JP2014100896A - 射出成形機、射出成形システム、および原料計量装置 - Google Patents
射出成形機、射出成形システム、および原料計量装置 Download PDFInfo
- Publication number
- JP2014100896A JP2014100896A JP2012256230A JP2012256230A JP2014100896A JP 2014100896 A JP2014100896 A JP 2014100896A JP 2012256230 A JP2012256230 A JP 2012256230A JP 2012256230 A JP2012256230 A JP 2012256230A JP 2014100896 A JP2014100896 A JP 2014100896A
- Authority
- JP
- Japan
- Prior art keywords
- raw material
- screw
- injection
- weighing
- mold
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/18—Feeding the material into the injection moulding apparatus, i.e. feeding the non-plastified material into the injection unit
- B29C45/1816—Feeding auxiliary material, e.g. colouring material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/18—Feeding the material into the injection moulding apparatus, i.e. feeding the non-plastified material into the injection unit
- B29C45/1858—Changing the kind or the source of material, e.g. using a plurality of hoppers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/18—Feeding the material into the injection moulding apparatus, i.e. feeding the non-plastified material into the injection unit
- B29C45/1816—Feeding auxiliary material, e.g. colouring material
- B29C2045/185—Feeding auxiliary material, e.g. colouring material controlling the amount of auxiliary material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/18—Feeding the material into the injection moulding apparatus, i.e. feeding the non-plastified material into the injection unit
- B29C2045/1875—Hoppers connected to a feed screw
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Injection Moulding Of Plastics Or The Like (AREA)
Abstract
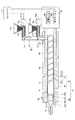
【解決手段】射出成形機20は、金型11内に成形材料を充填する射出装置40と、成形材料を構成する複数種類の原料を計量する原料計量装置50と、原料計量装置50を制御するコントローラ60とを備える。コントローラ60は、射出装置40の作動状況を監視し、監視結果に基づいて原料計量装置50を作動させる。
【選択図】図1
Description
金型内に成形材料を充填する射出装置と、
前記成形材料を構成する複数種類の原料を計量する原料計量装置と、
該原料計量装置を制御するコントローラとを備え、
該コントローラは、前記射出装置の作動状況を監視し、監視結果に基づいて前記原料計量装置を作動させる。
11 金型装置
12 固定金型
13 可動金型
20 射出成形機
30 型締装置
40 射出装置
41 シリンダ
43 スクリュ
44 駆動装置
44a 計量モータ
44b 射出モータ
50 原料計量装置
51 第1原料計量部
51a 原料計量ホッパ
51b 原料計量シリンダ
51c 原料計量スクリュ
51d 原料計量モータ
52 第2原料計量部
52a 原料計量ホッパ
52b 原料計量シリンダ
52c 原料計量スクリュ
52d 原料計量モータ
53 合流部
60 コントローラ
70 取出機
80 粉砕機
90 輸送機
Claims (7)
- 金型内に成形材料を充填する射出装置と、
前記成形材料を構成する複数種類の原料を計量する原料計量装置と、
該原料計量装置を制御するコントローラとを備え、
該コントローラは、前記射出装置の作動状況を監視し、監視結果に基づいて前記原料計量装置を作動させる、射出成形機。 - 前記原料計量装置は、複数種類の原料を別々に計量する複数の原料計量部を有し、
各原料計量部は、原料が供給される原料計量シリンダと、該原料計量シリンダ内で回転自在に配設される原料計量スクリュとを含む、請求項1に記載の射出成形機。 - 前記射出装置は、前記成形材料を加熱するシリンダと、該シリンダ内において回転自在に且つ進退自在に配設されるスクリュとを有し、
前記コントローラは、前記スクリュの回転数に基づいて、前記各原料計量スクリュの回転数を設定する、請求項2に記載の射出成形機。 - 前記原料計量装置は、前記各原料計量部で計量した原料が合流する合流部を有する、請求項2または3に記載の射出成形機。
- 該合流部は、前記射出装置のシリンダに形成される成形材料供給口の上方に設けられる、請求項4に記載の射出成形機。
- 請求項1〜5のいずれか1項に記載の射出成形機と、前記金型内で成形された成形品のうち、不要物を粉砕する粉砕機とを備え、
前記原料計量装置は、前記粉砕機で前記不要物を粉砕して作製される再生材、およびバージン材を計量する、射出成形システム。 - 金型内に充填する成形材料を構成する複数種類の原料を計量する原料計量装置であって、
複数種類の原料を別々に計量する複数の原料計量部と、
該複数の原料計量部を制御するコントローラとを備え、
該コントローラは、前記金型内に成形材料を充填する射出装置の作動状況を監視し、監視結果に基づいて前記各原料計量部を作動させる、原料計量装置。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012256230A JP5913062B2 (ja) | 2012-11-22 | 2012-11-22 | 射出成形機、射出成形システム、および原料計量装置 |
| CN201310426600.XA CN103831927B (zh) | 2012-11-22 | 2013-09-18 | 注射成型机、注射成型系统及原料计量装置 |
| EP13192124.9A EP2735418B1 (en) | 2012-11-22 | 2013-11-08 | Injection molding machine and raw material metering unit |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012256230A JP5913062B2 (ja) | 2012-11-22 | 2012-11-22 | 射出成形機、射出成形システム、および原料計量装置 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014100896A true JP2014100896A (ja) | 2014-06-05 |
| JP5913062B2 JP5913062B2 (ja) | 2016-04-27 |
Family
ID=49578120
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012256230A Active JP5913062B2 (ja) | 2012-11-22 | 2012-11-22 | 射出成形機、射出成形システム、および原料計量装置 |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2735418B1 (ja) |
| JP (1) | JP5913062B2 (ja) |
| CN (1) | CN103831927B (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3072664A1 (en) | 2015-03-27 | 2016-09-28 | Sumitomo Heavy Industries, Ltd. | Injection molding machine |
| JP2019188621A (ja) * | 2018-04-19 | 2019-10-31 | 株式会社名機製作所 | 射出成形機の可塑化装置 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6533009B2 (ja) * | 2016-03-15 | 2019-06-19 | マクセル株式会社 | 発泡成形体の製造方法及び製造装置 |
| IT201600082108A1 (it) * | 2016-08-04 | 2018-02-04 | Forel Spa | Dispositivo dosatore per la estrusione di un sigillante bicomponente o monocomponente. |
| IT201600082082A1 (it) | 2016-08-04 | 2018-02-04 | Forel Spa | Dispositivo dosatore per la estrusione continua e la applicazione di un profilo distanziatore di un vetro isolante. |
| US20180281250A1 (en) * | 2017-03-29 | 2018-10-04 | Maguire Products, Inc. | Dual signal additive feeding method and apparatus |
| DE102017126946A1 (de) | 2017-11-16 | 2019-05-16 | Kraussmaffei Technologies Gmbh | Verfahren zur Herstellung von Kunststoff-Formteilen |
| JP7533006B2 (ja) | 2020-08-19 | 2024-08-14 | セイコーエプソン株式会社 | 射出成形システム |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04144711A (ja) * | 1990-10-05 | 1992-05-19 | Natsukusu Kk | ランナー・ペレット定量混合供給器 |
| JPH04163013A (ja) * | 1990-10-24 | 1992-06-08 | Matsushita Electric Works Ltd | 射出成形機の材料供給装置及び計量時間制御方法 |
| JPH0577293A (ja) * | 1991-04-11 | 1993-03-30 | Japan Steel Works Ltd:The | 射出成形機における材料供給制御方法および装置 |
| JP2906033B2 (ja) * | 1996-02-22 | 1999-06-14 | 株式会社名機製作所 | 原料供給量の自動設定が可能な射出成形機およびその方法 |
| JP2011201296A (ja) * | 2010-03-04 | 2011-10-13 | Fujifilm Corp | 射出成形方法 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3892390A (en) * | 1973-04-23 | 1975-07-01 | Thomas J Eauclaire | Method and means for putting additive in plastic and other materials |
| JPS5829428U (ja) * | 1981-08-24 | 1983-02-25 | 宇部興産株式会社 | ベント式可塑化成形装置 |
| JP3099137B2 (ja) * | 1991-09-20 | 2000-10-16 | 株式会社カワタ | 成形用原料供給装置 |
| JP2002210779A (ja) * | 2001-01-22 | 2002-07-30 | Meiki Co Ltd | 再生材回収機構を備えた射出成形機 |
| US7534378B2 (en) * | 2004-03-03 | 2009-05-19 | Rexam Prescription Products Inc. | Plastic forming process monitoring and control |
| JP2007125818A (ja) * | 2005-11-04 | 2007-05-24 | Meiki Co Ltd | プラスチック成形機構 |
-
2012
- 2012-11-22 JP JP2012256230A patent/JP5913062B2/ja active Active
-
2013
- 2013-09-18 CN CN201310426600.XA patent/CN103831927B/zh active Active
- 2013-11-08 EP EP13192124.9A patent/EP2735418B1/en not_active Not-in-force
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04144711A (ja) * | 1990-10-05 | 1992-05-19 | Natsukusu Kk | ランナー・ペレット定量混合供給器 |
| JPH04163013A (ja) * | 1990-10-24 | 1992-06-08 | Matsushita Electric Works Ltd | 射出成形機の材料供給装置及び計量時間制御方法 |
| JPH0577293A (ja) * | 1991-04-11 | 1993-03-30 | Japan Steel Works Ltd:The | 射出成形機における材料供給制御方法および装置 |
| JP2906033B2 (ja) * | 1996-02-22 | 1999-06-14 | 株式会社名機製作所 | 原料供給量の自動設定が可能な射出成形機およびその方法 |
| JP2011201296A (ja) * | 2010-03-04 | 2011-10-13 | Fujifilm Corp | 射出成形方法 |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3072664A1 (en) | 2015-03-27 | 2016-09-28 | Sumitomo Heavy Industries, Ltd. | Injection molding machine |
| JP2019188621A (ja) * | 2018-04-19 | 2019-10-31 | 株式会社名機製作所 | 射出成形機の可塑化装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2735418B1 (en) | 2019-05-08 |
| CN103831927A (zh) | 2014-06-04 |
| JP5913062B2 (ja) | 2016-04-27 |
| EP2735418A1 (en) | 2014-05-28 |
| CN103831927B (zh) | 2017-04-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5913062B2 (ja) | 射出成形機、射出成形システム、および原料計量装置 | |
| US9821498B2 (en) | Injection molding method and injection molding device | |
| JP2019533593A (ja) | 3dプリンタのためのより良好に制御可能なプリントヘッド | |
| KR101521708B1 (ko) | 사출성형기 | |
| JP6634196B2 (ja) | 成形機および部品成形方法 | |
| KR102269352B1 (ko) | 사출성형기 | |
| TWI549802B (zh) | Injection molding machine | |
| JP6026219B2 (ja) | 射出成形機 | |
| JP5908384B2 (ja) | 射出成形機の管理方法、および射出成形機 | |
| JP2012143960A (ja) | 射出成形機の樹脂替え及び色替え方法 | |
| JP6026220B2 (ja) | 射出成形機 | |
| JP6054215B2 (ja) | 射出成形機、および射出成形機の設定支援装置 | |
| CN103624947B (zh) | 注射成型机 | |
| JP6118619B2 (ja) | 可塑化装置、成形装置、可塑化方法、及び成形品の製造方法 | |
| CN118238373A (zh) | 控制装置、注射成型装置 | |
| CN108290330A (zh) | 注射成型机的成型循环结束方法 | |
| JP2004291351A (ja) | 連続可塑化式射出成形装置 | |
| JP2004291350A (ja) | 連続可塑化式射出成形装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150210 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150820 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150825 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151022 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160329 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160401 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5913062 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |