JP2016132016A - Low-pressure casting method and low-pressure casting apparatus - Google Patents
Low-pressure casting method and low-pressure casting apparatus Download PDFInfo
- Publication number
- JP2016132016A JP2016132016A JP2015009259A JP2015009259A JP2016132016A JP 2016132016 A JP2016132016 A JP 2016132016A JP 2015009259 A JP2015009259 A JP 2015009259A JP 2015009259 A JP2015009259 A JP 2015009259A JP 2016132016 A JP2016132016 A JP 2016132016A
- Authority
- JP
- Japan
- Prior art keywords
- mold
- core
- cavity
- molten metal
- low
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Landscapes
- Mold Materials And Core Materials (AREA)
- Molds, Cores, And Manufacturing Methods Thereof (AREA)
Abstract
Description
本発明は、低圧鋳造方法及び低圧鋳造装置に係り、更に詳細には、ガス欠陥を防止できる低圧鋳造方法及び低圧鋳造装置に関する。 The present invention relates to a low pressure casting method and a low pressure casting apparatus, and more particularly to a low pressure casting method and a low pressure casting apparatus that can prevent gas defects.
溶解炉から出湯した溶湯は、フラックス処理・脱ガス処理によって、水素ガスや酸化物、金属間化合物等の介在物が除去され、高い清浄度を有している。しかし、低圧鋳造法においては、鋳造作業に伴って溶湯が空気と接触することが不可避であり、溶湯の清浄度は徐々に低下する。 The molten metal discharged from the melting furnace has high cleanliness by removing inclusions such as hydrogen gas, oxides, and intermetallic compounds by flux treatment and degassing treatment. However, in the low pressure casting method, it is inevitable that the molten metal comes into contact with air during the casting operation, and the cleanliness of the molten metal gradually decreases.
また、鋳型内に設置する中子に含まれる水分や樹脂等が、溶湯の熱によって気化すると、成形品(鋳物)の内部に気泡となって残存し、ガス欠陥となったり、引け巣が生じたりして成形品の品質が低下する。
特に、水分は成形品を水素脆化させる水素ガスの発生源でもあり、成形品の品質向上には、溶湯の熱によってガスを発生させる水分等を鋳型内から除去することが重要である。
Also, if moisture or resin contained in the core installed in the mold is vaporized by the heat of the molten metal, it remains as bubbles inside the molded product (casting), causing gas defects or shrinkage. As a result, the quality of the molded product deteriorates.
In particular, moisture is a source of hydrogen gas that causes the molded product to become hydrogen embrittled, and in order to improve the quality of the molded product, it is important to remove moisture and the like that generate gas by the heat of the molten metal from the mold.
しかし、上記水分は空気中にも含まれるものであり、鋳型の型開けに伴って鋳型内に空気が入ってしまう。また、鋳型内に設置する中子が水分を含まないようにするには、調湿された部屋に中子を保管する必要があり、中子の保管に多大な費用を要することになる。 However, the moisture is also contained in the air, and air enters the mold as the mold is opened. Further, in order to prevent the core installed in the mold from containing moisture, it is necessary to store the core in a humidity-controlled room, which requires a large amount of cost for storing the core.
低圧鋳造に関するものではないが、特許文献1には、溶湯注入用キャビティに熱風を送り込んで砂型を乾燥させる方法では、除去できる水分が砂型の表層のみであるため、ゼオライト又はALC等の吸着材を用いることが開示されている。
すなわち、鋳型を形成する鋳砂をゼオライト又はALC等の吸着材で囲い、上記吸着材によって鋳砂の内部まで水分を吸着除去することが開示されている。また、中子を用いる場合は、鋳砂で成形された砂型と、砂型の内部に埋設された吸着材と、吸着材の内部に埋設された鉄筋とで中子を形成する旨が記載されている。
Although not related to low-pressure casting, in
That is, it is disclosed that the casting sand forming the mold is surrounded by an adsorbent such as zeolite or ALC, and moisture is adsorbed and removed to the inside of the casting sand by the adsorbent. In addition, when using a core, it is described that a core is formed by a sand mold formed of cast sand, an adsorbent embedded in the sand mold, and a reinforcing bar embedded in the adsorbent. Yes.
しかしながら、特許文献1に記載の方法にあっては、吸着量に限界がある吸着材を用いるものであり、鋳型が吸着材の吸着量以上の水分を吸収しないように保管する必要があり、また、吸着材を設けた中子では作製に工数を有する。
However, in the method described in
本発明は、このような従来技術の有する課題に鑑みてなされたものである。その目的とするところは、シェルモード法で形成された樹脂を含有する中子を用いても溶湯の熱によるガスの発生を低減でき、ガス欠陥や引け巣の発生を防止すると共に中子の保管を容易にする低圧鋳造方法及び低圧鋳造装置を提供することにある。
The present invention has been made in view of such problems of the prior art. The purpose is to reduce the generation of gas due to the heat of the molten metal even when using a core containing a resin formed by the shell mode method, and prevent the generation of gas defects and shrinkage cavities and the storage of the core. It is an object of the present invention to provide a low-pressure casting method and a low-pressure casting apparatus that facilitate the above.
本発明者は、上記目的を達成すべく鋭意検討を重ねた結果、低圧鋳造方法において、鋳型内に中子を設置し型を閉じた後、溶湯を充填する前に、鋳型内に加熱空気を供給し、さらにキャビティ内を吸引することで、中子の内部まで素早く乾燥させることができ、上記目的が達成できることを見出し、本発明を完成するに至った。 As a result of intensive studies to achieve the above object, the present inventor, in the low-pressure casting method, after the core is installed in the mold and the mold is closed, before the molten metal is filled, heated air is injected into the mold. By supplying and further sucking the inside of the cavity, it was found that the inside of the core could be quickly dried, and that the above object could be achieved, and the present invention was completed.
本発明は上記知見に基づくものであって、本発明の低圧鋳造方法は、鋳型内に中子を設置して鋳型を閉じ、鋳型内に加熱ガスを供給し、さらにキャビティ内を吸引し、キャビティに溶湯を充填することを特徴とする。 The present invention is based on the above knowledge, and the low-pressure casting method of the present invention is such that a core is placed in a mold, the mold is closed, heated gas is supplied into the mold, and the cavity is sucked into the cavity. It is characterized in that the molten metal is filled.
また、本発明の低圧鋳造装置は、鋳型と共にキャビティを形成する中子と、上記鋳型内に加熱ガスを供給する加熱ガス供給装置と、上記キャビティを吸引する吸引装置とを有するものであり、鋳型内に中子を設置して鋳型を閉じ、鋳型内に加熱ガスを供給し、さらにキャビティ内を吸引して、キャビティに溶湯を充填することを特徴とする。 The low-pressure casting apparatus of the present invention includes a core that forms a cavity together with a mold, a heated gas supply device that supplies heated gas into the mold, and a suction device that sucks the cavity. A core is placed in the mold, the mold is closed, a heated gas is supplied into the mold, the inside of the cavity is sucked, and the cavity is filled with molten metal.
本発明によれば、溶湯を充填する前の鋳型内に加熱ガスを供給し、さらにキャビティ内を吸引することとしため、上記加熱ガスの供給で中子が乾燥して水蒸気等のガスの発生が低減され、さらに、上記キャビティ内の吸引によって中子に含まれる樹脂等から生じるガスもキャビティから排出される。したがって、ガス欠陥や引け巣の発生が防止される。加えて、予め、中子を乾燥させる必要がなく中子の保管が容易になる。 According to the present invention, the heating gas is supplied into the mold before filling with the molten metal, and the inside of the cavity is further sucked, so that the core is dried by the supply of the heating gas, and gas such as water vapor is generated. Further, the gas generated from the resin or the like contained in the core by suction in the cavity is also discharged from the cavity. Therefore, the occurrence of gas defects and shrinkage can be prevented. In addition, it is not necessary to dry the core in advance, and the core can be stored easily.
本発明の低圧鋳造方法及び低圧鋳造装置について詳細に説明する。
本発明は、鋳型内に中子を設置して鋳型を密閉して鋳型を中子の乾燥容器とし、鋳型内に加熱ガスを供給して中子を乾燥させ、キャビティに溶湯を充填し凝固させる鋳造工程以前からキャビティを吸引して中子から生じたガスを排出して鋳造するものである。
The low-pressure casting method and low-pressure casting apparatus of the present invention will be described in detail.
In the present invention, a core is placed in a mold, the mold is sealed, and the mold is used as a drying container for the core. A heated gas is supplied into the mold to dry the core, and the cavity is filled with molten metal to be solidified. Before the casting process, the cavity is sucked and the gas generated from the core is discharged and cast.
中子の乾燥は、表面から始まり、表面の含水率が低くなると、その内側の含水率の高い部分から水分が表面に移動して表面で蒸発する。これらの蒸発と移動とを繰り返すことで内部まで乾燥が進行する。
したがって、含水率の高い部分から低い部分へ水分が移動する速度が速いほど、乾燥が速く進む。すなわち、水蒸気分圧の差が大きいほど、また、中子の温度が高いほど、乾燥速度が速くなる。
Drying of the core starts from the surface, and when the moisture content on the surface decreases, moisture moves to the surface from the portion having a high moisture content inside and evaporates on the surface. By repeating these evaporation and movement, the drying proceeds to the inside.
Accordingly, the faster the moisture moves from the high moisture content portion to the low moisture content, the faster the drying. That is, the greater the difference in water vapor partial pressure and the higher the core temperature, the faster the drying rate.
本発明の低圧鋳造方法においては、溶湯の熱がストークを介して鋳型内に供給されるのと相俟って、鋳型内に加熱ガスを供給するため、中子の温度が急速に上昇し、中子表面から水分が蒸発する。そして、キャビティを吸引するため、蒸発した水蒸気が直ちに鋳型外に排出されて、中子表面近傍で水蒸気量が少ない状態が保たれるため、中子内部の水分が速やかに表面に移動し、中子の内部まで速やかに乾燥することができる。
したがって、中子を乾燥させることによる鋳造時間(サイクルタイム)が長くなることがなく、加えて、予め、中子に含まれる水分量を調節する必要がなくなり、中子の保管が容易になる。
In the low-pressure casting method of the present invention, in combination with the heat of the molten metal being supplied into the mold via the stalk, the heated gas is supplied into the mold, so the temperature of the core rises rapidly, Water evaporates from the core surface. And since the evaporated water vapor is immediately discharged out of the mold to suck the cavity, the amount of water vapor is kept in the vicinity of the core surface. The inside of the child can be quickly dried.
Therefore, the casting time (cycle time) due to drying of the core does not increase, and in addition, it is not necessary to adjust the amount of water contained in the core in advance, and the core can be easily stored.
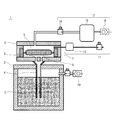
図1に、本発明の低圧鋳造装置の一例の断面図を示す。低圧鋳造装置1は、気密に密閉された保持炉2内の溶湯3に、ストーク4の下端が浸漬され、その上端には湯口5が設けられる。
保持炉2の上には、分割可能な鋳型6が配置され、該鋳型6の中には幅木7によって位置決めされた中子8が収められ、上記鋳型6と中子8とでキャビティ9が形成される。上記鋳型6は、図示しないチャンバで全体が覆われていてもよい。
保持炉2には加圧装置10が設けられ、保持炉2内に二酸化炭素等の不活性ガスを圧送又は排気して保持炉内の圧力を調節し、ストーク4を介してキャビティ9に溶湯3を充填する。上記加圧装置10は、加圧ポンプ、バルブ、図示しない圧力センサ等を有する。
FIG. 1 shows a cross-sectional view of an example of the low-pressure casting apparatus of the present invention. In the low-
A separable mold 6 is disposed on the
The
また、鋳型6には、鋳型6内に加熱ガスを供給する加熱ガス供給装置11、キャビティ9を吸引する吸引装置12がそれぞれ接続される。
The mold 6 is connected to a heated
上記加熱ガス供給装置11は、ヒータ等のガス加熱装置13、図示しない送風装置を有する。上記送風装置としては、ブロア、ファン、ポンプ等が挙げられる。
The heating
また、鋳型6内に供給する上記加熱ガスとしては、水分の含有量が少ない空気であってもよいが、二酸化炭素等の不活性ガスを使用することが好ましい。不活性ガスを使用することで、中子設置の際に鋳型内に侵入した空気が不活性ガスに置換され、溶湯が空気と接触して生じる酸化物の発生を最小限にすることができ、サイクルタイムの短縮が可能となる。 The heating gas supplied into the mold 6 may be air with a low water content, but it is preferable to use an inert gas such as carbon dioxide. By using an inert gas, the air that has entered the mold during the installation of the core is replaced with the inert gas, and the generation of oxides caused by the molten metal coming into contact with the air can be minimized. The cycle time can be shortened.
上記吸引装置12は、バルブ14、真空容器15、真空ポンプ16等を有するものであり、キャビティ9のガスを吸引し鋳型6外に排出する。吸引速度は、バルブ14の開度や真空ポンプ16を制御することによって調節できる。
The
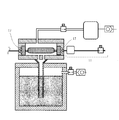
上記加熱ガス供給装置は11、図1に示すように、加熱ガスを直接キャビティ内に供給するものであってもよいが、図2に示すように、鋳型6の多孔質材17に加熱ガス供給装置を接続し、中子8を固定する幅木7を介して中子8に加熱ガスを供給するものであることが好ましい。
加熱ガスを中子8に直接供給することで、加熱ガスによって中子内部の圧力が上昇するのに加え、中子内部の水分が気化して中子内部の圧力がさらに上昇し、中子内部の圧力と中子外部との圧力差が大きくなる。したがって、中子内部の水分が表面に移動するため、中子をすばやく乾燥することができる。
The heating
By supplying the heated gas directly to the core 8, the pressure inside the core is increased by the heated gas, and the water inside the core is vaporized to further increase the pressure inside the core. And the pressure difference between the outside of the core increases. Therefore, since the moisture inside the core moves to the surface, the core can be quickly dried.
また、前記中子8の中には、上記幅木7からの加熱ガスを供給する経路を設けることが好ましい。該経路を通じて加熱ガスを供給することで、幅木付近からだけでなく、中子内部全体の温度及び圧力が上昇し、中子の乾燥速度をさらに向上させることができる。
Further, it is preferable that a path for supplying the heating gas from the
次に、上記低圧鋳造装置を用いた低圧鋳造方法について説明する。
まず、保持炉2内に所定量の溶湯3を貯留した状態で鋳型6を開けて、鋳型内での中子8の位置を決める幅木7と共に中子8を鋳型内に収め、鋳型6を閉じて、中子の乾燥容器とする。
Next, a low pressure casting method using the low pressure casting apparatus will be described.
First, the mold 6 is opened in a state where a predetermined amount of the
上記鋳型6の内壁には、必要に応じて、中子8の設置に先んじて紛体離型剤を塗布してもよい。上記紛体離型剤はスプレー塗工等、従来公知の塗工方法によって塗布することができる。本発明は、鋳型6内に加熱ガスを供給するだけでなく、キャビティ9を吸引するものであるため、鋳型6に付着しなかった紛体離型剤等の介在物を鋳型外に排出でき、欠陥のない高品質の鋳物を製造できる。 If necessary, a powder release agent may be applied to the inner wall of the mold 6 prior to the installation of the core 8. The powder release agent can be applied by a conventionally known coating method such as spray coating. In the present invention, not only the heating gas is supplied into the mold 6 but also the cavity 9 is sucked, so that inclusions such as a powder release agent that has not adhered to the mold 6 can be discharged out of the mold, Can produce high quality castings.
鋳型6を密閉し、鋳型6内に加熱ガスを供給すると、保持炉内の溶湯3の熱と加熱ガスの熱とが相俟って中子8の温度が上昇し、中子表面から水分が蒸発する。吸引装置12のバルブ14を開きキャビティ9内のガスを吸引すると、中子表面から蒸発した水蒸気がキャビティ9の外へ排出される。すると、中子内部の水分量と中子表面の水分量との差が大きくなって、中子内部の水分が表面に移動し、水分の蒸発が促進されて中子がすばやく乾燥する。
When the mold 6 is sealed and the heating gas is supplied into the mold 6, the temperature of the core 8 rises due to the heat of the
本発明の中子8としては、シェルモード法で形成された樹脂バインダを有する中子の他、無機バインダを用いた中子を使用することができる。無機バインダを用いた中子は、鋳造時のガスの発生が少ない一方で、粘着力が弱く強度が低いものであるが、本発明においては中子を充分乾燥させることができるため、無機バインダを用いた中子であっても十分な強度が得られ、中子折れに起因する不良の発生が低下する。 As the core 8 of the present invention, a core using an inorganic binder can be used in addition to a core having a resin binder formed by a shell mode method. A core using an inorganic binder has low adhesive strength and low strength while generating less gas during casting, but in the present invention, the core can be sufficiently dried. Even if it is the core used, sufficient intensity | strength is acquired and generation | occurrence | production of the defect resulting from a core breakage falls.
上記無機バインダとしては、例えば、硫酸マグネシウム(MgSO4)、炭酸ナトリウム(Na2CO3)、4ホウ酸ナトリウム(Na2B4O7)、硫酸ナトリウム(Na2SO4)等が挙げられる。 Examples of the inorganic binder include magnesium sulfate (MgSO 4 ), sodium carbonate (Na 2 CO 3 ), sodium borate (Na 2 B 4 O 7 ), sodium sulfate (Na 2 SO 4 ), and the like.
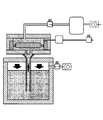
中子を乾燥させたら次に、図3に示すように、加圧装置10により保持炉2内の溶湯面を加圧し、ストーク4を介してキャビティに溶湯3を充填する。そして、溶湯3が凝固したら、鋳型6を開けて、成形品を取り出す。
本発明においては、予め、鋳型内の水分が除去されていると共に、溶湯3の熱によって中子等から生じるガスがキャビティ外に排出されるため、湯廻りの挙動が安定し、ガス欠陥、引け巣の発生が防止される。
After the core is dried, next, as shown in FIG. 3, the molten metal surface in the holding
In the present invention, the moisture in the mold is removed in advance, and the gas generated from the core and the like by the heat of the
キャビティへの溶湯3の充填は、キャビティを吸引しながら行うことが好ましい。中子8のバインダが溶湯3の熱によって蒸発することがあり、キャビティを吸引することで、湯廻りの挙動が安定し、ガス欠陥、引け巣の発生が防止される。
なお、溶湯充填の際の吸引と、中子乾燥の際の吸引とは同じ吸引装置で行うことができる。
The filling of the
In addition, the suction at the time of molten metal filling and the suction at the time of core drying can be performed by the same suction device.
ここで、保持炉2の加圧と鋳型6内の減圧とのタイミングを、図4を用いて説明する。
図4(a)中、Aは、鋳型6を密閉して中子の乾燥容器とした後に、鋳型内に加熱ガスを供給する工程である。Bは、保持炉2内の一段目の加圧によりストーク4内の溶湯3を湯口まで上昇させる工程である。Cは、溶湯3が湯口5に達し、充填速度が制御された二段目の加圧に切り替えると共に、キャビティの吸引を開始する工程である。キャビティを吸引することで、中子から蒸発した水蒸気や樹脂の熱分解等で生じるガスがキャビティ外に排出される。キャビティが溶湯3で満たされたら保持炉2の加圧を停止し、溶湯3が凝固するまで圧力を維持する。一方、キャビティの吸引は、鋳型6が溶湯3で満たされてもしばらくの間継続する。吸引を継続することで、不純物を含む先湯が鋳型6内から出て成形品の品質が向上する。Dは、鋳型6内の溶湯を凝固させる工程である。溶湯3が凝固したら保持炉2の圧力を徐々に下げ、鋳型6開いて成形品を取り出す。
Here, the timing of pressurization of the holding
In FIG. 4A, A is a step of supplying a heating gas into the mold after the mold 6 is sealed to form a dry container for the core. B is a step of raising the
図4(b)は、鋳型内に加熱ガスを供給しながら、キャビティを吸引し、中子を乾燥させる例である。加熱ガスを供給しながらキャビティを吸引することで、中子内部の圧力と中子外部との圧力差が大きくなり、中子をすばやく乾燥させることができる。
また、加熱ガスは、溶湯がストーク4内を上昇している間は継続してもよいが、溶湯3が湯口5に達し、キャビティ内への流入が開始されたら停止する。溶湯3が流入しても加熱ガスの供給を継続すると、ガス欠陥や引け巣の発生原因となる。
FIG. 4B shows an example in which the cavity is sucked while the heated gas is supplied into the mold and the core is dried. By sucking the cavity while supplying the heated gas, the pressure difference between the pressure inside the core and the outside of the core increases, and the core can be dried quickly.
The heated gas may be continued while the molten metal is rising in the
以上、溶湯保持炉が1室の低圧鋳造装置を例に説明したが、本発明の低圧鋳造装置はこれに限るものではなく、溶湯保持炉を溶湯保持室と加圧室との2室で構成してもよく、また、溶湯3の充填制御を電磁ポンプで行うものであってもよい。
As described above, the low pressure casting apparatus having one molten metal holding furnace has been described as an example. However, the low pressure casting apparatus of the present invention is not limited to this, and the molten metal holding furnace includes two chambers, a molten metal holding chamber and a pressure chamber. Alternatively, the filling control of the
1 低圧鋳造装置
2 保持炉
3 溶湯
4 ストーク
5 湯口
6 鋳型
7 幅木
8 中子
9 キャビティ
10 加圧装置
11 加熱ガス供給装置
12 吸引装置
13 ガス加熱装置
14 バルブ
15 真空容器
16 真空ポンプ
17 多孔質材
DESCRIPTION OF
15
Claims (7)
鋳型を閉じる型閉じ工程と、
該鋳型内のキャビティに溶湯を充填し凝固させる鋳造工程と、
該鋳造工程で成形された成形品を取り出す型開け工程と、を有する低圧鋳造方法であって、
上記型閉じ工程後鋳造工程前に鋳型内に加熱ガスを供給し、キャビティ内を吸引する乾燥工程を有することを特徴とする低圧鋳造方法。
A core installation process for installing the core in the mold;
A mold closing process for closing the mold;
A casting process in which the cavity in the mold is filled with molten metal and solidified;
A mold opening step for taking out a molded product formed in the casting step, and a low pressure casting method comprising:
A low-pressure casting method comprising a drying step of supplying heated gas into the mold and sucking the inside of the cavity after the mold closing step and before the casting step.
The low pressure casting method according to claim 1 or 2, wherein the cavity is sucked while the cavity is filled with molten metal.
該鋳型と共にキャビティを形成する中子と、
溶湯を保持する保持炉と、
該保持炉内の溶湯に下端が浸漬され上記キャビティに溶湯を供給するストークと、
上記保持炉内を加圧し、溶湯をキャビティに充填する加圧装置と、を有する低圧鋳造装置であって、
上記鋳型内に加熱ガスを供給する加熱ガス供給装置と、
上記キャビティを吸引する吸引装置と、をさらに有し、
上記鋳型を閉じた後、キャビティに溶湯を充填する前に、上記鋳型内に加熱ガスを供給し、キャビティ内を吸引することを特徴とする低圧鋳造装置。 A mold,
A core that forms a cavity with the mold;
A holding furnace for holding molten metal;
A stalk in which the lower end is immersed in the molten metal in the holding furnace and the molten metal is supplied to the cavity;
A pressurizing device that pressurizes the inside of the holding furnace and fills a cavity with molten metal,
A heated gas supply device for supplying a heated gas into the mold;
A suction device for sucking the cavity,
A low-pressure casting apparatus characterized in that after the mold is closed and before the molten metal is filled into the cavity, a heated gas is supplied into the mold and the cavity is sucked.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015009259A JP6406617B2 (en) | 2015-01-21 | 2015-01-21 | Low pressure casting method and low pressure casting apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015009259A JP6406617B2 (en) | 2015-01-21 | 2015-01-21 | Low pressure casting method and low pressure casting apparatus |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016132016A true JP2016132016A (en) | 2016-07-25 |
| JP6406617B2 JP6406617B2 (en) | 2018-10-17 |
Family
ID=56437222
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015009259A Active JP6406617B2 (en) | 2015-01-21 | 2015-01-21 | Low pressure casting method and low pressure casting apparatus |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6406617B2 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109513899A (en) * | 2018-11-15 | 2019-03-26 | 哈尔滨工业大学 | A kind of large-scale intelligent fission synchronzed press device and boosting method |
| CN110355347A (en) * | 2019-08-07 | 2019-10-22 | 南通爱尔思轻合金精密成型有限公司 | A kind of aluminium alloy castings low pressure casting processes |
| CN110405142A (en) * | 2019-08-28 | 2019-11-05 | 贵州大学 | A kind of car mat block casting method |
| CN111790887A (en) * | 2019-04-08 | 2020-10-20 | 现代自动车株式会社 | Method of casting heterogeneous material and cast product made thereby |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58141844A (en) * | 1982-02-19 | 1983-08-23 | Toyota Motor Corp | Removal method of core in casting |
| JPH05146862A (en) * | 1991-11-27 | 1993-06-15 | Mazda Motor Corp | Low pressure casting method |
| JPH0833944A (en) * | 1994-07-20 | 1996-02-06 | Mitsubishi Heavy Ind Ltd | Method for pouring molten metal in partial reduced pressure into casting |
| JPH11285781A (en) * | 1998-01-16 | 1999-10-19 | Loramendi Sa | Production of non-ferrous metal casting with green sand mold |
| JP2004314157A (en) * | 2003-04-21 | 2004-11-11 | Nissan Motor Co Ltd | Apparatus for exhausting core gas from mold |
-
2015
- 2015-01-21 JP JP2015009259A patent/JP6406617B2/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS58141844A (en) * | 1982-02-19 | 1983-08-23 | Toyota Motor Corp | Removal method of core in casting |
| JPH05146862A (en) * | 1991-11-27 | 1993-06-15 | Mazda Motor Corp | Low pressure casting method |
| JPH0833944A (en) * | 1994-07-20 | 1996-02-06 | Mitsubishi Heavy Ind Ltd | Method for pouring molten metal in partial reduced pressure into casting |
| JPH11285781A (en) * | 1998-01-16 | 1999-10-19 | Loramendi Sa | Production of non-ferrous metal casting with green sand mold |
| JP2004314157A (en) * | 2003-04-21 | 2004-11-11 | Nissan Motor Co Ltd | Apparatus for exhausting core gas from mold |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109513899A (en) * | 2018-11-15 | 2019-03-26 | 哈尔滨工业大学 | A kind of large-scale intelligent fission synchronzed press device and boosting method |
| CN109513899B (en) * | 2018-11-15 | 2020-07-14 | 哈尔滨工业大学 | Large intelligent split synchronous pressurizing device and pressurizing method |
| CN111790887A (en) * | 2019-04-08 | 2020-10-20 | 现代自动车株式会社 | Method of casting heterogeneous material and cast product made thereby |
| CN111790887B (en) * | 2019-04-08 | 2023-11-03 | 现代自动车株式会社 | Method of casting heterogeneous materials and cast products made thereby |
| CN110355347A (en) * | 2019-08-07 | 2019-10-22 | 南通爱尔思轻合金精密成型有限公司 | A kind of aluminium alloy castings low pressure casting processes |
| CN110355347B (en) * | 2019-08-07 | 2024-05-03 | 南通爱尔思轻合金精密成型有限公司 | Low-pressure casting method for aluminum alloy castings |
| CN110405142A (en) * | 2019-08-28 | 2019-11-05 | 贵州大学 | A kind of car mat block casting method |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6406617B2 (en) | 2018-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6406617B2 (en) | Low pressure casting method and low pressure casting apparatus | |
| JP5772683B2 (en) | Casting method and casting apparatus | |
| RU2653747C1 (en) | Casting device and method of casting | |
| JP2014180696A (en) | Casting apparatus | |
| JP6481696B2 (en) | Low pressure casting method and low pressure casting apparatus | |
| US6308766B1 (en) | Process for die-casting light-weight metals | |
| TW200847303A (en) | Method and device for encapsulating electronic components using underpressure | |
| JP2007190607A (en) | Die casting apparatus and die casting method | |
| JP2010110934A (en) | Molding device and molding method of hollow article | |
| JP6183272B2 (en) | Casting apparatus and casting method | |
| JP2010083124A (en) | Injection molding system for forming minute foam-molded article and method of using the same | |
| JP2016215257A (en) | Pressure casting apparatus and casting method | |
| JP5397897B2 (en) | Casting equipment | |
| JP7172765B2 (en) | Casting equipment and casting method | |
| WO1994020240A1 (en) | Vacuum suction casting apparatus and method using the same | |
| KR20140006400A (en) | Gravity casting method | |
| JP5814564B2 (en) | Pressure casting method and apparatus | |
| JP6458008B2 (en) | Method and apparatus for casting titanium aluminide parts | |
| JP6250499B2 (en) | Disappearance model and disappearance model casting method using the same | |
| KR20090005580A (en) | Gas exhaustion device for low-pressure mold | |
| JP2001225159A (en) | Method for die casting of light metal | |
| JP2008055487A (en) | Die-casting mold and casting method | |
| JP3604347B2 (en) | Reduction casting method | |
| JPH08318361A (en) | Differential pressure casting method and differential pressure casting mold used to this method | |
| JP2006082090A (en) | Chamber moisture absorption prevention method for casting apparatus, and casting apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20171128 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180827 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20180829 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6406617 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180909 |