JP2016169613A - インペラ、圧縮機、および、インペラの製造方法 - Google Patents
インペラ、圧縮機、および、インペラの製造方法 Download PDFInfo
- Publication number
- JP2016169613A JP2016169613A JP2015047928A JP2015047928A JP2016169613A JP 2016169613 A JP2016169613 A JP 2016169613A JP 2015047928 A JP2015047928 A JP 2015047928A JP 2015047928 A JP2015047928 A JP 2015047928A JP 2016169613 A JP2016169613 A JP 2016169613A
- Authority
- JP
- Japan
- Prior art keywords
- region
- resistant layer
- chromium
- corrosion
- impeller
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 35
- 239000011651 chromium Substances 0.000 claims abstract description 142
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 132
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims abstract description 130
- 239000010410 layer Substances 0.000 claims abstract description 113
- 238000005260 corrosion Methods 0.000 claims abstract description 85
- 230000007797 corrosion Effects 0.000 claims abstract description 84
- 238000009792 diffusion process Methods 0.000 claims abstract description 45
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims abstract description 43
- 229910045601 alloy Inorganic materials 0.000 claims abstract description 40
- 239000000956 alloy Substances 0.000 claims abstract description 40
- 230000035515 penetration Effects 0.000 claims abstract description 29
- 239000011247 coating layer Substances 0.000 claims abstract description 24
- 229910052759 nickel Inorganic materials 0.000 claims abstract description 21
- 229910000531 Co alloy Inorganic materials 0.000 claims abstract description 15
- 239000010953 base metal Substances 0.000 claims abstract 2
- 239000000463 material Substances 0.000 claims description 40
- 238000000034 method Methods 0.000 claims description 26
- 230000000873 masking effect Effects 0.000 claims description 17
- 229910017052 cobalt Inorganic materials 0.000 claims description 6
- 239000010941 cobalt Substances 0.000 claims description 6
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 claims description 6
- 238000010030 laminating Methods 0.000 claims description 4
- 239000012530 fluid Substances 0.000 abstract description 27
- 239000007787 solid Substances 0.000 abstract description 17
- 230000007423 decrease Effects 0.000 abstract description 16
- 238000005299 abrasion Methods 0.000 abstract description 14
- 239000000843 powder Substances 0.000 description 16
- 230000008569 process Effects 0.000 description 15
- 230000004048 modification Effects 0.000 description 11
- 238000012986 modification Methods 0.000 description 11
- 229910052751 metal Inorganic materials 0.000 description 10
- 239000002184 metal Substances 0.000 description 10
- 238000004381 surface treatment Methods 0.000 description 9
- 239000003921 oil Substances 0.000 description 8
- 238000003860 storage Methods 0.000 description 7
- 238000007751 thermal spraying Methods 0.000 description 7
- 238000007750 plasma spraying Methods 0.000 description 6
- 239000007789 gas Substances 0.000 description 5
- 238000012545 processing Methods 0.000 description 4
- 229910021555 Chromium Chloride Inorganic materials 0.000 description 3
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 150000001844 chromium Chemical class 0.000 description 3
- QSWDMMVNRMROPK-UHFFFAOYSA-K chromium(3+) trichloride Chemical compound [Cl-].[Cl-].[Cl-].[Cr+3] QSWDMMVNRMROPK-UHFFFAOYSA-K 0.000 description 3
- 238000005507 spraying Methods 0.000 description 3
- 229910052717 sulfur Inorganic materials 0.000 description 3
- 239000011593 sulfur Substances 0.000 description 3
- NLXLAEXVIDQMFP-UHFFFAOYSA-N Ammonia chloride Chemical compound [NH4+].[Cl-] NLXLAEXVIDQMFP-UHFFFAOYSA-N 0.000 description 2
- XKRFYHLGVUSROY-UHFFFAOYSA-N Argon Chemical compound [Ar] XKRFYHLGVUSROY-UHFFFAOYSA-N 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- 125000004429 atom Chemical group 0.000 description 2
- 239000011248 coating agent Substances 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 2
- 230000003647 oxidation Effects 0.000 description 2
- 238000007254 oxidation reaction Methods 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 239000012466 permeate Substances 0.000 description 2
- 238000006467 substitution reaction Methods 0.000 description 2
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 235000019270 ammonium chloride Nutrition 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 229910052786 argon Inorganic materials 0.000 description 1
- 239000011230 binding agent Substances 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- NEHMKBQYUWJMIP-UHFFFAOYSA-N chloromethane Chemical compound ClC NEHMKBQYUWJMIP-UHFFFAOYSA-N 0.000 description 1
- 238000005336 cracking Methods 0.000 description 1
- 239000010779 crude oil Substances 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 229910000856 hastalloy Inorganic materials 0.000 description 1
- IXCSERBJSXMMFS-UHFFFAOYSA-N hcl hcl Chemical compound Cl.Cl IXCSERBJSXMMFS-UHFFFAOYSA-N 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 125000004435 hydrogen atom Chemical class [H]* 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 229910001119 inconels 625 Inorganic materials 0.000 description 1
- 230000008595 infiltration Effects 0.000 description 1
- 238000001764 infiltration Methods 0.000 description 1
- 239000011859 microparticle Substances 0.000 description 1
- 229910052750 molybdenum Inorganic materials 0.000 description 1
- 239000003345 natural gas Substances 0.000 description 1
- TWNQGVIAIRXVLR-UHFFFAOYSA-N oxo(oxoalumanyloxy)alumane Chemical compound O=[Al]O[Al]=O TWNQGVIAIRXVLR-UHFFFAOYSA-N 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000006722 reduction reaction Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 230000009291 secondary effect Effects 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000007921 spray Substances 0.000 description 1
- 238000003892 spreading Methods 0.000 description 1
- 230000007480 spreading Effects 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
Images









Landscapes
- Structures Of Non-Positive Displacement Pumps (AREA)
- Coating By Spraying Or Casting (AREA)
Abstract
【課題】固形物を含む腐食性の流体を取り扱う際の耐腐食性、および、耐摩耗性の両方を十分に確保しつつ、信頼性、および、製造性の低下を抑制する。
【解決手段】ブレード21の母材上に、耐食性を有するニッケル基合金、又は、コバルト基合金からなる耐食層と、耐食層の少なくとも一部に対してクロム拡散浸透処理を施すことによって形成される耐摩耗層と、を有するコーティング層と、を備え、コーティング層は、少なくともブレード21の前縁部23を含む第一領域30に耐摩耗層を備え、第一領域30の表面のクロム濃度が、第一領域30以外の第二領域31の表面のクロム濃度よりも高くなるように形成されている。
【選択図】図2
【解決手段】ブレード21の母材上に、耐食性を有するニッケル基合金、又は、コバルト基合金からなる耐食層と、耐食層の少なくとも一部に対してクロム拡散浸透処理を施すことによって形成される耐摩耗層と、を有するコーティング層と、を備え、コーティング層は、少なくともブレード21の前縁部23を含む第一領域30に耐摩耗層を備え、第一領域30の表面のクロム濃度が、第一領域30以外の第二領域31の表面のクロム濃度よりも高くなるように形成されている。
【選択図】図2
Description
この発明は、インペラ、圧縮機、および、インペラの製造方法に関する。
圧縮機にあっては、非特許文献1のような海底生産システム(Subsea Production System)や、非特許文献2のような浮体式海洋石油貯蔵設備(Floating Production Storage and Offloading、FPSO)に使用されるものが知られている。非特許文献1の海底生産システムに使用される圧縮機は、例えば、海底に設置されて海底から数千mの深さまで掘削した生産井から原油や天然ガス等が混在した生産流体を海上に送り出す用途で用いられる。一方で、非特許文献2の浮体式海洋石油貯蔵設備に使用される圧縮機は、船舶等の海上設備に設置される。
三菱重工技報 Vol.34 No.5 P310−P313
Turbomachinery International September/October 2014 P18−P24
一般に用いられる圧縮機の場合、取り扱う流体は精製されている場合が多い。しかし、非特許文献1や非特許文献2で用いる圧縮機の場合、その取り扱う流体は、フィルタ等により前処理がされているものの、十分に固形物の除去がなされていない場合がある。例えば、フィルタ等による前処理としては、10μm以下の固形物を98%程度分離できるものもあるが、残りの数%が残留してしまう。また、非特許文献1や非特許文献2で取り扱う流体の場合、10μmの固形物は、硬質であることが多い。
一方で、非特許文献1や非特許文献2で取り扱う流体には、硫黄などの腐食成分が含まれている。そのため、非特許文献1や非特許文献2で用いる圧縮機には、流体と接する部分に、腐食対策として溶射などの表面処理が施されている。
しかしながら、このような腐食対策の表面処理では、上述した流体に含まれる残留した固形物によって摩耗や剥離が生じてしまい、腐食の進行を抑制できなくなる場合がある。
しかしながら、このような腐食対策の表面処理では、上述した流体に含まれる残留した固形物によって摩耗や剥離が生じてしまい、腐食の進行を抑制できなくなる場合がある。
また、一般に、溶射による表面処理は、耐摩耗性を向上させる際に、Mo,W,C等の硬化元素を多く添加するため、その硬度を上昇させる。この硬度の上昇により、上記表面処理は、延性が低下し、疲労強度が低下してしまう。そのため、ヒビ、割れ等が生じる可能性がある。
さらに、溶射による表面処理は、特に硬質の皮膜の場合には、微小なピンホールが形成されることが多く、腐食環境が非常に厳しい場合には耐食性が充分ではない場合がある。
つまり、溶射による表面処理の耐摩耗性を向上させようとすると、十分な耐腐食性を確保することができない可能性がある。
さらに、遠心圧縮機の場合、インペラ全体に硬質な表面処理を施すことにより疲労強度が低下すると、インペラの信頼性や、製造性が低下してしまうという課題がある。
さらに、溶射による表面処理は、特に硬質の皮膜の場合には、微小なピンホールが形成されることが多く、腐食環境が非常に厳しい場合には耐食性が充分ではない場合がある。
つまり、溶射による表面処理の耐摩耗性を向上させようとすると、十分な耐腐食性を確保することができない可能性がある。
さらに、遠心圧縮機の場合、インペラ全体に硬質な表面処理を施すことにより疲労強度が低下すると、インペラの信頼性や、製造性が低下してしまうという課題がある。
この発明は、上記事情に鑑みてなされたものであり、固形物を含む腐食性の流体を取り扱う際の耐腐食性、および、耐摩耗性の両方を十分に確保しつつ、信頼性、および、製造性の低下を抑制することができるインペラ、圧縮機、および、インペラの製造方法を提供することを目的とする。
この発明の第一態様によれば、インペラは、ブレードの母材上に、耐食性を有するニッケル基合金、又は、コバルト基合金からなる耐食層と、前記耐食層の少なくとも一部に対してクロム拡散浸透処理を施すことによって形成される耐摩耗層と、を有するコーティング層と、を備え、前記コーティング層は、少なくとも前記ブレードの前縁部を含む第一領域に前記耐摩耗層を備え、前記第一領域の表面のクロム濃度が、前記第一領域以外の第二領域の表面のクロム濃度よりも高くなるように形成されている。
このように構成することで、インペラ本体のうち、流速が高く、固形物の粒子の衝突による摩耗が生じやすいブレードの前縁部を含む第一領域の表面の硬度を、第二領域の表面の硬度よりも相対的に高めることができる。その結果、固形物を含む腐食性の流体を取り扱う際の耐腐食性、および、耐摩耗性の両方を十分に確保できる。また、インペラ本体の全体に硬質な表面処理を施すことによる疲労強度の低下を抑制できるため、信頼性、および、製造性の低下を抑制することができる。
このように構成することで、インペラ本体のうち、流速が高く、固形物の粒子の衝突による摩耗が生じやすいブレードの前縁部を含む第一領域の表面の硬度を、第二領域の表面の硬度よりも相対的に高めることができる。その結果、固形物を含む腐食性の流体を取り扱う際の耐腐食性、および、耐摩耗性の両方を十分に確保できる。また、インペラ本体の全体に硬質な表面処理を施すことによる疲労強度の低下を抑制できるため、信頼性、および、製造性の低下を抑制することができる。
この発明の第二態様によれば、インペラは、第一態様における第一領域の耐食層が、前記第二領域の前記耐食層よりもクロム濃度が高くなるように形成され、前記第一領域、および、第二領域の両方に前記クロム拡散浸透処理による前記耐摩耗層が形成されるようにしてもよい。
このように構成することで、第一領域と第二領域との両方に耐摩耗層を形成しつつ、第一領域の表面のクロム濃度を、第二領域の表面のクロム濃度よりも高めることができる。そのため、第一領域の表面の硬度を、第二領域の表面の硬度よりも相対的に高くすることができる。
このように構成することで、第一領域と第二領域との両方に耐摩耗層を形成しつつ、第一領域の表面のクロム濃度を、第二領域の表面のクロム濃度よりも高めることができる。そのため、第一領域の表面の硬度を、第二領域の表面の硬度よりも相対的に高くすることができる。
この発明の第三態様によれば、インペラは、第一態様において、前記第一領域にのみ前記耐摩耗層を備えるようにしても良い。
このように構成することで、第一領域および第二領域の両方に耐摩耗層を形成して第一領域の表面のクロム濃度を第二領域の表面のクロム濃度よりも高くする場合よりも、さらに第一領域以外の第二領域の表面のクロム濃度を抑制することができる。そのため、第二領域の疲労強度低下をより抑制できる。また、第一領域には耐摩耗層が形成されるため、高い流速で固形物が衝突し易いブレードの前縁部の耐摩耗性を向上できる。
このように構成することで、第一領域および第二領域の両方に耐摩耗層を形成して第一領域の表面のクロム濃度を第二領域の表面のクロム濃度よりも高くする場合よりも、さらに第一領域以外の第二領域の表面のクロム濃度を抑制することができる。そのため、第二領域の疲労強度低下をより抑制できる。また、第一領域には耐摩耗層が形成されるため、高い流速で固形物が衝突し易いブレードの前縁部の耐摩耗性を向上できる。
この発明の第四態様によれば、圧縮機は、第一態様から第三態様の何れかのインペラを備える。
これにより、固形物を含む腐食性の流体を扱う圧縮機における信頼性、および、製造性を向上できる。
これにより、固形物を含む腐食性の流体を扱う圧縮機における信頼性、および、製造性を向上できる。
この発明の第五態様によれば、インペラの製造方法は、ブレードの前縁部を含む第一領域、および、前記第一領域以外の第二領域に、前記第一領域のクロム濃度が第二領域のクロム濃度よりも高くなるように、ニッケル基合金、又は、コバルト基合金を積層する耐食層形成工程と、前記第一領域、および、前記第二領域の両方にクロム拡散浸透処理を施す耐摩耗層形成工程と、を含む。
このようにすることで、クロム濃度を、第二領域の耐摩耗層よりも第一領域の耐摩耗層の方が高くなるようにすることができる。また、耐食層の全体に同一のクロム拡散浸透処理を施すだけで、第一領域の表面のクロム濃度を、第二領域の表面のクロム濃度よりも高めて、第一領域の硬度を第二位置領域の硬度よりも高めることができる。そのため、固形物が高速で衝突し易い第一領域の耐摩耗性を向上させつつ、第二領域の表面の疲労強度低下を抑制することができる。
このようにすることで、クロム濃度を、第二領域の耐摩耗層よりも第一領域の耐摩耗層の方が高くなるようにすることができる。また、耐食層の全体に同一のクロム拡散浸透処理を施すだけで、第一領域の表面のクロム濃度を、第二領域の表面のクロム濃度よりも高めて、第一領域の硬度を第二位置領域の硬度よりも高めることができる。そのため、固形物が高速で衝突し易い第一領域の耐摩耗性を向上させつつ、第二領域の表面の疲労強度低下を抑制することができる。
この発明の第六態様によれば、インペラの製造方法は、ブレードの母材上に、ニッケル基合金、又は、コバルト基合金を積層する耐食層形成工程と、前記ブレードの前縁部を含む第一領域と、前記第一領域以外の第二領域とのうち、前記第一領域にのみクロム拡散浸透処理を施す耐摩耗層形成工程と、を含む。
このようにすることで、第一領域および第二領域ともに同じニッケル基合金、又は、コバルト基合金を母材上に積層すればよいため、耐食層を容易に形成できる。さらに、第一領域の表面にのみクロム拡散浸透処理を施すので、第一領域のクロム濃度と、第二領域の表面のクロム濃度との差をより大きくすることができる。言い換えれば、第二領域の表面の硬度を高めずに、第一領域の硬度のみを高めることができる。そのため、固形物が高速で衝突し易い第一領域の耐摩耗性を向上させつつ、第二領域の表面における疲労強度の低下を抑制することができる。
このようにすることで、第一領域および第二領域ともに同じニッケル基合金、又は、コバルト基合金を母材上に積層すればよいため、耐食層を容易に形成できる。さらに、第一領域の表面にのみクロム拡散浸透処理を施すので、第一領域のクロム濃度と、第二領域の表面のクロム濃度との差をより大きくすることができる。言い換えれば、第二領域の表面の硬度を高めずに、第一領域の硬度のみを高めることができる。そのため、固形物が高速で衝突し易い第一領域の耐摩耗性を向上させつつ、第二領域の表面における疲労強度の低下を抑制することができる。
この発明の第七態様によれば、インペラの製造方法は、第六態様において、前記第一領域を残して前記第二領域のみをマスキング処理するマスキング工程を含むようにしてもよい。
このようにすることで、容易、且つ、安定的に、クロム拡散浸透処理を第一領域に施すことができる。また、第二領域へのクロムの拡散浸透を効果的に抑制することができる。
このようにすることで、容易、且つ、安定的に、クロム拡散浸透処理を第一領域に施すことができる。また、第二領域へのクロムの拡散浸透を効果的に抑制することができる。
上記インペラによれば、固形物を含む腐食性の流体を取り扱う際の耐腐食性、および、耐摩耗性の両方を十分に確保しつつ、信頼性、および、製造性の低下を抑制することができる。
次に、この発明の実施形態に係るインペラ、圧縮機、および、インペラの製造方法を図面に基づき説明する。
この実施形態における圧縮機1は、海底数百から数千mに存在する油ガス田の生産井から採取された油・ガス等の生産流体を圧送する。この圧縮機1は、例えば、海洋油ガス田開発方式の一つである海底生産システム(Subsea Production System)に使用されて海底に設けられたり、浮体式海洋石油貯蔵設備(Floating Production Storage and Offloading、FPSO)に使用されて海上に設けられたりする。この圧縮機1が取り扱う流体には、硫黄等の金属を腐食させる腐食成分含まれるとともに、フィルタ(図示せず)により除去できなかった10μm以下の固形物が数%含まれている。
この実施形態における圧縮機1は、海底数百から数千mに存在する油ガス田の生産井から採取された油・ガス等の生産流体を圧送する。この圧縮機1は、例えば、海洋油ガス田開発方式の一つである海底生産システム(Subsea Production System)に使用されて海底に設けられたり、浮体式海洋石油貯蔵設備(Floating Production Storage and Offloading、FPSO)に使用されて海上に設けられたりする。この圧縮機1が取り扱う流体には、硫黄等の金属を腐食させる腐食成分含まれるとともに、フィルタ(図示せず)により除去できなかった10μm以下の固形物が数%含まれている。
図1は、この発明の実施形態における圧縮機の概略構成図である。
図1に示すように、圧縮機1は、ケーシング2と、回転軸3と、軸受部4と、インペラ5と、を備えている。圧縮機1は、いわゆる遠心圧縮機である。
図1に示すように、圧縮機1は、ケーシング2と、回転軸3と、軸受部4と、インペラ5と、を備えている。圧縮機1は、いわゆる遠心圧縮機である。
ケーシング2は、その内部に回転軸3、軸受部4、インペラ(インペラ本体)5をそれぞれ収容している。このケーシング2は、インペラ5とともに、圧縮する流体が流れる流路R(図2参照)を形成する。
回転軸3は、軸受部4を介して軸線O回りに回転可能に支持されている。この回転軸3には、モータ等の回転動力源(図示せず)が連係される。つまり、回転動力源を駆動することで、回転軸3が回転可能となっている。
軸受部4は、ジャーナル軸受41と、スラスト軸受42と備えている。この実施形態の軸受部4は、2つのジャーナル軸受41と、1つのスラスト軸受42とをそれぞれ備えている。ジャーナル軸受41は、回転軸3に対して軸線Oを基準とする径方向に作用する荷重を支持する。一方で、スラスト軸受42は、回転軸3から径方向外側に突出するスラストカラー3aを介して、回転軸3に対して軸線O方向に作用する荷重を支持する。
インペラ5は、回転軸3に固定され、回転軸3とともに高速回転する。これにより、インペラ5は、吸込み口(図示せず)からケーシング2の内部に流入した流体Gを圧縮して、吐出口(図示せず)から圧縮流体Gcとして吐出する。この実施形態におけるインペラ5は、軸線O方向に複数設けられ、流体Gは、各インペラ5によって段階的に圧縮されて圧縮流体Gcとなる。
図2は、この発明の実施形態におけるインペラの周方向断面図である。
図2に示すように、インペラ5は、ディスク部20と、ブレード部21と、を備えている。
ディスク部20は、回転軸3に焼嵌め等により固定されている。このディスク部20は、軸線O方向で流体Gがインペラ5に流入する流入側(図2中、左側)から軸線O方向で流入側とは反対側(図2中、右側)に向かって漸次拡径するように形成されている。このディスク部20は、その軸線O方向の流入側に、凹状の曲面22が形成されている。言い換えれば、この曲面22は、軸線方向の流入側においては軸線Oと交差する方向を向き、軸線O方向で流入側とは反対側に向かうにつれて漸次軸線O方向を向くように湾曲して形成されている。
図2に示すように、インペラ5は、ディスク部20と、ブレード部21と、を備えている。
ディスク部20は、回転軸3に焼嵌め等により固定されている。このディスク部20は、軸線O方向で流体Gがインペラ5に流入する流入側(図2中、左側)から軸線O方向で流入側とは反対側(図2中、右側)に向かって漸次拡径するように形成されている。このディスク部20は、その軸線O方向の流入側に、凹状の曲面22が形成されている。言い換えれば、この曲面22は、軸線方向の流入側においては軸線Oと交差する方向を向き、軸線O方向で流入側とは反対側に向かうにつれて漸次軸線O方向を向くように湾曲して形成されている。
ブレード部21は、上述したディスク部20の曲面22から突出するように形成されている。より具体的には、ブレード部21は、軸線Oを基準にした径方向の内側から外側に向かって曲面22に沿うように帯状に延びている。この実施形態におけるブレード部21は、径方向内側から径方向外側に向かって、その幅寸法が徐々に小さくなるように形成されている。このように形成されたブレード部21は、周方向に間隔をあけて複数形成されている。
図3は、この発明の実施形態におけるインペラの斜視図である。
図3に示すように、ブレード部21は、周方向の一方に向かって湾曲して形成されている。ブレード部21は、更に、軸線O方向の流入側ほど周方向の他方に配されるように傾斜して形成される。ブレード部21は、更に、いわゆるリーディングエッジ(前縁部)23から所定の位置に湾曲部24を備えている。この湾曲部24は、周方向の一方に向けて凸となるように湾曲している。ここで、ブレード部21の形状は、上述した形状に限られない。例えば、ブレード部21が湾曲して形成される一例について説明したが、湾曲せずに直線的に形成するようにしてもよい。
図3に示すように、ブレード部21は、周方向の一方に向かって湾曲して形成されている。ブレード部21は、更に、軸線O方向の流入側ほど周方向の他方に配されるように傾斜して形成される。ブレード部21は、更に、いわゆるリーディングエッジ(前縁部)23から所定の位置に湾曲部24を備えている。この湾曲部24は、周方向の一方に向けて凸となるように湾曲している。ここで、ブレード部21の形状は、上述した形状に限られない。例えば、ブレード部21が湾曲して形成される一例について説明したが、湾曲せずに直線的に形成するようにしてもよい。
インペラ5は、上述した構成を備えることで、回転軸3と共に軸線O回りに回転する。この回転により、インペラ5は、軸線O方向の流入側から流入した流体Gを、径方向外側に送出する。
図4は、この発明の実施形態におけるブレード表面の拡大断面図である。
図4に示すように、インペラ5は、その母材9の表面にコーティング層10を有している。母材9は、例えば、ステンレス鋼で形成される。コーティング層10は、母材9の耐食性、および、耐摩耗性を担保する。このコーティング層10は、耐食層11と、耐摩耗層12と、をそれぞれ備えている。
図4に示すように、インペラ5は、その母材9の表面にコーティング層10を有している。母材9は、例えば、ステンレス鋼で形成される。コーティング層10は、母材9の耐食性、および、耐摩耗性を担保する。このコーティング層10は、耐食層11と、耐摩耗層12と、をそれぞれ備えている。
耐食層11は、インペラ5の母材9の表面を覆うようにして層状に形成される。この耐食層11は、ニッケル基合金、又は、コバルト基合金、より具体的には、クロム濃度が20wt%以上のニッケル基合金、又は、クロム濃度が20wt%以上のコバルト基合金により形成される。耐食層11は、例えば、ニッケル基合金、および、コバルト基合金の粉末を母材9の表面に溶射により吹き付けて形成することができる。
ニッケル基合金としては、例えば、Ni−20Cr、Ni−50Cr、ハステロイX(登録商標:Ni−22Cr−1.5Co−9Mo−0.6W−18.5Fe)、および、インコネル625(登録商標:Ni−21.5Cr−9Mo−3.6Nb−0.2Al−0.2Ti−2.5Fe)などを用いることができる。また、コバルト基合金としては、例えば、Haynes alloy 188(登録商標:Co−22Cr−14W−3Fe),CoNiCrAlY(Co−32Ni−21Cr−8Al−0.5Y)や,CoCrAlY(Co−29Cr−6Al−0.8Y)等を用いることができる。耐食層11の厚さは、例えば、20μm〜1mm程度とされる。上述した溶射の方法としては、例えば、低圧プラズマ溶射、大気圧中におけるプラズマ溶射、および、超高速溶射等、種々の溶射方法を採用できる。
耐摩耗層12は、耐食層11の表面にクロム拡散浸透処理を施すことで形成される。このクロム拡散浸透処理は、耐食性に優れるクロムを拡散浸透させる処理である。このように耐食層11の表面にクロム拡散浸透処理を施すことで、耐食層11よりも十分にクロム濃度の高い硬い層がコーティング層10の表面に形成される。クロム拡散浸透処理により形成される耐摩耗層12は、表面から遠いほど、言い換えれば母材9に近いほどクロムの含有量が減少する。この実施形態における表面のクロム濃度は、ほぼ100%となっており、表面における硬度はHV800程度以上となる。例えば、クロム濃度が50wt%よりも高い場合、過度に硬くなり延性が失われ、疲労強度が低下する。そのため、耐摩耗層12は、固形物の衝突によりヒビや割れ等が生じる場合がある。一方で、クロム濃度が50wt%以下の場合(例えば、20wt%の場合)には、硬度はHV300程度となり、延性があり疲労強度が十分に確保されるため、耐摩耗層12のようなヒビや割れ等はまず生じない。
ここで、クロム拡散浸透処理の一例としては、被浸透処理物を、例えば、クロム粉末、酸化アルミニウム粉末、および、塩化アンモニウム粉末を含有する調合剤と共に鋼製の炉内に収容し密閉する。その後、例えば、水素ガスやアルゴンガスを通しながら、炉内にて900℃〜1100℃で10時間程度加熱する。すると以下の反応式で示される反応が起こる。
NH4Cl⇔NH3+HCl(2NH3⇔N2+3H2)
Cr+2HCl⇔CrCl2+H2
CrCl2+H2⇔Cr+2HCl(還元反応)
CrCl2+Me⇔Cr+MeCl2(置換反応)
ここで、「Me」は、処理金属である。
Cr+2HCl⇔CrCl2+H2
CrCl2+H2⇔Cr+2HCl(還元反応)
CrCl2+Me⇔Cr+MeCl2(置換反応)
ここで、「Me」は、処理金属である。
すなわち、クロム(Cr)は、塩酸(HCl)と反応し、塩化クロム(CrCl2;蒸気)となる。この塩化クロムは、処理金属の表面で水素(H2)によって還元されてクロム(Cr)が析出する。この析出したクロム(Cr)は、拡散反応、又は、置換反応によって処理金属表面に拡散浸透する。これにより、5〜100μm程度の耐摩耗層12を形成することができる。ここで、クロム拡散浸透処理は、クロムを処理金属に対して拡散浸透できればよく、上述した拡散浸透処理の方法に限られるものではない。
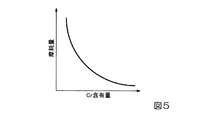
図5は、縦軸を摩耗量、横軸をクロム(Cr)含有量としたグラフである。
図5に示すように、クロム含有量が多いほど(言い換えれば、クロム濃度が高いほど)処理金属の摩耗量を低減できる。処理金属の摩耗量は、クロム含有量の増加に対して二次関数的に減少する。
図5に示すように、クロム含有量が多いほど(言い換えれば、クロム濃度が高いほど)処理金属の摩耗量を低減できる。処理金属の摩耗量は、クロム含有量の増加に対して二次関数的に減少する。
つまり、上述したようにコーティング層10は、クロム拡散浸透処理によってクロムの濃度が母材9から離れるほど高くすることができ、コーティング層10の表面の耐摩耗性を最も高くすることができる。このクロム拡散浸透処理を行ったコーティング層10は、母材9に近づくにつれてクロム濃度が低くなる。そのため、母材9に近づくほど緻密に形成され、ピンホール等も形成されず、母材9の近傍では十分な耐食性が確保される。
図2、図5に示すように、上述したコーティング層10は、少なくともブレード部21のリーディングエッジ(前縁部)23を含む第一領域30の表面のクロム濃度が、第一領域30以外の第二領域31の表面のクロム濃度よりも高くなるように形成されている。図2において、ブレード部21の破線よりも左側が第一領域30、右側が第二領域31である。
ここで、リーディングエッジ23は、圧縮機1に流入した流体Gが、最も高速で衝突する部位である。リーディングエッジ23よりも下流においては、流体Gがブレード部21の外周側に旋回するため、流体Gの衝突速度は大きく低下する。つまり、第一領域30は、ブレード部21の表面のうち、最も摩耗し易い領域を含むように設定されている。しかし、第一領域30は、クロム濃度が高いことで、その硬度が相対的に高く(例えば、HV1000程度に)なるため、その領域が広過ぎると製造時等における取り扱いが難しくなる。第一領域30の硬度が高いことで、延性が低下して疲労強度が低下する可能性がある。
そこで、インペラ5では、第一領域30の表面のクロム濃度のみを高く(例えば、100%近くに)している。例えば、第一領域30は、ブレード部21の表面のうち、軸線O方向でリーディングエッジ23から、ブレード部21の軸線O方向における長さ寸法(以下、単に軸方向寸法と称する)の50%の領域とすることができる。このようにすることで、軸方向寸法の50%よりも広い領域に第一領域30を設定する場合と比較して、リーディングエッジ23および、その近傍における摩耗を抑制しつつ、製造時の割れ等を抑制して取り扱いを容易にし、更に疲労強度の低下を抑制することができる。
第一領域30は、リーディングエッジ23から軸方向寸法の25%の領域としても良い。このようにすることで、リーディングエッジ23および、その近傍における摩耗を抑制しつつ、第一領域30のリーディングエッジ23からの軸方向寸法が50%の場合よりも更に疲労強度の更なる低下を図り、製造時の取り扱い性を向上することができる。
第一領域30は、更に、リーディングエッジ23から軸方向寸法の10%の領域としても良い。この場合、特にリーディングエッジ23における摩耗を抑制しつつ、第一領域30のリーディングエッジ23からの軸方向寸法が50%や25%の場合と比較して、疲労強度の更なる低下を図り、最も製造時の取り扱い性を向上することができる。ここで、第一領域30が、リーディングエッジ23から軸方向寸法の10%の領域よりも狭い場合、リーディングエッジ23に対して耐摩耗層12を正確に施工するために熟練を要し、作業者にかかる負担が増加してしまう可能性がある。
第一領域30は、上述した50%、25%、および、10%という領域にも限られない。例えば、図3に示すように、ブレード部21に湾曲部24が形成されている場合には、軸線O方向でブレード部21のリーディングエッジ23から湾曲部24の頂点Tまでの領域を、第一領域30としても良い。このようにすることで、特に微粒子等の衝突による摩耗が顕著となるリーディングエッジ23から湾曲部24の頂点までの領域を耐摩耗層12により効率よく保護できる。
図6は、縦軸をクロム(Cr)含有量、横軸をコーティング層の深さとしたグラフである。この図6においては、この実施形態における第一領域30のクロム含有量(言い換えれば、クロム濃度)を実線、第二領域31のクロム含有量(言い換えれば、クロム濃度)を破線で示している。
図6に示すように、母材9の表面に形成される耐食層11は、第一領域30と第二領域31とでクロム濃度が異なる。より具体的には、耐食層11は、第一領域30におけるクロム濃度の方が、第二領域31のクロム濃度よりも高くなっている。ここで、この実施形態の耐食層11のクロム濃度は、第一領域30、第二領域31ともに、20wt%から50wt%の範囲内とされ、この範囲内で第一領域30と第二領域31との各クロム濃度に差がつけられている。
図6に示すように、母材9の表面に形成される耐食層11は、第一領域30と第二領域31とでクロム濃度が異なる。より具体的には、耐食層11は、第一領域30におけるクロム濃度の方が、第二領域31のクロム濃度よりも高くなっている。ここで、この実施形態の耐食層11のクロム濃度は、第一領域30、第二領域31ともに、20wt%から50wt%の範囲内とされ、この範囲内で第一領域30と第二領域31との各クロム濃度に差がつけられている。
この実施形態におけるコーティング層10は、上述したクロム濃度の異なる耐食層11の第一領域30と第二領域31との両方に対して、同一のクロム拡散浸透処理を施すことで耐摩耗層12が形成されている。このクロム拡散浸透処理によれば、第一領域30および第二領域31の両方の耐食層11の表面に均等にクロムが拡散浸透する。これにより、第一領域30と第二領域31との両方の表面に耐食層11よりもクロム濃度の高い耐摩耗層12が形成される。
この際、第一領域30および第二領域31の両方の耐食層11の表面に均等にクロムが拡散浸透するため、第一領域30の耐摩耗層12の表面の方が、第二領域31の耐摩耗層12の表面よりもクロム濃度が高くなり耐摩耗性が高くなる。第一領域30および第二領域31の各耐摩耗層12のクロム濃度は、コーティング層10の表面から拡散浸透到達限界に向かって徐々に低下する。拡散浸透到達限界とは、クロム拡散浸透処理によりクロムがコーティング層10の表面から到達可能な深さの限界である。
次に、この実施形態におけるインペラ5の製造方法について図面を参照しながら説明する。
図7は、この発明の実施形態におけるインペラの製造方法の処理フローである。図8は、この発明の実施形態におけるブレード部の母材に、耐食層を形成した状態を示す拡大断面図である。
図7は、この発明の実施形態におけるインペラの製造方法の処理フローである。図8は、この発明の実施形態におけるブレード部の母材に、耐食層を形成した状態を示す拡大断面図である。
図7に示すように、まず、ブレード部21の母材9の表面に、ニッケル基合金、又は、コバルト基合金の粉末を、低圧プラズマ溶射等により吹き付ける(ステップS01;耐食層形成工程)。より具体的には、母材9の第一領域30にクロムを含有するニッケル基合金の粉末、又は、クロムを含有するコバルト基合金の粉末を、低圧プラズマ溶射等により吹き付ける。同様に、母材9の第二領域31にクロムを含有するニッケル基合金の粉末、又は、クロムを含有するコバルト基合金の粉末を、低圧プラズマ溶射等により吹き付ける。この際、第一領域30のクロム濃度が、第二領域31のクロム濃度よりも高くなるようにする。
この実施形態の一例では、第一領域30に吹き付けるニッケル基合金、又は、コバルト基合金の粉末は、クロムを50wt%含有する。一方で、第二領域31に吹き付けるニッケル基合金、又は、コバルト基合金の粉末は、クロムを20wt%含有する。このようにすることで、図8に示すように、第一領域30、第二領域31共に、母材9の表面に20μmから1mm程度のクロムを含有するニッケル基合金、又は、クロムを含有するコバルト基合金からなる耐食層11が形成される。
次いで、第一領域30の耐食層11、および、第二領域31の耐食層11に対して上述したクロム拡散浸透処理を実施する(ステップS02;耐摩耗層形成工程)。これにより、図4に示すように、耐食層11の表面全体に、所定厚さでクロムの濃度が耐食層11よりも相対的に高い耐摩耗層12が形成される。
ここで、この実施形態の一例では、第一領域30、および、第二領域31の両方においてクロム濃度が50wt%程度上昇する。このクロム拡散浸透処理を行う際に、容器内で900℃〜1100℃程度に加熱しながら処理を行うことで、酸化を伴わない環境下で耐食層11と母材9との間で原子の拡散が起こるため、耐食層11と母材9との密着力を高めることができる。そのため、耐食層11が母材9から剥離し難くなり耐食層11の信頼性が向上するという副次的な効果も生じる。
ここで、クロム拡散浸透処理を行う前の下処理として、耐食層11の表面を研磨するようにしても良い。このようにすることで、耐食層11の表面の凹凸を均したり、酸化膜を除去したりすることができる。そのため、耐食層11に対してクロムをより安定的に、且つ、均一な厚さで拡散浸透させることができる。更に、クロム拡散処理は、金属クロムを析出させるプロセスであり、溶射皮膜に元々存在していたピンホールを封孔でき、耐食性の一層の向上効果を発揮する。
したがって、上述した実施形態によれば、インペラ5の母材9上にニッケル基合金、又は、コバルト基合金からなる耐食層11が形成されるため、母材9を、硫黄分などによる腐食から守ることができる。さらに、インペラ5のうち、流速が高く、粒子の衝突による摩耗が生じやすいブレード部21のリーディングエッジ23を含む第一領域30の表面の硬度を、第二領域31の表面の硬度よりも相対的に高めることができる。その結果、固形物を含む腐食性の流体を取り扱う際の耐腐食性、および、耐摩耗性の両方を十分に確保できる。また、インペラ5の全体に硬質な表面処理を施すことによる疲労強度の低下を抑制できるため、信頼性、および、製造性の低下を抑制することができる。
さらに、上述した実施形態では、第一領域30の耐食層11が、第二領域31の耐食層11よりもクロム濃度が高くなるように形成され、更にクロム拡散浸透処理により第一領域30、および、第二領域31の両方に耐摩耗層12が形成されている。そのため、第一領域30と第二領域31との両方に耐摩耗層12を形成しつつ、第一領域30の表面のクロム濃度を、第二領域31の表面のクロム濃度よりも高めることができる。そのため、第一領域30の表面の硬度を、第二領域31の表面の硬度よりも相対的に高くすることができる。
(実施形態の変形例)
次に、この発明の実施形態の変形例を図面に基づき説明する。この変形例は、上述した実施形態とコーティング層10の構造が異なる。そのため、この変形例の説明においては、上述した実施形態と同一部分に同一符号を付して説明するとともに、重複説明を省略する。
図9は、この発明の実施形態の変形例における図4に相当する拡大断面図である。
図9に示すように、インペラ5は、その母材9の表面にコーティング層10を有している。このコーティング層10は、耐食層11と、耐摩耗層12と、をそれぞれ備えている。
次に、この発明の実施形態の変形例を図面に基づき説明する。この変形例は、上述した実施形態とコーティング層10の構造が異なる。そのため、この変形例の説明においては、上述した実施形態と同一部分に同一符号を付して説明するとともに、重複説明を省略する。
図9は、この発明の実施形態の変形例における図4に相当する拡大断面図である。
図9に示すように、インペラ5は、その母材9の表面にコーティング層10を有している。このコーティング層10は、耐食層11と、耐摩耗層12と、をそれぞれ備えている。
耐食層11は、インペラ5の母材9の表面を覆うようにして層状に形成される。この耐食層11は、上述した実施形態と同様に、ニッケル基合金、又は、コバルト基合金、より具体的には、クロム濃度が20wt%以上のニッケル基合金、又は、クロム濃度が20wt%以上のコバルト基合金により形成される。この耐食層11のクロム濃度は、例えば、20wt%から50wt%の範囲内とされている。
耐摩耗層12は、耐食層11の表面のうち、リーディングエッジ23を含む第一領域30にクロム拡散浸透処理を施すことで形成される。一方で、耐摩耗層12は、第一領域30以外の第二領域31には形成されない。つまり、コーティング層10の表面のうち、第一領域30の表面には、耐食層11よりも十分にクロム濃度の高い硬い層が形成される。
次に、この変形例におけるインペラ5の製造方法について図面を参照しながら説明する。図10は、この発明の実施形態におけるインペラの製造方法の処理フローである。
図10に示すように、まず、ブレード部21の母材9の表面に、ニッケル基合金の粉末、又は、コバルト基合金の粉末を、低圧プラズマ溶射等により吹き付ける(ステップS01;耐食層形成工程)。より具体的には、母材9の第一領域30、および、第二領域31の両方に、クロムを含有するニッケル基合金の粉末、又は、クロムを含有するコバルト基合金の粉末を、低圧プラズマ溶射等により吹き付ける。この際、第一領域30に吹き付けるニッケル基合金、又は、コバルト基合金と、第二領域31に吹き付けるニッケル基合金、又は、コバルト基合金とは、同一とされる。つまり、母材9の表面には、クロム濃度が一定の耐食層11が一様に形成される。この変形例では、第一領域30、および、第二領域31に吹き付けるニッケル基合金の粉末、又は、コバルト基合金の粉末は、例えば、クロムをそれぞれ20wt%含有する。
図10に示すように、まず、ブレード部21の母材9の表面に、ニッケル基合金の粉末、又は、コバルト基合金の粉末を、低圧プラズマ溶射等により吹き付ける(ステップS01;耐食層形成工程)。より具体的には、母材9の第一領域30、および、第二領域31の両方に、クロムを含有するニッケル基合金の粉末、又は、クロムを含有するコバルト基合金の粉末を、低圧プラズマ溶射等により吹き付ける。この際、第一領域30に吹き付けるニッケル基合金、又は、コバルト基合金と、第二領域31に吹き付けるニッケル基合金、又は、コバルト基合金とは、同一とされる。つまり、母材9の表面には、クロム濃度が一定の耐食層11が一様に形成される。この変形例では、第一領域30、および、第二領域31に吹き付けるニッケル基合金の粉末、又は、コバルト基合金の粉末は、例えば、クロムをそれぞれ20wt%含有する。
次いで、第二領域31の表面をマスキング処理する(ステップS11;マスキング工程)。このマスキング処理は、第二領域31に対してクロム拡散浸透処理による塩化クロムガスの浸透を阻害できればよい。ここで、マスキング処理としては、メタルマスキングを例示できる。さらに、このメタルマスキングとしては、第一領域30だけを露出させて、第二領域31を金属ボックス(図示せず)により覆う方法が例示できる。また、マスキングの方法としては、粉末状又はスラリー状のマスキング材(例えば、APV社製等)を第二領域31に付着させて覆う方法も例示できる。粉末状のマスキング材を用いる場合には、バインダーを加えることでマスキング材を第二領域31の表面に付着させることができる。
その後、第一領域30の耐食層11に対して上述したクロム拡散浸透処理を実施する(ステップS02;耐摩耗層形成工程)。ここで、第二領域31の耐食層11には、マスキング処理が施されているため、第一領域30のみにクロム拡散浸透処理が施される。これにより、図9に示すように、耐食層11の表面のうち、第一領域30の表面に所定厚さでクロムの濃度が高い耐摩耗層12が形成される。ここで、この変形例では、第一領域30の耐摩耗層12の表面は、クロム濃度が100wt%程度まで上昇し、第二領域31の耐食層11の表面は、クロム濃度が20wt%程度となる。
したがって、上述した実施形態の変形例によれば、第一領域30および第二領域31ともに同じニッケル基合金、又は、コバルト基合金を母材9上に積層すればよいため、耐食層11を容易に形成できる。さらに、第一領域30の表面にのみクロム拡散浸透処理を施すので、第一領域30のクロム濃度と、第二領域31の表面のクロム濃度との差をより大きくすることができる。言い換えれば、第二領域31の表面の硬度を高めずに、第一領域30の表面の硬度のみを高めることができる。そのため、固形物が高速で衝突し易い第一領域30の耐摩耗性を向上させつつ、第二領域31の表面における疲労強度の低下を十分に抑制することができる。
さらに、第一領域30を残して第二領域31のみをマスキング処理することで、容易、且つ、安定的に、クロム拡散浸透処理を第一領域30の耐食層11の表面に施すことができる。また、第二領域31へのクロムの拡散浸透を効果的に抑制することができる。
この実施形態の変形例では、上述した実施形態と同様に、クロム拡散浸透処理を行う際に、酸化を伴わない環境下で耐食層11と母材9との間で原子の拡散が起こるため、耐食層11と母材9との密着力を高めることができる。
クロム拡散浸透処理を行う前の下処理として、耐食層11の表面を研磨するようにしても良い。
クロム拡散浸透処理を行う前の下処理として、耐食層11の表面を研磨するようにしても良い。
この発明は、上述した実施形態に限定されるものではなく、この発明の趣旨を逸脱しない範囲において、上述した実施形態に種々の変更を加えたものを含む。すなわち、実施形態で挙げた具体的な形状や構成等は一例にすぎず、適宜変更が可能である。
例えば、上述した実施形態における圧縮機1は、海底生産システム、浮体式海洋石油貯蔵設備に使用される場合を例示した。しかし、この発明は、これら海底生産システム、浮体式海洋石油貯蔵設備で用いられる圧縮機に限られない。
さらに、上述した実施形態においては、インペラ5が3つ並んで設けられる場合について説明したが、これに限られない。例えば、インペラ5を2つ以下備える圧縮機や4つ以上備える圧縮機にも適用できる。
さらに、上述した実施形態の変形例においては、マスキング処理を行った後にクロム拡散浸透処理を行う場合について説明した。しかし、第二領域31の表面に対して第一領域30の表面におけるクロム濃度が相対的に高くなれば良く、例えば、マスキング処理を省略した状態で、第一領域30を重点的にクロム拡散浸透処理するようにしても良い。
上述した実施形態の圧縮機1は、いわゆるオープン型のインペラ5を備える場合について説明した。しかし、インペラ5は、オープン型に限られない。例えば、カバー部材を備えるクローズ型のインペラであっても良い。
1 圧縮機
2 ケーシング
3 回転軸
4 軸受部
5 インペラ(インペラ本体)
9 母材
10 コーティング層
11 耐食層
12 耐摩耗層
20 ディスク部
21 ブレード部
22 曲面
23 リーディングエッジ(前縁部)
24 湾曲部
30 第一領域
31 第二領域
41 ジャーナル軸受
42 スラスト軸受
G 流体
Gc 圧縮流体
2 ケーシング
3 回転軸
4 軸受部
5 インペラ(インペラ本体)
9 母材
10 コーティング層
11 耐食層
12 耐摩耗層
20 ディスク部
21 ブレード部
22 曲面
23 リーディングエッジ(前縁部)
24 湾曲部
30 第一領域
31 第二領域
41 ジャーナル軸受
42 スラスト軸受
G 流体
Gc 圧縮流体
Claims (7)
- ブレードの母材上に、耐食性を有するニッケル基合金、又は、コバルト基合金からなる耐食層と、前記耐食層の少なくとも一部に対してクロム拡散浸透処理を施すことによって形成される耐摩耗層と、を有するコーティング層と、を備え、
前記コーティング層は、
少なくとも前記ブレードの前縁部を含む第一領域に前記耐摩耗層を備え、
前記第一領域の表面のクロム濃度が、前記第一領域以外の第二領域の表面のクロム濃度よりも高くなるように形成されているインペラ。 - 前記第一領域の前記耐食層は、前記第二領域の前記耐食層よりもクロム濃度が高くなるように形成され、
前記第一領域、および、第二領域の両方に前記クロム拡散浸透処理による前記耐摩耗層が形成されている請求項1に記載のインペラ。 - 前記第一領域にのみ前記耐摩耗層を備える請求項1に記載のインペラ。
- 請求項1から3の何れか一項に記載のインペラを備える圧縮機。
- ブレードの前縁部を含む第一領域、および、前記第一領域以外の第二領域に、前記第一領域のクロム濃度が第二領域のクロム濃度よりも高くなるように、ニッケル基合金、又は、コバルト基合金を積層する耐食層形成工程と、
前記第一領域、および、前記第二領域の両方にクロム拡散浸透処理を施す耐摩耗層形成工程と、を含むインペラの製造方法。 - ブレードの母材上に、ニッケル基合金、又は、コバルト基合金を積層する耐食層形成工程と、
前記ブレードの前縁部を含む第一領域と、前記第一領域以外の第二領域とのうち、前記第一領域にのみクロム拡散浸透処理を施す耐摩耗層形成工程と、を含むインペラの製造方法。 - 前記第一領域を残して前記第二領域のみをマスキング処理するマスキング工程を含む請求項6に記載のインペラの製造方法。
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015047928A JP2016169613A (ja) | 2015-03-11 | 2015-03-11 | インペラ、圧縮機、および、インペラの製造方法 |
| PCT/JP2015/082392 WO2016143197A1 (ja) | 2015-03-10 | 2015-11-18 | コーティング層、圧縮機、コーティング層の製造方法、インペラ、インペラの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015047928A JP2016169613A (ja) | 2015-03-11 | 2015-03-11 | インペラ、圧縮機、および、インペラの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016169613A true JP2016169613A (ja) | 2016-09-23 |
Family
ID=56983322
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015047928A Pending JP2016169613A (ja) | 2015-03-10 | 2015-03-11 | インペラ、圧縮機、および、インペラの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016169613A (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN108050099A (zh) * | 2017-11-23 | 2018-05-18 | 沾化海特机械有限公司 | 一种低破损率的离心式输盐泵叶轮 |
| WO2018199550A1 (ko) * | 2017-04-24 | 2018-11-01 | 엘지전자 주식회사 | 팬 모터 및 그 제조방법 |
| WO2019073551A1 (ja) * | 2017-10-11 | 2019-04-18 | 三菱重工エンジン&ターボチャージャ株式会社 | 遠心式回転機械のインペラ及び遠心式回転機械 |
| CN115740370A (zh) * | 2022-11-28 | 2023-03-07 | 共青科技职业学院 | 一种耐磨耐腐蚀化工泵叶片制备方法 |
-
2015
- 2015-03-11 JP JP2015047928A patent/JP2016169613A/ja active Pending
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018199550A1 (ko) * | 2017-04-24 | 2018-11-01 | 엘지전자 주식회사 | 팬 모터 및 그 제조방법 |
| US11306730B2 (en) | 2017-04-24 | 2022-04-19 | Lg Electronics Inc. | Fan motor and method of manufacturing the same |
| WO2019073551A1 (ja) * | 2017-10-11 | 2019-04-18 | 三菱重工エンジン&ターボチャージャ株式会社 | 遠心式回転機械のインペラ及び遠心式回転機械 |
| JPWO2019073551A1 (ja) * | 2017-10-11 | 2020-04-09 | 三菱重工エンジン&ターボチャージャ株式会社 | 遠心式回転機械のインペラ及び遠心式回転機械 |
| US11525457B2 (en) | 2017-10-11 | 2022-12-13 | Mitsubishi Heavy Industries Engine & Turbocharger, Ltd. | Impeller for centrifugal turbomachine and centrifugal turbomachine |
| CN108050099A (zh) * | 2017-11-23 | 2018-05-18 | 沾化海特机械有限公司 | 一种低破损率的离心式输盐泵叶轮 |
| CN108050099B (zh) * | 2017-11-23 | 2019-11-22 | 沾化海特机械有限公司 | 一种低破损率的离心式输盐泵叶轮 |
| CN115740370A (zh) * | 2022-11-28 | 2023-03-07 | 共青科技职业学院 | 一种耐磨耐腐蚀化工泵叶片制备方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11859499B2 (en) | Turbine clearance control coatings and method | |
| JP2016169613A (ja) | インペラ、圧縮機、および、インペラの製造方法 | |
| WO2014143244A1 (en) | Coating system for improved erosion protection of the leading edge of an airfoil | |
| Khalid Mohammed Ridha et al. | Common failures in hydraulic Kaplan turbine blades and practical solutions | |
| CN101163862B (zh) | 具有盖板及设置在该盖板上的保护层的涡轮叶片 | |
| CN105257342A (zh) | 切割叶片尖 | |
| KR102116331B1 (ko) | 부식 방지 방법 및 부식 방지 방법에 의해서 획득된 구성요소 | |
| WO2016143197A1 (ja) | コーティング層、圧縮機、コーティング層の製造方法、インペラ、インペラの製造方法 | |
| US6089828A (en) | Coated article and method for inhibiting frictional wear between mating titanium alloy substrates in a gas turbine engine | |
| Pokharel et al. | Wear in centrifugal pumps with causes, effects and remedies: A Review | |
| US10400613B2 (en) | Method of producing blades or blade arrangements of a turbomachine with erosion protection layers and correspondingly produced component | |
| CN104105846B (zh) | 具有接合部的流体机械部件和具有流体机械部件的蒸汽轮机 | |
| US20150308275A1 (en) | Coating method and coated article | |
| JP2016176124A (ja) | コーティング層、圧縮機、および、コーティング層の製造方法 | |
| JP2016166393A (ja) | コーティング層、圧縮機、および、コーティング層の製造方法 | |
| JP5096762B2 (ja) | 遠心式ポンプ | |
| Pasha et al. | Erosive wear behavior of sprayed metal matrix composites: An overview | |
| JP2016172890A (ja) | コーティング層、圧縮機、および、コーティング層の製造方法 | |
| US10823199B2 (en) | Galvanic corrosion resistant coating composition and methods for forming the same | |
| Fasano et al. | Design mixers to minimize effects of erosion and corrosion erosion | |
| US20150247413A1 (en) | Coated article and method for producing coating | |
| Mann | Abrasion-Resistant Coatings for Hydraulic Turbines-Investigation for their Selection and Future Approach | |
| ANAND | STUDY ON EFFECT OF CORROSION ON COMPRESSOR BLADES IN JET ENGINE | |
| CN104271803A (zh) | 具有功能覆层的流体机械部件 | |
| Mammadov et al. | Coatings help to improve centrifugal pump reliability |