JP2015123717A - タイヤ成型金型用測定治具及びその使用方法 - Google Patents
タイヤ成型金型用測定治具及びその使用方法 Download PDFInfo
- Publication number
- JP2015123717A JP2015123717A JP2013271161A JP2013271161A JP2015123717A JP 2015123717 A JP2015123717 A JP 2015123717A JP 2013271161 A JP2013271161 A JP 2013271161A JP 2013271161 A JP2013271161 A JP 2013271161A JP 2015123717 A JP2015123717 A JP 2015123717A
- Authority
- JP
- Japan
- Prior art keywords
- sector
- jig body
- jig
- block
- inner peripheral
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000002093 peripheral effect Effects 0.000 claims abstract description 62
- 238000000465 moulding Methods 0.000 claims abstract description 16
- 238000005259 measurement Methods 0.000 claims description 8
- 238000000034 method Methods 0.000 claims description 5
- 230000000052 comparative effect Effects 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- 229910001141 Ductile iron Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 235000012489 doughnuts Nutrition 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 102200082816 rs34868397 Human genes 0.000 description 1
- 238000004073 vulcanization Methods 0.000 description 1
Images



Landscapes
- Length Measuring Devices With Unspecified Measuring Means (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
- Heating, Cooling, Or Curing Plastics Or The Like In General (AREA)
Abstract
【解決手段】筒状で、セクタ24の外面が当接可能な内周基準面13と、セクタ24の凸部25よりも外径側に形成されて凸部25との接触を回避する内周逃がし面14と、を有する治具本体1と、周方向に分割され、治具本体1に着脱可能な複数のブロック2とを備える。ブロック2は、治具本体1の外周基準面8に当接する側面部17と、側面部17からセクタ24の凸部25の外面位置よりも内径側に延びる上面部18とを備える。
【選択図】図1
Description
特許文献1には、トレッドセグメント保持体の取付リング部の内周面に保持した円筒整列状のトレッドセグメントの内面凹凸量を測定する測定手段を、トレッドセグメント保持体の底部の中心部に着脱自在に取付けた構成が開示されている。
特許文献2には、タイヤ加硫用の割モールドの内周面を測定する測定装置が、割モールドのリング状下サイドモールドの軸心に直交する測定平面上を回転することが開示されている。
外面に凸部を有する複数のセクタを周方向に配置して得られた外周面側をガイドするためのタイヤ成型金型用測定治具であって、
筒状で、一端面から他端面にかけて、前記セクタの外面が当接可能な内周基準面と、前記セクタの凸部よりも外径側に形成されて前記凸部との接触を回避する内周逃がし面と、を有する治具本体と、
周方向に分割され、前記治具本体に着脱可能な複数のブロックと、
を備え、
前記ブロックは、前記治具本体の外周基準面に当接する側面部と、前記側面部から前記セクタの凸部の外面位置よりも内径側に延びる上面部とを備えたものである。
前記各ブロックは、上面部が治具本体に位置決めされたセクタの外周面に当接する第2の内周基準面を、さらに有するのが好ましい。
前記構成のタイヤ成型金型用測定治具の使用方法であって、
前記治具本体の内周基準面にセクタの外面を当接させて位置決めする工程と、
前記治具本体にブロックを固定してセクタの凸部を覆う工程と、
前記治具本体にセクタを固定する工程と、
前記治具本体に固定されることにより隣接するセクタ間に形成される隙間を測定する工程と、
を実行するものである。
底面部3はドーナツ状で、中心孔5により軽量化が図られている。また底面部3の外周部上面には段部6が形成されている。
環状凸部7の外周面は、後述するブロック2を構成する側面部17の第1基準内面19を当接させて位置決めするための外周基準面8を構成している。外周基準面8には第1雌ネジ孔9が開口している。第1雌ネジ孔9は、後述するブロック2の側面部17を固定する際に利用される。また環状凸部7の外周側端面は環状上面10で構成されている。環状凸部7の上面は、ブロック2を構成する上面部18の基準下面21を当接させて位置決めするための基準上面11を構成している。基準上面11には、周方向に所定ピッチで第2雌ネジ孔12が開口している。第2雌ネジ孔12は、後述するブロック2の上面部18を固定する際に利用される。
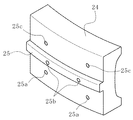
側面部17の内面は、前記治具本体1の筒状部4に形成される外周基準面8に当接する第1基準内面19を構成している。側面部17の両側には、前記筒状部4の各貫通孔15bに対応する位置に第2段付き孔20aがそれぞれ形成されている。この第2段付き孔20aから貫通孔15bを介して第2ボルト20Aの雄ネジ部をセクタ24の第2ネジ穴25bに螺合できるようになっている。また各第2段付き孔20aの周方向外側には、前記環状凸部7の第1雌ねじ孔9に対応する位置に第3段付き孔20bがそれぞれ形成されている。第3段付き孔20bには第3ボルト(図示せず)が配置され、その雄ネジ部が前記環状凸部7の第1雌ねじ孔9に螺合することにより治具本体1に対してブロック2をネジ止めできるようになっている。但し、治具本体1へのブロック2のネジ止め固定は、側面部17及び上面部18共に、2箇所に限らず、1箇所又は3箇所以上であっても構わない。
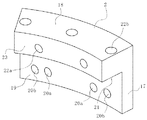
セクタ24は、アルミニウム又はアルミニウム合金からなり、周方向に複数個が並設されることにより形成された内周面で、未加硫のタイヤであるグリーンタイヤのトレッド部にトレッドパターンを形成する。図4に示すように、各セクタ24の外周面には、凸部の一形態である周方向に延びる突条25が形成されている。セクタ24の外周面には、第3雌ネジ孔25a、第4雌ねじ孔25b及び第5雌ねじ孔25cがそれぞれ形成されている。第3雌ねじ孔25aは、突条25の下方両側に配置され、前記第1ボルト15Aの雄ネジ部が螺合される。第4雌ねじ孔25bは、突条25の両端側に配置され、前記1組の貫通孔15bを介して第2ボルト20Aの雄ネジ部が螺合される。第5雌ねじ孔25cは、突条25の上方両側に配置され、第4ボルト22Aの雄ネジ部が螺合される。
すなわち、治具本体1の筒状部4の内周側にセクタ24を配置する。この場合、セクタ24は、予め外周方向に並設して環状に連なった状態としておく。セクタ24の外面には突条25が形成されているが、筒状部4の内周面は、セクタ24の突条25との干渉を回避するための内周逃がし面14で構成されている。つまり、セクタ24の配置で、治具本体1に対して上方側から組み付ける際、治具本体1に突条25が干渉する部位はない。したがって、環状に配置したセクタ24をそのまま治具本体1の筒状部4の内周側へと配置することができる。
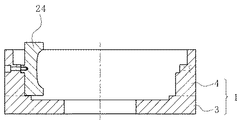
図5は、前記セクタ24の突条部を抑える部分、すなわちブロック2に相当する部分を全周に亘って除去した治具を示す。これによれば、治具に対するセクタ24の組付作業は容易であるものの、セクタ24の外面に当接する基準面の当接面積が小さくなり、測定精度が悪化する。
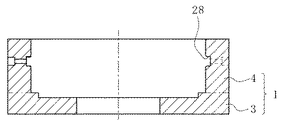
図6は、ブロック2を設けることなく環状溝28のみを形成した治具を示す。この治具では、そもそも外面に突条25を有するセクタ24を組み付けることができないという問題がある。
この点で、断面略L字形の取外可能なブロック2を備えた前記構成の治具によれば、セクタ24の組付作業を効率的に行うことができると共に、セクタ24間の隙間を高精度に測定することができるという利点がある。
2…ブロック
3…底面部
4…筒状部
5…中心孔
6…段部
7…環状凸部
8…外周基準面
9…第1雌ネジ孔
10…環状上面
11…基準上面
12…第2雌ネジ孔
13…内周基準面
14…内周逃がし面
15a…第1段付き孔
15A…第1ボルト
15b…貫通孔
16…第2ネジ孔
17…側面部
18…上面部
19…第1基準内面
20a…第2段付き孔
20A…第2ボルト
20b…第3段付き孔
21…基準下面
22a…第4段付き孔
22A…第4ボルト
22b…第5段付き孔
23…第2基準内面
24…セクタ
25…突条(凸部)
25a…第3雌ねじ孔
25b…第4雌ねじ孔
25c…第5雌ねじ孔
26…突起
27…凹部
28…環状溝
Claims (4)
- 外面に凸部を有する複数のセクタを周方向に配置して得られた外周面側をガイドするためのタイヤ成型金型用測定治具であって、
筒状で、前記セクタの外面が当接可能な内周基準面と、前記セクタの凸部よりも外径側に形成されて前記凸部との接触を回避する内周逃がし面と、を有する治具本体と、
周方向に分割され、前記治具本体に着脱可能な複数のブロックと、
を備え、
前記ブロックは、前記治具本体の外周基準面に当接する側面部と、前記側面部から前記セクタの凸部の外面位置よりも内径側に延びる上面部とを備えたことを特徴とするタイヤ成型金型用測定治具。 - 前記治具本体は、前記各ブロックの内周面を当接させて位置決めするための外周基準面を、さらに有し、
前記各ブロックは、上面部が治具本体に位置決めされたセクタの外周面に当接する第2の内周基準面を、さらに有することを特徴とする請求項1に記載のタイヤ成型金型用測定治具。 - 前記ブロックは、側面部を治具本体の外周面に固定されると共に、上面部を治具本体の一端面に固定されることを特徴とする請求項1又は2に記載のタイヤ成型金型用測定治具。
- 前記請求項1から3のいずれか1項に記載のタイヤ成型金型用測定治具の使用方法であって、
前記治具本体の内周基準面にセクタの外面を当接させて位置決めする工程と、
前記治具本体にブロックを固定してセクタの凸部を覆う工程と、
前記治具本体にセクタを固定する工程と、
前記治具本体に固定されることにより隣接するセクタ間に形成される隙間を測定する工程と、
を実行することを特徴とするタイヤ成型金型用測定治具の使用方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013271161A JP6174994B2 (ja) | 2013-12-27 | 2013-12-27 | タイヤ成型金型用測定治具及びその使用方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013271161A JP6174994B2 (ja) | 2013-12-27 | 2013-12-27 | タイヤ成型金型用測定治具及びその使用方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015123717A true JP2015123717A (ja) | 2015-07-06 |
| JP6174994B2 JP6174994B2 (ja) | 2017-08-02 |
Family
ID=53534786
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013271161A Active JP6174994B2 (ja) | 2013-12-27 | 2013-12-27 | タイヤ成型金型用測定治具及びその使用方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6174994B2 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002257537A (ja) * | 2001-03-02 | 2002-09-11 | Sumitomo Rubber Ind Ltd | トレッドセグメントの内面凹凸測定装置及び測定方法 |
| JP2006289902A (ja) * | 2005-04-14 | 2006-10-26 | Sumitomo Rubber Ind Ltd | タイヤ加硫用金型の内周面の真円度測定装置 |
| JP2008023722A (ja) * | 2006-07-18 | 2008-02-07 | Sumitomo Rubber Ind Ltd | タイヤ用モールド |
| JP2009119819A (ja) * | 2007-11-19 | 2009-06-04 | Sumitomo Rubber Ind Ltd | タイヤ用モールドの洗浄装置及びその洗浄方法 |
| JP2013144414A (ja) * | 2012-01-16 | 2013-07-25 | Sumitomo Rubber Ind Ltd | タイヤ用モールド |
-
2013
- 2013-12-27 JP JP2013271161A patent/JP6174994B2/ja active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002257537A (ja) * | 2001-03-02 | 2002-09-11 | Sumitomo Rubber Ind Ltd | トレッドセグメントの内面凹凸測定装置及び測定方法 |
| JP2006289902A (ja) * | 2005-04-14 | 2006-10-26 | Sumitomo Rubber Ind Ltd | タイヤ加硫用金型の内周面の真円度測定装置 |
| JP2008023722A (ja) * | 2006-07-18 | 2008-02-07 | Sumitomo Rubber Ind Ltd | タイヤ用モールド |
| JP2009119819A (ja) * | 2007-11-19 | 2009-06-04 | Sumitomo Rubber Ind Ltd | タイヤ用モールドの洗浄装置及びその洗浄方法 |
| JP2013144414A (ja) * | 2012-01-16 | 2013-07-25 | Sumitomo Rubber Ind Ltd | タイヤ用モールド |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6174994B2 (ja) | 2017-08-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102896270B (zh) | 用于特别是在轮毂的内环上形成前齿的装置 | |
| CN105215294A (zh) | 芯撑 | |
| JP5501875B2 (ja) | タービン翼環の真円状態保持方法及び装置 | |
| CN107614867A (zh) | 具有可拆卸叶片的流体机械的叶轮 | |
| JP6174994B2 (ja) | タイヤ成型金型用測定治具及びその使用方法 | |
| KR101214335B1 (ko) | 스레드 링 게이지 | |
| JP2012016767A (ja) | シリンダブロック加工用ダミーヘッド | |
| JP6194230B2 (ja) | タイヤ成型金型用測定治具及びその使用方法 | |
| CN210004926U (zh) | 一种不连贯内圆弧专用量具 | |
| KR101961777B1 (ko) | 전기 프로브 및 그를 위한 지그 | |
| JP2010155410A (ja) | タイヤ加硫用金型 | |
| KR102118193B1 (ko) | 커플링 볼트 신장량 측정공구 | |
| JP6708352B2 (ja) | 工具交換装置及び工具交換システム | |
| KR101104053B1 (ko) | 연료교환기 시일면 내, 외경 측정용 공구장치 | |
| CN212843347U (zh) | 应用于测量发电机密封瓦与转子间隙的辅助工装 | |
| CN210070904U (zh) | 一种孔同轴度测量装置 | |
| CN210497963U (zh) | 一种高精度冲压成型工装 | |
| CN109333034B (zh) | 一种齿轮箱轴承装配工装及其装配轴隙控制方法 | |
| JP5550529B2 (ja) | タイヤ成型用金型の内面形状測定方法 | |
| CN202119363U (zh) | 测量内径的量尺 | |
| CN104625679A (zh) | 可互换三向调节装置 | |
| CN218134150U (zh) | 一种薄壁类零件校形工装 | |
| CN204064188U (zh) | 可换式组合型间隙测量塞尺 | |
| JP5487331B1 (ja) | マスタータイヤ組立体、これを用いた基礎データの作成方法及びユニフォーミティ測定装置の校正方法 | |
| CN208818113U (zh) | 一种量销的全尺寸检测检具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161017 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20170628 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20170704 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20170707 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6174994 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R371 | Transfer withdrawn |
Free format text: JAPANESE INTERMEDIATE CODE: R371 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |