JP2014201014A - Multi-layered sheet - Google Patents
Multi-layered sheet Download PDFInfo
- Publication number
- JP2014201014A JP2014201014A JP2013079804A JP2013079804A JP2014201014A JP 2014201014 A JP2014201014 A JP 2014201014A JP 2013079804 A JP2013079804 A JP 2013079804A JP 2013079804 A JP2013079804 A JP 2013079804A JP 2014201014 A JP2014201014 A JP 2014201014A
- Authority
- JP
- Japan
- Prior art keywords
- fluororesin
- sheet
- core material
- multilayer sheet
- silicone resin
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images



Landscapes
- Laminated Bodies (AREA)
Abstract
【課題】本発明が解決しようとする課題は、反りの発生が抑制された複層シートを提供することである。【解決手段】実施形態に係る複層シートは、ふっ素樹脂と耐熱性織布とを含むシート状の複合材、またはふっ素樹脂シートから成り、0.05mN以上の剛軟度を有する芯材と、前記芯材の片面に設けられた、10〜150μmの厚さを有するシリコーン樹脂とを含む。【選択図】図1The problem to be solved by the present invention is to provide a multilayer sheet in which the occurrence of warpage is suppressed. A multilayer sheet according to an embodiment includes a sheet-like composite material including a fluororesin and a heat-resistant woven fabric, or a core material made of a fluororesin sheet and having a bending resistance of 0.05 mN or more, And a silicone resin having a thickness of 10 to 150 μm provided on one side of the core material. [Selection] Figure 1
Description
本発明は、複層シートに関する。 The present invention relates to a multilayer sheet.
ふっ素樹脂加工品とシリコーンゴムの異なる材料とが積層された複層シートが提案されている。このような複層シートは、製造効率を考慮し、連続塗工装置を用いて積層により製造される。例えば、シート状のふっ素樹脂加工品に対して、熱硬化性シリコーン樹脂をコーティング(ナイフ、リバース、コンマ、スロットダイ、トランスファー等)し、その後加熱して硬化させることで製造される。 A multilayer sheet in which a fluororesin processed product and a different material of silicone rubber are laminated has been proposed. Such a multilayer sheet is manufactured by lamination using a continuous coating apparatus in consideration of manufacturing efficiency. For example, it is manufactured by coating a thermosetting silicone resin (knives, reverses, commas, slot dies, transfers, etc.) on a sheet-like fluororesin processed product, and then heating to cure.
しかしながら、このような異なる材料が積層された複層シートは、製造の段階において熱を受けると、それぞれの材料に生じる熱膨張の差により、反りが発生する場合がある。このような複層シートを作業台に敷く作業用シートとして用いた場合、生じた反りにより作業台から浮き上がってしまうため、おもり、粘着テープ等によって固定して使用する必要があり、作業性が悪い。 However, when a multilayer sheet in which such different materials are laminated receives heat in the manufacturing stage, warpage may occur due to a difference in thermal expansion generated in each material. When such a multi-layer sheet is used as a work sheet laid on a workbench, it will rise from the workbench due to the warpage that occurs, so it must be fixed with a weight, adhesive tape, etc., and workability is poor. .
したがって、反りが生じることなく、安定した作業性を提供する複層シートが求められている。 Therefore, there is a need for a multilayer sheet that provides stable workability without warping.
本発明が解決しようとする課題は、反りの発生が抑制された複層シートを提供することである。 The problem to be solved by the present invention is to provide a multilayer sheet in which the occurrence of warpage is suppressed.
実施形態に係る複層シートは、ふっ素樹脂と耐熱性織布とを含むシート状の複合材、またはふっ素樹脂シートから成り、0.05mN以上の剛軟度を有する芯材と、前記芯材の片面に設けられた、10〜150μmの厚さを有するシリコーン樹脂とを含む。 The multilayer sheet according to the embodiment is composed of a sheet-like composite material including a fluororesin and a heat-resistant woven fabric, or a fluororesin sheet, a core material having a bending resistance of 0.05 mN or more, and the core material And a silicone resin having a thickness of 10 to 150 μm provided on one side.
実施形態によれば、反りの発生が抑制された複層シートが提供される。 According to the embodiment, a multilayer sheet in which the occurrence of warpage is suppressed is provided.
以下、実施形態に係る複層シートを、図面を参照して説明する。 Hereinafter, a multilayer sheet according to an embodiment will be described with reference to the drawings.
図1は、実施形態に係る複層シートの断面図である。図示されるように、実施形態に係る複層シート10は、シート状の芯材1と、その片面に設けられたシリコーン樹脂2とを含む。
FIG. 1 is a cross-sectional view of a multilayer sheet according to an embodiment. As illustrated, the
芯材1は、0.05mN以上の剛軟度を有する。この剛軟度は、ガーレ式剛軟度試験(JIS L 1096)に基づいて測定される。芯材1の剛軟度は、好ましくは、0.35mN以上である。
The
芯材1の厚さは、例えば、50〜250μmである。
The thickness of the
芯材1は、ふっ素樹脂と耐熱性織布とを含むシート状の複合材から成る。あるいは、芯材1は、ふっ素樹脂シートから成る。
The
複合材は、例えば、ふっ素樹脂微粒子水系分散液を耐熱性織布に含浸させ、乾燥、焼成等を行うことにより得られるものである。図2に、芯材として複合材4を使用した場合の複層シート10の断面図を示す。複合材4は、縦糸5と横糸6とから成る耐熱性織布と、それらの周囲を埋めるふっ素樹脂7とから成っている。耐熱性織布とは、ふっ素樹脂の焼成の温度に耐えうる繊維から成る織布であり、例えば、ガラス、アラミド樹脂、カーボンおよびステンレスチールから成る群から選択される少なくとも1つの繊維から成る。また、複合材は、乳化重合させた水系分散体を界面活性剤で安定化させたふっ素樹脂ディスパージョンをガラスクロスに含浸させ、このガラスクロスを乾燥させた後、焼成することで得られるものであってよい。このときの焼成の温度は、例えば350〜420℃である。
The composite material is obtained, for example, by impregnating a heat-resistant woven fabric with a fluororesin fine particle aqueous dispersion, followed by drying, firing and the like. In FIG. 2, sectional drawing of the
ふっ素樹脂シートとは、ふっ素樹脂をシート状にしたものを意味する。例えば、ふっ素樹脂シートは、ふっ素樹脂の成型体を切削することで得られる。具体的には、懸濁重合で得られたふっ素樹脂モールディングパウダーを円筒状に圧縮成型し、焼成した後、切削加工することで得られる。このときの圧縮成型の圧力は、例えば50MPaであり、焼成の温度は、例えば350〜420℃である。 The fluororesin sheet means a sheet made of fluororesin. For example, a fluororesin sheet can be obtained by cutting a molded body of fluororesin. Specifically, the fluororesin molding powder obtained by suspension polymerization is compression-molded into a cylindrical shape, fired, and then cut. The compression molding pressure at this time is, for example, 50 MPa, and the firing temperature is, for example, 350 to 420 ° C.
芯材に含まれるふっ素樹脂の例は、ポリテトラフルオロエチレン(PTFE)、テトラフルオロエチレン−パーフルオロアルキルビニルエーテル共重合体(PFA)、テトラフルオロエチレン−ヘキサフルオロプロピレン共重合体(FEP)、四ふっ化エチレン−エチレン共重合樹脂(ETFE)またはふっ化ビニリデン樹脂(PVDF)である。 Examples of the fluororesin contained in the core material include polytetrafluoroethylene (PTFE), tetrafluoroethylene-perfluoroalkyl vinyl ether copolymer (PFA), tetrafluoroethylene-hexafluoropropylene copolymer (FEP), and tetrafluoroethylene. Ethylene-ethylene copolymer resin (ETFE) or vinylidene fluoride resin (PVDF).
シリコーン樹脂2の厚さは、10〜150μmである。
The thickness of the
シリコーン樹脂2は、複層シートを作業台に敷く際に、十分なグリップ力を提供するものが選択される。
The
シリコーン樹脂2と芯材との間の接合強度は、芯材に表面処理を施すことにより向上させることができる。例えば、芯材の片面を無機粒子付着焼成処理により活性化した後、この片面にシリコーン樹脂の材料を塗布し、熱硬化処理することができる。
The bonding strength between the
また、この表面処理として、Na/ナフタリン錯体のTHF溶液やエーテルによる金属Naの強い還元力を利用してもよい。この場合、その還元力により、ふっ素樹脂表面の−CF2−からF原子が引き抜かれて炭素ラジカルが発生し、この炭素ラジカルと雰囲気中のH2OやO2が反応して、C−H、C−OH、C=O等の官能基が生成する。これによって、ふっ素樹脂の表面自由エネルギーが高くなり、この表面に対してシリコーン樹脂の材料を塗布して熱硬化処理することが可能となる。 Moreover, you may utilize the strong reducing power of metal Na by the THF solution of Na / naphthalene complex, or ether as this surface treatment. In this case, due to the reducing power, F atoms are extracted from —CF 2 — on the surface of the fluororesin to generate carbon radicals, and these carbon radicals react with H 2 O and O 2 in the atmosphere to produce C—H , C—OH, C═O and other functional groups are formed. As a result, the surface free energy of the fluororesin is increased, and a silicone resin material can be applied to the surface and subjected to a thermosetting treatment.
シリコーン樹脂の材料は、例えば、1分子中にケイ素原子に結合したアルケニル基を2個以上有するポリオルガノシロキサン、1分子中にケイ素原子に結合した水素原子を2個以上有するポリオルガノシロキサン、付加反応型白金触媒、および表面処理粉末シリカを含む熱硬化型液状シリコーンゴムである。 Examples of silicone resin materials include polyorganosiloxane having two or more alkenyl groups bonded to silicon atoms in one molecule, polyorganosiloxane having two or more hydrogen atoms bonded to silicon atoms in one molecule, addition reaction Thermosetting liquid silicone rubber containing a platinum catalyst and surface-treated powdered silica.
実施形態によれば、反りの発生が抑制された複層シートが提供される。反りの発生が抑制されているため、作業台のような平らな面に置いたときに、シートが部分的に浮くことがなく、その面に密着する。そのため、高い作業性が達成される。 According to the embodiment, a multilayer sheet in which the occurrence of warpage is suppressed is provided. Since the occurrence of warpage is suppressed, when placed on a flat surface such as a work table, the sheet does not partially float and adheres to the surface. Therefore, high workability is achieved.
また、実施形態に係る複層シートにおいてシリコーン樹脂の厚さは10から150μmであるため、作業台に対して十分なグリップ力を達成しつつ、製造コストを抑えることができる。10μm未満である場合、グリップ力が不足し、150μmを超える場合、グリップ力は十分であるものの製造コストが増大する。 Moreover, since the thickness of the silicone resin is 10 to 150 μm in the multilayer sheet according to the embodiment, the manufacturing cost can be suppressed while achieving a sufficient grip force with respect to the work table. When it is less than 10 μm, the grip force is insufficient, and when it exceeds 150 μm, the grip force is sufficient, but the manufacturing cost increases.
また、実施形態に係る複層シートは、材料としてふっ素樹脂を使用しているため、耐熱性および非粘着性に優れている。 Moreover, since the multilayer sheet which concerns on embodiment uses the fluororesin as material, it is excellent in heat resistance and non-adhesiveness.
別の実施形態は、作業用シートである。作業用シートは、上述の複層シートを必要に応じて切断したものであってよい。 Another embodiment is a work sheet. The working sheet may be obtained by cutting the above-described multilayer sheet as necessary.
作業用シートは、例えば、その非粘着特性を利用して、パンの生地といった粘着体の混練作業に使用することができる。また、作業用シートは、その耐薬品特性を利用して、薬品等を混合する際のシートとして使用できる。また、作業用シートは、その柔らかさを利用して、繊細または精巧な製品を取り扱うために使用することができる。また、作業用シートは、その非粘着特性を利用して、芯材の面に対してマーカーで書き込むことにより、ホワイトボードとして使用することができる。また、作業用シートは、その摺動特性により、マウスパッドとして、また家具転倒防止用の免震シートとして使用することができる。 The work sheet can be used, for example, for kneading work of an adhesive body such as bread dough using its non-adhesive property. Further, the working sheet can be used as a sheet when mixing chemicals or the like by utilizing its chemical resistance characteristics. The working sheet can also be used to handle delicate or elaborate products using its softness. Further, the work sheet can be used as a white board by writing on the surface of the core material with a marker using the non-adhesive property. Moreover, the work sheet can be used as a mouse pad or as a seismic isolation sheet for preventing furniture from falling due to its sliding characteristics.
種々の複層シートを製造し、それらの反り量およびグリップ力を測定した。 Various multilayer sheets were produced, and their warpage amount and grip force were measured.
(製造方法)
芯材の片面に、シリコーン樹脂の材料を積層した後、オーブンを用いて180℃の温度で5分間加熱して、20種の複層シートを製造した。シリコーン樹脂の材料としては、1分子中にケイ素原子に結合したアルケニル基を2個以上有するポリオルガノシロキサン、1分子中にケイ素原子に結合した水素原子を2個以上有するポリオルガノシロキサン、付加反応型白金触媒、および表面処理粉末シリカを含む熱硬化型液状シリコーンゴムを使用した。
(Production method)
After laminating a silicone resin material on one side of the core material, it was heated for 5 minutes at a temperature of 180 ° C. using an oven to produce 20 types of multilayer sheets. Examples of the silicone resin material include polyorganosiloxane having two or more alkenyl groups bonded to silicon atoms in one molecule, polyorganosiloxane having two or more hydrogen atoms bonded to silicon atoms in one molecule, and addition reaction type A thermosetting liquid silicone rubber containing a platinum catalyst and surface-treated powder silica was used.
芯材として、複合材またはふっ素樹脂シートを使用した。複合材は、乳化重合させた水系分散体を界面活性剤で安定化させたふっ素樹脂ディスパージョンをガラスクロスに含浸させ、このガラスクロスを乾燥させた後、350〜420℃で焼成することで得た。ふっ素樹脂シートは、懸濁重合で得られたふっ素樹脂モールディングパウダーを50MPaで円筒状に圧縮成型し、350〜420℃で焼成した後、切削加工することで得た。 As the core material, a composite material or a fluorine resin sheet was used. The composite material is obtained by impregnating a glass cloth with a fluororesin dispersion obtained by stabilizing an emulsion-polymerized aqueous dispersion with a surfactant, drying the glass cloth, and firing at 350 to 420 ° C. It was. The fluororesin sheet was obtained by compressing and molding a fluororesin molding powder obtained by suspension polymerization into a cylindrical shape at 50 MPa, firing at 350 to 420 ° C., and then cutting.
使用した芯材の種類、一定面積当たりの質量、厚さおよび剛軟度、ならびに積層したシリコーン樹脂の厚さを、以下の表1にまとめた。なお、芯材の剛軟度は、ガーレ式剛軟度試験(JIS L 1096)に基づいて測定した。また、シリコーン樹脂の厚さは、ISO2286−3に準拠して、芯材とシリコーン樹脂とを合わせた厚さから芯材の厚さのみを差し引くことで算出した。 The types of core materials used, the mass per fixed area, the thickness and the bending resistance, and the thickness of the laminated silicone resin are summarized in Table 1 below. The bending resistance of the core material was measured based on the Gurley bending resistance test (JIS L 1096). Further, the thickness of the silicone resin was calculated by subtracting only the thickness of the core material from the total thickness of the core material and the silicone resin in accordance with ISO 2286-3.
(測定方法)
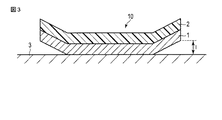
製造した複層シートの反り量を、高分子系張り床試験方法(JIS A 1454)に基づいて測定した。すなわち、100mm×100mmの試験片を用意し、それを12時間静置した後、反り量を測定した。図3は、複層シートの反り量の測定方法を説明するための断面図である。この図に示されるように、芯材1側を設置面3に接するように置き、設置面3と芯材の端部との距離lを反り量とした。なお、反り量は、4辺の反り量のうち最大となったものを採用した。
(Measuring method)
The amount of warpage of the produced multilayer sheet was measured based on a polymeric tension floor test method (JIS A 1454). That is, a test piece of 100 mm × 100 mm was prepared and allowed to stand for 12 hours, and then the amount of warpage was measured. FIG. 3 is a cross-sectional view for explaining a method for measuring the amount of warpage of a multilayer sheet. As shown in this figure, the
また、製造した複層シートのグリップ力を測定した。グリップ力として、シリコーン樹脂がガラス面に接するように、複層シートをフロートガラスに置き、芯材側からせん断方向へ力を加えた際のズレの有無を判断した。 Moreover, the grip force of the produced multilayer sheet was measured. As the grip force, the multilayer sheet was placed on the float glass so that the silicone resin was in contact with the glass surface, and whether or not there was a shift when a force was applied in the shear direction from the core material side was determined.
測定した反り量およびグリップ力を以下の表1に示す。

また、図4に、測定された反り量と剛軟度との関係を示すグラフを示す。このグラフでは、横軸を剛軟度および縦軸を反り量として、表1の結果に基づいて、例1から18をプロットした。さらに、使用した芯材の種類およびシリコーン樹脂の厚さが共通する例の点を線で結び、6つの系列に分けた。例えば、系列1「複合材a+50μm厚シリコーン樹脂」では、例1、4および7の点が結ばれている。
FIG. 4 is a graph showing the relationship between the measured amount of warpage and the bending resistance. In this graph, Examples 1 to 18 were plotted based on the results in Table 1, with the horizontal axis representing the bending resistance and the vertical axis representing the amount of warpage. Furthermore, the points of the example in which the kind of the core material used and the thickness of the silicone resin are common are connected by a line and divided into six series. For example, in the
図4の系列2、3、5および6の結果から、剛軟度が大きくなるほど、反り量が小さくなることがわかる。さらに、系列1〜3の比較および系列4〜6の比較から、シリコーン樹脂の厚さが小さくなるほど、反り量が小さくなることがわかる。特に、シリコーン樹脂の厚さが50μmである系列1および4では、芯材の曲げ強度によらず、全ての点で反り量が0となった。
From the results of
また、表1の例20の結果から、シリコーン樹脂の厚さが10μm未満であると、グリップ力が不十分になることがわかる。 Moreover, it can be seen from the results of Example 20 in Table 1 that the grip strength is insufficient when the thickness of the silicone resin is less than 10 μm.
1…芯材、2…シリコーン樹脂、3…設置面、4…複合材、5…縦糸、6…横糸、7…ふっ素樹脂、10…複層シート。
DESCRIPTION OF
Claims (6)
前記芯材の片面に設けられた、10〜150μmの厚さを有するシリコーン樹脂と
を含む複層シート。 A sheet-like composite material including a fluororesin and a heat-resistant woven fabric, or a core material composed of a fluororesin sheet and having a bending resistance of 0.05 mN or more;
A multilayer sheet comprising a silicone resin having a thickness of 10 to 150 μm provided on one side of the core material.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013079804A JP2014201014A (en) | 2013-04-05 | 2013-04-05 | Multi-layered sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013079804A JP2014201014A (en) | 2013-04-05 | 2013-04-05 | Multi-layered sheet |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017174773A Division JP2017210005A (en) | 2017-09-12 | 2017-09-12 | Multi-layer sheet, multi-layer sheet manufacturing method and work sheet |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2014201014A true JP2014201014A (en) | 2014-10-27 |
Family
ID=52351891
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013079804A Pending JP2014201014A (en) | 2013-04-05 | 2013-04-05 | Multi-layered sheet |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2014201014A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018027681A (en) * | 2016-04-21 | 2018-02-22 | 株式会社Shindo | Laminated sheet and method for producing the same |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0977980A (en) * | 1995-09-13 | 1997-03-25 | Toray Dow Corning Silicone Co Ltd | Silicone rubber composition for fluororesin-coated fixing roll and fluororesin-coated fixing roll |
| JP2001315248A (en) * | 2000-05-01 | 2001-11-13 | Chuko Kasei Kogyo Kk | Composite sheet |
| JP2003520145A (en) * | 2000-01-19 | 2003-07-02 | ケムファブ コーポレイション | Non-curl reinforced composite membranes with different sides, methods of manufacture and uses |
| JP2011132376A (en) * | 2009-12-24 | 2011-07-07 | Dow Corning Toray Co Ltd | Silicone elastomer composition |
-
2013
- 2013-04-05 JP JP2013079804A patent/JP2014201014A/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0977980A (en) * | 1995-09-13 | 1997-03-25 | Toray Dow Corning Silicone Co Ltd | Silicone rubber composition for fluororesin-coated fixing roll and fluororesin-coated fixing roll |
| JP2003520145A (en) * | 2000-01-19 | 2003-07-02 | ケムファブ コーポレイション | Non-curl reinforced composite membranes with different sides, methods of manufacture and uses |
| JP2001315248A (en) * | 2000-05-01 | 2001-11-13 | Chuko Kasei Kogyo Kk | Composite sheet |
| JP2011132376A (en) * | 2009-12-24 | 2011-07-07 | Dow Corning Toray Co Ltd | Silicone elastomer composition |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018027681A (en) * | 2016-04-21 | 2018-02-22 | 株式会社Shindo | Laminated sheet and method for producing the same |
| JP6994226B2 (en) | 2016-04-21 | 2022-02-14 | 株式会社Shindo | Laminated sheet and its manufacturing method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101726969B1 (en) | Surface layer material for cushioning material and cushioning material for hot-pressing | |
| JP6604396B2 (en) | Composite material sheet, sandwich panel, curved panel member, method for producing composite material sheet, and method for producing sandwich panel | |
| JP5820024B1 (en) | Cushion material for heat press and method for manufacturing the same | |
| EP2613939B1 (en) | Ptfe/fiberglass composite for use as a conveyor belt | |
| JP2019104170A (en) | Metal-resin laminate | |
| JP2019104171A (en) | Metal-resin laminate | |
| JP2014091236A (en) | Composite body | |
| JP2020513351A (en) | Plastic composite core member and method of manufacturing the same | |
| JPWO2019031478A1 (en) | Fiber-reinforced plastic and method for producing fiber-reinforced plastic | |
| JP2011116034A (en) | Surface layer material for cushioning medium and cushioning medium for heat pressing | |
| JP2015127065A (en) | Cushioning material for hot pressing | |
| JP2014201014A (en) | Multi-layered sheet | |
| JP4842294B2 (en) | Porous sheet, method for producing the same, and heat insulating sheet | |
| JP2017210005A (en) | Multi-layer sheet, multi-layer sheet manufacturing method and work sheet | |
| JP2019143087A (en) | Cfrp sheet, frp-metal composite and manufacturing method therefor | |
| TWI762477B (en) | Buffer material for hot pressing | |
| CN112703103B (en) | Peelable gasket with increased strength | |
| JP5417461B2 (en) | Manufacturing method of laminate | |
| JP3118468B2 (en) | Heat resistant conveyor belt | |
| JP2016050662A (en) | Vibration-damping material | |
| JP2002348390A (en) | Prepreg sheet and fiber-reinforced plastic molding | |
| JPH0522400Y2 (en) | ||
| JP2004284222A (en) | Fluorocarbon resin composite sheet and method for producing the same | |
| JP2015051558A (en) | Mold release plate for formation of resin laminate, resin laminate and method of producing resin laminate | |
| JP2007098819A (en) | Method for manufacturing sandwich panel |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20160122 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20161117 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20161220 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20170220 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20170613 |