイスヘッド220を備える。このダイスヘッド220により、成形材料を加熱溶融させた略中空円筒形状の基体層の内周面および外周面の少なくとも一方の周面から出っ張るように形成されるとともにパリソンPの押し出し方向に沿って形成される1以上の凸部Gを備えた非円環断面形状のパリソンPが、ダイスヘッド220から下方へ押し出される。
The
このようなダイスヘッド220としては、限定されるものではないが、一例として、図10に示されるダイスヘッド400が採用される。
図10(A)に示すダイスヘッド400の一部断面図、図10(B)に示すダイスヘッド400の一部下面図、図10(C)に示す図10(B)の部分拡大図を参照して、このダイスヘッド400について説明する。なお、図10においては、樹脂供給機構である、押出機、プランジャ、アキュームレータ等については公知技術であるため描いていない。
The
Refer to the partial cross-sectional view of the
ダイスヘッド400は、大略的には、中心軸側にマンドレル420が挿入されたダイスハウジング410とその下方に設けられたダイス(ダイ)480とで構成される。図10に示すダイスヘッド400は、加熱溶融させた成形材料をダイスヘッド400の側方一箇所より供給する、いわゆる、サイドフィード方式であって、樹脂供給機構により押圧された高温溶融状態の成形材料を、樹脂供給口430およびその樹脂供給口430に連結されたマニホールド440を通して樹脂通路450Aおよび樹脂通路450Bに供給する。このマニホールド440は、マンドレル420の周方向左右に途中まで分岐し通路断面積を所定の割合で徐々に減少させつつ所定の曲率で押出方向に湾曲する半円断面状を備える。このマニホールド440により、加熱溶融させた成形材料が、下流に位置する、環状の樹脂通路450Aおよび環状の樹脂通路450Bに分配供給され、これらの樹脂通路450Aおよび樹脂通路450Bにおいて均一な円環流動が形成される。
The
加熱溶融させた成形材料は、ダイスハウジング410とマンドレル420との間に設けられた環状の樹脂通路450A、および、この樹脂通路450Aに接続される、ダイス480とマンドレル420との間に設けられた環状の樹脂通路450Bを通り、最下端の環状空間通路460より吐出されてパリソンPを形成する。このダイスヘッド400の最下端にはコア470が設けられ、コア470はマンドレル420を貫通したパリコン(パリソンコントロール)用ロッド490に接続され、パリコンシリンダの作動により上下方向僅かに進退され、パリソンPの肉厚を制御するために環状空間通路460の間隙(ギャップ)を調整できるようになっている。
The molding material heated and melted is provided between the
本発明においては、このコア470にスリット(溝)472が設けられており、このスリット472の部分に対応してパリソンPの内筒面の内面に、加飾部としての凸部G(図9(A)参照)が形成される。
すなわち、環状空間通路460から吐出された成型材料がパリソンPの基体層を形成し、スリット472から吐出された成型材料がパリソンPの加飾部である凸部Gを形成し、全体として非円環断面形状のパリソンPが、ダイスヘッド220から下方へ押し出される。
In the present invention, a slit (groove) 472 is provided in the
That is, the molding material discharged from the
また、上述したチャック110は、パリソンPの外筒面をチャックするものとして説明するが、パリソンPの内筒面を内側から広げるようにチャックしても、パリソンPの外筒面および/または内筒面を吸引把持しても構わない。
このブロー成形装置10においては、押出ユニット200は、パリソンPを連続的に押し出すために、チャックユニット100のチャック110がパリソンPの下端部を挟持しているときには、パリソンPの押し出し速度に対応させて、チャックユニット100の回転軸方向に沿って下方(矢示Z(2)方向)へ移動する。
The
In the
このブロー成形装置10においては、押出ユニット200は、図9(A)に示す中空円筒形状を維持してパリソンPを押し出すために、パリソンPの中空部にエアーを流通させながらパリソンPを押し出す。そして、チャックユニット100のチャック110がパリソンPの下端部を挟持しているときにこのエアーの流路が閉鎖されてしまうとエアーの逃げ場がなくなりパリソンPが膨張してしまうので、チャック110は、このエアーの流通を阻害しないように、パリソンPの下端部を挟持する。
In the
このブロー成形装置10においては、ブロー成形ユニット300は、チャック110による挟持が解除されたパリソンPをブロー成形するのであるが、この場合において、チャック110による挟持が解除されたパリソンが金型310で挟み込まれるまでの間は捻り力がパリソンPに作用していないので(パリソンPの上端はダイスヘッド220で把持されているが下端は自由端となってしまうので)その捻れが戻ってしまう場合がある。このような場合にそのままブロー成形してしまうと所望の模様をボトルB内面に施すことができない。このため、チャックユニット100でパリソンPを回転させる所定の角度は、ブロー成形後の成形品における捻り角度に、チャック110の挟持が解除されたパリソンPが金型310で挟み込まれるまでに戻る角度に対応させた角度分だけ余分に加えた角度としている。
In this
なお、ここでは、チャック110による挟持を解除してパリソンPをブロー成形するとして説明したが、本発明はチャック110による挟持を解除しないでパリソンPをブロー成形するものであっても構わない。チャック110によるパリソンPの外周面の挟持を解除してパリソンPをブロー成形する場合には以下のような態様も考えられる。
チャック110がパリソンPの下端部の外筒面を一対のチャック110で挟持して、その挟持を解除すると、外気温にパリソンPが触れておりパリソンPの温度が低下していることもあって元の円筒形状に戻らないで、チャック110で挟持していたパリソンPの下端部は変形して略平らな平面(図6(D)参照)が形成されてしまう。この場合において、金型310が対向させた合わせ面が離隔接近する2つに分割された金型である場合に、パリソンPの変形した下端部の略平らな平面が、合わせ面を含む平面と略平行でないと、金型310が接近して合わせ面が圧接されたときに略平らな平面が抵抗になる等の理由でボトルBの底面に乱れた模様を形成してしまう場合がある。このため、チャック110が解除されたパリソンPにおいてチャック110により挟持されたことにより形成された略平らな平面が、金型310の合わせ面を含む平面と略平行になる位置で、パリソンPの下端部を挟持したチャック110の回転を停止するようにしている(図6(D)、図6(E)参照)。
Here, the description has been made assuming that the parison P is blow-molded by releasing the pinching by the
When the
このような特徴を備えた本実施の形態に係るブロー成形装置10について、チャックユニット100を中心に、上述した図1〜図4に図5〜図9を加えてさらに詳しく説明する。なお、図5および図6はチャックユニット100の動作を説明するための図であって、図7はブロー成形装置10の制御ブロック図であって、図8はブロー成形装置10の動作を説明するためのタイミングチャートであって、図9はブロー成形装置10によりパリソンPから製造されるボトルBを説明するための斜視図である。
The
[各部構成]
・チャックユニット
このチャックユニット100は、一般的なダイレクトブロー成形装置が備えないで、本発明に係るブロー成形装置10が独自に備える特徴的なユニットである。
チャックユニット100は、パリソンPの下端部を挟持する一対の爪112から構成されるチャック110と、そのチャック110を回転させる回転サーボモータ1130等の回転機構と、そのチャック110を水平移動させる水平移動サーボモータ1110および水平スライドベース140等の水平移動機構と、そのチャック110を上下移動させる上下移動サーボモータ1120および垂直スライドベース130等の水平移動機構と、そのチャック110を開閉するチャックエアシリンダ1140とから構成される。
[Each component configuration]
-Chuck unit The
The
図5に示すようにチャック110は、パリソンPの下端部を挟持する一対の爪112を備え、チャックエアシリンダ1140を作動させることにより矢示C(1)方向へ閉じたり矢示C(2)方向へ開いたりすることができる。この爪112はたとえばアルミ製であって、この爪112において少なくともパリソンPが当接する部分はたとえばフッ素コーティングしてあり、爪112を矢示C(1)方向へ閉じてパリソンPを挟持した後に爪112を矢示C(2)方向へ開くと、爪112からパリソンPが容易に離隔して(離隔しないと次工程に進むことができない)、このブロー成形装置10の動作を妨げることがない。
As shown in FIG. 5, the
ここで、図5(B)に示すように、チャックユニット100のチャック110がパリソンPの下端部を挟持するために矢示C(2)方向へ爪112が閉じた場合には、爪112どうしが当接する前にそれぞれの爪112の根元に設けられた規制部材(ここではボルト114とそのボルト114に螺合する爪112の根元部分の部材の貫通穴に切られた雌ネジとで構成)が当接する。このため、矢示C(2)方向へ爪112が閉じた場合にも、パリソンPの内筒部分には、押出ユニット200がパリソンPの中空円筒形状を維持するためにパリソンPの中空部に流通させているエアーの流路の間隔Dを維持することができる。そして、パリソンPの形状によりこの間隔Dを変更する必要が発生した場合であっても、規制部材のボルト114の位置を調整することにより容易に間隔Dを変更することができる。
Here, as shown in FIG. 5B, when the
チャック110を回転させる回転機構は、3つのチャック110を1台の回転サーボモータ1130で回転させるために、回転サーボモータ1130から減速器、ギヤおよびチェーン等の動力伝達部材で伝達された回転力を受けてチャック110の一対の爪112を回転させるギヤボックス1132を備える。
次に、図6を参照して、この回転機構の回転角度と回転終了位置とについて説明する。ここでは、目標回転角度(ブロー成形後のボトルBにおける捻り角度)を300°としている。上述したように、ブロー成形ユニット300は、チャック110による挟持が解除されたパリソンPをブロー成形する。この場合において、パリソンPの大きさ等の形状、回転角度、成形材料の粘性等の諸元によっては、チャック110による挟持が解除されたパリソンが金型310で挟み込まれるまでの間(後述する図8のタイミングチャートにおける時刻T(8)〜時刻T(12)の間)に、捻れが戻ってしまう場合がある。このような場合に対応して、チャックユニット100でパリソンPを回転させる所定の角度は、ブロー成形後の成形品における捻り角度(図6では目標回転角300°)に、チャック110の挟持が解除されたパリソンPが金型310で挟み込まれるまでに戻る角度(図6では過回転角15°)に対応させた角度分だけ余分に加えた角度(図6では回転角315°)としている。
The rotation mechanism that rotates the
Next, the rotation angle and rotation end position of the rotation mechanism will be described with reference to FIG. Here, the target rotation angle (twist angle in the bottle B after blow molding) is set to 300 °. As described above, the
このため、図6(A)に示す爪112の位置(回転開始角)で爪112をC(1)方向へ閉じて図6(B)に示すようにパリソンPを挟持して、パリソンPの押し出し速度に対応(同期)させてチャック110を矢示Z(2)方向へ下降させながら図6(B)の矢示の方向へ回転させる。図6(B)に示すようにパリソンPを挟持してパリソンPを所定の長さ分だけ押し出す時間だけ経過すると図6(C)に示す爪112の位置(回転終了角)になるように回転速度を設定する。すなわち、図6(B)に示す状態から図6(C)に示す状態になるまで(パリソンPを所定の長さ分だけ押し出す時間まで)、チャック110を矢示Z(2)方向へパリソンPの押し出し速度に対応(同期)させて下降させながら、図6(B)の矢示の方向へ回転させ、図6(C)の回転角(315°)だけ回転させている。
Therefore, the
そして、図6(C)に示す爪112の位置(回転角315°分だけ回転した回転終了角の位置)で、爪112をC(2)方向へ開いて図6(D)に示すようにパリソンPの挟持を解除する。
上述したように、チャック110がパリソンPの下端部の外筒面を一対の爪112で挟持して、その挟持を解除すると、外気温にパリソンPが触れておりパリソンPの温度が低下していることもあって元の円筒形状に戻らないで、チャック110で挟持していたパリソンPの下端部は変形して略平らな平面(ただし図6(D)に示すようにこの場合でも中空部は潰れていない)が形成され円筒形状には戻らない。特に、パリソンPの成形材料の粘性等の諸元およびこのブロー成形装置10の周囲温度等によっては大きく変形して略平らな平面が形成されてしまい、元の円筒形状に戻らない。図6(C)に示す状態から爪112による挟持を解除すると、パリソンPは金型310で挟み込まれるまでに戻る過回転角に対応する角度まで捻れが戻る。
Then, at the position of the
As described above, when the
そして、図6(D)および図6(E)に示すように、この捻れが戻った状態における略平らな平面が、金型310の合わせ面を含む平面と略平行になる位置で、チャック110の回転を停止するようにしている。
すなわち、チャックユニット100によるパリソンPの捻回(回転)については、
(1)その回転角度(の絶対値)は、ブロー成形後の成形品における捻り角度(図6では目標回転角300°)に、チャック110の挟持が解除されたパリソンPが金型310で挟み込まれるまでに戻る角度(図6では過回転角15°)に対応させた角度分だけ余分に加えた角度(図6では回転角315°)であって、
(2)その回転終了角度は、パリソンPが金型310で挟み込まれるまでに捻れが戻ったときに(図6では過回転角15°分が戻る)のパリソンPの下端部の略平らな平面が金型310の合わせ面を含む平面と略平行になる位置である、
ように、パリソンPの大きさ等の形状、回転角度、成形材料の粘性等の諸元に基づいて(場合によっては試行錯誤して)、チャックユニット100の回転サーボモータ1130の制御パラメータ(回転開始角、回転終了角、回転時間(=下降時間)、回転開始タイミング、回転終了タイミング等)が適宜設定される。
Then, as shown in FIGS. 6D and 6E, the
That is, about the twist (rotation) of the parison P by the
(1) The rotation angle (the absolute value thereof) is the twist angle (
(2) The rotation end angle is a substantially flat plane at the lower end of the parison P when the twist is restored before the parison P is sandwiched between the molds 310 (in FIG. 6, the rotation angle is returned by 15 °). Is a position substantially parallel to a plane including the mating surface of the
As described above, based on specifications such as the shape and size of the parison P, the rotation angle, the viscosity of the molding material, and the like (by trial and error in some cases), the control parameters (rotation start) of the
なお、回転方向は図6に示す反時計回りに限定されるものではない。
・押出ユニット
この押出ユニット200は、一般的なダイレクトブロー成形装置に好適に適用されるユニットであって、成形材料を加熱溶融させてパリソンPを中空円筒形状を維持して押し出す。上述したように、特徴的であるのは、成形品であるボトルBの内面に模様を施すために、ダイスとコアとを収納したダイスヘッド220のコアに1以上のスリット(溝)を設けている点である。このようにコアにスリットを設けることにより、コアに設けたスリットの部分に対応してパリソンPの内筒面の内面に1以上の凸部Gが形成され、コアに設けたスリット以外の部分に対応してパリソンPの内筒面の内面に1以上の縦溝H(凹部)が形成される。
The rotation direction is not limited to the counterclockwise direction shown in FIG.
-Extrusion unit This
なお、この押出ユニット200は、上述したように、カッターユニット240が作動する場合にダイスヘッド220がZ方向に移動して待避する以外は、基本的に移動しない。
・ブロー成形ユニット
このブロー成形ユニット300は、一般的なダイレクトブロー成形装置に好適に適用されるユニットであって、成形材料を加熱溶融させたパリソンPを金型310で挟み込んで、金型310に挟み込んだパリソンPの内部に空気を吹き込んで中空品を成形する。この金型310は、スライドベース320上を金型水平移動サーボモータ1310により矢示X(3)、X(4)方向へ移動する。さらに、この金型310は、矢示Y(3)、矢示Y(4)方向への開閉が可能であって、この開閉には油圧等が用いられる。
As described above, the
Blow molding unit This
この金型310は、矢示Y(4)方向へ開いた状態でパリソンPの挟み込み位置(受取位置)まで矢示X(4)方向へ移動して、パリソンPを挟み込んだ状態で矢示Y(3)方向へ閉じて(このとき金型310が矢示X(3)方向へ移動する前にカッターユニット240が作動)、矢示Y(3)方向へ閉じた状態でパリソンPのブロー位置(成形位置)まで矢示X(3)方向へ移動する。ブロー成形が終わると、ブロー成形後のボトルBを取り出すために金型310は矢示Y(3)方向へ開く。
The
パリソンPを挟み込んだ金型310が矢示X(3)方向へ移動してブロー位置(成形位置)へ到着すると、ブローヘッド330が矢示Z(6)方向へ下降して、ブローヘッド330の先端がパリソンPの上端部へ挿入されて、金型310に挟み込まれたパリソンPにエアが吹き込まれてブロー成形される。ブロー成形が終わると、金型310は矢示Y(3)方向へ開き、その先端がボトルBの上端部へ挿入されたブローヘッド330が矢示Z(5)方向へ上昇する。このとき、ブローヘッド330の先端の外周がボトルBの上端の内周(より詳しくはバリ部分の内周)に付着して保持されている。このため、ブローヘッド330の上昇とともにボトルBは矢示Z(5)方向へ上昇し、その途中で上下方向に移動しない固定具340にボトルBの肩部分が当接するが(ボトルBはそれ以上上昇できない)、ブローヘッド330はさらに上昇を続けるのでボトルBは自由落下して、ブローヘッド330からボトルBとが離脱される。
When the
[制御ブロック]
このような構成を備えたブロー成形装置10は、演算ユニット1000により制御される。演算ユニット1000を含めて後述する各種計器が、制御盤または操作盤の内部に収められて構成される。制御盤または操作盤の盤面には、タッチパネル(タッチパネル自体に加えてたとえばタッチパネル入力部1060およびタッチパネル表示ドライバ1090により構成)および緊急停止等の押釦スイッチ1070が設けられたり、パトライト(登録商標)等の表示灯1080が設けられたりする。
[Control block]
The
さらに具体的に、図7を参照して、このブロー成形装置10の制御ブロックを説明する。なお、図7に示す制御ブロック図においては、たとえばサーボモータ(モータ駆動ドライバ等も含む)等を備える態様を示しているが、実際にはこのようなサーボモータを備えなくても、このブロー成形装置10が所望の動作を実現できるように別の態様で構成されていれば構わない。このような別の態様としては、モータではなくエア機器を電磁弁により作動させて所望の動作を実現する態様が考えられる。
More specifically, the control block of the
図7に示すように、このブロー成形装置10の制御ブロックは、予め記憶されたプログラムおよびパラメータに従って、各種の入力機器から入力された入力信号(センサによるパリソン検出信号等)を受けて演算処理を実行し各種の出力機器へ各種の出力信号(制御信号)を出力するCPU1010、メモリ1020、タイマ1030およびカウンタ1040を含む演算ユニット1000と、この演算ユニット1000に接続された各種の入力機器ならびに各種の出力機器とで構成される。
As shown in FIG. 7, the control block of this
出力機器としては、一例として、チャックユニット100の水平移動サーボモータ1110、上下移動サーボモータ1120、回転サーボモータ1130、チャックエアシリンダ1140があり、押出ユニット200の押出ユニットコントローラ1200があり、ブロー成形ユニット300の金型水平移動サーボモータ1310、金型開閉(油圧)機器1320、ブローヘッド上下移動サーボモータ1330、エアブロー機器1340、カッター水平面内移動エア機器1350、およびカッター温度コントローラ1360がある。
As an output device, for example, there are a horizontal
なお、図7における制御ブロックにおいては、演算ユニット1000が直接サーボモータを制御するように記載されているが、これに限定されるものではなく、一般的にはサーボコントローラを介して演算ユニット1000がサーボモータを制御する。また、図7に示した押出ユニットコントローラ1200は、一般的なブロー成形装置の押出ユニットを制御するものと同じか同等である。
In the control block in FIG. 7, it is described that the
押出ユニット200からパリソンPが安定的に押し出されている状態で開始指令信号を受信したCPU1010は、たとえば、以下のように、このブロー成形装置10を制御する。この場合の説明においては、主として図8のタイミングチャートを参照する。なお、このタイミングチャートの横軸である時間軸は適宜設定したものであって、この時間軸に限定されるものではなく(特に時間間隔の相対値)、T(0)〜T(24)に現実の時間を代入することにより現実の動作を表すタイミングチャートとなる。すなわち、たとえば、このタイミングチャートにおけるディレー時間は大きく表されており、これを現実のディレー時間(100msec程度)とすると、現実のタイミングチャートは図8のタイミングチャートとは異なるものとなることを意味する。
The
<ステップS(1)>
押出ユニット200からパリソンPが安定的に押し出されている状態で開始指令(作業者の動作に基づく開始指令)を受信したCPU1010は、ダイスヘッド220から押し出されて下降するパリソンPを検出したセンサからの検出信号を受信する。
<ステップS(2)>
パリソンPを検出したセンサの位置からチャックユニット100のチャック110(より詳しくは爪112)により挟持できる位置までパリソンPが下降するまでの遅延時間が経過すると、CPU1010は、チャックユニット100のチャックエアシリンダ1140に矢示C(2)方向に開いていた爪112を矢示C(1)方向に閉じるように指示する。
<Step S (1)>
The
<Step S (2)>
When a delay time elapses until the parison P descends from the position of the sensor that detects the parison P to a position where it can be clamped by the chuck 110 (more specifically, the claw 112) of the
<ステップS(3)>
爪112が矢示C(1)方向に閉じたことを検出したCPU1010は、チャックユニット100の上下移動サーボモータ1120に把持位置から開放位置へ向けてパリソンPの押し出し速度に対応させて(同期させて)矢示Z(2)方向へ下降するように指示するともに、チャックユニット100の回転サーボモータ1130に回転開始位置から回転終了位置へ向けて回転するように指示する。
<Step S (3)>
The
<ステップS(4)>
チャックユニット100の爪112が矢示Z(2)方向へ下降して開放位置まで到達したこと、および、チャックユニット100の回転機構が回転終了角度まで回転したことを検出したCPU1010は、チャックユニット100の上下移動サーボモータ1120および回転サーボモータへ停止するように指示するともに、チャックユニット100のチャックエアシリンダ1140に矢示C(1)方向に閉じていた爪112を矢示C(2)方向に開くように指示する。
<Step S (4)>
The
<ステップS(5)>
爪112が矢示C(2)方向に開いたことを検出したCPU1010は、チャックユニット100の上下移動サーボモータ1120に開放位置から下待避位置まで矢示Z(2)方向へ下降するように指示する。
<ステップS(6)>
チャックユニット100の爪112が矢示Z(2)方向へ下降して下待避位置まで到達したことを検出したCPU1010は、チャックユニット100の上下移動サーボモータ1120へ停止するように指示するともに、チャックユニット100の水平移動サーボモータ1110に作動位置から左待避位置まで矢示X(2)方向へ移動するように指示する。
<Step S (5)>
The
<Step S (6)>
The
<ステップS(7)〜S(9)>
チャックユニット100の爪112が矢示X(2)方向へ移動して左待避位置まで到達したことを検出したCPU1010は、チャックユニット100の水平移動サーボモータ1110へ停止するように指示するともに、ブロー成形ユニット300の金型開閉(油圧)機器1320に金型310を互いに離隔するように矢示Y(4)方向へ移動するように指示する(S(7))。このS(7)で出力される信号は、チャックユニット100からブロー成形ユニット300へのインターロック信号となり、このインターロック信号を受けたブロー成形ユニット300が水平方向への移動動作を開始できるようになる。
<Steps S (7) to S (9)>
The
また、このタイミング、すなわち、チャックユニット100の爪112が矢示X(2)方向へ移動して左待避位置まで到達したことを検出したCPU1010は、チャックユニット100の回転サーボモータ1130に回転終了位置から回転開始位置へ向けて逆回転するように指示するとともに(S(8))、チャックユニット100の上下移動サーボモータ1120に下待避位置から把持位置まで矢示Z(1)方向へ上昇するように指示する(S(9))。
At this timing, that is, when the
<ステップS(10)〜S(11)>
チャックユニット100の爪112が矢示Z(1)方向へ上昇して把持位置まで到達したことを検出したCPU1010は、チャックユニット100の上下移動サーボモータ1120へ停止するように指示するとともに(S(10))、S(16)にて受信するブロー成形ユニット300からのインターロック信号の受信を待つ。
<Steps S (10) to S (11)>
The
逆回転が完了して爪112が回転開始位置まで到達したことを検出したCPU1010は回転サーボモータ1130に停止するように指示するとともに(S(11))、S(16)にて受信するブロー成形ユニット300からのインターロック信号の受信を待つ。このS(16)で出力される信号は、ブロー成形ユニット300からチャックユニット100へのインターロック信号であって、この信号を受けたチャックユニット100が水平方向への移動動作を開始できるようになる。
The
<ステップS(12)>
ブロー成形ユニット300の金型310が互いに離隔したことを検出したCPU1010は、金型水平移動サーボモータ1310に成形位置から受取位置まで矢示X(4)方向へ移動するように指示する。
<ステップS(13)>
ブロー成形ユニット300の金型310が矢示X(4)方向へ移動して受取位置まで到達したことを検出したCPU1010は、金型水平移動サーボモータ1310へ停止するように指示するともに、金型開閉(油圧)機器1320に金型310を互いに接近するように矢示Y(3)方向へ移動するように指示する。
<Step S (12)>
The
<Step S (13)>
The
<ステップS(14)>
ブロー成形ユニット300の金型310が互いに接近して合わせ面が当接したことを検出したCPU1010は、カッターユニット240へ作動指令を出力する。作動指令を受信すると、押出ユニット200のダイスヘッド220が原点位置からZ方向の上方向へ待避して、カッターユニット240のカッター水平面内移動エア機器1350により線状のヒートカッターが水平面内を移動して金型310に挟み込まれたパリソンPを切断して、カッターユニット240の作動完了後にダイスヘッド220がZ方向の下方向へ移動して原点位置へ復帰する。
<Step S (14)>
CPU1010 which detected that the metal mold | die 310 of the
<ステップS(15)>
カッターユニット240の作動が完了したことを検出したCPU1010は、金型水平移動サーボモータ1310に受取位置から成形位置まで矢示X(3)方向へ移動するように指示する。
<ステップS(16)〜S(17)>
ブロー成形ユニット300の金型310が矢示X(3)方向へ移動して成形位置まで到達したことを検出したCPU1010は、金型水平移動サーボモータ1310へ停止するように指示するともに、チャックユニット100の水平移動サーボモータ1110に左待避位置から作動位置まで矢示X(1)方向へ移動するように指示し(S(16)、ブロー成形ユニット300のブローヘッド上下移動サーボモータ1330に上待避位置からブロー位置まで矢示Z(6)方向へ下降するように指示する(S(17))。
<Step S (15)>
The
<Steps S (16) to S (17)>
The
なお、S(16)の指示によりチャックユニット100のチャック110が矢示X(1)方向へ移動して、チャックユニット100のチャック110が作動位置まで到達したことを検出したCPU1010は水平移動サーボモータ1110に停止するように指示する。
<ステップS(18)>
ブロー成形ユニット300のブローヘッド330が矢示Z(6)方向へ下降してブロー位置まで到達したことを検出したCPU1010は、ブローヘッド上下移動サーボモータ1330へ停止するように指示するともに、ブロー成形ユニット300のエアブロー機器1340にブローエアをブローヘッド330からパリソンPの内部へ吹き出すように指示する。
The
<Step S (18)>
The
<ステップS(19)>
ブロー成形時間が経過したことを検出したCPU1010は、ブロー成形ユニット300のエアブロー機器1340へブローエアの吐出を停止するように指示するともに、ブロー成形ユニット300の金型開閉(油圧)機器1320に金型310を互いに離隔するように矢示Y(4)方向へ移動するように指示する。
<Step S (19)>
The
<ステップS(20)>
ブロー成形ユニット300の金型310が互いに離隔したことを検出したCPU1010は、ブロー成形ユニット300のブローヘッド上下移動サーボモータ1330にブローヘッド330をブロー位置から上待避位置まで矢示Z(5)方向へ上昇するように指示する。
<Step S (20)>
The
<ステップS(21)>
ブローヘッド330の上昇中に、ブローヘッド330の上昇とともにボトルBは矢示Z(5)へ上昇し、その途中で上下方向に移動しない固定具340に肩部分が当接して自由落下したボトルBを検出したCPU1010は、金型開閉(油圧)機器1320に金型310を互いに接近するように矢示Y(3)方向へ移動するように指示する。
<Step S (21)>
While the
[動作]
以上のような構造(プログラム構造を含む)を備えたブロー成形装置10の動作を説明する。動作の説明においても、主として図8のタイミングチャートを参照する。
作業者は、押出ユニット200から図9(A)に示すパリソンPが安定的に押し出されている状態で、ブロー成形装置10にブロー成形を開始させる(開始指令信号を与える)。
[Operation]
Operation | movement of the
An operator causes the
時刻T(0)において、ダイスヘッド220から押し出されて下降するパリソンPをセンサが検出する(S(1))。このときのパリソンPは図9(A)に示す状態である。
時刻T(0)から時刻T(1)まで遅延時間が経過している間に、チャック110(より詳しくは爪112)により挟持できる位置までパリソンPが下降して、時刻T(1)において矢示C(2)方向に開いていたチャックユニット100のチャック110の爪112が矢示C(1)方向に閉じる。これにより、図5(A)に示す状態から図5(B)に示す状態へ遷移して、爪112がパリソンPを挟持する。
At time T (0), the sensor detects the parison P that is pushed out of the
While the delay time has elapsed from time T (0) to time T (1), the parison P descends to a position where it can be clamped by the chuck 110 (more specifically, the claw 112), and at time T (1) The
時刻T(2)から時刻T(3)までの時間において、チャックユニット100のチャック110の爪112が閉じてパリソンPの下端部を挟持した状態で、パリソンPの押出速度に対応(同期)させてチャック110が下降しつつ回転する。このとき、図6(A)に示す状態から、図6(B)に示す状態を経て、図6(C)に示す状態へ遷移する。
時刻T(4)において、チャックユニット100のチャック110の爪112が開いてパリソンPの挟持が開放される。図6(C)に示す状態から図6(D)に示す状態へ遷移する。なお、チャックユニット100のチャック110の爪112が開いてパリソンPの挟持が開放する時刻T(4)から、ブロー成形ユニット300の金型310がパリソンPを挟み込む時刻T(12)までの間、パリソンPの下端部は挟持されないために、図6(C)に示す過回転角15°分だけ捻れが戻る。このときのパリソンPは図9(B)に示す状態である。
During the period from time T (2) to time T (3), the
At time T (4), the
時刻T(5)から時刻T(6)までの時間において、チャックユニット100のチャック110が開放位置から下待避位置まで下降する。これにより、チャック110とパリソンPとが完全に離隔して、チャックユニット100のチャック110の水平移動が可能となる。
時刻T(7)から時刻T(8)までの時間において、チャックユニット100のチャック110が作動位置から左待避位置まで移動する。これにより、チャックユニット100が押出ユニット200から完全に待避して、ブロー成形ユニット300の金型310の水平移動が可能となる。
During the time from time T (5) to time T (6), the
In a time period from time T (7) to time T (8), the
時刻T(9)において、閉じていた金型310が開いて、時刻T(10)から時刻T(11)までの時間において、ブロー成形ユニット300の金型310が成形位置から受取位置まで移動する。これにより、ブロー成形ユニット300の金型310が押出ユニット200のダイスヘッド220から垂下した(ぶら下がった)状態のパリソンPを受け取ることが可能となる。このとき、パリソンPとブロー成形ユニット300の金型310とは、図6(D)および図6(E)に示す状態である。
At time T (9), the
時刻T(12)において、開いていた金型310が閉じて、時刻T(13)から時刻T(14)までの時間において、カッターユニット240が作動する。このとき、押出ユニット200のダイスヘッド220が原点位置からZ方向の上方向へ待避して、線状のヒートカッターが水平面内を移動して金型310に挟み込まれたパリソンPを切断して、カッターユニット240の作動完了後にダイスヘッド220がZ方向の下方向へ移動して原点位置へ復帰する。これにより、金型310に挟まれたパリソンPと押出ユニット200のダイスヘッド220から連続的に押し出されているパリソンPとが分離されて、ブロー成形ユニット300の金型310の水平移動が可能となる。
At time T (12), the opened
時刻T(15)から時刻T(16)までの時間において、ブロー成形ユニット300の金型310が成形位置からブロー位置まで移動する。これにより、ブロー成形ユニット300の金型310に挟み込まれたパリソンPにブロー成形ユニット300のブローヘッド330が下降してブローヘッド330の先端のノズルをパリソンPに挿入することが可能となる。
During a period from time T (15) to time T (16), the
時刻T(17)から時刻T(18)までの時間において、ブロー成形ユニット300のブローヘッド330が上待避位置からブロー位置まで下降して、ブローヘッド330の先端のノズルをパリソンPに挿入される。
時刻T(19)から時刻T(20)までの時間(ブロー成形時間)において、パリソンPに挿入されたブローヘッド330の先端のノズルからパリソンPの内部へブローエアが吹き出されてパリソンPが膨張する。
During a period from time T (17) to time T (18), the
During time (blow molding time) from time T (19) to time T (20), blow air is blown out from the nozzle at the tip of the
時刻T(21)において、閉じていた金型310が開いて、時刻T(22)から時刻T(23)までの時間において、押出ユニット200のブローヘッド330がブロー位置から上待避位置まで上昇する。このブローヘッド330の上昇中に、ボトルBが自由落下すると、時刻T(24)において、開いていた金型310が閉じて、1サイクルタイムが完了して、全ての機器の状態がT(0)と同じ状態になる。
At time T (21), the
この状態で作業者が、このブロー成形装置10により製造されたボトルBを取り出す。このときのボトルBは図9(C)に示す状態である。
以上のようにして、本実施の形態に係るブロー成形装置10によると、ブロー成形方法を実現できて、簡易な製造装置で安価な製造コストで、側面の内面にスパイラル模様が施されたブロー成形品を製造することができる。
<変形例>
以下において、本発明の変形例に係るブロー成形装置について説明する。本変形例に係るブロー成形装置は、上述したブロー成形装置10のダイスヘッド220(詳細には図10に示したダイスヘッド400)とは異なるダイスヘッド500を備える点を除いて、上述したブロー成形装置10と同じ構成で同じ動作を実現する。このため、同じ構成および同じ動作についての説明については、ここでは繰り返さない。
In this state, the operator takes out the bottle B manufactured by the
As described above, according to the
<Modification>
Hereinafter, a blow molding apparatus according to a modification of the present invention will be described. The blow molding apparatus according to the present modification has the above-described blow molding except that it includes a
本変形例に係るブロー成形装置が備えるダイスヘッド500により、第1の成形材料を加熱溶融させた略中空円筒形状の基体層の内周面および外周面の少なくとも一方の周面から出っ張るように形成されるとともにパリソンPの押し出し方向に沿って形成される1以上の凸部Gを備えた非円環断面形状のパリソンPが、ダイスヘッド500から下方へ押し出される。特徴的であるのは、上述したブロー成形装置10とは異なり、この凸部Gは、基体層を形成する第1の成形材料とはダイスヘッド500内の樹脂通路が異なる第2の成形材料で形成されている点である。
Formed so as to protrude from at least one of the inner peripheral surface and the outer peripheral surface of the substantially hollow cylindrical base layer in which the first molding material is heated and melted by the
さらに詳しくは、このダイスヘッド500は、ハウジングおよび2以上のマンドレルにより構成される、加熱溶融された第1の成形材料が流れる第1の樹脂通路と、加熱溶融された第2の成形材料が流れる第2の樹脂通路とを含み、第1の樹脂通路と第2の樹脂通路とはダイスヘッド500の内部で合流しない。なお、本変形例においては、成形材料の種類が2種類であるのでマンドレルは2個であるとするが、成形材料の種類数に対応させてマンドレルの個数が適宜変更される。
More specifically, the
ここで、第1の成形材料と第2の成形材料とは同じであっても異なっていても構わないが、第1の成形材料と第2の成形材料とを異ならせて第1の成形材料の色彩と第2の成形材料の色彩とが異なるようにすると、本変形例に係るブロー成形装置により成形されるボトルBの意匠上特に好ましい。なお、第1の成形材料と第2の成形材料とを異ならせる場合には、第1の成形材料と第2の成形材料との接触面に接着層を構成することも好ましい。 Here, the first molding material and the second molding material may be the same or different, but the first molding material and the second molding material are different from each other. It is particularly preferable in terms of the design of the bottle B molded by the blow molding apparatus according to this modification to make the color of the second molding material different from the color of the second molding material. In the case where the first molding material and the second molding material are different, it is also preferable to form an adhesive layer on the contact surface between the first molding material and the second molding material.
このようなダイスヘッド500としては、限定されるものではないが、一例として、図11に示されるダイスヘッド500が採用される。
図11(A)に示すダイスヘッド500の一部断面図、図11(B)に示すダイスヘッド500の一部下面図、図11(C)に示す図11(B)の部分拡大図を参照して、このダイスヘッド500について説明する。なお、図11においては、図10と同様に、樹脂供給機構である、押出機、プランジャ、アキュームレータ等については公知技術であるため描いていない。
Such a
11A is a partial cross-sectional view of the
ダイスヘッド500は、大略的には、中心軸側にマンドレル(詳しくは外周側に配置される第1のマンドレルである基体層マンドレル521およびその内周側に配置される第2のマンドレルである加飾部マンドレル522)が挿入されたダイスハウジング510とその下方に設けられたダイス(ダイ)580とで構成される。図11に示すダイスヘッド500は、加熱溶融させた第1の成形材料および第2の成形材料をダイスヘッド500のそれぞれ側方一箇所より供給する、いわゆる、サイドフィード方式であって、樹脂供給機構により押圧された高温溶融状態の第1の成形材料および第2の成形材料が、
(1)第1の樹脂供給口531および第2の樹脂供給口532、
(2)それらの第1の樹脂供給口531および第2の樹脂供給口532にそれぞれ連結された第1のマニホールド541および第2のマニホールド542、
(3)それらの第1のマニホールド541および第2のマニホールド542にそれぞれ連結された第1の樹脂通路551Aおよび第2の樹脂通路552A、
(4)それらの第1の樹脂通路551Aおよび第2の樹脂通路552Aにそれぞれ連結された第1の樹脂通路551Bおよび第2の樹脂通路552B、
に順次供給される。
In general, the
(1) a first
(2) a
(3) a
(4) a
Are sequentially supplied.
これらの第1のマニホールド541および第2のマニホールド542は、それぞれ、第1のマンドレル(基体層マンドレル521)および第2のマンドレル(加飾部マンドレル522)の周方向左右に途中まで分岐し通路断面積を所定の割合で徐々に減少させつつ所定の曲率で押出方向に湾曲する半円断面状を備える。
この第1のマニホールド541により、加熱溶融させた第1の成形材料が、下流に位置する、環状の第1の樹脂通路551Aおよび環状の第1の樹脂通路551Bに分配供給され、これらの第1の樹脂通路551Aおよび環状の第1の樹脂通路551Bにおいて均一な円環流動が形成され(後述する環状空間通路561から吐出されて)第1の成形材料により基体層が形成される。
The
By the
さらに、第2のマニホールド542により、加熱溶融させた第2の成形材料が、下流に位置する、環状の第2の樹脂通路552Aおよび環状の第2の樹脂通路552Bに分配供給され、これらの第2の樹脂通路552Aおよび環状の第2の樹脂通路552Bにおいて均一な円環流動が形成され(後述する吐出通路562から吐出されて)第2の成形材料により加飾部(凸部)Gが形成される。
Further, the
より詳しくは、加熱溶融させた第1の成形材料は、ダイスハウジング510と基体層マンドレル521との間に設けられた環状の第1の樹脂通路551A、および、この第1の樹脂通路551Aに接続される、ダイス580と基体層マンドレル521との間またはダイス580内部に設けられた環状の第1の樹脂通路551Bを通り、最下端の環状空間通路561より吐出されてパリソンPの基体層を形成する。さらに、加熱溶融させた第2の成形材料は、基体層マンドレル521と加飾部マンドレル522との間に設けられた環状の第2の樹脂通路552A、および、この第2の樹脂通路552Aに接続される、ダイス580と加飾部マンドレル522との間に設けられた環状の第2の樹脂通路552Bを通り、最下端の放射状に点在して設けられた吐出通路562より吐出されてパリソンPの加飾部(凸部)Gを形成する。
More specifically, the first molding material heated and melted is connected to the annular
ここで、このダイスヘッド500の最下端にはコア570が設けられ、コア570は加飾部マンドレル522を貫通したパリコン(パリソンコントロール)用ロッド590に接続され、パリコンシリンダの作動により上下方向僅かに進退され、パリソンPの肉厚を制御するために環状空間通路561の間隙(ギャップ)を調整できるようになっている。
本発明においては、このコア570の外周に放射状に点在した穴により吐出通路562が形成されており、この吐出通路562の部分に対応してパリソンPの内周面に凸部G(図9(A)参照)が、基体層を構成する第1の成形材料とはダイスヘッド500の内部における樹脂通路が異なる第2の成形材料により形成される。
Here, a
In the present invention, a
以上のように、このダイスヘッド500においては、加熱溶融された第1の成形材料が流れる第1の樹脂通路(第1の樹脂通路551A、551Bおよび環状空間通路561)と、加熱溶融された第2の成形材料が流れる第2の樹脂通路(第2の樹脂通路552A、552Bおよび吐出通路562)とを含み、これらの第1の樹脂通路と第2の樹脂通路とはダイスヘッド500の内部で合流しないことが特徴である。
As described above, in the
このような構成を備えたダイスヘッド500により押し出されるパリソンPにおいては、成形されるボトルBの本体を構成する基体層と、成形されるボトルBを加飾する加飾部(凸部)Gとが、ダイスヘッド500の内部で樹脂通路が合流することなく全く別に構成される。このため、成形されるボトルBの本体を構成する基体層には、ボトルBの本体に求められる機能を実現するように配合された第1の成形材料のみを含み、第2の成形材料を含まない。このため、上述したブロー成形工程において、第1の成形材料のみで構成された基体層によりボトルBの本体が成形されるため、ボトルBの本体が確実にブロー成形されて、成形ミスや強度不良等のトラブルを回避できる。他方、成形されるボトルBの内周面に形成される加飾部には、加飾機能を実現するように配合された第2の成形材料のみを含み、第1の成形材料を含まない。このため、上述したブロー成形工程において、第1の成形材料のみで構成された基体層のみが膨張されてボトルBの本体が成形され、加飾部は(基体層に比較して)膨張されないので、ブロー成形しても加飾部の太さを一様に形成されるので(ボトルBの太い部分が太い加飾に成形されボトルBの細い部分が細い加飾に成形されるわけではないので)加飾性を高めることができる。
In the parison P extruded by the
ここで、本変形例に係るブロー成形装置においては、押出ユニットから押し出されたパリソンPをチャックユニット100により把持して捻回する捻回ステップを必ずしも必須とするものではない。すなわち、捻回ステップを実行すれば、ボトルBの側面の内面(内周面)および外面(外周面)の少なくとも一方の面(周面)に、異なる色彩または同じ色彩のスパイラル状の模様が施されたブロー成形品を製造することができ、捻回ステップを実行しなければ、側面の内面(内周面)および外面(外周面)の少なくとも一方の面(周面)に、異なる色彩または同じ色彩の直線状の模様が施されたブロー成形品を製造することができる。
Here, in the blow molding apparatus according to the present modification, the twisting step of gripping and twisting the parison P pushed out from the extrusion unit by the
以上のようにして、本変形例に係るブロー成形装置によると、ブロー成形方法を実現できて、簡易な製造装置で安価な製造コストで、側面の内面(内周面)および外面(外周面)の少なくとも一方の面(周面)に、異なる色彩または同じ色彩の直線状の模様またはスパイラル状の模様が施されたブロー成形品を製造することができる。
<変形例に適用可能なダイスヘッド>
さらに、図12を参照して、この変形例に係るブロー成形装置に適用可能なダイスヘッドについて説明する。図12(A)〜図12(D)は、図11(C)に対応するダイスヘッドの下面図の部分拡大図である。なお、図12(A)〜図12(D)に示すダイスヘッドにおいても、パリソンPの内周面および外周面の少なくとも一方の面(周面)に設けられる加飾部である凸部が、基体層を構成する第1の成形材料とはダイスヘッドの内部における樹脂通路が異なる第2の成形材料(第1の成形材料と同じであっても構わないし第1の成形材料とは異なる成形材料であっても構わない)により形成される点は同じである。
As described above, according to the blow molding apparatus according to this modification, the blow molding method can be realized, and the inner surface (inner peripheral surface) and the outer surface (outer peripheral surface) of the side surface can be realized with a simple manufacturing apparatus and at a low manufacturing cost. It is possible to manufacture a blow molded article in which a linear pattern or a spiral pattern of different colors or the same color is applied to at least one surface (peripheral surface).
<Dice head applicable to modification>
Furthermore, with reference to FIG. 12, the die head applicable to the blow molding apparatus which concerns on this modification is demonstrated. 12 (A) to 12 (D) are partial enlarged views of the bottom view of the die head corresponding to FIG. 11 (C). In the dice head shown in FIGS. 12 (A) to 12 (D), the convex portion, which is a decorative portion provided on at least one surface (peripheral surface) of the inner peripheral surface and the outer peripheral surface of the parison P, The second molding material in which the resin passage in the die head is different from the first molding material constituting the base layer (may be the same as the first molding material or different from the first molding material) It is the same in that it is formed.
図12(A)に示すダイスヘッド600は、基体層の外周面に1以上の加飾部(凸部)を備えるパリソンPを押し出すためのダイスヘッドの一例である。コア670は放射状に点在した穴である吐出通路を備えないで、ダイス680に放射状に点在した穴である吐出通路662が形成されており、この吐出通路662の部分に対応してパリソンPの外筒面に凸部Gが、基体層を構成する第1の成形材料とはダイスヘッド600の内部における樹脂通路が異なる第2の成形材料により形成される。
A
図12(B)に示すダイスヘッド700は、基体層の内周面および外周面に1以上の加飾部(凸部)を備えるパリソンPを押し出すためのダイスヘッドの一例である。コア770は放射状に点在した穴である吐出通路762A(上述した吐出通路562に対応)を備え、かつ、ダイス780は放射状に点在した穴である吐出通路762B(上述した吐出通路662に対応)を備え、吐出通路762Aの部分に対応してパリソンPの内筒面に凸部Gが、吐出通路762Bの部分に対応してパリソンPの外筒面に凸部が、基体層を構成する第1の成形材料とは樹脂通路が異なる第2の成形材料により形成される。なお、この場合において、吐出通路762Aおよび吐出通路762Bに同じ第2の成形材料を供給するようにしても構わないし、吐出通路762Aおよび吐出通路762Bのいずれか一方に第2の成形材料を供給し他方に第2の成形材料とは異なる第3の成形材料を供給するように
しても構わない。
A
図12(C)に示すダイスヘッド800は、図12(B)に示したダイスヘッド700において設けられた吐出通路である穴が、パリソンPの内周と外周とで放射状の同じ角度位置に設けられていたのに対して、異なる角度位置に設けられていることを特徴とする。ダイス780は放射状に点在した穴である吐出通路862B(上述した吐出通路662に対応)を備え、コア870にはその吐出通路862Bとは放射状の異なる角度位置に点在した穴である吐出通路862Aを備える。
In the
図12(D)に示すダイスヘッド800は、図11(C)に示したダイスヘッド500、図12(A)に示したダイスヘッド600および図12(C)に示したダイスヘッド700における吐出通路の点在位置が全て線対称または/および点対称であったものが、線対称でもなく点対称でもない非対称に構成したものである。
図12に示したこのようなダイスヘッドを用いることにより、側面の内面(内周面)および外面(外周面)の少なくとも一方の面(周面)に、異なる色彩または同じ色彩の直線状の模様またはスパイラル状の複雑な模様が施されたブロー成形品を製造することができる。
A
By using such a dice head shown in FIG. 12, at least one surface (peripheral surface) of the inner surface (inner peripheral surface) and outer surface (outer peripheral surface) of the side surface is a linear pattern of different colors or the same color. Alternatively, it is possible to produce a blow molded product having a spiral complicated pattern.
なお、今回開示された実施の形態はすべての点で例示であって制限的なものではないと考えられるべきである。本発明の範囲は上記した説明ではなくて特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。 The embodiment disclosed this time should be considered as illustrative in all points and not restrictive. The scope of the present invention is defined by the terms of the claims, rather than the description above, and is intended to include any modifications within the scope and meaning equivalent to the terms of the claims.
本発明は、ダイレクトブロー成形において、簡易な製造装置で安価な製造コストで、側面の内面(内周面)および外面(外周面)の少なくとも一方の面(周面)に、異なる色彩または同じ色彩の直線状の模様またはスパイラル状の模様が施された成形品を製造する技術に好適に利用することができる。 In the direct blow molding, at least one of the inner surface (inner peripheral surface) and the outer surface (outer peripheral surface) of the side surface (peripheral surface) is different or the same color at a low manufacturing cost with a simple manufacturing apparatus. The present invention can be suitably used for a technique for producing a molded product having a linear pattern or a spiral pattern.
10 ブロー成形装置
100 チャックユニット
200 押出ユニット
300 ブロー成形ユニット
1000 演算ユニット
10
Claims (11)
第1の成形材料を加熱溶融させた略中空円筒形状の基体層の内周面および外周面の少なくとも一方の周面から出っ張るように形成されるとともに前記パリソンの押し出し方向に沿って形成される1以上の凸部を備えた非円環断面形状のパリソンを、ダイスヘッドから下方へ押し出す押し出し機構と、
前記押し出されたパリソンを金型で挟み込んでブロー成形するブロー成形機構とを含み、
前記凸部は、前記基体層を形成する第1の成形材料とは前記ダイスヘッド内の樹脂通路が異なる第2の成形材料で形成される、ブロー成形装置。 A molding apparatus for producing a synthetic resin molded product by a blow molding method,
1 is formed so as to protrude from at least one of the inner peripheral surface and the outer peripheral surface of the substantially hollow cylindrical base layer obtained by heating and melting the first molding material, and is formed along the direction in which the parison is extruded. An extruding mechanism for extruding a parison having a non-annular cross-sectional shape having the above convex portions downward from a die head;
A blow molding mechanism for sandwiching the extruded parison with a mold and blow molding,
The said convex part is a blow molding apparatus formed with the 2nd molding material from which the resin path in the said die head differs from the 1st molding material which forms the said base | substrate layer.
前記第1の樹脂通路と前記第2の樹脂通路とは前記ダイスヘッドの内部で合流しない、請求項1に記載のブロー成形装置。 The die head includes a housing and two or more mandrels. The first resin passage through which the first melted and melted molding material flows, and the second flow through which the second melted and melted molding material flows. A resin passage,
The blow molding apparatus according to claim 1, wherein the first resin passage and the second resin passage do not merge inside the die head.
前記ブロー成形機構は、前記捻回機構により捻回されたパリソンを金型で挟み込んでブロー成形し、
前記捻回機構は、
前記押し出し機構から押し出されたパリソンの端部を把持するための把持手段と、
前記パリソンの押し出し方向に平行な軸を回転軸として、前記パリソンの端部を把持した把持手段を所定の角度分だけ回転するための回転手段とを含む、請求項1〜請求項3のいずれかに記載のブロー成形装置。 The blow molding device further includes a twisting mechanism for gripping and twisting the parison extruded from the extrusion mechanism,
The blow molding mechanism is blow molded by sandwiching a parison twisted by the twist mechanism with a mold,
The twisting mechanism is
Gripping means for gripping the end of the parison extruded from the extrusion mechanism;
The rotating means for rotating the holding means which hold | gripped the edge part of the said parison by a predetermined angle by making an axis | shaft parallel to the extrusion direction of the said parison into a rotating shaft is any one of Claims 1-3. The blow molding apparatus described in 1.
前記捻回機構は、前記パリソンの押し出し速度に対応させて前記パリソンの端部を把持した把持手段を前記回転軸方向に沿って下方へ移動するための移動手段をさらに含む、請求項4に記載のブロー成形装置。 The extrusion mechanism continuously extrudes the parison,
The said twisting mechanism further includes a moving means for moving a gripping means that grips an end of the parison in accordance with the pushing speed of the parison to move downward along the rotation axis direction. Blow molding equipment.
前記把持手段は、前記エアーの流通を阻害しないように、前記パリソンの端部を把持する、請求項4または請求項5に記載のブロー成形装置。 The extrusion mechanism extrudes the parison while circulating air through the hollow portion of the parison in order to maintain the substantially hollow cylindrical shape of the parison,
The blow molding apparatus according to claim 4 or 5, wherein the gripping means grips an end of the parison so as not to hinder the air flow.
前記所定の角度は、前記ブロー成形後の成形品における捻り角度に、前記把持が解除されたパリソンが前記金型で挟み込まれるまでに戻る角度に対応させた角度分だけ余分に加えた角度である、請求項4〜請求項6のいずれかに記載のブロー成形装置。 The blow molding mechanism blow-molds the parison released from gripping by the gripping means,
The predetermined angle is an angle obtained by adding to the twist angle in the molded product after the blow molding by an amount corresponding to an angle corresponding to a return angle until the parison whose grip is released is sandwiched between the molds. The blow molding apparatus according to any one of claims 4 to 6.
前記把持手段は、前記パリソンの端部の外筒面を一対のチャックで挟持し、
前記金型は、対向させた合わせ面が離隔接近する少なくとも2つに分割された金型であって、
前記回転手段は、前記チャックが解除されたパリソンにおいて前記チャックにより挟持されたことにより形成された略平らな平面が、前記合わせ面を含む平面と略平行になるように、前記パリソンの端部を把持した把持手段の回転を停止する、請求項4〜請求項6のいずれかに記載のブロー成形装置。 The blow molding mechanism blow-molds the parison released from gripping by the gripping means,
The gripping means sandwiches the outer cylindrical surface of the end of the parison with a pair of chucks,
The mold is a mold divided into at least two facing facing surfaces that are spaced apart from each other,
The rotating means moves the end of the parison so that a substantially flat plane formed by being held by the chuck in the parison with the chuck released is substantially parallel to a plane including the mating surface. The blow molding apparatus according to any one of claims 4 to 6, wherein rotation of the gripping means gripped is stopped.
第1の成形材料を加熱溶融させた略中空円筒形状の基体層の内周面および外周面の少なくとも一方の周面から出っ張るように形成されるとともに前記パリソンの押し出し方向に沿って形成される1以上の凸部を備えた非円環断面形状のパリソンを、ダイスヘッドから下方へ押し出す押出ステップと、
前記押し出されたパリソンを金型で挟み込んでブロー成形する成形ステップとを含み、
前記凸部は、前記基体層を形成する第1の成形材料とは前記ダイスヘッド内の樹脂通路が異なる第2の成形材料で形成される、ブロー成形方法。 A molding method for producing a molded product made of synthetic resin by a blow molding method,
1 is formed so as to protrude from at least one of the inner peripheral surface and the outer peripheral surface of the substantially hollow cylindrical base layer obtained by heating and melting the first molding material, and is formed along the direction in which the parison is extruded. Extrusion step for extruding the non-annular cross-sectional parison with the convex portions downward from the die head;
A molding step of sandwiching the extruded parison with a mold and blow molding,
The said convex part is a blow molding method formed with the 2nd molding material from which the resin channel in the said die head differs from the 1st molding material which forms the said base | substrate layer.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016022676A JP6595361B2 (en) | 2016-02-09 | 2016-02-09 | Blow molding apparatus and blow molding method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016022676A JP6595361B2 (en) | 2016-02-09 | 2016-02-09 | Blow molding apparatus and blow molding method |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019117184A Division JP2019151123A (en) | 2019-06-25 | 2019-06-25 | Plastic bottle produced by blow molding method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017140731A true JP2017140731A (en) | 2017-08-17 |
| JP6595361B2 JP6595361B2 (en) | 2019-10-23 |
Family
ID=59628157
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2016022676A Active JP6595361B2 (en) | 2016-02-09 | 2016-02-09 | Blow molding apparatus and blow molding method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6595361B2 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021017283A (en) * | 2019-07-23 | 2021-02-15 | ジェーシーシー株式会社 | Resin bottle manufactured by blow molding method |
| JP2021172423A (en) * | 2020-04-30 | 2021-11-01 | 株式会社吉野工業所 | Extrusion blow container |
| JP2021172422A (en) * | 2020-04-30 | 2021-11-01 | 株式会社吉野工業所 | Extrusion blow container |
| CN114103061A (en) * | 2021-12-06 | 2022-03-01 | 苏州宝柏塑胶有限公司 | Blow molding process of reinforced hollow plastic container and mouth mold for blow molding process |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS49110752A (en) * | 1973-02-23 | 1974-10-22 | ||
| JPS5027164U (en) * | 1973-07-12 | 1975-03-28 | ||
| JPS59199217A (en) * | 1983-04-28 | 1984-11-12 | Ekuseru Kk | Preparation of hollow molded article having twist part |
| JPH0584810A (en) * | 1991-09-27 | 1993-04-06 | Mitsubishi Heavy Ind Ltd | Blow molding device |
| JP2002173124A (en) * | 2000-12-05 | 2002-06-18 | Toyo Seikan Kaisha Ltd | Plastic container and manufacturing method thereof |
| JP2006103713A (en) * | 2004-10-01 | 2006-04-20 | Heiwa Kagaku Kogyosho:Kk | Partially multi-layered container including main layer having shape keeping property |
| JP2010201629A (en) * | 2009-02-27 | 2010-09-16 | Daisho Glass Kk | Direct blow molding apparatus and direct blow molding method |
| JP5947987B1 (en) * | 2015-03-12 | 2016-07-06 | 大商硝子株式会社 | Inner spiral striped container, inner spiral strip manufacturing method and manufacturing apparatus thereof |
-
2016
- 2016-02-09 JP JP2016022676A patent/JP6595361B2/en active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS49110752A (en) * | 1973-02-23 | 1974-10-22 | ||
| JPS5027164U (en) * | 1973-07-12 | 1975-03-28 | ||
| JPS59199217A (en) * | 1983-04-28 | 1984-11-12 | Ekuseru Kk | Preparation of hollow molded article having twist part |
| JPH0584810A (en) * | 1991-09-27 | 1993-04-06 | Mitsubishi Heavy Ind Ltd | Blow molding device |
| JP2002173124A (en) * | 2000-12-05 | 2002-06-18 | Toyo Seikan Kaisha Ltd | Plastic container and manufacturing method thereof |
| JP2006103713A (en) * | 2004-10-01 | 2006-04-20 | Heiwa Kagaku Kogyosho:Kk | Partially multi-layered container including main layer having shape keeping property |
| JP2010201629A (en) * | 2009-02-27 | 2010-09-16 | Daisho Glass Kk | Direct blow molding apparatus and direct blow molding method |
| JP5947987B1 (en) * | 2015-03-12 | 2016-07-06 | 大商硝子株式会社 | Inner spiral striped container, inner spiral strip manufacturing method and manufacturing apparatus thereof |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021017283A (en) * | 2019-07-23 | 2021-02-15 | ジェーシーシー株式会社 | Resin bottle manufactured by blow molding method |
| JP2021172423A (en) * | 2020-04-30 | 2021-11-01 | 株式会社吉野工業所 | Extrusion blow container |
| JP2021172422A (en) * | 2020-04-30 | 2021-11-01 | 株式会社吉野工業所 | Extrusion blow container |
| JP7378348B2 (en) | 2020-04-30 | 2023-11-13 | 株式会社吉野工業所 | extrusion blow container |
| JP7378349B2 (en) | 2020-04-30 | 2023-11-13 | 株式会社吉野工業所 | extrusion blow container |
| CN114103061A (en) * | 2021-12-06 | 2022-03-01 | 苏州宝柏塑胶有限公司 | Blow molding process of reinforced hollow plastic container and mouth mold for blow molding process |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6595361B2 (en) | 2019-10-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11697241B2 (en) | Blow molding method and apparatus for forming squeezable plastic container | |
| JP6595361B2 (en) | Blow molding apparatus and blow molding method | |
| JP5178827B2 (en) | Method and apparatus for manufacturing hollow body made of thermoplastic material | |
| JPS6243850B2 (en) | ||
| JP6533428B2 (en) | Blow molding apparatus and blow molding method | |
| CN107405818B (en) | Container with internal surface spiral strip, method and device for manufacturing container with internal surface spiral strip | |
| JP2019151123A (en) | Plastic bottle produced by blow molding method | |
| US3640665A (en) | Tangentially sliding neck swaging mechanism | |
| JP5376200B2 (en) | Blow molding container and molding method | |
| CN114901453B (en) | Method and apparatus for manufacturing resin container | |
| CN105172108A (en) | Foldable packaging barrel blow mold | |
| WO2022196658A1 (en) | Resin container manufacturing method and manufacturing apparatus | |
| JP2001322161A (en) | Method for manufacturing bottle with internal pattern by blow molding, and plastic bottle | |
| CN114945454B (en) | Method and apparatus for manufacturing resin container, and mold assembly | |
| US20230058743A1 (en) | Manufacturing method, manufacturing apparatus, and mold unit for resin container | |
| JP7327860B1 (en) | CONTAINER MANUFACTURING METHOD, CONTAINER MANUFACTURING APPARATUS, CONTAINER | |
| JP7317453B2 (en) | Container manufacturing method and container | |
| WO2024134826A1 (en) | Method for manufacturing container, apparatus for manufacturing container, and container | |
| US20230226740A1 (en) | Method of forming a container having a hanging implement | |
| KR101459526B1 (en) | A Blow Plastic Container Manufacturing Unit | |
| CN114786899A (en) | Method of manufacturing a container preform using additive manufacturing | |
| KR20180008200A (en) | System and method for fabricating of plastic container | |
| KR20160137187A (en) | System and method for fabricating of plastic container |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20160209 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160215 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180713 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190417 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190514 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190625 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190910 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190926 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6595361 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |