JP2017122280A - Molten zinc bath installation - Google Patents
Molten zinc bath installation Download PDFInfo
- Publication number
- JP2017122280A JP2017122280A JP2017046818A JP2017046818A JP2017122280A JP 2017122280 A JP2017122280 A JP 2017122280A JP 2017046818 A JP2017046818 A JP 2017046818A JP 2017046818 A JP2017046818 A JP 2017046818A JP 2017122280 A JP2017122280 A JP 2017122280A
- Authority
- JP
- Japan
- Prior art keywords
- mass
- less
- steel sheet
- steel
- molten zinc
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Abstract
Description
本発明は、溶融亜鉛浴設備に関するものである。 The present invention relates to a molten zinc bath facility.
従来より、鉄鋼材料に施す経済的な防錆処理方法として、一般に溶融亜鉛めっき法が広く用いられている。このような溶融亜鉛めっき法は、溶融亜鉛が入れられた鋼製の浴槽に、めっきを施す鋼材を浸漬して行なわれる。 Conventionally, a hot dip galvanizing method has been widely used as an economical rust prevention treatment method applied to steel materials. Such a hot dip galvanizing method is performed by immersing a steel material to be plated into a steel bath in which hot dip zinc is put.
上述のような鋼製の浴槽は、溶融亜鉛と接触する界面において、溶融亜鉛と浴槽の鉄とが反応し、鉄−亜鉛合金層を形成するため、腐食が進行してしまう。この際の腐食速度は、溶融亜鉛の温度が500℃近傍である場合に非常に大きくなるので、浴槽の温度管理が適切でないと、短期間で減肉による破損が生じたり、穴あきが生じたりすることにより、浴槽が使用できなくなるという問題がある。 In the steel bath as described above, the molten zinc reacts with the iron in the bath at the interface contacting with the molten zinc to form an iron-zinc alloy layer, so that corrosion proceeds. The corrosion rate at this time becomes very large when the temperature of the molten zinc is around 500 ° C. If the temperature control of the bathtub is not appropriate, damage due to thinning or perforation may occur in a short period of time. By doing so, there is a problem that the bathtub cannot be used.
上述のような腐食の問題に対し、浴槽をなす鋼の化学成分組成において、Cの含有量を高め、且つ、Si及びPの含有量を抑えることにより、溶融亜鉛の温度が500℃近傍である場合の腐食速度を低減させた鋼材が提案されている(例えば、特許文献1〜4を参照)。特許文献1〜4に記載の鋼材によれば、鋼成分を上記組成とすることにより、溶融亜鉛による腐食作用に対して優れた耐食性を有し、浴槽の減肉や穴あき等を抑制することが可能となる。
For the above-mentioned corrosion problem, in the chemical composition of the steel forming the bathtub, the temperature of molten zinc is around 500 ° C. by increasing the C content and suppressing the Si and P content. Steel materials with reduced corrosion rates have been proposed (see, for example,
しかしながら、特許文献1〜4に記載の鋼材では、浴槽の減肉や穴あき等を抑制できる一方で、亜鉛の作用による割れが生じ、浴槽の寿命が短くなる場合があった。本発明はこのような実情に鑑みてなされたものであり、溶融亜鉛浴設備を提供することを目的とする。
However, in the steel materials described in
本発明者等は、溶融亜鉛腐食性に優れる化学成分の鋼を用いて、亜鉛割れ性に及ぼす金属組織の影響について鋭意検討を行なった。その結果、金属組織中におけるフェライト粒の平均アスペクト比を2以上にすることにより、耐溶融亜鉛腐食性のみならず、耐亜鉛割れ性にも優れた鋼材が得られることを見出した。本発明は、かかる知見に基づいて完成されたものであり、その要旨とするところは以下の通りである。 The inventors of the present invention diligently studied the influence of the metal structure on the zinc cracking property by using steel having a chemical composition excellent in hot zinc corrosion resistance. As a result, it has been found that by setting the average aspect ratio of ferrite grains in the metal structure to 2 or more, a steel material having not only molten zinc corrosion resistance but also excellent zinc cracking resistance can be obtained. The present invention has been completed based on such findings, and the gist thereof is as follows.
[1] 質量%でC:0.10〜0.30%、Si:0.05%以下、Mn:0.20〜2.0%を含有し、P:0.015%以下、S:0.030%以下、Al:0.070%以下に制限し、残部がFeおよび不可避的不純物からなり、圧延方向に平行、且つ、板面に垂直な板厚断面において、板厚(t)方向で板面からt/4部までの表層の金属組織が、フェライト相および、パーライト相からなる混合組織であり、且つ、前記フェライト相の結晶粒の平均アスペクト比が2以上である鋼板を用いて構成される溶融亜鉛浴設備。
[2] 前記鋼板が、さらに、質量%で、Nb:0.003〜0.050%、V:0.01〜0.10%、Ti:0.005〜0.050%のうちの1種または2種以上を含有する上記[1]に記載の溶融亜鉛浴設備。
[3] 前記鋼板が、さらに、質量%で、Cu:0.1〜0.5%、Ni:0.1〜2.0%、Cr:0.1〜2.0%、Mo:0.02〜1.0%のうちの1種または2種以上を含有する上記[1]または[2]に記載の溶融亜鉛浴設備。
[4] 前記鋼板が、さらに、質量%で、Ca:0.0002〜0.0030%、Mg:0.0002〜0.0030%、REM:0.0002〜0.0030%のうちの1種または2種以上を含有する上記[1]から[3]のいずれか一項に記載の溶融亜鉛浴設備。
[5] 前記鋼板が、さらに、質量%で、B:0.0002〜0.0010%を含有する上記[1]から[4]のいずれか一項に記載の溶融亜鉛浴設備。
[1] C: 0.10 to 0.30% by mass%, Si: 0.05% or less, Mn: 0.20 to 2.0%, P: 0.015% or less, S: 0 0.030% or less, Al: 0.070% or less, the balance being Fe and inevitable impurities, parallel to the rolling direction and perpendicular to the plate surface in the plate thickness (t) direction The metal structure of the surface layer from the plate surface to t / 4 part is a mixed structure composed of a ferrite phase and a pearlite phase, and the steel layer has an average aspect ratio of 2 or more of the ferrite phase crystal grains. Molten zinc bath equipment.
[2] The steel sheet is further in mass%, Nb: 0.003 to 0.050%, V: 0.01 to 0.10%, Ti: 0.005 to 0.050%. Or the molten zinc bath equipment as described in said [1] containing 2 or more types.
[3] The steel sheet is further, in mass%, Cu: 0.1 to 0.5%, Ni: 0.1 to 2.0%, Cr: 0.1 to 2.0%, Mo: 0.00. The molten zinc bath facility according to the above [1] or [2], containing one or more of 02 to 1.0%.
[4] The steel sheet is further in mass%, Ca: 0.0002 to 0.0030%, Mg: 0.0002 to 0.0030%, REM: 0.0002 to 0.0030%. Or the molten zinc bath equipment as described in any one of said [1] to [3] containing 2 or more types.
[5] The molten zinc bath facility according to any one of [1] to [4], wherein the steel sheet further contains B: 0.0002 to 0.0010% by mass.
本発明の耐溶融亜鉛腐食性および耐亜鉛割れ性に優れた溶融亜鉛浴設備用鋼板を用いて溶融亜鉛浴用釜(浴槽)を構成することにより、腐食や割れ等が生じにくく、長寿命の溶融亜鉛浴用釜が得られるので、産業上の効果は極めて大きく、また、構造物の安全性の観点から社会に対する貢献も計り知れない。 By constructing a hot-dip zinc bath kettle (tub) using the hot-dip zinc bath steel plate with excellent resistance to hot-zinc corrosion and zinc cracking of the present invention, corrosion and cracking are less likely to occur, and long-life melting Since a zinc bath kettle is obtained, the industrial effect is extremely large, and the contribution to society is immeasurable from the viewpoint of the safety of the structure.
以下、本発明の耐溶融亜鉛腐食性および耐亜鉛割れ性に優れた溶融亜鉛浴設備用鋼板(以下、単に溶融亜鉛浴設備用鋼板と略称することがある)とその製造方法の実施の形態について、図面を適宜参照しながら説明する。
なお、この実施形態は、発明の趣旨をより良く理解させるために詳細に説明するものであるから、特に指定の無い限り、本発明を限定するものではない。
また、以下の説明において、化学成分組成における各成分の含有量を示す「%」は、特に指定の無い限り「質量%」を示す。
Hereinafter, embodiments of a steel sheet for hot dip zinc bath equipment (hereinafter, simply referred to as “steel board for hot dip zinc bath equipment”) excellent in molten zinc corrosion resistance and zinc cracking resistance according to the present invention and its manufacturing method will be described. This will be described with reference to the drawings as appropriate.
In addition, since this embodiment is described in detail for better understanding of the gist of the invention, the present invention is not limited unless otherwise specified.
In the following description, “%” indicating the content of each component in the chemical component composition indicates “mass%” unless otherwise specified.
[溶融亜鉛浴設備用鋼板]
本発明の耐溶融亜鉛腐食性および耐亜鉛割れ性に優れた溶融亜鉛浴設備用鋼板は、質量%でC:0.10〜0.30%、Si:0.05%以下、Mn:0.20〜2.0%を含有し、P:0.015%以下、S:0.030%以下、Al:0.070%以下に制限し、残部がFeおよび不可避的不純物からなり、圧延方向に平行、且つ、板面に垂直な板厚断面において、板厚(t)方向で板面からt/4部までの表層の金属組織が、フェライト相および、パーライト相からなる混合組織であり、且つ、フェライト相の結晶粒の平均アスペクト比が2以上とされ、概略構成される。
[Steel plate for molten zinc bath equipment]
The steel sheet for molten zinc bath equipment excellent in molten zinc corrosion resistance and zinc cracking resistance of the present invention is C: 0.10 to 0.30% by mass%, Si: 0.05% or less, Mn: 0.00%. 20 to 2.0%, P: 0.015% or less, S: 0.030% or less, Al: 0.070% or less, the balance is made of Fe and inevitable impurities, in the rolling direction In the plate thickness section parallel and perpendicular to the plate surface, the metal structure of the surface layer from the plate surface to t / 4 part in the plate thickness (t) direction is a mixed structure consisting of a ferrite phase and a pearlite phase, and The average aspect ratio of the ferrite phase crystal grains is 2 or more, which is generally configured.
<化学成分組成>
本発明の溶融亜鉛浴設備用鋼板は、C:0.10〜0.30%、Si:0.05%以下、Mn:0.20〜2.0%、P:0.015%以下、S:0.030%以下、Al:0.070%以下の各成分を必須元素(あるいは不可避的元素)として含有し、残部がFeおよび不可避的不純物からなる。
また、本発明の溶融亜鉛浴設備用鋼板では、さらに、質量%で、Nb:0.003〜0.050%、V:0.01〜0.10%、Ti:0.005〜0.050%、Cu:0.1〜0.5%、Ni:0.1〜2.0%、Cr:0.1〜2.0%、Mo:0.02〜1.0%、Ca:0.0002〜0.0030%、Mg:0.0002〜0.0030%、REM:0.0002〜0.0030%、B:0.0002〜0.0010%のうちの1種または2種以上を、適宜選択して含有する構成とすることができる。
以下に、本発明における鋼材の化学成分組成の限定理由を説明する。
<Chemical component composition>
Steel sheets for hot dip zinc bath equipment of the present invention are: C: 0.10 to 0.30%, Si: 0.05% or less, Mn: 0.20 to 2.0%, P: 0.015% or less, S : 0.030% or less, Al: 0.070% or less of each component is contained as an essential element (or unavoidable element), the balance consists of Fe and unavoidable impurities.
Moreover, in the steel sheet for hot dip zinc bath equipment of the present invention, Nb: 0.003 to 0.050%, V: 0.01 to 0.10%, Ti: 0.005 to 0.050 in terms of mass%. %, Cu: 0.1-0.5%, Ni: 0.1-2.0%, Cr: 0.1-2.0%, Mo: 0.02-1.0%, Ca: 0.0. One or more of 0002 to 0.0030%, Mg: 0.0002 to 0.0030%, REM: 0.0002 to 0.0030%, B: 0.0002 to 0.0010%, It can be set as the structure which selects suitably and contains.
Below, the reason for limitation of the chemical component composition of the steel material in this invention is demonstrated.
「C:炭素」0.10〜0.30質量%
Cは、鋼板の強度向上のために重要な元素である。Cの含有量が0.10質量%未満になると、鋼板の耐溶融亜鉛腐食性が大きく低下することから、0.10質量%以上のCを添加する必要があるが、詳細を後述する目標の金属組織を得るためには、0.12質量%超の添加がより好ましい。但し、Cを0.30質量%以上添加すると、鋼板の溶接性が劣化するため、0.30質量%を上限とした。
“C: Carbon” 0.10 to 0.30 mass%
C is an important element for improving the strength of the steel sheet. When the C content is less than 0.10% by mass, the corrosion resistance of the steel sheet is greatly reduced. Therefore, it is necessary to add 0.10% by mass or more of C. In order to obtain a metal structure, addition of more than 0.12% by mass is more preferable. However, when 0.30 mass% or more of C is added, the weldability of the steel sheet deteriorates, so 0.30 mass% was made the upper limit.
「Si:ケイ素」0.05質量%以下
Siは、脱酸作用を有するが、強力な脱酸元素であるAlが充分に添加されている場合には不要である。Siは、母材を強化する作用もあるが、他の元素に比べるとその効果は相対的に小さい。また、Siは、耐溶融亜鉛腐食性を大きく低下させることから、その含有量が少ない方が好ましく、操業上安定して低減可能な0.05質量%を上限とする。また、製鋼上の制限もあるが、Siの含有量を0.02質量%以下とすることがより好ましい。
“Si: silicon” 0.05 mass% or less Si has a deoxidizing action, but is unnecessary when Al, which is a strong deoxidizing element, is sufficiently added. Si also has the effect of strengthening the base material, but its effect is relatively small compared to other elements. In addition, since Si greatly reduces the resistance to molten zinc corrosion, its content is preferably small, and the upper limit is 0.05% by mass that can be stably reduced in operation. Moreover, although there is a restriction | limiting on steel manufacture, it is more preferable to make content of Si 0.02 mass% or less.
「Mn:マンガン」0.20〜2.0質量%
Mnは、母材強度を確保する観点から添加する元素であり、母材強度に寄与するためには0.20質量%以上の添加が必要である。また、同時に添加するCの添加量が0.12質量%以下と低い場合には、目標となる組織を安定的に得るため、Mnを0.5質量%超で添加することが好ましい。但し、2.0質量%以上のMnの添加は、溶接性を大きく劣化させることから、Mnの添加範囲を0.20〜2.0質量%とした。
“Mn: Manganese” 0.20 to 2.0 mass%
Mn is an element added from the viewpoint of securing the strength of the base material. In order to contribute to the strength of the base material, it is necessary to add 0.20% by mass or more. Moreover, when the addition amount of C added simultaneously is as low as 0.12 mass% or less, it is preferable to add Mn more than 0.5 mass% in order to stably obtain a target structure. However, the addition of 2.0% by mass or more of Mn greatly deteriorates the weldability, so the Mn addition range was set to 0.20 to 2.0% by mass.
「P:リン」0.015質量%以下
Pは、不純物元素であり、不可避的に鋼板中に含有されるが、Siと同様に耐溶融亜鉛腐食性を大きく低下させ、溶接性にも悪影響を及ぼすことから、その含有量は少ない方が好ましく、操業上安定して低減可能な0.015質量%を上限とした。また、製鋼上の制限もあるが、Pの含有量は0.008質量%以下とすることがより好ましい。
“P: Phosphorus” 0.015% by mass or less P is an impurity element and is inevitably contained in the steel sheet, but, like Si, greatly reduces the resistance to molten zinc corrosion and adversely affects weldability. Therefore, the content is preferably as small as possible, and the upper limit is set to 0.015% by mass that can be stably reduced in operation. Moreover, although there is a restriction | limiting on steel manufacture, it is more preferable that content of P shall be 0.008 mass% or less.
「S:硫黄」0.030質量%以下
Sも、上記Pと同様、鋼板中に不可避的に含有される元素であるが、Sは母材靭性や溶接性を低下させるため、少ない方が好ましいことから、操業上安定して低減可能な0.030質量%を上限とした。
“S: Sulfur” 0.030% by mass or less S is an element inevitably contained in the steel plate as in the case of P. However, since S decreases the base metal toughness and weldability, it is preferable that S be less. For this reason, the upper limit was set to 0.030% by mass that can be stably reduced in operation.
「Al:アルミニウム」0.070質量%以下
Alは、脱酸に用いられる元素であり、その脱酸効果を得るためには0.015質量%以上の添加が好ましい。しかしながら、0.070質量%以上のAlの添加は、鋼中に粗大な介在物を多く存在させ、靭性を低下させることから、その上限を0.070質量%とした。
“Al: Aluminum” 0.070% by mass or less Al is an element used for deoxidation, and in order to obtain the deoxidation effect, addition of 0.015% by mass or more is preferable. However, addition of 0.070% by mass or more of Al causes many coarse inclusions to exist in the steel and lowers the toughness, so the upper limit was made 0.070% by mass.
「Nb:ニオブ」0.003〜0.050質量%
「V:バナジウム」0.01〜0.10質量%
「Ti:チタン」0.005〜0.050質量%
Nb、V、Tiは、本発明における選択的元素であり、母材強度を確保させるために必要に応じて添加するが、ともに多く添加すると母材靭性や溶接性を劣化させることから、Nbを0.003〜0.050質量%、Vを0.01〜0.10質量%、Tiを0.005〜0.050質量%の添加量とした。また、これらの各元素は、母材強度確保の観点から、それぞれ単独で添加しても、複合添加しても良い。
“Nb: Niobium” 0.003 to 0.050 mass%
“V: Vanadium” 0.01 to 0.10% by mass
“Ti: Titanium” 0.005 to 0.050 mass%
Nb, V, and Ti are selective elements in the present invention, and are added as necessary to ensure the strength of the base material. However, if both are added in large amounts, the base material toughness and weldability are deteriorated. The addition amount was 0.003 to 0.050 mass%, V was 0.01 to 0.10 mass%, and Ti was 0.005 to 0.050 mass%. These elements may be added alone or in combination from the viewpoint of securing the strength of the base material.
「Cu:銅」0.1〜0.5質量%
「Ni:ニッケル」0.1〜2.0質量%
「Cr:クロム」0.1〜2.0質量%
「Mo:モリブデン」0.02〜1.0質量%
Cu、Ni、Cr、Moも、本発明における選択的元素であり、上述したNb、V、Tiと同様に、母材強度を確保させるために必要に応じて添加するが、ともに多く添加すると母材靭性や溶接性を劣化させることから、Cuを0.1〜0.5質量%、Niを0.1〜2.0質量%、Crを0.1〜2.0質量%、Moを0.02〜1.0質量%の添加量とした。また、これらの各元素は、母材強度確保の観点から、それぞれ単独で添加しても、複合添加しても良い。
“Cu: Copper” 0.1 to 0.5 mass%
"Ni: nickel" 0.1-2.0 mass%
“Cr: Chromium” 0.1 to 2.0 mass%
“Mo: Molybdenum” 0.02 to 1.0 mass%
Cu, Ni, Cr, and Mo are also selective elements in the present invention. Like Nb, V, and Ti described above, Cu, Ni, Cr, and Mo are added as necessary to ensure the strength of the base material. Since the toughness and weldability are deteriorated, Cu is 0.1 to 0.5% by mass, Ni is 0.1 to 2.0% by mass, Cr is 0.1 to 2.0% by mass, and Mo is 0%. The added amount was 0.02 to 1.0% by mass. These elements may be added alone or in combination from the viewpoint of securing the strength of the base material.
「Ca:カルシウム」0.0002〜0.0030質量%
「Mg:マグネシウム」0.0002〜0.0030質量%
「REM:希土類元素(ランタノイド系元素)」0.0002〜0.0030質量%
Ca、Mg、REMも、本発明における選択的元素であり、大入熱溶接熱影響部の靭性を確保するために必要に応じて添加するが、大量に添加すると鋼中に粗大介在物が残留して母材や溶接熱影響部の靭性を低下させることから、Caを0.0002〜0.0030質量%、Mgを0.0002〜0.0030質量%、REMを0.0002〜0.0030質量%の添加量とした。また、これらの各元素は、母材強度確保の観点から、それぞれ単独で添加しても、複合添加しても良い。
“Ca: calcium” 0.0002 to 0.0030 mass%
“Mg: Magnesium” 0.0002 to 0.0030 mass%
“REM: rare earth element (lanthanoid element)” 0.0002 to 0.0030 mass%
Ca, Mg, and REM are also selective elements in the present invention, and are added as necessary to ensure the toughness of the high heat input welding heat-affected zone, but when added in large quantities, coarse inclusions remain in the steel. As a result, the toughness of the base metal and the weld heat-affected zone is reduced, so Ca is 0.0002 to 0.0030 mass%, Mg is 0.0002 to 0.0030 mass%, and REM is 0.0002 to 0.0030. The amount added was mass%. These elements may be added alone or in combination from the viewpoint of securing the strength of the base material.
「B:ボロン(ホウ素)」0.0002〜0.0010質量%
Bも、本発明における選択的元素であり、鋼板の母材強度を確保するために必要に応じて添加する。その母材強度効果は、Bの0.0002%以上の添加から発現するが、大量に添加すると母材靭性や溶接性を劣化させることがあることから、0.0002〜0.0010質量%の添加量とした。
“B: Boron” 0.0002 to 0.0010 mass%
B is also a selective element in the present invention, and is added as necessary to ensure the strength of the base material of the steel sheet. The base material strength effect is manifested when 0.0002% or more of B is added, but when added in a large amount, the base material toughness and weldability may be deteriorated, so 0.0002 to 0.0010% by mass. The amount added.
<金属組織>
本発明の溶融亜鉛浴設備用鋼板は、圧延方向に平行、且つ、板面に垂直な板厚断面において、板厚(t)方向で板面からt/4部までの表層の金属組織が、フェライト相および、パーライト相からなる混合組織であり、且つ、フェライト相の結晶粒の平均アスペクト比が2以上として構成されている。
<Metallic structure>
The steel sheet for hot dip zinc bath equipment of the present invention has a metallographic structure of the surface layer from the plate surface to t / 4 part in the plate thickness (t) direction in the plate thickness section parallel to the rolling direction and perpendicular to the plate surface. It is a mixed structure composed of a ferrite phase and a pearlite phase, and the average aspect ratio of the ferrite phase crystal grains is 2 or more.
ここで、本実施形態では、フェライト相の結晶粒の前記平均スペクト比は、圧延方向に平行、且つ、板面に垂直な板断面の光学顕微鏡観察試料を作製し、表面直下25μm、板面からt/8部、板面からt/4部から板面側に25μmの位置を視野中心においた、50μm×50μm範囲の100倍の光学顕微鏡視野を、各3視野ずつ計9視野を光学顕微鏡観察し、画像処理により、各視野ごとにフェライト相の結晶粒の平均アスペクト比を測定した後、その9視野の視野ごとの平均アスペクト比を総加算した後、9で割って求めた。 Here, in the present embodiment, the average spectrum ratio of the ferrite phase crystal grains is an optical microscope observation sample having a plate section parallel to the rolling direction and perpendicular to the plate surface. Optical microscope observation of a total of 9 visual fields, each of 3 visual fields, with a magnification of 100 × in the range of 50 μm × 50 μm, centered on the visual field at a position of 25 μm from the t / 8 part to the t / 4 part from the plate surface to the plate surface side. Then, the average aspect ratio of the ferrite phase crystal grains was measured for each visual field by image processing, and the average aspect ratio for each of the nine visual fields was totaled, and then divided by 9.
上述のような化学成分組成を有する鋼は、例えば、上記鋼成分とされた鋼塊を真空溶解炉で溶製することによって得られる。また、金属組織は、詳細を後述する製造方法において、鋼塊から鋼板を製造する際、鋼塊を種々の温度で加熱した後、仕上げ圧延温度を変え、空冷することで調整することができる。これにより、鋼板の金属組織をフェライト相、パーライト相および不可避的析出相の混合組織とし、且つ、フェライト相の結晶粒のアスペクト比を調整して鋼板を製造することが可能となる。
ここで、本発明で説明するフェライト相の結晶粒のアスペクト比とは、結晶粒の長軸と短軸との比である。
The steel having the chemical composition as described above can be obtained, for example, by melting a steel ingot having the steel composition in a vacuum melting furnace. Moreover, when manufacturing a steel plate from a steel ingot in a manufacturing method described in detail later, the metal structure can be adjusted by heating the steel ingot at various temperatures and then changing the finish rolling temperature and air cooling. This makes it possible to manufacture a steel sheet by setting the metal structure of the steel sheet to a mixed structure of a ferrite phase, a pearlite phase, and an inevitable precipitated phase, and adjusting the aspect ratio of the crystal grains of the ferrite phase.
Here, the aspect ratio of the crystal grains of the ferrite phase described in the present invention is the ratio of the major axis to the minor axis of the crystal grains.
本発明者等は、上記組成とされた溶融亜鉛浴設備用鋼板を用いて、溶融亜鉛腐食と亜鉛割れ試験を行い、この結果を図1及び図2のグラフに示した。ここで、溶融亜鉛腐食は、鋼板から採取した試験片を溶融した純亜鉛に浸漬し、単位面積当たりの重量の変化で耐溶融亜鉛腐食性を評価する試験である。また、亜鉛割れ試験は、切欠付き丸棒引張り試験の切欠きに溶融亜鉛を付着させ、高温で荷重を負荷する試験である。
図1は、板厚(t)方向で板面からt/4部までの表層におけるフェライト相の結晶粒のアスペクト比と、温度500℃に設定した溶融亜鉛中における腐食速度(腐食量)との関係を示すグラフである。図1のグラフに示すように、上記アスペクト比の違いによる腐食速度の変化は認められなかった。
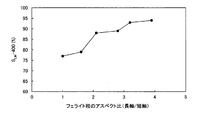
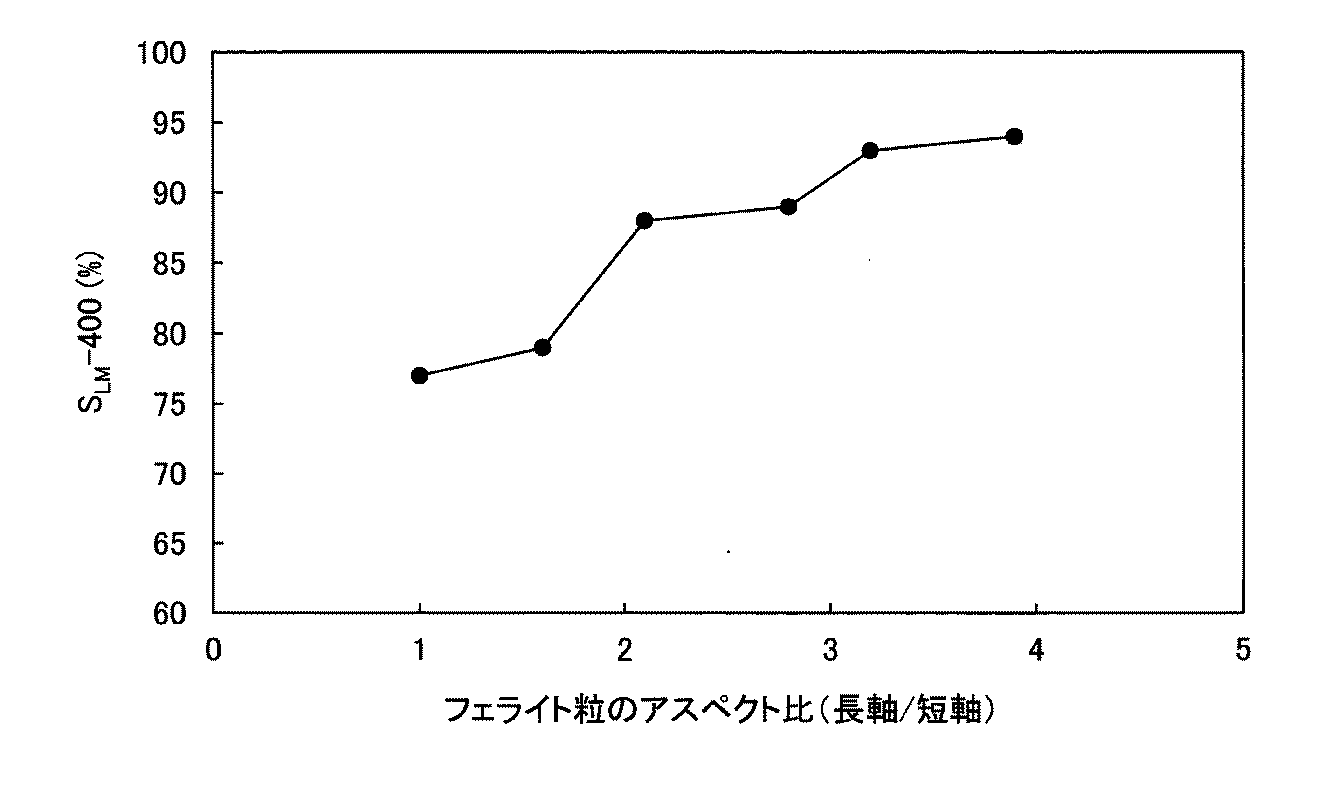
図2は、板厚(t)方向で板面からt/4部までの表層におけるフェライト相の結晶粒のアスペクト比と、SLM−400値(%)との関係を示すグラフである。SLM−400値は溶融亜鉛割れ性の指標で、SLMとは、試験片に溶融亜鉛めっきを施した場合の破断強度を、めっきを施さない場合の破断強度で除した値であり、SLM−400値は、破断時間が400秒の際のSLMを表し、この数値が大きいほど耐亜鉛割れ性が高いことを示す。
The present inventors conducted molten zinc corrosion and zinc cracking tests using the steel sheet for molten zinc bath equipment having the above composition, and the results are shown in the graphs of FIGS. Here, molten zinc corrosion is a test in which a test piece taken from a steel sheet is immersed in molten pure zinc and the resistance to molten zinc corrosion is evaluated by a change in weight per unit area. The zinc cracking test is a test in which molten zinc is adhered to the notch of the notched round bar tensile test and a load is applied at a high temperature.
FIG. 1 shows the aspect ratio of ferrite phase grains in the surface layer from the plate surface to t / 4 part in the plate thickness (t) direction and the corrosion rate (corrosion amount) in molten zinc set at a temperature of 500 ° C. It is a graph which shows a relationship. As shown in the graph of FIG. 1, no change in the corrosion rate due to the difference in the aspect ratio was observed.
FIG. 2 is a graph showing the relationship between the aspect ratio of the ferrite phase crystal grains in the surface layer from the plate surface to t / 4 part in the plate thickness (t) direction, and the SLM-400 value (%). The SLM-400 value is an index of hot dip zinc cracking. The SLM is a value obtained by dividing the rupture strength when hot dip galvanization is applied to a test piece by the rupture strength when no plating is applied. The value represents the SLM when the rupture time is 400 seconds, and the larger this value, the higher the resistance to zinc cracking.
本発明者等は、図2のグラフに示すように、鋼板の耐亜鉛割れ性は、板厚(t)方向で板面からt/4部までの表層の金属組織において、フェライト相の結晶粒のアスペクト比が高くなるほど向上することを見出した。また、鋼板の耐亜鉛割れ性は、表層の金属組織におけるフェライト相の結晶粒のアスペクト比が2以上となることで改善され、さらに、上記アスペクト比が3以上となることでより大きく改善されることを見出した。本発明の溶融亜鉛浴設備用鋼板は、上述のような知見に基づいてなされたものであり、非常に優れた耐溶融亜鉛腐食性および耐亜鉛割れ性を同時に実現できるものである。 As shown in the graph of FIG. 2, the present inventors show that the zinc crack resistance of a steel sheet is a ferrite phase crystal grain in the surface metal structure from the plate surface to t / 4 part in the sheet thickness (t) direction. It has been found that the higher the aspect ratio, the better. In addition, the zinc crack resistance of the steel sheet is improved when the aspect ratio of the ferrite phase grains in the surface metallographic structure is 2 or more, and is further improved when the aspect ratio is 3 or more. I found out. The steel sheet for hot dip zinc bath equipment of the present invention has been made based on the above-described knowledge, and can achieve extremely excellent hot galvanic corrosion resistance and zinc cracking resistance at the same time.
以上説明したように、本発明の耐溶融亜鉛腐食性および耐亜鉛割れ性に優れた溶融亜鉛浴設備用鋼板を用いて溶融亜鉛浴用釜(浴槽)を構成することにより、腐食や割れ等が生じにくく、長寿命の溶融亜鉛浴用釜が得られるので、産業上の効果は極めて大きく、また、構造物の安全性の観点から社会に対する貢献も計り知れない。 As described above, the construction of a hot-dip zinc bath kettle (tub) using the steel sheet for hot-dip zinc bath equipment excellent in hot-zinc corrosion resistance and zinc cracking resistance of the present invention causes corrosion and cracking. It is difficult to obtain a long-life molten zinc bath kettle, so the industrial effect is extremely large, and the contribution to society is immeasurable from the viewpoint of the safety of the structure.
[溶融亜鉛浴設備用鋼板の製造方法]
本発明の耐溶融亜鉛腐食性および耐亜鉛割れ性に優れた溶融亜鉛浴設備用鋼板の製造方法は、上述した化学成分組成を有する鋼を鋳造してスラブとし、該スラブをそのままか、あるいは、冷片とした後、950℃以上に加熱し鋼板表面温度が、Ar3点未満、且つ、Ar3点−150℃以上の温度域で最終の仕上げ圧延を行い、その後、空冷する方法である。ここで、Ar3点は下記(1)式で規定される。
Ar3(℃)=910−310C−80Mn−20Cu−15Cr−55Ni−80Mo−0.35(t−8) ・・・・・ (1)
但し、上記(1)式において、tは仕上げ圧延後の板厚(mm)であり、各成分は質量%である。
以下に、本発明の溶融亜鉛浴設備用鋼板の製造方法における限定理由について説明する。
[Method for producing steel sheet for molten zinc bath equipment]
The method for producing a steel sheet for hot dip zinc bath equipment excellent in hot galvanic corrosion resistance and zinc cracking resistance of the present invention is obtained by casting a steel having the above-described chemical composition into a slab, or the slab is used as it is, or This is a method in which after making a cold piece, the steel sheet is heated to 950 ° C. or higher, and the final finish rolling is performed in a temperature range where the steel sheet surface temperature is less than Ar 3 points and Ar 3 points −150 ° C. or higher, and then air-cooled. Here, the Ar 3 point is defined by the following equation (1).
Ar 3 (° C.) = 910-310C-80Mn-20Cu-15Cr-55Ni-80Mo-0.35 (t-8) (1)
However, in said Formula (1), t is the board thickness (mm) after finish rolling, and each component is the mass%.
Below, the reason for limitation in the manufacturing method of the steel sheet for molten zinc bath equipment of this invention is demonstrated.
「圧延前の鋳片の加熱温度」
本発明の製造方法においては、圧延前の鋳片の加熱温度を950℃以上とする。本発明では、規定の化学成分組成を有した鋼を鋳造して鋳片(スラブ)とした後、この鋳片をそのままか、あるいは冷片とした後、950℃以上に加熱し、圧延前の鋳片全体が950℃以上となるように、炉内に保持する。
このような圧延前の鋳片の加熱温度が低くなり過ぎると、鋳片の圧延時に、圧延機にかかる負荷が大きくなることから、下限温度を950℃とした。この加熱温度は、好ましくは1000℃以上、より好ましくは1100℃以上とする。なお、加熱温度の上限は、特に制限しないが、生産性を考慮すると、1250℃が好ましい。また、金属組織の粗大化を抑制するために、より好ましくは加熱温度の上限を1150℃とする。
“Heating temperature of slab before rolling”
In the manufacturing method of this invention, the heating temperature of the slab before rolling shall be 950 degreeC or more. In the present invention, after casting a steel having a prescribed chemical composition to form a slab (slab), the slab is used as it is or as a cold piece, and then heated to 950 ° C. or higher before rolling. It holds in a furnace so that the whole slab may become 950 degreeC or more.
When the heating temperature of such a slab before rolling becomes too low, the load applied to the rolling mill increases during rolling of the slab, so the lower limit temperature was set to 950 ° C. This heating temperature is preferably 1000 ° C. or higher, more preferably 1100 ° C. or higher. The upper limit of the heating temperature is not particularly limited, but is preferably 1250 ° C. in consideration of productivity. In order to suppress the coarsening of the metal structure, the upper limit of the heating temperature is more preferably set to 1150 ° C.
「仕上げ圧延温度」
本発明の製造方法においては、上述したように、最終の仕上げ圧延温度について、圧延後の鋼板の板厚をtとした際の、鋼板の板厚(t)方向で板面からt/4部までの表層におけるAr3点の温度を、次式{Ar3(℃)=910−310C−80Mn−20Cu−15Cr−55Ni−80Mo−0.35(t−8)}で規定したうえで、Ar3点未満、且つ、Ar3点−150℃以上の温度域としている。最終の仕上げ圧延を行なう際の温度域をこの範囲とすることで、鋼板の表層、つまり、板面からt/4部までの層域における金属組織を、フェライト相、パーライト相および不可避的析出相の混合組織とし、且つ、フェライト相の結晶粒の平均アスペクト比を2以上とすることが可能となる。
"Finish rolling temperature"
In the production method of the present invention, as described above, the final finish rolling temperature is t / 4 part from the plate surface in the plate thickness (t) direction of the steel plate, where t is the plate thickness of the steel plate after rolling. The temperature at the point of Ar 3 in the surface layer up to the following formula {Ar 3 (° C.) = 910-310C-80Mn-20Cu-15Cr-55Ni-80Mo-0.35 (t-8)} The temperature range is less than 3 points and Ar 3 points −150 ° C. or higher. By setting the temperature range in the final finish rolling to this range, the surface structure of the steel sheet, that is, the metal structure in the layer area from the plate surface to t / 4 part, the ferrite phase, the pearlite phase, and the inevitable precipitation phase And the average aspect ratio of the ferrite phase grains can be 2 or more.
本発明の製造方法では、鋼板表層の金属組織において、圧延中にフェライトを生成させてフェライト粒を扁平させ、板面からt/4部までの層域におけるフェライト粒の平均アスペクト比を2以上にするため、最終の仕上げ圧延温度をAr3点未満とした。また、仕上げ圧延温度が低くなり過ぎると、圧延機にかかる負荷が大きくなることから、下限をAr3点−150℃とした。
なお、Ar3点を求めるための上記(1)式としては、参考文献{「制御圧延・制御冷却」小指軍夫著、地人書館(1997)}p.26に記載の式(2−3)を用いた。
また、鋼板の表層で、フェライト粒の平均アスペクト比を2以上にするためには、Ar3点未満で1パス以上の圧延を行えばよいが、さらに、Ar3点未満の圧下率(二相域圧下率)を、5%以上にすることが好ましい。この二相域圧下率は、鋼板の温度がAr3点未満に低下し、且つ、圧延前の板厚と仕上げ圧延後の板厚の差から求めることができる。二相域圧下率の上限は特に制限しないが、生産性の観点から、30%以下が好ましい。
In the production method of the present invention, in the metal structure of the steel sheet surface layer, ferrite is generated during rolling to flatten the ferrite grains, and the average aspect ratio of the ferrite grains in the layer region from the plate surface to t / 4 part is set to 2 or more. Therefore, the final finish rolling temperature was set to less than Ar 3 points. Further, when the finish rolling temperature is too low, since the load on the rolling mill is increased, the lower limit was set to Ar 3 point -150 ° C..
In addition, as said (1) type | formula for calculating | requiring 3 points | pieces of Ar, reference literature {"Control rolling and control cooling" by Minoru Takeo, Jinshokan (1997)} p. The formula (2-3) described in 26 was used.
Further, the surface layer of the steel sheet, to an average aspect ratio of
また、仕上げ圧延後の板厚は、鋼板を溶融亜鉛浴用釜に用いる場合、通常、例えば、6mm〜70mm程度の板厚とすることができ、また、この際の総圧延率は、80〜98%程度とすれば、鋼板特性を損なうことなく、且つ、高い生産性で溶融亜鉛浴設備用鋼板を製造することが可能となる。 In addition, the plate thickness after finish rolling can usually be set to a plate thickness of, for example, about 6 mm to 70 mm when the steel plate is used for a hot dip zinc bath, and the total rolling ratio at this time is 80 to 98. If it is about%, it becomes possible to manufacture the steel sheet for hot dip galvanization equipment with high productivity, without impairing a steel plate characteristic.
「空冷条件」
本発明の製造方法においては、上記温度領域において最終の仕上げ圧延を行なった後、鋼板を空冷手段によって冷却することが好ましい。
`` Air cooling condition ''
In the production method of the present invention, it is preferable to cool the steel sheet by air cooling means after the final finish rolling in the above temperature range.
以下、本発明に係る耐溶融亜鉛腐食性および耐亜鉛割れ性に優れた溶融亜鉛浴設備用鋼板およびその製造方法の実施例を挙げ、本発明をより具体的に説明するが、本発明は、もとより下記実施例に限定されるものではなく、前、後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも可能であり、それらはいずれも本発明の技術的範囲に含まれるものである。 Hereinafter, examples of the steel sheet for hot-dip zinc bath equipment excellent in hot-zinc corrosion resistance and zinc cracking resistance and the manufacturing method thereof according to the present invention will be described, and the present invention will be described more specifically. Of course, the present invention is not limited to the following examples, and the present invention can be carried out with appropriate modifications within a range that can be adapted to the gist of the preceding and following descriptions, all of which are included in the technical scope of the present invention. Is.
[サンプルの製造]
製鋼工程において溶鋼の脱酸・脱硫と化学成分を制御し、連続鋳造によって下記表1に示す化学成分のスラブを製造した。この際、加熱温度は、下記表2に示す温度とした。次いで、下記表2及び表3に示す製造条件で前記スラブを再加熱(仕上げ圧延温度)し、仕上げ圧延することで板厚32〜70mmに仕上げた後、空冷による加速冷却を行い、溶融亜鉛浴設備用鋼板を製造した。ここで、表2に示す仕上げ圧延温度が、表3に示すAr3よりも低い温度である例は、Ar3点未満で1パス以上の圧延を行っている例である。
[Production of sample]
In the steelmaking process, the deoxidation / desulfurization of the molten steel and the chemical composition were controlled, and slabs having the chemical composition shown in Table 1 below were produced by continuous casting. At this time, the heating temperature was set to the temperature shown in Table 2 below. Next, the slab was reheated (finish rolling temperature) under the production conditions shown in Tables 2 and 3 below, finished to a sheet thickness of 32 to 70 mm by finish rolling, accelerated cooling by air cooling, and a molten zinc bath Steel sheets for equipment were manufactured. Here, the example in which the finish rolling temperature shown in Table 2 is lower than Ar 3 shown in Table 3 is an example in which rolling is performed for one pass or more at less than Ar 3 points.
[評価試験]
上記方法によって製造した溶融亜鉛浴設備用鋼板について、以下のような評価試験を行った。
金属組織の評価である、フェライト相の結晶粒の平均アスペクト比は、圧延方向に平行、且つ、板面に垂直な板断面の光学顕微鏡観察試料を作製し、表面直下25μm、板面からt/8部、板面からt/4部から板面側に25μmの位置を視野中心においた、50μm×50μm範囲の100倍の光学顕微鏡視野を、各3視野ずつ計9視野を光学顕微鏡観察し、画像処理により、各視野ごとにフェライト相の結晶粒の平均アスペクト比を測定した後、その9視野の視野ごとの平均アスペクト比を総加算した後、9で割って求めた。表3に、アスペクト比が3以上のものを「◎」、2以上3未満のものを「○」とし、アスペクト比が2未満のものを「×」として評価した。
[Evaluation test]
The following evaluation tests were performed on the steel sheets for hot dip zinc bath equipment manufactured by the above method.
The average aspect ratio of the ferrite phase crystal grains, which is an evaluation of the metal structure, was obtained by preparing an optical microscope observation sample of a plate cross section parallel to the rolling direction and perpendicular to the plate surface. 8 parts from the plate surface, t / 4 part from the plate surface side to the plate surface side, the center of the field of view is 100 times optical microscope field of view of 50 μm × 50 μm range, 3 fields each, 9 fields total, optical microscope observation, The average aspect ratio of the ferrite phase crystal grains was measured for each visual field by image processing, and the average aspect ratio for each of the nine visual fields was added up and divided by 9. In Table 3, the case where the aspect ratio was 3 or more was evaluated as “◎”, the case where the aspect ratio was 2 or more and less than 3 was evaluated as “◯”, and the case where the aspect ratio was less than 2 was evaluated as “x”.
また、耐溶融亜鉛腐食性の評価については、鋼板の表層から採取した40mm×25mm×4mmの試験片を、温度が500℃とされた純度99.99%の亜鉛中に24時間浸漬させた。そして、24時間浸漬後の腐食が150mg/cm2以下であるものを「◎」、150mg/cm2超、200mg/cm2以下であるものを「○」とし、200mg/cm2超であるものを「×」として評価した。
また、耐亜鉛割れ性の評価については、NBT試験(切欠付き丸棒引張り試験)で評価した(新日鉄技報348号、1993年、p.63−70を参照)。そして、試験片の切欠に亜鉛線材を巻き付けて加熱し、溶融亜鉛を付着させ、試験温度を500℃として、破断時間400秒におけるSLM値(SLM−400値)が80%以上であるものを「○」とし、80%未満のものを「×」として評価した。
For evaluation of corrosion resistance to molten zinc, a test piece of 40 mm × 25 mm × 4 mm collected from the surface layer of the steel plate was immersed in zinc having a purity of 99.99% at a temperature of 500 ° C. for 24 hours. Then, those corrosion after immersion for 24 hours is 150 mg / cm 2 or less "◎", 150 mg / cm 2 greater than those at 200 mg / cm 2 or less as "○", those which are 200 mg / cm 2 than Was evaluated as “×”.
Moreover, about the evaluation of zinc cracking resistance, it evaluated by the NBT test (round bar tensile test with a notch) (refer to Nippon Steel Technical Report 348, 1993, p.63-70). Then, a zinc wire is wound around the notch of the test piece and heated to adhere molten zinc, the test temperature is 500 ° C., and the SLM value (SLM-400 value) at a rupture time of 400 seconds is 80% or more. "", And less than 80% was evaluated as "x".
また、溶接性(耐溶接割れ性)の試験として、y型溶接割れ試験(JIS Z3158)により、面割れの発生の有無で評価した。すなわち、それぞれの最終板厚のもので、ルート間隔1.0mmとして開先を用意し、溶接材料としてYGW15(JIS Z3312)規格のソリッドワイヤ材を用いて、入熱量30〜36kJ/cmで、MAG溶接による多層盛溶接を行ってy型溶接試験片を作製し、y型溶接部の各5断面の鏡研磨面において、断面割れの有無を肉眼で確認した。そして、各5断面で断面割れが肉眼で全く観察されなかったものを「○」とし、1断面以上で断面割れが肉眼で確認されたものは「×」として評価した。 In addition, as a test of weldability (weld crack resistance), evaluation was made by the presence or absence of occurrence of surface cracks by a y-type weld crack test (JIS Z3158). That is, with the final thickness of each plate, a groove is prepared with a route interval of 1.0 mm, a solid wire material of YGW15 (JIS Z3312) standard is used as the welding material, and the heat input is 30 to 36 kJ / cm. Multi-layer welding by welding was performed to produce a y-type weld specimen, and the presence or absence of a cross-sectional crack was visually confirmed on the mirror-polished surface of each of the five cross sections of the y-type weld. Then, “◯” indicates that no cross-sectional cracks were observed with the naked eye at each of the five cross sections, and “X” indicates that cross-sectional cracks were confirmed with the naked eye at one or more cross sections.
本実施例における鋼板(本発明鋼および比較鋼)の化学成分組成の一覧を下記表1に示すとともに、仕上げ圧延前の加熱温度及び仕上げ圧延温度の圧延条件一覧を下記表2に示す。また、下記表1に示す化学成分組成を有する鋼の各々と製造条件の組み合わせの一覧、及び、各評価結果の一覧を下記表3に示す。 A list of chemical composition of the steel plates (present invention steel and comparative steel) in this example is shown in Table 1 below, and a list of rolling conditions of the heating temperature and finish rolling temperature before finish rolling is shown in Table 2 below. In addition, Table 3 below shows a list of combinations of steels having chemical composition shown in Table 1 below and manufacturing conditions, and a list of evaluation results.
[評価結果]
表1〜表3に示すように、本発明で規定する化学成分組成を有し、本発明で規定する製造条件によって作製した溶融亜鉛浴設備用鋼板(本発明鋼)は、鋼板表層の金属組織におけるフェライト結晶粒の平均アスペクト比が2以上であり、金属組織が「○」または「◎」の評価となった。また、本発明鋼からなる溶融亜鉛浴設備用鋼板は、耐溶融亜鉛腐食性および耐亜鉛割れ性の評価が何れも「○」または「◎」であり、耐溶融亜鉛腐食性および耐亜鉛割れ性に優れていることが明らかとなった。
[Evaluation results]
As shown in Tables 1 to 3, the steel sheet for hot dip galvanized bath equipment (the steel of the present invention) having the chemical composition defined in the present invention and produced according to the manufacturing conditions defined in the present invention is a metallographic structure of the steel sheet surface layer. The average aspect ratio of the ferrite crystal grains was 2 or more, and the metal structure was evaluated as “◯” or “◎”. In addition, the steel sheet for hot dip zinc bath equipment made of the steel of the present invention has a rating of “◯” or “◎” for both the hot galvanic corrosion resistance and the galvanic cracking resistance. It became clear that it was excellent.
これに対し、比較鋼である鋼板記号C1およびC2はC量が少なく、C3およびC10はSi量が多いため、耐溶融亜鉛腐食性が劣っている。C4はP量が多いため、耐溶融亜鉛腐食性および溶接性(耐溶接割れ性)が劣っている。また、C9はC量が多く、C11はMn量が多いため、溶接性が劣っている。
また、比較鋼である鋼板記号C6、C6−2、C7、C8は、化学成分組成は本発明で規定する範囲に含まれているものの、仕上げ圧延温度が何れもAc3点を超える温度であり、製造条件が本発明で規定する範囲に含まれていないため、鋼板表層の金属組織におけるフェライト結晶粒のアスペクト比が2未満となり、耐溶融亜鉛腐食性は良好であるものの、耐亜鉛割れ性が劣っている。
On the other hand, steel plate symbols C1 and C2, which are comparative steels, have a small amount of C, and C3 and C10 have a large amount of Si. Since C4 has a large amount of P, it has poor molten zinc corrosion resistance and weldability (weld crack resistance). C9 has a large amount of C, and C11 has a large amount of Mn, so that the weldability is inferior.
In addition, steel plate symbols C6, C6-2, C7, and C8, which are comparative steels, are included in the range defined by the present invention in the chemical composition, but the finish rolling temperature is a temperature that exceeds the Ac3 point. Since the manufacturing conditions are not included in the range specified in the present invention, the aspect ratio of the ferrite crystal grains in the metallographic structure of the steel sheet surface layer is less than 2, and although the zinc corrosion resistance is good, the zinc cracking resistance is poor. ing.
以上説明した実施例の結果より、本発明の耐溶融亜鉛腐食性および耐亜鉛割れ性に優れた溶融亜鉛浴設備用鋼板が、溶融亜鉛による腐食に対して優れた耐食性を有し、且つ、溶融亜鉛に起因した割れが生じにくく、優れた鋼板特性を有していることが明らかである。 From the results of the examples described above, the steel sheet for hot-dip zinc bath equipment having excellent hot-zinc corrosion resistance and hot-zinc cracking resistance according to the present invention has excellent anti-corrosion resistance against hot zinc corrosion and melts. It is clear that cracks due to zinc are unlikely to occur and that the steel sheet has excellent steel sheet characteristics.
Claims (5)
C :0.10〜0.30%、
Si:0.05%以下、
Mn:0.2〜2.0%
を含有し、
P :0.015%以下、
S :0.030%以下、
Al:0.070%以下
に制限し、残部がFeおよび不可避的不純物からなり、
圧延方向に平行、且つ、板面に垂直な板厚断面において、板厚(t)方向で板面からt/4部までの表層の金属組織が、フェライト相および、パーライト相からなる混合組織であり、且つ、前記フェライト相の結晶粒の平均アスペクト比が2以上である鋼板を用いて構成される溶融亜鉛浴設備。 C: 0.10 to 0.30% by mass%,
Si: 0.05% or less,
Mn: 0.2 to 2.0%
Containing
P: 0.015% or less,
S: 0.030% or less,
Al: limited to 0.070% or less, the balance consists of Fe and inevitable impurities,
In the plate thickness section parallel to the rolling direction and perpendicular to the plate surface, the surface metal structure from the plate surface to t / 4 part in the plate thickness (t) direction is a mixed structure consisting of a ferrite phase and a pearlite phase. There is also a molten zinc bath facility constituted by using a steel plate having an average aspect ratio of the ferrite phase crystal grains of 2 or more.
Nb:0.003〜0.050%、
V :0.01〜0.10%、
Ti:0.005〜0.050%
のうちの1種または2種以上を含有する請求項1に記載の溶融亜鉛浴設備。 The steel sheet is further in mass%,
Nb: 0.003 to 0.050%,
V: 0.01 to 0.10%,
Ti: 0.005 to 0.050%
The molten zinc bath facility according to claim 1, comprising one or more of them.
Cu:0.1〜0.5%、
Ni:0.1〜2.0%、
Cr:0.1〜2.0%、
Mo:0.02〜1.0%
のうちの1種または2種以上を含有する請求項1または請求項2に記載の溶融亜鉛浴設備。 The steel sheet is further in mass%,
Cu: 0.1 to 0.5%,
Ni: 0.1 to 2.0%,
Cr: 0.1 to 2.0%,
Mo: 0.02-1.0%
The molten zinc bath equipment according to claim 1 or 2 containing one sort or two sorts or more.
Ca:0.0002〜0.0030%、
Mg:0.0002〜0.0030%、
REM:0.0002〜0.0030%
のうちの1種または2種以上を含有する請求項1から請求項3のいずれか一項に記載の溶融亜鉛浴設備。 The steel sheet is further in mass%,
Ca: 0.0002 to 0.0030%,
Mg: 0.0002 to 0.0030%,
REM: 0.0002 to 0.0030%
The molten zinc bath equipment as described in any one of Claims 1-3 containing 1 type, or 2 or more types of these.
B:0.0002〜0.0010%
を含有する請求項1から請求項4のいずれか一項に記載の溶融亜鉛浴設備。 The steel sheet is further in mass%,
B: 0.0002 to 0.0010%
The molten zinc bath facility according to any one of claims 1 to 4, comprising:
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012024981 | 2012-02-08 | ||
| JP2012024981 | 2012-02-08 |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013023791A Division JP6302162B2 (en) | 2012-02-08 | 2013-02-08 | Steel sheet for hot-dip zinc bath equipment with excellent hot-zinc corrosion resistance and hot-zinc cracking resistance |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017122280A true JP2017122280A (en) | 2017-07-13 |
| JP6663377B2 JP6663377B2 (en) | 2020-03-11 |
Family
ID=49269576
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013023791A Active JP6302162B2 (en) | 2012-02-08 | 2013-02-08 | Steel sheet for hot-dip zinc bath equipment with excellent hot-zinc corrosion resistance and hot-zinc cracking resistance |
| JP2017046818A Active JP6663377B2 (en) | 2012-02-08 | 2017-03-10 | Equipment with bathtub for molten zinc bath |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013023791A Active JP6302162B2 (en) | 2012-02-08 | 2013-02-08 | Steel sheet for hot-dip zinc bath equipment with excellent hot-zinc corrosion resistance and hot-zinc cracking resistance |
Country Status (1)
| Country | Link |
|---|---|
| JP (2) | JP6302162B2 (en) |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4978620A (en) * | 1972-12-04 | 1974-07-29 | ||
| JPS5067216A (en) * | 1973-10-20 | 1975-06-05 | ||
| JPS5499031A (en) * | 1978-01-23 | 1979-08-04 | Nippon Steel Corp | Steel products for galvanized ovens |
| JPS60116746A (en) * | 1983-11-28 | 1985-06-24 | Nippon Kokan Kk <Nkk> | Steel material for hot galvanizing pot |
| JPH05125485A (en) * | 1991-11-01 | 1993-05-21 | Kobe Steel Ltd | High-tension galvannealed steel sheet having excellent plating adhesion and production thereof |
| JPH06136481A (en) * | 1992-10-23 | 1994-05-17 | Sumitomo Metal Ind Ltd | High tensile strength steel excellent in plating crack resistance |
| JPH0987802A (en) * | 1995-09-21 | 1997-03-31 | Kobe Steel Ltd | High tensile strength steel plate excellent in plating crack resistance and its production |
| JPH10102195A (en) * | 1996-09-30 | 1998-04-21 | Nkk Corp | Heat treated high tensile strength steel excellent in resistance to hot dip galvanizing crack, and its production |
| JP2002241888A (en) * | 2001-02-16 | 2002-08-28 | Nippon Steel Corp | Steel for molten zinc vessel having high high- temperature strength and little erosion |
| JP2003231942A (en) * | 2002-02-07 | 2003-08-19 | Jfe Steel Kk | Steel material superior in corrosion resistance and embrittlement resistance to molten zinc |
| WO2010059201A2 (en) * | 2008-11-18 | 2010-05-27 | Exxonmobil Research And Engineering Company | High strength and toughness steel structures by friction stir welding |
-
2013
- 2013-02-08 JP JP2013023791A patent/JP6302162B2/en active Active
-
2017
- 2017-03-10 JP JP2017046818A patent/JP6663377B2/en active Active
Patent Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS4978620A (en) * | 1972-12-04 | 1974-07-29 | ||
| JPS5067216A (en) * | 1973-10-20 | 1975-06-05 | ||
| JPS5499031A (en) * | 1978-01-23 | 1979-08-04 | Nippon Steel Corp | Steel products for galvanized ovens |
| JPS60116746A (en) * | 1983-11-28 | 1985-06-24 | Nippon Kokan Kk <Nkk> | Steel material for hot galvanizing pot |
| JPH05125485A (en) * | 1991-11-01 | 1993-05-21 | Kobe Steel Ltd | High-tension galvannealed steel sheet having excellent plating adhesion and production thereof |
| JPH06136481A (en) * | 1992-10-23 | 1994-05-17 | Sumitomo Metal Ind Ltd | High tensile strength steel excellent in plating crack resistance |
| JPH0987802A (en) * | 1995-09-21 | 1997-03-31 | Kobe Steel Ltd | High tensile strength steel plate excellent in plating crack resistance and its production |
| JPH10102195A (en) * | 1996-09-30 | 1998-04-21 | Nkk Corp | Heat treated high tensile strength steel excellent in resistance to hot dip galvanizing crack, and its production |
| JP2002241888A (en) * | 2001-02-16 | 2002-08-28 | Nippon Steel Corp | Steel for molten zinc vessel having high high- temperature strength and little erosion |
| JP2003231942A (en) * | 2002-02-07 | 2003-08-19 | Jfe Steel Kk | Steel material superior in corrosion resistance and embrittlement resistance to molten zinc |
| WO2010059201A2 (en) * | 2008-11-18 | 2010-05-27 | Exxonmobil Research And Engineering Company | High strength and toughness steel structures by friction stir welding |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013177682A (en) | 2013-09-09 |
| JP6663377B2 (en) | 2020-03-11 |
| JP6302162B2 (en) | 2018-03-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5129154B2 (en) | A high manganese hot-dip steel sheet having excellent corrosion resistance and a method for producing the same. | |
| JP6264505B1 (en) | Thin steel plate and plated steel plate, method for producing hot rolled steel plate, method for producing cold rolled full hard steel plate, method for producing thin steel plate, and method for producing plated steel plate | |
| KR101619008B1 (en) | Heat-resistant austenitic stainless steel sheet | |
| JP5047649B2 (en) | High-strength hot-rolled steel sheet and galvanized steel sheet excellent in stretch flangeability and their production method | |
| JP5574061B2 (en) | Hot-dip hot-dip steel sheet for press working with excellent low-temperature toughness and corrosion resistance and its manufacturing method | |
| JP5510057B2 (en) | Hot-dip galvanized steel sheet and manufacturing method thereof | |
| MX2014011517A (en) | Heat-resistant cold rolled ferritic stainless steel sheet, hot rolled ferritic stainless steel sheet for cold rolling raw material, and methods for producing same. | |
| JP5699764B2 (en) | Alloyed hot-dip galvanized steel sheet and method for producing the same | |
| JP3924159B2 (en) | High-strength thin steel sheet with excellent delayed fracture resistance after forming, its manufacturing method, and automotive strength parts made from high-strength thin steel sheet | |
| JP2015525292A (en) | Steel, flat steel material and method for producing flat steel material | |
| KR101720451B1 (en) | HOT-DIP ZINC-COATED STEEL SHEET OR ALLOYED HOT-DIP ZINC-COATED STEEL SHEET HAVING SUPERIOR STRENGTH-BENDABILITY BALANCE WITH TENSILE STRENGTH OF 1180 MPa OR MORE | |
| CN111989417A (en) | Duplex stainless steel clad steel sheet and method for manufacturing same | |
| JP2019107697A (en) | Gas shield arc welding solid wire | |
| JPWO2014157576A1 (en) | Ferritic stainless hot-rolled steel sheet, manufacturing method thereof, and steel strip | |
| CN116694988A (en) | Steel sheet, plated steel sheet, method for producing steel sheet, and method for producing plated steel sheet | |
| JP2017197820A (en) | Martensitic stainless cold rolled steel sheet for bicycle disc brake rotor excellent in hardenability and manufacturing method therefor | |
| JP6663376B2 (en) | Equipment with bathtub for molten zinc bath | |
| JP2006161064A (en) | High tensile-strength hot dip galvanized steel sheet and its production method | |
| JP2010235989A (en) | High strength zn-al-mg based plated steel sheet excellent in liquid metal embrittlement resistant characteristics and production method therefor | |
| JP7285050B2 (en) | Ferrite-Austenite Duplex Stainless Steel Sheet and Welded Structure, and Manufacturing Method Therefor | |
| JP4580403B2 (en) | Hot-dip hot-dip steel sheet for deep drawing and method for producing the same | |
| JP6302162B2 (en) | Steel sheet for hot-dip zinc bath equipment with excellent hot-zinc corrosion resistance and hot-zinc cracking resistance | |
| JP4818710B2 (en) | Deep drawing high strength cold-rolled steel sheet, deep drawing high strength hot-dip galvanized steel sheet and method for producing the same | |
| TW201821629A (en) | High strength steel sheet capable of providing an excellent formation capability | |
| JP6870338B2 (en) | Zn-Al plated steel sheet with excellent phosphate chemical conversion treatment and its manufacturing method |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170313 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180213 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180406 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20180406 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20180814 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20191024 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200214 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6663377 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |