JP2015150737A - 射出成形機 - Google Patents
射出成形機 Download PDFInfo
- Publication number
- JP2015150737A JP2015150737A JP2014025085A JP2014025085A JP2015150737A JP 2015150737 A JP2015150737 A JP 2015150737A JP 2014025085 A JP2014025085 A JP 2014025085A JP 2014025085 A JP2014025085 A JP 2014025085A JP 2015150737 A JP2015150737 A JP 2015150737A
- Authority
- JP
- Japan
- Prior art keywords
- screw
- cylinder
- supply port
- injection molding
- molding machine
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
- 238000001746 injection moulding Methods 0.000 title claims abstract description 24
- 239000000463 material Substances 0.000 claims abstract description 56
- 239000011347 resin Substances 0.000 claims abstract description 29
- 229920005989 resin Polymers 0.000 claims abstract description 29
- 206010006514 bruxism Diseases 0.000 claims description 8
- 239000002994 raw material Substances 0.000 abstract 4
- 239000000243 solution Substances 0.000 abstract 1
- 239000008188 pellet Substances 0.000 description 24
- 230000002093 peripheral effect Effects 0.000 description 9
- 238000010298 pulverizing process Methods 0.000 description 8
- 238000002347 injection Methods 0.000 description 5
- 239000007924 injection Substances 0.000 description 5
- 238000000465 moulding Methods 0.000 description 5
- 238000010008 shearing Methods 0.000 description 3
- 238000000034 method Methods 0.000 description 1
Images


Landscapes
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
【課題】通常サイズの樹脂材料を使用できる小型の射出成形機を提供すること。【解決手段】射出成形機1は、樹脂材料30が内部に供給される材料供給口12を有している筒状のシリンダー10と、このシリンダー10の内部を回転可能なスクリュー20とを備えており、材料供給口12から供給された樹脂材料30をスクリュー20の回転によって可塑化できるように構成されている。スクリュー20の基端側には、粉砕歯24が形成されている。そして、スクリュー20を回転させているとき、材料供給口12から樹脂材料30がシリンダー10の内部に供給されると、この供給された樹脂材料30は材料供給口12の縁と粉砕歯24との間に挟み込まれて粉砕される。【選択図】図1
Description
本発明は、射出成形機に関し、詳しくは、スクリューによって樹脂材料を可塑化する射出成形機に関する。
従来、材料供給口と射出口とを有する筒状のシリンダーと、このシリンダーの内部を回転および進退可能なスクリューとを備えており、材料供給口から供給された樹脂材料(例えば、粒状のペレット)をスクリューの回転によって可塑化し、この可塑化した樹脂材料をスクリューの前進によって射出口から成形金型のキャビィテーに射出可能な射出成形機が既に知られている。ここで、下記特許文献1には、材料供給口からシリンダーの内部に樹脂材料が供給される前に、予め、樹脂材料を細かく砕く粉砕装置を備えた射出成形機が開示されている。これにより、通常サイズの樹脂材料(例えば、長手方向の長さが3mm程度のペレット)を使用しても、スクリューは粉砕装置によって細かく砕かれた後の樹脂材料をせん断することとなる。そのため、このせん断に要するスクリューの長さを短いもので、且つ、スクリューの外周面の溝深さも浅いもので済ますことができる。したがって、スクリューだけでなくシリンダーも小型化できる。
しかしながら、上述した特許文献1の技術では、シリンダーを小型化できても、粉砕装置を成すカッタおよびその駆動機構(カッタの駆動機構)がスクリューおよびその駆動機構(スクリューの駆動機構)に対して別途に必要となっていた。そのため、シリンダーを小型化できても、必ずしも、射出成形機が小型化されないという問題が発生していた。
本発明は、このような課題を解決しようとするもので、その目的は、通常サイズの樹脂材料を使用できる小型の射出成形機を提供することである。
本発明は、上記の目的を達成するためのものであって、以下のように構成されている。
請求項1に記載の発明は、樹脂材料が内部に供給される材料供給口を有している筒状のシリンダーと、このシリンダーの内部を回転可能なスクリューと、を備えており、材料供給口から供給された樹脂材料をスクリューの回転によって可塑化可能な射出成形機であって、スクリューの基端側には、粉砕歯が形成されており、スクリューを回転させているとき、材料供給口から樹脂材料がシリンダーの内部に供給されると、この供給された樹脂材料は材料供給口の縁と粉砕歯との間に挟み込まれて粉砕されることを特徴とする構成である。
この構成によれば、粉砕歯が、従来技術で説明した粉砕装置と同等の役割を果たすこととなる。したがって、従来技術と同様に、通常サイズの樹脂材料を使用しても、スクリューは粉砕歯によって細かく砕かれた後の樹脂材料をせん断することとなる。そのため、このせん断に要するスクリューの長さを短いもので、且つ、スクリューの外周面の溝深さも浅いもので済ますことができる。したがって、スクリューだけでなくシリンダーも小型化できる。このようにシリンダーを小型化できると、従来技術で説明した粉砕装置が不要のため、通常サイズの樹脂材料を使用しても射出成形機を小型化できる。
請求項1に記載の発明は、樹脂材料が内部に供給される材料供給口を有している筒状のシリンダーと、このシリンダーの内部を回転可能なスクリューと、を備えており、材料供給口から供給された樹脂材料をスクリューの回転によって可塑化可能な射出成形機であって、スクリューの基端側には、粉砕歯が形成されており、スクリューを回転させているとき、材料供給口から樹脂材料がシリンダーの内部に供給されると、この供給された樹脂材料は材料供給口の縁と粉砕歯との間に挟み込まれて粉砕されることを特徴とする構成である。
この構成によれば、粉砕歯が、従来技術で説明した粉砕装置と同等の役割を果たすこととなる。したがって、従来技術と同様に、通常サイズの樹脂材料を使用しても、スクリューは粉砕歯によって細かく砕かれた後の樹脂材料をせん断することとなる。そのため、このせん断に要するスクリューの長さを短いもので、且つ、スクリューの外周面の溝深さも浅いもので済ますことができる。したがって、スクリューだけでなくシリンダーも小型化できる。このようにシリンダーを小型化できると、従来技術で説明した粉砕装置が不要のため、通常サイズの樹脂材料を使用しても射出成形機を小型化できる。
また、請求項2に記載の発明は、請求項1に記載の射出成形機であって、材料供給口は、シリンダーの軸芯に対してスクリューの回転方向側に横ズレした位置に形成されていることを特徴とする構成である。
この構成によれば、材料供給口がシリンダーの軸芯に対してスクリューの回転方向側に横ズレした位置に形成されていない場合と比較すると、材料供給口の縁と粉砕歯との間に多くの樹脂材料を挟み込んで粉砕できる。したがって、樹脂材料の粉砕の効率を高めることができる。
この構成によれば、材料供給口がシリンダーの軸芯に対してスクリューの回転方向側に横ズレした位置に形成されていない場合と比較すると、材料供給口の縁と粉砕歯との間に多くの樹脂材料を挟み込んで粉砕できる。したがって、樹脂材料の粉砕の効率を高めることができる。
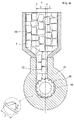
以下、本発明を実施するための形態を、図1〜3を用いて説明する。なお、以下に説明する実施の形態においても、従来技術の説明と同様に、樹脂材料が通常サイズ(例えば、長手方向の長さが3mm程度)のペレット30である形態を説明していく。まず、図1〜2を参照して、本発明の実施例に係る射出成形機1の構成を説明する。
この射出成形機1は、主として、材料供給口12と射出口16とを有する筒状のシリンダー10と、このシリンダー10の内部を回転および進退可能なスクリュー20とから構成されている。以下に、これらシリンダー10とスクリュー20とを個別に説明していく。
はじめに、シリンダー10から説明していく。図1に示すように、シリンダー10の基端の上側には、樹脂材料である粒状のペレット30を供給可能な材料供給口12が内部と連通するように形成されている。この材料供給口12には、シリンダー10の内部と連通するホッパー14が設けられている。このホッパー14には、この図1からも明らかなように、多くのペレット30が投入されている。
このホッパー14により、ペレット30を材料供給口12からシリンダー10の内部に供給できる。この材料供給口12は、例えば、その開口の幅長が「6mm」となるように形成されている(図2参照)。なお、この図2からも明らかなように、この材料供給口12は、シリンダー10の軸芯に対してスクリュー20の回転方向側に、例えば、「2mm」横ズレした位置に形成されている。
また、図1に戻って、このシリンダー10の先端には、成形金型のキャビィテー(いずれも図示しない)に可塑化したペレット30を射出可能な射出口16が形成されている。このシリンダー10の外周面の適宜箇所には、複数のバンドヒータ(図示しない)が設けられている。これにより、ペレット30を可塑化するとき、この可塑化の度合いを高めることができる。
なお、この複数のバンドヒータは、シリンダー10の外周面に設けられることなく、シリンダー10に内蔵されていても構わない。その方が、ペレット30の可塑化の度合いをより高めることができる。このように構成されているシリンダー10は、例えば、その外径が「18.2mm」、その内径が「8.2mm」となるように形成されている。
次に、スクリュー20を説明する。このスクリュー20の外周面には、シリンダー10の内部に供給されたペレット30を可塑化する公知の螺旋状の溝22が形成されている。この螺旋状の溝22は、例えば、この溝22の頂点の径が「8mm」となるように形成されている。この溝22の深さは、その螺旋の基端側から先端側に向けて徐々に浅くなるように形成されている。言い換えると、このスクリュー20の軸径は、その螺旋の基端側から先端側に向けて徐々に太くなるように形成されている。
このとき、この溝22の深さは、その螺旋の先端側において、例えば、「1mm」となっており、その螺旋の基端側において、例えば、「1.8mm」となるように形成されている。そのため、このスクリュー20の軸径は、その螺旋の先端側において、例えば、「6mm」となっており、その螺旋の基端側において、例えば、「4.4mm」となるように形成されている。
また、このスクリュー20の外周面のうち、螺旋状の溝22より基端側の外周面には、複数の粉砕歯24が形成されている。この複数の粉砕歯24は、図2の一部拡大図からも明らかなように、その高さが「1mm」となっており、隣り合う粉砕歯24との間隔が「2mm」となるように形成されている。また、この複数の粉砕歯24は、図1の一部拡大図からも明らかなように、スクリュー20の軸方向に対して「10°」の傾斜を成すように形成されている。
このように構成されているスクリュー20は、駆動機構によって(図示しない)シリンダー10の内部を回転および進退可能に組み付けられている。なお、このスクリュー20の回転方向は、負荷側(成形金型側)から見て反時計回り方向(図3において、矢印方向)となっている。これらシリンダー10とスクリュー20とから射出成形機1は構成されている。
続いて、上述したように構成されている射出成形機1の動作を説明する。まず、ホッパー14にペレット30を投入する作業を行う(図1〜2参照)。この投入されたペレット30は、材料供給口12からシリンダー10の内部に供給されていく。次に、スクリュー20を回転させる作業を行う。
すると、シリンダー10の内部に供給されたペレット30は、材料供給口12の縁と複数の粉砕歯24との間に挟み込まれて粉砕される(図3参照)。これにより、通常サイズであったペレット30は、例えば、「1mm」程度に細かく粉砕される。そして、細かく粉砕されたペレット30は、従来技術と同様に、スクリュー20の回転によって可塑化された後に、このスクリュー20の前進によって射出口16から成形金型のキャビィテーに射出される。
本発明の実施例に係る射出成形機1は、上述したように構成されている。この構成によれば、スクリュー20の外周面のうち、螺旋状の溝22より基端側の外周面には、複数の粉砕歯24が螺旋状を成すように形成されている。そのため、スクリュー20を回転させているとき、材料供給口12からペレット30がシリンダー10の内部に供給されると、この供給されたペレット30は材料供給口12の縁と複数の粉砕歯24との間に挟み込まれて粉砕される(図3参照)。なお、この複数の粉砕歯24が螺旋状を成したものが、従来技術で説明した粉砕装置のカッタと同等の役割を果たすこととなる。したがって、従来技術と同様に、通常サイズのペレット30を使用しても、スクリュー20は複数の粉砕歯24によって細かく砕かれた後のペレット30をせん断することとなる。そのため、このせん断に要するスクリュー20の長さを短いもので、且つ、スクリュー20の外周面の溝22深さも浅いもので済ますことができる。したがって、スクリュー20だけでなくシリンダー10も小型化できる。このようにシリンダー10を小型化できると、従来技術で説明した粉砕装置が不要のため、通常サイズのペレット30を使用しても射出成形機1を小型化できる。
また、この構成によれば、シリンダー10の材料供給口12は、シリンダー10の軸芯に対してスクリュー20の回転方向側に、例えば、「2mm」横ズレした位置に形成されている。そのため、この材料供給口12がシリンダー10の軸芯に対してスクリュー20の回転方向側に横ズレした位置に形成されていない場合と比較すると、材料供給口12の縁と複数の粉砕歯24との間に多くのペレット30を挟み込んで粉砕できる。したがって、ペレット30の粉砕の効率を高めることができる。
上述した内容は、あくまでも本発明の一実施の形態に関するものであって、本発明が上記内容(各種の数値)に限定されることを意味するものではない。
実施例では、スクリュー20の回転方向は、負荷側(成形金型側)から見て反時計回り方向(図3において、矢印方向)となっている形態を説明した。しかし、これに限定されるものでなく、これとは逆に、スクリュー20の回転方向は、負荷側(成形金型側)から見て時計回り方向となっていても構わない。
実施例では、スクリュー20の回転方向は、負荷側(成形金型側)から見て反時計回り方向(図3において、矢印方向)となっている形態を説明した。しかし、これに限定されるものでなく、これとは逆に、スクリュー20の回転方向は、負荷側(成形金型側)から見て時計回り方向となっていても構わない。
1 射出成形機
10 シリンダー
12 材料供給口
20 スクリュー
24 粉砕歯
30 ペレット(樹脂材料)
10 シリンダー
12 材料供給口
20 スクリュー
24 粉砕歯
30 ペレット(樹脂材料)
Claims (2)
- 樹脂材料が内部に供給される材料供給口を有している筒状のシリンダーと、
このシリンダーの内部を回転可能なスクリューと、を備えており、
材料供給口から供給された樹脂材料をスクリューの回転によって可塑化可能な射出成形機であって、
スクリューの基端側には、粉砕歯が形成されており、
スクリューを回転させているとき、材料供給口から樹脂材料がシリンダーの内部に供給されると、この供給された樹脂材料は材料供給口の縁と粉砕歯との間に挟み込まれて粉砕されることを特徴とする射出成形機。 - 請求項1に記載の射出成形機であって、
材料供給口は、シリンダーの軸芯に対してスクリューの回転方向側に横ズレした位置に形成されていることを特徴とする射出成形機。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014025085A JP2015150737A (ja) | 2014-02-13 | 2014-02-13 | 射出成形機 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014025085A JP2015150737A (ja) | 2014-02-13 | 2014-02-13 | 射出成形機 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2015150737A true JP2015150737A (ja) | 2015-08-24 |
Family
ID=53893509
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014025085A Pending JP2015150737A (ja) | 2014-02-13 | 2014-02-13 | 射出成形機 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2015150737A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109399094A (zh) * | 2018-10-23 | 2019-03-01 | 杭州奥拓机电技术股份有限公司 | 垂直螺旋牙板粉碎输送装置 |
| CN110893660A (zh) * | 2019-12-25 | 2020-03-20 | 深圳市领域精密制造有限公司 | 一种新型的注塑机注塑储料装置 |
| CN112810086A (zh) * | 2020-12-23 | 2021-05-18 | 安徽宜万丰电器有限公司 | 一种注塑模具的注塑机构 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006205461A (ja) * | 2005-01-26 | 2006-08-10 | Toyo Mach & Metal Co Ltd | 射出成形機 |
-
2014
- 2014-02-13 JP JP2014025085A patent/JP2015150737A/ja active Pending
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006205461A (ja) * | 2005-01-26 | 2006-08-10 | Toyo Mach & Metal Co Ltd | 射出成形機 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109399094A (zh) * | 2018-10-23 | 2019-03-01 | 杭州奥拓机电技术股份有限公司 | 垂直螺旋牙板粉碎输送装置 |
| CN110893660A (zh) * | 2019-12-25 | 2020-03-20 | 深圳市领域精密制造有限公司 | 一种新型的注塑机注塑储料装置 |
| CN112810086A (zh) * | 2020-12-23 | 2021-05-18 | 安徽宜万丰电器有限公司 | 一种注塑模具的注塑机构 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2015150737A (ja) | 射出成形機 | |
| CN204294317U (zh) | 一种药材粉碎机 | |
| CN110394121A (zh) | 高效环模制粒机 | |
| CN104998717A (zh) | 一种废旧橡胶粉碎机的磨盘 | |
| CN104289133A (zh) | 新型卧式混合机 | |
| JP5118596B2 (ja) | ペレット成形装置 | |
| CN107736143A (zh) | 一种高生产率秸秆粉碎装置 | |
| KR100584918B1 (ko) | 플라스틱 폐기물용 파쇄기 | |
| US8714468B2 (en) | Plastic scrap crushing apparatus | |
| CN102371652B (zh) | 用于射出成型机的成型材料供给装置的成型材料供给螺杆 | |
| US3151645A (en) | Breaker and shredding cylinder for ear corn | |
| CN204544355U (zh) | 一种粉碎机 | |
| CN101992538B (zh) | 双向单螺杆挤出机 | |
| JP7162914B2 (ja) | 粉砕機 | |
| CN203764328U (zh) | 可逆锤式反击复合制砂机 | |
| CN203417727U (zh) | 一种双向喂料式饲料粉碎机 | |
| CN203935883U (zh) | 一种新型刀具粉碎机 | |
| JP5969422B2 (ja) | ロールの硬化肉盛構造 | |
| CN209794300U (zh) | 粉碎刀具 | |
| CN205217009U (zh) | 米糠粉碎机 | |
| JP2005334712A (ja) | 造粒化装置 | |
| CN204891967U (zh) | 一种废旧橡胶粉碎机的磨盘 | |
| CN206510403U (zh) | 一种单螺杆挤出机 | |
| CN211532736U (zh) | 一种环保的牛饲料造粒机挤出结构 | |
| CN104444150A (zh) | 双驱动送料机构 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160830 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170518 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20170704 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20181204 |