JP2016100538A - チョークコイル - Google Patents
チョークコイル Download PDFInfo
- Publication number
- JP2016100538A JP2016100538A JP2014238255A JP2014238255A JP2016100538A JP 2016100538 A JP2016100538 A JP 2016100538A JP 2014238255 A JP2014238255 A JP 2014238255A JP 2014238255 A JP2014238255 A JP 2014238255A JP 2016100538 A JP2016100538 A JP 2016100538A
- Authority
- JP
- Japan
- Prior art keywords
- choke coil
- winding
- insulating layer
- outer core
- core
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000004804 winding Methods 0.000 claims abstract description 93
- 238000010292 electrical insulation Methods 0.000 claims abstract description 28
- 230000017525 heat dissipation Effects 0.000 claims description 61
- 230000002093 peripheral effect Effects 0.000 claims description 28
- 239000000696 magnetic material Substances 0.000 abstract 2
- 239000010410 layer Substances 0.000 description 109
- 238000009434 installation Methods 0.000 description 34
- 230000005855 radiation Effects 0.000 description 18
- 239000000463 material Substances 0.000 description 13
- 230000006835 compression Effects 0.000 description 12
- 238000007906 compression Methods 0.000 description 12
- 238000004519 manufacturing process Methods 0.000 description 11
- 238000000034 method Methods 0.000 description 10
- 230000008569 process Effects 0.000 description 9
- 229920005989 resin Polymers 0.000 description 8
- 239000011347 resin Substances 0.000 description 8
- 229920002050 silicone resin Polymers 0.000 description 6
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 5
- 239000000853 adhesive Substances 0.000 description 5
- 230000001070 adhesive effect Effects 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 5
- 238000009413 insulation Methods 0.000 description 5
- 238000000465 moulding Methods 0.000 description 5
- 229910045601 alloy Inorganic materials 0.000 description 4
- 239000000956 alloy Substances 0.000 description 4
- 230000000712 assembly Effects 0.000 description 4
- 238000000429 assembly Methods 0.000 description 4
- 239000000919 ceramic Substances 0.000 description 4
- 239000000470 constituent Substances 0.000 description 4
- 239000000945 filler Substances 0.000 description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical group [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 3
- 239000011248 coating agent Substances 0.000 description 3
- 238000000576 coating method Methods 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 238000010586 diagram Methods 0.000 description 3
- 229920001721 polyimide Polymers 0.000 description 3
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 2
- 229920000106 Liquid crystal polymer Polymers 0.000 description 2
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 2
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004642 Polyimide Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- 239000012790 adhesive layer Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 2
- 239000012141 concentrate Substances 0.000 description 2
- 239000004020 conductor Substances 0.000 description 2
- 229910052802 copper Inorganic materials 0.000 description 2
- 239000010949 copper Substances 0.000 description 2
- 210000003298 dental enamel Anatomy 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 238000009499 grossing Methods 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 229910052749 magnesium Inorganic materials 0.000 description 2
- 239000011777 magnesium Substances 0.000 description 2
- 239000006249 magnetic particle Substances 0.000 description 2
- 239000006247 magnetic powder Substances 0.000 description 2
- 230000035699 permeability Effects 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- -1 polytetrafluoroethylene Polymers 0.000 description 2
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 2
- 239000004810 polytetrafluoroethylene Substances 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 1
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910017082 Fe-Si Inorganic materials 0.000 description 1
- 229910017133 Fe—Si Inorganic materials 0.000 description 1
- 229910000861 Mg alloy Inorganic materials 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 229920002302 Nylon 6,6 Polymers 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 239000004962 Polyamide-imide Substances 0.000 description 1
- 229910002796 Si–Al Inorganic materials 0.000 description 1
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 230000002457 bidirectional effect Effects 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 230000015556 catabolic process Effects 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000011161 development Methods 0.000 description 1
- 230000018109 developmental process Effects 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 230000004907 flux Effects 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 229920006337 unsaturated polyester resin Polymers 0.000 description 1
Images






Landscapes
- Insulating Of Coils (AREA)
- Transformer Cooling (AREA)
Abstract
【課題】巻回部と設置対象物との間の電気的な絶縁を確保することができるチョークコイルを提供する。【解決手段】一端と他端に開口部を有する筒状の磁性体で構成され、その内部空間が直方体状に形成された外コア2と、柱状の磁性体で構成され、その一端面3Lと他端面3Rとがそれぞれ、外コア2の内周面のうちの対向する二つの平面に対向して配置される内コア3と、巻線を巻回することで構成され、内コア3の外周に配置される巻回部40を有するコイル4と、を備え、設置対象物上に、外コア2の一端側の開口端面2D,2Uを向けた状態で載置されるチョークコイル1αであって、一端側の開口端面2Dにおける開口部全体を塞ぎ、開口端面2Dに及ぶ電気絶縁層6を備える。【選択図】図2
Description
本発明は、主として電源回路の昇圧用、力率改善用又は電流平滑用として用いられるチョークコイルに関する。
チョークコイルは、例えば、電源回路の昇圧用、力率改善用又は電流平滑用として用いられている。例えば、E字型の一対の分割コアを組み合わせてなるチョークコイルなどが知られている。このチョークコイルでは、分割コアのE字の中央の脚片に巻線を巻回したコイルが配置される。しかし、このチョークコイルの分割コアには屈曲部分が多く形成されており、その屈曲部分に応力が集中し易いため、分割コアを扱う際に分割コアが損傷する可能性がある。
上記問題点に鑑み、特許文献1のチョークコイルが提案されている。当該チョークコイルは、内部空間が直方体状に形成された筒状の外コアと、外コアの内部に配置される柱状の内コアと、で磁性コアを構成したチョークコイルである。内コアの一端面と他端面とはそれぞれ、外コアの内周面のうちの対向する二平面に対向して配置されており、その内コアの外周にボビンを介してコイルが設けられている。このチョークコイルは、外コアの一方の開口端面を設置対象物(特許文献1では放熱部材と表記されている)に接触させた状態で固定される。また、このチョークコイルでは、外コアの内部における巻回部と設置対象物との間に、放熱シートやモールド樹脂で構成される放熱層を形成しており、チョークコイルで発生した熱を放熱層を介して設置対象物に逃がす構成を採用している。上記構成のチョークコイルの外コアと内コアは、非常に単純な形状をしており、作製し易い上、応力が集中し易い部分がなく、扱い易い。
近年、発展が目覚ましいハイブリッド自動車や電気自動車などに利用されるチョークコイルには、大電流が流されるので、巻回部と設置対象物との間の電気的な絶縁をより確実にすることが求められる。
このような要請に対して、特許文献1のチョークコイルでは、巻回部と設置対象物との間には放熱層が設けられるのみであるため、巻回部と設置対象物との間の電気的な絶縁性能を向上させることが求められる。
そこで、上記事情に鑑みて、巻回部と設置対象物との間の電気的な絶縁を確保することができるチョークコイルを提供する。
本発明の一態様に係るチョークコイルは、一端と他端に開口部を有する筒状の磁性体で構成され、その内部空間が直方体状に形成された外コアと、柱状の磁性体で構成され、その一端面と他端面とがそれぞれ、前記外コアの内周面のうちの対向する二つの平面に対向して配置される内コアと、巻線を巻回することで構成され、前記内コアの外周に配置される巻回部を有するコイルと、を備え、設置対象物上に、前記外コアの一端側の開口端面を向けた状態で載置されるチョークコイルであって、前記一端側の開口端面における前記開口部全体を塞ぎ、前記開口端面に及ぶ電気絶縁層を備える。
上記チョークコイルによれば、チョークコイルに備わるコイルの巻回部と設置対象物との間の電気的な絶縁を確保することができる。
・本発明の実施形態の説明
最初に本発明の実施態様を列記して説明する。
最初に本発明の実施態様を列記して説明する。
<1>実施形態のチョークコイルは、一端と他端に開口部を有する筒状の磁性体で構成され、その内部空間が直方体状に形成された外コアと、柱状の磁性体で構成され、その一端面と他端面とがそれぞれ、前記外コアの内周面のうちの対向する二つの平面に対向して配置される内コアと、巻線を巻回することで構成され、前記内コアの外周に配置される巻回部を有するコイルと、を備え、設置対象物上に、前記外コアの一端側の開口端面を向けた状態で載置されるチョークコイルであって、前記一端側の開口端面における前記開口部全体を塞ぎ、前記開口端面に及ぶ電気絶縁層を備える。
上記構成のように開口部全体を電気絶縁層で塞ぐことで、コイルの巻回部と設置対象物との間の電気的な絶縁を確保することができる。特に、電気絶縁層が外コアの一端側の開口端面に及んでいると、コイルの巻回部と設置対象物との間の電気的な絶縁をより確実にすることができる。
<2>実施形態のチョークコイルとして、前記電気絶縁層は、前記開口端面に配置され、前記開口部に加えて前記開口端面全体を覆う大きさを有する絶縁シートである形態を挙げることができる。
絶縁シートで開口端面全体を覆うことで、コイルの巻回部と設置対象物との間の電気的な絶縁をより確実に行うことができる。また、上記構成によれば、絶縁シートを開口端面に配置するだけで電気絶縁層を形成することができるため、チョークコイルの生産性を向上させることができる。
<3>実施形態のチョークコイルとして、前記電気絶縁層と前記巻回部の外周面との間に、前記電気絶縁層および前記巻回部の両方に接触する放熱層を備え、前記放熱層の熱伝導率が、0.2W/m・K以上である形態を挙げることができる。
電気絶縁層とは別に放熱層を形成することで、チョークコイルの使用時にチョークコイルで発生した熱を効率的に設置対象物に逃がすことができる。その結果、熱によるチョークコイルへの悪影響を抑制することができる。
<4>前記放熱層を備える実施形態のチョークコイルとして、前記巻回部における前記電気絶縁層側の外端と、前記電気絶縁層と、の距離が7mm以下である形態を挙げることができる。
上記距離は、巻回部と電気絶縁層との最短距離である。この最短距離の部分の放熱層の厚さを7mm以下とすることで、放熱層が厚くなり過ぎることがなく、放熱層を介した巻回部から設置対象物への放熱を効果的に行うことができる。
<5>前記放熱層を備える実施形態のチョークコイルとして、前記放熱層は、前記電気絶縁層と前記巻回部の外周面との間で圧縮された放熱シートであり、前記放熱シートのうち、圧縮されていない部分の厚さをt1、最も圧縮されている部分の厚さをt2としたとき、t1−t2≦0.7×t1を満たす形態を挙げることができる。
放熱層を放熱シートで構成することで、放熱層の形成を容易にすることができる。放熱シートを電気絶縁層の上に貼り付けるだけで放熱層を形成することができるからである。ここで、t1−t2は、放熱シートの放熱層の最大圧縮量である。この最大圧縮量が0.7×t1以下であれば、圧縮前の放熱シートの特性が圧縮によって損なわれることがない。
<6>前記放熱層が放熱シートである実施形態のチョークコイルとして、前記巻線が丸線であり、前記丸線の断面の直径をdとしたとき、0.5×d≦t1−t2を満たす形態を挙げることができる。
放熱シートの圧縮量であるt1−t2は、巻回部が放熱層に埋まっている深さと捉えることもできる。この深さ(t1−t2)が丸線の半径(d/2)以上であれば、巻回部と放熱層の接触面積が十分に大きくなり、放熱層を介した巻回部から設置対象物への放熱量を向上させることができる。また、当該接触面積が大きいことで、巻回部と放熱層との接合が強固になり、振動などによって両者の間に隙間が形成されることを抑制することができる。
<7>前記放熱層が放熱シートである実施形態のチョークコイルとして、前記放熱シートの圧縮された部分のアスカーC硬度が80以下である形態を挙げることができる。
アスカーC硬度が80以下であることで、圧縮時に巻回部の凹凸表面との密着が十分に確保される。放熱シートは圧縮されることで硬くなる傾向にある。圧縮前の放熱シートのアスカーC硬度は40以下であることが好ましい。その理由については後述する実施形態1で説明する。
<8>実施形態のチョークコイルとして、前記電気絶縁層の厚みが、0.1mm以上0.5mm以下である形態を挙げることができる。
電気絶縁層を0.1mm以上0.5mm以下とすることで、電気絶縁層に過不足のない電気絶縁性を持たせることができる。
<9>実施形態のチョークコイルとして、前記内コアの外周面と前記巻回部の内周面との間に介在され、前記内コアと前記コイルとの間の電気的な絶縁を確保する筒状部と、前記外コアの内周面と前記巻回部の端面との間に介在され、前記外コアと前記コイルとの間の電気的な絶縁を確保する鍔状部と、を有するボビンを備える形態を挙げることができる。
上記構成によれば、コイルと、内コアおよび外コアと、の間の絶縁をより確実に確保することができ、チョークコイルの動作を安定化させることができる。
<10>前記ボビンを備える実施形態のチョークコイルとして、前記内コアは、前記ボビンにインサート成形されている形態を挙げることができる。
上記構成によれば、チョークコイルの生産性を向上させることができる。内コアをボビンにインサート成形しておけば、チョークコイルの作製の際、ボビンの筒状部に内コアを挿入する手間、筒状部における適正な位置に内コアを配置する手間を低減することができるからである。
<11>前記ボビンを備える実施形態のチョークコイルとして、前記ボビンは、前記外コアの他端側の開口端面に係合することで前記外コアに対する前記ボビンの位置を決める位置決め部を備える形態を挙げることができる。
上記構成によれば、外コアとボビンの相対的な位置が精度良く決まるので、外コアと、ボビンの筒状部の内部に配置される内コアと、の相対的な位置も精度良く決まる。
・本発明の実施形態の詳細
以下、本発明のチョークコイルの実施形態を図面に基づいて説明する。図中の同一符号は同一名称物を示す。なお、本発明は実施形態に示される構成に限定されるわけではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内の全ての変更が含まれることを意図する。
以下、本発明のチョークコイルの実施形態を図面に基づいて説明する。図中の同一符号は同一名称物を示す。なお、本発明は実施形態に示される構成に限定されるわけではなく、特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内の全ての変更が含まれることを意図する。
<実施形態1>
≪全体構成≫
図1〜7を参照し、実施形態1のチョークコイル1αを説明する。図1はチョークコイル1αの概略斜視図、図2は図1のII−II断面図、図3はIII−III断面図、図4は図2の部分拡大図である。また、図5〜図7は、チョークコイルの製造方法の手順を示す説明図である。
≪全体構成≫
図1〜7を参照し、実施形態1のチョークコイル1αを説明する。図1はチョークコイル1αの概略斜視図、図2は図1のII−II断面図、図3はIII−III断面図、図4は図2の部分拡大図である。また、図5〜図7は、チョークコイルの製造方法の手順を示す説明図である。
図1〜3に示すチョークコイル1αは、特許文献1のチョークコイルと同様に、外コア2と内コア3(図2,3参照)とコイル4とを備えており、冷却ベースなどの設置対象物9上に載置された状態で使用される。本実施形態のチョークコイル1αはさらに、コイル4とコア2,3との間の絶縁を確保するボビン5を備える。この本実施形態のチョークコイル1αの従来との主な相違点は、外コア2における設置対象物9に対向する開口端面2Dの開口部を塞ぐ電気絶縁層6を備えることである。以下、チョークコイル1αに備わる各構成を詳細に説明する。
≪外コア≫
外コア2は、一端側(紙面下側)と他端側(紙面上側)に開口部を有する筒状の磁性体であり、その内部空間が直方体状に形成された部材である。つまり、外コア2の内周面は、枠状に配置される四つの平面から構成されている。このような内周面に対して、筒状の磁性体の外周面の形状は特に限定されず、例えば円筒状であっても良いし、内周面と同様に直方体状であっても良い。本実施形態の外コア2は、内周面と同様、外周面も直方体状に形成された部材、即ち角筒状の部材となっている。
外コア2は、一端側(紙面下側)と他端側(紙面上側)に開口部を有する筒状の磁性体であり、その内部空間が直方体状に形成された部材である。つまり、外コア2の内周面は、枠状に配置される四つの平面から構成されている。このような内周面に対して、筒状の磁性体の外周面の形状は特に限定されず、例えば円筒状であっても良いし、内周面と同様に直方体状であっても良い。本実施形態の外コア2は、内周面と同様、外周面も直方体状に形成された部材、即ち角筒状の部材となっている。
図2,3に示すように、外コア2における開口部を有する開口端面2U,2Dは、平坦に形成されている。本実施形態では、開口端面2Dが設置対象物9に対向するように、チョークコイル1αが設置対象物9上に載置される。
外コア2としては、鉄などの鉄属金属やその合金(例えば、Fe−Si系合金、Fe−Si−Al系合金)などに代表される軟磁性粉末(軟磁性粒子の集合体)を圧縮成形した圧粉成形体が利用できる。軟磁性粒子の表面には、リン酸塩やシリコーンなどの絶縁被覆が形成されており、その絶縁被覆によって圧粉成形体の渦電流損を低減することができる。上記外コア2として、軟磁性粉末を含む樹脂を成形型で成形した複合材料を利用することもできる。
≪内コア≫
内コア3は、図2に示すように、一端面3Lと他端面3Rを有する柱状体の磁性体であり、一端面3Lと他端面3Rとがそれぞれ、外コア2の内周面のうちの対向する二平面に対向して配置される部材である。内コア3の形状は特に限定されず、円柱状であっても良いし、楕円柱状であっても良いし、角柱状であっても良い。本実施形態の内コア3は、後述するチョークコイルの製造方法の説明図である図5に示すように、角柱の外周面(端面を除く面)の角部をR面取りした部材となっている。
内コア3は、図2に示すように、一端面3Lと他端面3Rを有する柱状体の磁性体であり、一端面3Lと他端面3Rとがそれぞれ、外コア2の内周面のうちの対向する二平面に対向して配置される部材である。内コア3の形状は特に限定されず、円柱状であっても良いし、楕円柱状であっても良いし、角柱状であっても良い。本実施形態の内コア3は、後述するチョークコイルの製造方法の説明図である図5に示すように、角柱の外周面(端面を除く面)の角部をR面取りした部材となっている。
内コア3としては、外コア2と同様に、圧粉成形体や複合材料を利用することができる。内コア3は、図示するように一本の柱状の磁性体で構成されていても良いが、圧粉成形体や複合材料のコア片と、コア片よりも低透磁率の板状のギャップ材と、を交互に連結させた積層柱状体であっても良い。ギャップ材には、アルミナなどの非磁性材を利用することができる。この内コア3の磁気特性(比透磁率や飽和磁束密度など)と、上述した外コア2の磁気特性と、を異ならせても良く、そうすることでチョークコイル1αの性能を向上させることができる場合がある。
≪コイル≫
コイル4は、巻線を巻回してなる巻回部40を備える。本実施形態の巻回部40は、巻線を多層に巻回することで形成されており、後述するボビン5の筒状部50の外形に沿った角筒状となっている。角筒状の巻回部40とは、その端面形状が略四角形状(正方形状を含む)の角を丸めた形状の巻回部のことである(特に図3を参照)。もちろん、巻回部40は円筒状に形成しても構わない。円筒状の巻回部とは、その端面形状が閉曲面形状(楕円形状や真円形状、レーストラック形状など)の巻回部のことである。
コイル4は、巻線を巻回してなる巻回部40を備える。本実施形態の巻回部40は、巻線を多層に巻回することで形成されており、後述するボビン5の筒状部50の外形に沿った角筒状となっている。角筒状の巻回部40とは、その端面形状が略四角形状(正方形状を含む)の角を丸めた形状の巻回部のことである(特に図3を参照)。もちろん、巻回部40は円筒状に形成しても構わない。円筒状の巻回部とは、その端面形状が閉曲面形状(楕円形状や真円形状、レーストラック形状など)の巻回部のことである。
コイル4を構成する巻線は、銅やアルミニウム、マグネシウム、あるいはその合金といった導電性材料からなる平角線や丸線などの導体の外周に、絶縁性材料からなる絶縁被覆を備える被覆線によって構成することができる。本実施形態では、銅製の丸線の外周をエナメル(代表的にはポリアミドイミド)で被覆した被覆丸線を利用している。その他、断面が矩形の平角線の外周をエナメルで被覆した被覆平角線を利用することもできる。その場合、巻回部40は、被覆平角線をエッジワイズ巻きにすること形成することができる。
コイル4の両端部4A,4Bは、巻回部40から引き延ばされて、図示しない端子部材に接続される。この端子部材を介して、コイル4に電力供給を行なう電源などの外部装置が接続される。端部4A,4Bの引き出し方向は特に限定されないが、本実施形態では、外コア2の筒軸方向(開口部の中心を繋いだ方向)に端部4A,4Bが引き出されている。
≪ボビン≫
ボビン5は、筒状部50と、筒状部50の両端部にそれぞれ形成される鍔状部51A,51Bと、を備える(特に、図2、合わせて図5も参照)。筒状部50の内部には上述した内コア3が収納され、筒状部50の外周には上述したコイル4の巻回部40が配置される。即ち、筒状部50は、内コア3の外周面と巻回部40の内周面との間に介在され、内コア3とコイル4との電気的な絶縁を確保するためのものである。
ボビン5は、筒状部50と、筒状部50の両端部にそれぞれ形成される鍔状部51A,51Bと、を備える(特に、図2、合わせて図5も参照)。筒状部50の内部には上述した内コア3が収納され、筒状部50の外周には上述したコイル4の巻回部40が配置される。即ち、筒状部50は、内コア3の外周面と巻回部40の内周面との間に介在され、内コア3とコイル4との電気的な絶縁を確保するためのものである。
ここで、筒状部50内への内コア3の配置は、本実施形態に示すように筒状部50に内コア3を挿入することで行っても良いし、筒状部50に内コア3をインサート成形で一体化させることで行っても良い。前者の場合、筒状部50における内コア3の固定は接着剤などで行うことができる。
一方、鍔状部51A,51Bは、外コア2の内周面と巻回部40の端面との間に介在され、外コア2とコイル4との間の電気的な絶縁を確保するためのものである。鍔状部51A,51Bには、筒状部50にフランジ状に繋がっており、上記筒状部50の内部に内コア3を挿入できるようになっている。
ここで、筒状部50の内部空間が一方の鍔状部51A(51B)に開口し、他方の鍔状部51B(51A)には開口しない形態、即ち他方の鍔状部51B(51A)が筒状部50の他端を封止する形態とすることもできる。その場合、鍔状部51A(51B)の孔から筒状部50に内コア3を挿入したときに、内コア3の端面が鍔状部51B(51A)に当て止めされ、筒状部50における内コア3の位置を精度良く決定することができる。
本実施形態のボビン5はさらに、外コア2に対するボビン5の位置を決める位置決め部52A,52Bと、ボビン5を後述する取付板7に固定する固定部53A,53Bを備える。位置決め部52A(52B)は、鍔状部51A(51B)の上端に形成され、筒状部50の外方側に伸びる。つまり、鍔状部51A(51B)と位置決め部52A(52B)とが概略L字型に繋がっている。この位置決め部52A,52Bは、外コア2の上端の開口端面2Uに係合し、外コア2内でのボビン5の筒状部50の位置、即ち外コア2内での内コア3の位置を決定する。
一方、固定部53A(53B)は、位置決め部52A(52B)の外方側に繋がる壁部と、壁部の下端に繋がる脚部と、で構成されている。壁部は鍔状部51A(51B)に略平行に形成されており、脚部は外コア2の開口端面2Dに略平行に形成されており、固定部53A(53B)の全体形状は、概略L字型となっている。壁部には、鍔状部51A(51B)に対応する位置に孔が形成されており、筒状部50に内コア3を挿入し易くなっている。脚部には、カラー(図2参照)が埋設されており、そのカラーによってチョークコイル1αを設置対象物9にネジ止めするボルト9Bのためのネジ孔5h(図5参照)が形成されている。固定部53A,53Bは、後段のチョークコイルの製造方法の説明で詳しく述べるように、取付板7に接着されており、ボビン5と取付板7とを一体化させる。その結果、ボビン5と取付板7との相対的な位置、即ちボビン5の筒状部50の内部に配置される内コア3と取付板7に一体化された外コア2との相対的な位置を精度良く決定することができる。
以上説明したボビン5の構成材料には、例えば、ポリフェニレンスルフィド(PPS)樹脂、ポリテトラフルオロエチレン(PTFE)樹脂、液晶ポリマー(LCP)、ナイロン6、ナイロン66といったポリアミド(PA)樹脂、ポリブチレンテレフタレート(PBT)樹脂、アクリロニトリル・ブタジエン・スチレン(ABS)樹脂などの熱可塑性樹脂を利用することができる。その他、不飽和ポリエステル樹脂、エポキシ樹脂、ウレタン樹脂、シリコーン樹脂などの熱硬化性樹脂を利用することも可能である。上記樹脂にセラミックスフィラーを含有させて、ボビン5の熱伝導率を向上させても良い。セラミックスフィラーとしては、例えば、アルミナやシリカなどの非磁性粉末を利用することができる。
≪電気絶縁層≫
電気絶縁層6は、電気絶縁性に優れる材質で構成され、外コア2の開口端面2Dにおける開口部を塞ぐ層であって、巻回部40と設置対象物9との間の電気的な絶縁を確保するための層である。本実施形態の電気絶縁層6は、開口部を含む開口端面2D全体を覆う大きさに形成され、外コア2の開口端面2Dに取り付けられている。電気絶縁性の指標としては、2.5kV/50μm以上の絶縁破壊電圧を有することが挙げられる。
電気絶縁層6は、電気絶縁性に優れる材質で構成され、外コア2の開口端面2Dにおける開口部を塞ぐ層であって、巻回部40と設置対象物9との間の電気的な絶縁を確保するための層である。本実施形態の電気絶縁層6は、開口部を含む開口端面2D全体を覆う大きさに形成され、外コア2の開口端面2Dに取り付けられている。電気絶縁性の指標としては、2.5kV/50μm以上の絶縁破壊電圧を有することが挙げられる。
ここで、本実施形態の電気絶縁層6は、外コア2と後述する取付板7とを一体化させる粘着性を有している。この取付板7と外コア2とを一体化させるという機能を考慮すれば、電気絶縁層6の形成範囲は、外コア2の開口端面2Dと同じかそれ以上とすることが好ましい。既に述べたように、本実施形態の電気絶縁層6の形成範囲は、外コア2の開口端面2Dとほぼ同じとなっており、そのため外コア2の開口端面2D全体が電気絶縁層6によって取付板7に接合される。
電気絶縁層6の厚さは、0.1mm以上0.5mm以下とすることが好ましい。この厚さであれば、過不足のない電気絶縁性を電気絶縁層6に持たせることができる。当該厚さは、0.2mm以上0.4mm以下とすることがより好ましく、最も好ましくは0.25mm以上0.35mm以下である。
電気絶縁性や上記粘着性を満たす電気絶縁層6の構成材料としては、例えばシリコーン樹脂や、ポリイミド樹脂などを利用することができる。電気絶縁層6に上述した非磁性・電気絶縁性のセラミックスフィラーを含有させ、電気絶縁層6の熱伝導率を向上させても良い。この電気絶縁層6は両面粘着シートで構成しても良く、その場合、取付板7に両面粘着シートを貼り付けるだけで取付板7の上に電気絶縁層6を形成することができる。例えば、電気絶縁性に優れる材料からなる基材の両面に粘着性の層を形成した両面粘着シートであれば、取付板7と外コア2とを一体化させる機能に加えて、取付板7とコイル4との間の電気的な絶縁を確保する機能を持った電気絶縁層6とすることができる。具体的には、ポリイミドの基材の両面にシリコーン樹脂で粘着性の層を形成した両面粘着シートを利用することができる。
≪その他≫
[放熱層]
本実施形態のチョークコイル1αはさらに、図2,3に示すように、電気絶縁層6と巻回部40の外周面との間に、電気絶縁層6および巻回部40の両方に接触する放熱層8を備える。放熱層8は、コイル4の熱を効率的に取付板7側に逃がすための放熱経路として機能する。そのため、放熱層8は、優れた熱伝導率、具体的には0.2W/m・K以上の熱伝導率を有することが好ましく、熱伝導率は1W/m・K以上がより好ましく、2W/m・K以上がさらに好ましく、3W/m・K以上が最も好ましい。
[放熱層]
本実施形態のチョークコイル1αはさらに、図2,3に示すように、電気絶縁層6と巻回部40の外周面との間に、電気絶縁層6および巻回部40の両方に接触する放熱層8を備える。放熱層8は、コイル4の熱を効率的に取付板7側に逃がすための放熱経路として機能する。そのため、放熱層8は、優れた熱伝導率、具体的には0.2W/m・K以上の熱伝導率を有することが好ましく、熱伝導率は1W/m・K以上がより好ましく、2W/m・K以上がさらに好ましく、3W/m・K以上が最も好ましい。
また、この放熱層8は、巻回部40を備えるコイル4、外コア2、および電気絶縁層6が形成された取付板7を強固に一体化させる機能を持つ。その結果、外コア2と、巻回部40の内部に配置される内コア3と、の相対的な位置を精度良く決めることができる。放熱層8にこの機能を発揮させるには、巻回部40の巻線が放熱層8に埋まっていることが好ましい。
放熱層8は、熱伝導性に優れる放熱シートによって形成することが好ましい。チョークコイル1αを製造する際、電気絶縁層6上に放熱シートを貼り付けるだけで放熱層8を形成することができるからである。その場合、放熱シートの大きさは、図2,3に示すように、外コア2の開口部よりも小さくすることが好ましい。後述するチョークコイルの製造方法に示すように取付板7に外コア2を取り付ける際、放熱シートが邪魔にならないからである。
放熱層8を放熱シートで構成する場合、電気絶縁層6と巻回部40の外周面との間で放熱シートが圧縮されるようにすることが好ましい。そうすることで、放熱層8と巻回部40との接触面積が増し、放熱層8による放熱効率の向上、および放熱層8と巻回部40との接合強度の向上を図ることができる。
放熱シートの圧縮に当たっては、図4に示すように、放熱シートの圧縮されていない部分の厚さをt1、最も圧縮されている部分の厚さをt2、巻回部40の巻線(被覆丸線)の直径をdとしたとき、次の規定を満たすことが好ましい。
・t2≦7mm
・t1−t2≦0.7×t1
・0.5×d≦t1−t2
・t2≦7mm
・t1−t2≦0.7×t1
・0.5×d≦t1−t2
上記t2は、巻回部40と電気絶縁層6との間の最短距離である。その最短距離の部分の放熱層8の厚さt2を7mm以下とすることで、放熱層8が厚くなり過ぎることがなく、放熱層8を介した巻回部40から設置対象物9への放熱を効果的に行うことができる。
また、上記t1−t2は放熱シートの放熱層の最大圧縮量である。このt1−t2が0.7×t1以下であれば、圧縮前の放熱シートの特性が損なわれることがない。
放熱シートの圧縮量であるt1−t2は、巻回部40が放熱層8に埋まっている深さと捉えることもできる。この深さ(t1−t2)が丸線の半径(d/2)以上であれば、巻回部40と放熱層8の接触面積が十分に大きくなり、放熱層8を介した巻回部40から設置対象物9への放熱量を向上させることができる。また、当該接触面積が大きいことで、巻回部40と放熱層8との接合が強固になり、振動などによって両者40,8の間に隙間が形成されることを抑制することができる。
ここで、巻線が被覆平角線の場合、t1−t2は、被覆平角線の断面の角R以上とすることが好ましい。つまり、被覆平角線が放熱層8に埋設され、放熱層8が被覆平角線の平面部に及んでいる状態が好ましい。
放熱層8の構成材料としては、例えばシリコーン樹脂や、アクリル樹脂などを利用することができる。放熱層8に上述した非磁性・電気絶縁性のセラミックスフィラーを含有させ、放熱層8の熱伝導率を向上させても良い。
[取付板]
本実施形態のチョークコイル1αはさらに、チョークコイル1αを設置対象物9に固定する際の台座となる取付板7を備える。取付板7は、その上面に外コア2が載置される部材であって、チョークコイル1αを移動させる際のトレイの役割も持っている。
本実施形態のチョークコイル1αはさらに、チョークコイル1αを設置対象物9に固定する際の台座となる取付板7を備える。取付板7は、その上面に外コア2が載置される部材であって、チョークコイル1αを移動させる際のトレイの役割も持っている。
取付板7は、台座としての機能を発揮するために、少なくとも外コア2の開口端面2Dと同じ大きさを有する。チョークコイル1αのハンドリング性を高める意味で、取付板7は、開口端面2Dよりも大きいことが好ましく、本実施形態では、内コア3の軸方向に取付板7の長さが外コア2よりも長くなっている。一方で、内コア3の軸方向と直交する方向における取付板7の長さは外コア2とほぼ同じとなっている。内コア3の軸方向に取付板7が長くなっている部分には、チョークコイル1αを設置対象物9にネジ止めするためのボルト9Bが挿通されるネジ孔7h(図6)が形成されている。
取付板7に求められる特性としては、取付板7は、外コア2などの重みによって取付板7が屈曲したり破損したりすることがないように、強度に優れることである。また、取付板7は、優れた熱伝導性、具体的には100W/m・K以上の熱伝導率を有することが好ましく、取付板7の熱伝導率は高ければ高い方が好ましい。高い熱伝導率を有する取付板7とすることで、チョークコイル1αの使用時に発生した熱を効率的に設置対象物9に逃がすことができ、チョークコイル1αの動作を安定させることができる。以上の特性を満たす取付板7の材料として、例えばアルミニウムやアルミニウム合金、マグネシウムやマグネシウム合金などを挙げることができる。
≪チョークコイルの作製手順≫
以上説明した構成を備えるチョークコイル1αは、概略以下の工程α〜工程γを備えるチョークコイルの製造方法により作製することができる。
[工程α]…内コア3とコイル4とが一体になった第一組物C1を作製する。本実施形態では、内コア3とコイル4に加えてボビン5を一体化させた第一組物C1を作製する。
[工程β]…外コア2と取付板7とが一体になった第二組物C2を作製する。
[工程γ]…第一組物C1と第二組物C2とを組み合わせる。
以下、チョークコイルの製造方法に備わる各工程を図5〜図7に基づいて説明する。なお、工程αと工程βの順番は入れ換えることが可能である。
以上説明した構成を備えるチョークコイル1αは、概略以下の工程α〜工程γを備えるチョークコイルの製造方法により作製することができる。
[工程α]…内コア3とコイル4とが一体になった第一組物C1を作製する。本実施形態では、内コア3とコイル4に加えてボビン5を一体化させた第一組物C1を作製する。
[工程β]…外コア2と取付板7とが一体になった第二組物C2を作製する。
[工程γ]…第一組物C1と第二組物C2とを組み合わせる。
以下、チョークコイルの製造方法に備わる各工程を図5〜図7に基づいて説明する。なお、工程αと工程βの順番は入れ換えることが可能である。
[工程α]
工程αを行うにあたり、図5の上図に示すように、まずボビン5を用意する。次いで、図5の下図に示すように、ボビン5の筒状部50の外周に巻線を巻回することでコイル4の巻回部40を形成すると共に、筒状部50の内部に内コア3を挿入し、内コア3とボビン5とコイル4とが一体になった第一組物C1を作製する。その際、内コア3の周面に接着剤を塗布しておき、筒状部50内での内コア3の位置が固定されるようにする。
工程αを行うにあたり、図5の上図に示すように、まずボビン5を用意する。次いで、図5の下図に示すように、ボビン5の筒状部50の外周に巻線を巻回することでコイル4の巻回部40を形成すると共に、筒状部50の内部に内コア3を挿入し、内コア3とボビン5とコイル4とが一体になった第一組物C1を作製する。その際、内コア3の周面に接着剤を塗布しておき、筒状部50内での内コア3の位置が固定されるようにする。
上述した構成とは異なり、インサート成形などで内コア3を一体化したボビン5を作製し、その一体化物にコイル4を形成しても構わない。そうすることで、ボビン5の筒状部50内に内コア3を挿入する手間、筒状部50における内コア3の位置決めの手間を低減することができる。
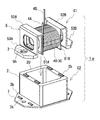
[工程β]
工程βを行うにあたり、図6に示すように、まず取付板7を用意する。次いで、その取付板7の上面に電気絶縁層6を形成する。電気絶縁層6として、両面粘着シートを利用すれば、電気絶縁層6の形成が容易である。両面粘着シートとしては、ポリイミドの基材の両面にシリコーン樹脂の電気絶縁層を形成したものを挙げることができる。
工程βを行うにあたり、図6に示すように、まず取付板7を用意する。次いで、その取付板7の上面に電気絶縁層6を形成する。電気絶縁層6として、両面粘着シートを利用すれば、電気絶縁層6の形成が容易である。両面粘着シートとしては、ポリイミドの基材の両面にシリコーン樹脂の電気絶縁層を形成したものを挙げることができる。
さらに、電気絶縁層6の上に、外コア2の開口部よりも小さい放熱シートを貼り付け、放熱層8を形成する。放熱シートは、変形性に優れるシリコーン樹脂などで構成する。放熱シートのアスカーC硬度は40以下とすることが好ましい。アスカーC硬度が40以下の柔らかい放熱シートは、後述するように放熱シートに巻回部40を押し付けたときに変形し易い。
最後に、電気絶縁層6の輪郭線と外コア2の開口端面2Dの輪郭線を合わせて、電気絶縁層6を形成した取付板7に外コア2を取り付ける。その結果、取付板7上に外コア2が一体化された第二組物C2が形成される。
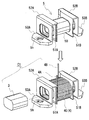
[工程γ]
工程γでは、図7に示すように、第一組物C1の内コア3の一端面と他端面とがそれぞれ、第二組物C2の外コア2の内周面のうちの対向する二つの平面に対向して配置されるように外コア2の内部に第一組物C1の巻回部40を挿入し、第一組物C1と第二組物C2とを組み合わせる。本実施形態では、外コア2の上方側の開口端面2Uにおけるボビン5の位置決め部52A,52Bに対応する部分、および取付板7におけるボビン5の固定部53A,53Bに対応する部分に、予め接着部材2bを形成している。接着部材2bを形成しておくことで、位置決め部52A,52Bが外コア2の上方側の開口端面2Uに固定され、固定部53A,53Bが取付板7に固定される。なお、両組物C1,C2の組み合わせの際、ボビン5のネジ孔5hと、取付板7のネジ孔7hと、を位置合わせしておく。
工程γでは、図7に示すように、第一組物C1の内コア3の一端面と他端面とがそれぞれ、第二組物C2の外コア2の内周面のうちの対向する二つの平面に対向して配置されるように外コア2の内部に第一組物C1の巻回部40を挿入し、第一組物C1と第二組物C2とを組み合わせる。本実施形態では、外コア2の上方側の開口端面2Uにおけるボビン5の位置決め部52A,52Bに対応する部分、および取付板7におけるボビン5の固定部53A,53Bに対応する部分に、予め接着部材2bを形成している。接着部材2bを形成しておくことで、位置決め部52A,52Bが外コア2の上方側の開口端面2Uに固定され、固定部53A,53Bが取付板7に固定される。なお、両組物C1,C2の組み合わせの際、ボビン5のネジ孔5hと、取付板7のネジ孔7hと、を位置合わせしておく。
ここで、両組物C1,C2を組み合わせる際、第一組物C1の巻回部40が第二組物C2の放熱層8(放熱シート)に押し付けられる。放熱シートのアスカーC硬度は40以下であると放熱シートが変形し易く、そのため巻回部40が放熱シートに押し付けられても、巻回部40が損傷することがなく、巻回部40の下端側の部分が放熱層8に埋設された状態になる。放熱シートにおける圧縮された部分の硬度は圧縮前よりも若干高くなるが、当該部分のアスカーC硬度は80以下程度である。
最後に、両組物C1,C2を組み合わせたものを熱処理し、放熱層8と接着部材2bを硬化させ、両組物C1,C2を確実に係合させ、チョークコイル1αを完成させる。チョークコイル1αを、図1に示すように設置対象物9上に取り付ける場合、取付板7ごとチョークコイル1αを設置対象物9上の所定位置に配置し、ボルト9Bでネジ止めすれば良い。
≪効果≫
以上説明した本実施形態のチョークコイル1αでは、図2,3に示すように、外コア2の開口端面2Dの開口部が電気絶縁層6で塞がれている。その結果、チョークコイル1αのコイル4の巻回部40から取付板7までの沿面距離が十分に長くなるため、巻回部40と、取付板7が載置される設置対象物9と、の間の電気的な絶縁が十分に確保されている。従って、本実施形態のチョークコイル1αは、動作時の安定性に優れる。
以上説明した本実施形態のチョークコイル1αでは、図2,3に示すように、外コア2の開口端面2Dの開口部が電気絶縁層6で塞がれている。その結果、チョークコイル1αのコイル4の巻回部40から取付板7までの沿面距離が十分に長くなるため、巻回部40と、取付板7が載置される設置対象物9と、の間の電気的な絶縁が十分に確保されている。従って、本実施形態のチョークコイル1αは、動作時の安定性に優れる。
また、本実施形態のチョークコイル1αには取付板7が備わっており、チョークコイル1αの構成部材全てが一体に形成されるため、扱い易い。そのため、従来に比べて設置対象物9へのチョークコイル1αの設置が容易で、チョークコイル1αを備える製品の生産性を向上させることができる。
<実施形態2>
実施形態2では、電気絶縁層6の形成状態が実施形態1とは異なるチョークコイル1βを図8に基づいて説明する。
実施形態2では、電気絶縁層6の形成状態が実施形態1とは異なるチョークコイル1βを図8に基づいて説明する。
図8は、実施形態2のチョークコイル1βの縦断面図である。このチョークコイル1βでは、電気絶縁層6が開口部を含む開口端面2D全体を覆う大きさを有し、かつ巻回部40に接触している。つまり、このチョークコイル1βは、実施形態1のチョークコイル1αの電気絶縁層6と放熱層8とが一体となったような構成を備える。
このような構成を実現するには、取付板7の上に絶縁シートを形成し、外コア2の開口端面2Dと巻回部40とでその絶縁シートを圧縮すれば良い。ここで、絶縁シートを熱伝導率に優れる材質で構成すれば、電気絶縁層6に放熱層としての機能を持たせることもできる。
実施形態2の構成においても、電気絶縁層6によって巻回部40から取付板7に至る沿面距離が十分に長くなっているため、巻回部40と設置対象物9との間の電気的な絶縁を確保することができる。
本発明のチョークコイルは、ハイブリッド自動車や電気自動車、燃料電池自動車といった電動車両に搭載される双方向DC−DCコンバータといった電力変換装置の構成部品に利用することができる。
1α,1β チョークコイル C1 第一組物 C2 第二組物
2 外コア 2D,2U 開口端面 2b 接着部材
3 内コア 3L 一端面 3R 他端面
4 コイル 40 巻回部 4A,4B 端部
5 ボビン
50 筒状部 51A,51B 鍔状部 52A,52B 位置決め部
53A,53B 固定部 5h ネジ孔
6 電気絶縁層
7 取付板 7h ネジ孔
8 放熱層
9 設置対象物 9B ボルト
2 外コア 2D,2U 開口端面 2b 接着部材
3 内コア 3L 一端面 3R 他端面
4 コイル 40 巻回部 4A,4B 端部
5 ボビン
50 筒状部 51A,51B 鍔状部 52A,52B 位置決め部
53A,53B 固定部 5h ネジ孔
6 電気絶縁層
7 取付板 7h ネジ孔
8 放熱層
9 設置対象物 9B ボルト
Claims (11)
- 一端と他端に開口部を有する筒状の磁性体で構成され、その内部空間が直方体状に形成された外コアと、
柱状の磁性体で構成され、その一端面と他端面とがそれぞれ、前記外コアの内周面のうちの対向する二つの平面に対向して配置される内コアと、
巻線を巻回することで構成され、前記内コアの外周に配置される巻回部を有するコイルと、を備え、
設置対象物上に、前記外コアの一端側の開口端面を向けた状態で載置されるチョークコイルであって、
前記一端側の開口端面における前記開口部全体を塞ぎ、前記開口端面に及ぶ電気絶縁層を備えるチョークコイル。 - 前記電気絶縁層は、前記開口端面に配置され、前記開口部に加えて前記開口端面全体を覆う大きさを有する絶縁シートである請求項1に記載のチョークコイル。
- 前記電気絶縁層と前記巻回部の外周面との間に、前記電気絶縁層および前記巻回部の両方に接触する放熱層を備え、
前記放熱層の熱伝導率が、0.2W/m・K以上である請求項1または請求項2に記載のチョークコイル。 - 前記巻回部における前記電気絶縁層側の外端と、前記電気絶縁層と、の距離が7mm以下である請求項3に記載のチョークコイル。
- 前記放熱層は、前記電気絶縁層と前記巻回部の外周面との間で圧縮された放熱シートであり、
前記放熱シートのうち、圧縮されていない部分の厚さをt1、最も圧縮されている部分の厚さをt2としたとき、t1−t2≦0.7×t1を満たす請求項3または請求項4に記載のチョークコイル。 - 前記巻線が丸線であり、
前記丸線の断面の直径をdとしたとき、0.5×d≦t1−t2を満たす請求項5に記載のチョークコイル。 - 前記放熱シートの圧縮された部分のアスカーC硬度が80以下である請求項5または請求項6に記載のチョークコイル。
- 前記電気絶縁層の厚みが、0.1mm以上0.5mm以下である請求項1〜請求項7のいずれか1項に記載のチョークコイル。
- 前記内コアの外周面と前記巻回部の内周面との間に介在され、前記内コアと前記コイルとの間の電気的な絶縁を確保する筒状部と、
前記外コアの内周面と前記巻回部の端面との間に介在され、前記外コアと前記コイルとの間の電気的な絶縁を確保する鍔状部と、
を有するボビンを備える請求項1〜請求項8のいずれか1項に記載のチョークコイル。 - 前記内コアは、前記ボビンにインサート成形されている請求項9に記載のチョークコイル。
- 前記ボビンは、前記外コアの他端側の開口端面に係合することで前記外コアに対する前記ボビンの位置を決める位置決め部を備える請求項9または請求項10に記載のチョークコイル。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014238255A JP2016100538A (ja) | 2014-11-25 | 2014-11-25 | チョークコイル |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014238255A JP2016100538A (ja) | 2014-11-25 | 2014-11-25 | チョークコイル |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2016100538A true JP2016100538A (ja) | 2016-05-30 |
Family
ID=56078127
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014238255A Pending JP2016100538A (ja) | 2014-11-25 | 2014-11-25 | チョークコイル |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2016100538A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022042591A (ja) * | 2020-09-03 | 2022-03-15 | 株式会社ササクラ | 放射パネル |
| CN114446614A (zh) * | 2022-01-11 | 2022-05-06 | 东莞市帝达肯电子有限公司 | 一种开关电源用便于安装的磁芯及其安装方法 |
| JP2023102930A (ja) * | 2022-01-13 | 2023-07-26 | 株式会社タムラ製作所 | コイル部品 |
-
2014
- 2014-11-25 JP JP2014238255A patent/JP2016100538A/ja active Pending
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2022042591A (ja) * | 2020-09-03 | 2022-03-15 | 株式会社ササクラ | 放射パネル |
| JP7521793B2 (ja) | 2020-09-03 | 2024-07-24 | 株式会社ササクラ | 放射パネル |
| CN114446614A (zh) * | 2022-01-11 | 2022-05-06 | 东莞市帝达肯电子有限公司 | 一种开关电源用便于安装的磁芯及其安装方法 |
| CN114446614B (zh) * | 2022-01-11 | 2023-01-03 | 郴州市久隆旺高科电子有限公司 | 一种可拆分、限位线圈的开关电源磁芯及其安装方法 |
| JP2023102930A (ja) * | 2022-01-13 | 2023-07-26 | 株式会社タムラ製作所 | コイル部品 |
| JP7762579B2 (ja) | 2022-01-13 | 2025-10-30 | 株式会社タムラ製作所 | コイル部品 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5983942B2 (ja) | リアクトル、コンバータ、及び電力変換装置 | |
| US10283255B2 (en) | Reactor | |
| US10141102B2 (en) | Reactor | |
| JP6460393B2 (ja) | リアクトル | |
| JP6365941B2 (ja) | リアクトル | |
| US9440542B2 (en) | Reactor, converter, and power conversion device | |
| WO2014103521A1 (ja) | リアクトル、コンバータ、および電力変換装置 | |
| JP6460329B2 (ja) | リアクトル | |
| JP2012209333A (ja) | リアクトル、およびリアクトルの製造方法 | |
| JP6774726B2 (ja) | リアクトル | |
| CN112789700A (zh) | 电抗器 | |
| JP6478108B2 (ja) | リアクトル | |
| JP2016100540A (ja) | チョークコイル | |
| JP2016100538A (ja) | チョークコイル | |
| JP2012238659A (ja) | リアクトル、およびリアクトルの製造方法 | |
| JP6809440B2 (ja) | リアクトル | |
| CN112840419B (zh) | 电抗器 | |
| WO2018198763A1 (ja) | リアクトル | |
| WO2015178208A1 (ja) | リアクトル | |
| JP2016127070A (ja) | リアクトル | |
| JP2016100539A (ja) | チョークコイル、およびチョークコイルの製造方法 | |
| JP6362030B2 (ja) | リアクトル | |
| WO2018198762A1 (ja) | リアクトル | |
| JP6808177B2 (ja) | リアクトル | |
| JP6809439B2 (ja) | リアクトル |