JP2013501490A - 電気機械変換器を製造するための方法 - Google Patents
電気機械変換器を製造するための方法 Download PDFInfo
- Publication number
- JP2013501490A JP2013501490A JP2012523227A JP2012523227A JP2013501490A JP 2013501490 A JP2013501490 A JP 2013501490A JP 2012523227 A JP2012523227 A JP 2012523227A JP 2012523227 A JP2012523227 A JP 2012523227A JP 2013501490 A JP2013501490 A JP 2013501490A
- Authority
- JP
- Japan
- Prior art keywords
- polymer layer
- layer
- spacer element
- polymer
- printing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N—ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10N30/00—Piezoelectric or electrostrictive devices
- H10N30/01—Manufacture or treatment
- H10N30/09—Forming piezoelectric or electrostrictive materials
- H10N30/098—Forming organic materials
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/42—Piezoelectric device making
Landscapes
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Laminated Bodies (AREA)
Abstract
【選択図】図1
Description
A)第1のポリマ層上に、実質的に同じ高さを有するスペーサ要素の単層を適用する工程と、
B)第1のポリマ層と第2のポリマ層との間に少なくとも1つの空洞が存在するように、単層のスペーサ要素上に第2のポリマ層を適用する工程、および、
C)第1および第2のポリマ層の間にスペーサ要素を固定する工程。
電気機械変換器(特に、圧電変換器)の製造および構造に関する発明について、図面および以下の図面の説明を用いて詳細に説明する。図面および実施例の説明は、本質的に説明を意図したものにすぎず、本発明を限定するものではない。
Claims (14)
- 電気機械変換器を製造するための方法であって、
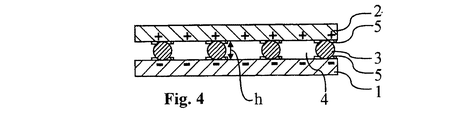
A)実質的に同じ高さ(h)を有するスペーサ要素(3)の単層を第1のポリマ層(1)上に適用する工程と、
B)前記第1のポリマ層(1)と第2のポリマ層(2)との間に少なくとも1つの空洞(4)が存在するように、前記単層の前記スペーサ要素(3)上に前記第2のポリマ層(2)を適用する工程と、
C)前記第1のポリマ層(1)および前記第2のポリマ層(2)の間に前記スペーサ要素(3)を固定する工程と、
を備える、方法。 - 請求項1に記載の方法において、前記スペーサ要素(3)は、球体および/または棒体の形状で構成される、方法。
- 請求項1に記載の方法において、前記スペーサ要素(3)は、棒体形状で構成され、前記第1のポリマ層(1)上に蛇行して配置される、方法。
- 請求項1に記載の方法において、前記スペーサ要素(3)は、ガラスまたはポリマから形成される、方法。
- 請求項1に記載の方法において、前記スペーサ要素(3)は、1μm以上800μm以下の高さ(h)および/または1μm以上800μm以下の直径を有する、方法。
- 請求項1に記載の方法において、工程A)における前記スペーサ要素(3)の前記第1のポリマ層(1)上への適用は、分散法および/または噴霧法および/または流動床法および/またはプレースメント法および/または印刷法および/またはコーティング法によって実行される、方法。
- 請求項1に記載の方法において、工程A)における前記スペーサ要素(3)の前記第1のポリマ層(1)上への適用は、印刷法および/またはコーティング法によって実行され、前記スペーサ要素(3)を充填剤として含む印刷材料および/またはコーティング材料が用いられる、方法。
- 請求項7に記載の方法において、前記スペーサ要素(3)の固定は、工程A)において前記スペーサ要素の単層を適用した後に、前記スペーサ要素(3)を含む前記印刷材料および/またはコーティング材料(5)を部分的にのみ硬化させ、工程B)において前記第2のポリマ層(2)を適用した後に、前記スペーサ要素(3)を含む前記印刷材料および/またはコーティング材料(5)を完全に硬化させることによって実行される、方法。
- 請求項1に記載の方法において、前記スペーサ要素(3)の固定は、
印刷法および/またはコーティング法によって印刷材料および/またはコーティング材料を適用することにより、工程A)の前の工程0)において、前記スペーサ要素(3)および/または前記第1のポリマ層(1)および/または前記第2のポリマ層(2)上に接着剤の層(5)を適用する接着法によって、
ならびに/もしくは、
印刷法および/またはコーティング法によって印刷材料および/またはコーティング材料を適用することにより、工程A)の前の工程0)において、前記スペーサ要素(3)および/または前記第1のポリマ層(1)および/または前記第2のポリマ層(2)上に熱可塑性材料層(5)を適用する、および/または、前記スペーサ要素(3)および/または前記第1のポリマ層(1)および/または前記第2のポリマ層(2)を熱可塑性材料で形成する積層法によって、
ならびに/もしくは
クランプ(6)によって前記第1のポリマ層(1)および前記第2のポリマ層(2)を一緒にクランプするクランプ法によって、実行される、方法。 - 請求項7または9に記載の方法において、前記印刷材料および/またはコーティング材料は、セルロースエステル、セルロースエーテル、ゴム誘導体、ポリエステル樹脂、不飽和ポリエステル、アルキド樹脂、フェノール樹脂、アミノ樹脂、アミド樹脂、ケトン樹脂、キシレンホルムアルデヒド樹脂、エポキシ樹脂、フェノキシ樹脂、ポリオレフィン、ポリ塩化ビニル、ポリビニルエステル、ポリビニルアルコール、ポリビニルアセタール、ポリビニルエーテル、ポリアクリレート、ポリメタクリレート、ポリスチレン、ポリカーボネート、ポリエステル、コポリエステル、ポリアミド、シリコーン樹脂、ポリウレタン、および、これらのポリマのブレンドからなる群から選択された少なくとも1つのポリマを含む、方法。
- 請求項7または9に記載の方法において、前記印刷材料および/またはコーティング材料は、1または複数の一成分ポリウレタンおよび/または1または複数の二成分ポリウレタンおよび/または1または複数の水系ポリウレタン分散体および/または1または複数のポリウレタンホットメルト接着剤を含む、方法。
- 請求項9に記載の方法において、前記接着剤の層(5)および/または前記熱可塑性材料層(5)は、構造化された層である、方法。
- 請求項9に記載の方法において、工程A)の後に、前記方法は、
A1)前記接着剤の層(5)および/または前記熱可塑性材料層(5)に接着していないスペーサ要素(3)を除去する工程を備える、方法。 - 電気機械変換器であって、
第1のポリマ層(1)と、
スペーサ要素(3)の単層と、
第2のポリマ層(2)と、
を備え、
前記スペーサ要素(3)の単層は前記第1のポリマ層(1)および前記第2のポリマ層(2)の間に配置され、
前記単層の前記スペーサ要素(3)は実質的に同じ高さ(h)を有し、
前記第1のポリマ層(1)および前記第2のポリマ層(2)の間に少なくとも1つの空洞(4)が存在する、電気機械変換器。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP09010202A EP2284919A1 (de) | 2009-08-07 | 2009-08-07 | Verfahren zur Herstellung eines elektromechanischen Wandlers |
| EP09010202.1 | 2009-08-07 | ||
| PCT/EP2010/004614 WO2011015303A1 (de) | 2009-08-07 | 2010-07-28 | Verfahren zur herstellung eines elektromechanischen wandlers |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013501490A true JP2013501490A (ja) | 2013-01-10 |
| JP2013501490A5 JP2013501490A5 (ja) | 2013-09-12 |
Family
ID=41346168
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012523227A Pending JP2013501490A (ja) | 2009-08-07 | 2010-07-28 | 電気機械変換器を製造するための方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20120126663A1 (ja) |
| EP (2) | EP2284919A1 (ja) |
| JP (1) | JP2013501490A (ja) |
| KR (1) | KR20120052953A (ja) |
| CN (1) | CN102473841A (ja) |
| DK (1) | DK2462637T3 (ja) |
| TW (1) | TW201131844A (ja) |
| WO (1) | WO2011015303A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015126556A (ja) * | 2013-12-25 | 2015-07-06 | 株式会社リコー | 静電電動機 |
| KR101743240B1 (ko) | 2015-11-09 | 2017-06-05 | 한국과학기술원 | 풍력을 이용한 접촉 대전 발전 장치 |
| JP2018073910A (ja) * | 2016-10-26 | 2018-05-10 | 株式会社デンソー | 圧電素子およびその製造方法 |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9370640B2 (en) | 2007-09-12 | 2016-06-21 | Novasentis, Inc. | Steerable medical guide wire device |
| US9705068B2 (en) | 2012-06-19 | 2017-07-11 | Novasentis, Inc. | Ultra-thin inertial actuator |
| US9183710B2 (en) * | 2012-08-03 | 2015-11-10 | Novasentis, Inc. | Localized multimodal electromechanical polymer transducers |
| US9170650B2 (en) | 2012-11-21 | 2015-10-27 | Novasentis, Inc. | EMP actuators for deformable surface and keyboard application |
| US9053617B2 (en) | 2012-11-21 | 2015-06-09 | Novasentis, Inc. | Systems including electromechanical polymer sensors and actuators |
| US9164586B2 (en) | 2012-11-21 | 2015-10-20 | Novasentis, Inc. | Haptic system with localized response |
| US9357312B2 (en) | 2012-11-21 | 2016-05-31 | Novasentis, Inc. | System of audio speakers implemented using EMP actuators |
| US10088936B2 (en) * | 2013-01-07 | 2018-10-02 | Novasentis, Inc. | Thin profile user interface device and method providing localized haptic response |
| WO2014107677A1 (en) | 2013-01-07 | 2014-07-10 | Novasentis, Inc. | Method and localized haptic response system provided on an interior-facing surface of a housing of an electronic device |
| US9913321B2 (en) * | 2013-01-25 | 2018-03-06 | Energyield, Llc | Energy harvesting container |
| US9507468B2 (en) | 2013-08-30 | 2016-11-29 | Novasentis, Inc. | Electromechanical polymer-based sensor |
| US10125758B2 (en) | 2013-08-30 | 2018-11-13 | Novasentis, Inc. | Electromechanical polymer pumps |
| US9833596B2 (en) | 2013-08-30 | 2017-12-05 | Novasentis, Inc. | Catheter having a steerable tip |
| US9666391B2 (en) | 2013-10-22 | 2017-05-30 | Novasentis, Inc. | Retractable snap domes |
| US20150134109A1 (en) * | 2013-11-11 | 2015-05-14 | General Electric Company | Switched capacitive devices and method of operating such devices |
| CN103700761B (zh) * | 2013-11-27 | 2016-11-23 | 深圳市豪恩声学股份有限公司 | 压电驻极体结构及其制备方法 |
| US9652946B2 (en) | 2014-05-02 | 2017-05-16 | Novasentis, Inc. | Hands-free, wearable vibration devices and method |
| US9576446B2 (en) | 2014-08-07 | 2017-02-21 | Novasentis, Inc. | Ultra-thin haptic switch with lighting |
| US9972768B2 (en) | 2014-08-15 | 2018-05-15 | Novasentis, Inc. | Actuator structure and method |
| US10675441B2 (en) | 2015-06-18 | 2020-06-09 | Avent, Inc. | Echogenic coil member for a catheter assembly |
| CA2989772C (en) | 2015-06-18 | 2021-06-01 | Avent, Inc. | Echogenic catheter member |
| CA2992974A1 (en) * | 2015-07-21 | 2017-01-26 | Avent, Inc. | Ultrasonic catheter assembly |
| CN109983593A (zh) * | 2016-11-30 | 2019-07-05 | 优泊公司 | 压电元件及乐器 |
| CN110995052B (zh) * | 2019-12-23 | 2021-03-12 | 中国科学院长春应用化学研究所 | 一种自驱动型传感器 |
Citations (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6425584A (en) * | 1987-07-22 | 1989-01-27 | Oki Electric Ind Co Ltd | Manufacture of composite piezoelectric element |
| JPH01208879A (ja) * | 1988-02-17 | 1989-08-22 | Oki Electric Ind Co Ltd | 複合圧電体の製造方法 |
| JPH02229478A (ja) * | 1989-03-02 | 1990-09-12 | Oki Electric Ind Co Ltd | 複合圧電体の製造方法 |
| JPH05328762A (ja) * | 1992-05-18 | 1993-12-10 | Fukoku Co Ltd | アクチュエータ |
| JPH07107763A (ja) * | 1991-06-03 | 1995-04-21 | Polytec Design:Kk | アクチュエータ |
| JPH11326363A (ja) * | 1998-05-15 | 1999-11-26 | Hokuriku Electric Ind Co Ltd | 加速度センサ |
| WO2006025138A1 (ja) * | 2004-08-30 | 2006-03-09 | Murata Manufacturing Co., Ltd. | 圧電型電気音響変換器 |
| WO2007097460A1 (ja) * | 2006-02-27 | 2007-08-30 | Kyocera Corporation | セラミック部材の製造方法、並びにセラミック部材、ガスセンサ素子、燃料電池素子、フィルタ素子、積層型圧電素子、噴射装置、及び燃料噴射システム |
| WO2008052561A1 (en) * | 2006-11-03 | 2008-05-08 | Danfoss A/S | A direct acting capacitive transducer |
| WO2009031590A1 (ja) * | 2007-09-05 | 2009-03-12 | Kureha Corporation | 圧電センサ |
| JP2009093089A (ja) * | 2007-10-11 | 2009-04-30 | Fuji Xerox Co Ltd | 積層体の封止構造および積層体の封止方法 |
Family Cites Families (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2479310A (en) | 1947-03-21 | 1949-08-16 | Edward K Chapin | Dry egg composition |
| DE2551094A1 (de) | 1975-11-14 | 1977-05-26 | Bayer Ag | Verfahren zur herstellung von in wasser dispergierbaren polyurethanen |
| DE2811148A1 (de) | 1978-03-15 | 1979-09-20 | Bayer Ag | Verfahren zur herstellung von waessrigen polyurethan-dispersionen und -loesungen |
| FR2475804A1 (fr) * | 1980-02-12 | 1981-08-14 | Lewiner Jacques | Perfectionnements aux nappes composites constitutives de transducteurs electromecaniques et aux transducteurs equipes de telles nappes |
| FR2490877A1 (fr) * | 1980-09-19 | 1982-03-26 | Thomson Csf | Procede de fabrication de films polymeres piezoelectriques |
| US5438553A (en) * | 1983-08-22 | 1995-08-01 | Raytheon Company | Transducer |
| DE3603996A1 (de) | 1986-02-08 | 1987-08-13 | Bayer Ag | Verfahren zur kontinuierlichen herstellung von waessrigen polyurethandispersionen und ihre verwendung als beschichtungsmittel oder als klebstoff |
| JPH06281941A (ja) * | 1993-01-18 | 1994-10-07 | Ricoh Co Ltd | 液晶表示素子及びその製造方法 |
| JPH10170900A (ja) * | 1996-12-06 | 1998-06-26 | Fujikura Ltd | ポリマーフィルム液晶ディスプレイ及びその製造方法 |
| ES2218026T3 (es) | 1997-12-11 | 2004-11-16 | Bayer Materialscience Ag | Dispersion acuosa que contiene un poliisocianato de superficie desactivada. |
| US6438242B1 (en) * | 1999-09-07 | 2002-08-20 | The United States Of America As Represented By The Secretary Of The Navy | Acoustic transducer panel |
| US7548015B2 (en) * | 2000-11-02 | 2009-06-16 | Danfoss A/S | Multilayer composite and a method of making such |
| US7400080B2 (en) * | 2002-09-20 | 2008-07-15 | Danfoss A/S | Elastomer actuator and a method of making an actuator |
| KR100905478B1 (ko) * | 2001-10-05 | 2009-07-02 | 가부시키가이샤 브리지스톤 | 투명 전도성 필름 및 터치패널 |
| KR101012801B1 (ko) * | 2004-05-31 | 2011-02-08 | 삼성전자주식회사 | 액정 표시 장치 |
| DE102006058527A1 (de) | 2006-12-12 | 2008-06-19 | Bayer Materialscience Ag | Klebstoffe |
| US20100183907A1 (en) * | 2008-12-24 | 2010-07-22 | Porous Power Technologies, Llc | Hard Spacers in Microporous Membrane Matrix |
| EP2244489A1 (de) * | 2009-04-24 | 2010-10-27 | Bayer MaterialScience AG | Verfahren zur Herstellung eines elektromechanischen Wandlers |
| US8586173B2 (en) * | 2010-06-30 | 2013-11-19 | Sigma Laboratories Of Arizona, Llc | Nano-structured dielectric composite |
| US9178446B2 (en) * | 2011-08-30 | 2015-11-03 | Georgia Tech Research Corporation | Triboelectric generator |
-
2009
- 2009-08-07 EP EP09010202A patent/EP2284919A1/de not_active Withdrawn
-
2010
- 2010-07-28 WO PCT/EP2010/004614 patent/WO2011015303A1/de active Application Filing
- 2010-07-28 EP EP10740545.8A patent/EP2462637B1/de not_active Not-in-force
- 2010-07-28 DK DK10740545.8T patent/DK2462637T3/da active
- 2010-07-28 CN CN2010800349224A patent/CN102473841A/zh active Pending
- 2010-07-28 US US13/388,846 patent/US20120126663A1/en not_active Abandoned
- 2010-07-28 KR KR1020127002830A patent/KR20120052953A/ko not_active Application Discontinuation
- 2010-07-28 JP JP2012523227A patent/JP2013501490A/ja active Pending
- 2010-08-06 TW TW099126185A patent/TW201131844A/zh unknown
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6425584A (en) * | 1987-07-22 | 1989-01-27 | Oki Electric Ind Co Ltd | Manufacture of composite piezoelectric element |
| JPH01208879A (ja) * | 1988-02-17 | 1989-08-22 | Oki Electric Ind Co Ltd | 複合圧電体の製造方法 |
| JPH02229478A (ja) * | 1989-03-02 | 1990-09-12 | Oki Electric Ind Co Ltd | 複合圧電体の製造方法 |
| JPH07107763A (ja) * | 1991-06-03 | 1995-04-21 | Polytec Design:Kk | アクチュエータ |
| JPH05328762A (ja) * | 1992-05-18 | 1993-12-10 | Fukoku Co Ltd | アクチュエータ |
| JPH11326363A (ja) * | 1998-05-15 | 1999-11-26 | Hokuriku Electric Ind Co Ltd | 加速度センサ |
| WO2006025138A1 (ja) * | 2004-08-30 | 2006-03-09 | Murata Manufacturing Co., Ltd. | 圧電型電気音響変換器 |
| WO2007097460A1 (ja) * | 2006-02-27 | 2007-08-30 | Kyocera Corporation | セラミック部材の製造方法、並びにセラミック部材、ガスセンサ素子、燃料電池素子、フィルタ素子、積層型圧電素子、噴射装置、及び燃料噴射システム |
| WO2008052561A1 (en) * | 2006-11-03 | 2008-05-08 | Danfoss A/S | A direct acting capacitive transducer |
| JP2008118852A (ja) * | 2006-11-03 | 2008-05-22 | Danfoss As | 直動容量性変換器 |
| WO2009031590A1 (ja) * | 2007-09-05 | 2009-03-12 | Kureha Corporation | 圧電センサ |
| JP2009093089A (ja) * | 2007-10-11 | 2009-04-30 | Fuji Xerox Co Ltd | 積層体の封止構造および積層体の封止方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015126556A (ja) * | 2013-12-25 | 2015-07-06 | 株式会社リコー | 静電電動機 |
| KR101743240B1 (ko) | 2015-11-09 | 2017-06-05 | 한국과학기술원 | 풍력을 이용한 접촉 대전 발전 장치 |
| JP2018073910A (ja) * | 2016-10-26 | 2018-05-10 | 株式会社デンソー | 圧電素子およびその製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP2284919A1 (de) | 2011-02-16 |
| DK2462637T3 (da) | 2014-06-30 |
| CN102473841A (zh) | 2012-05-23 |
| WO2011015303A1 (de) | 2011-02-10 |
| EP2462637B1 (de) | 2014-04-02 |
| US20120126663A1 (en) | 2012-05-24 |
| KR20120052953A (ko) | 2012-05-24 |
| TW201131844A (en) | 2011-09-16 |
| EP2462637A1 (de) | 2012-06-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2013501490A (ja) | 電気機械変換器を製造するための方法 | |
| US8779650B2 (en) | Process for the producing of an electromechanical transducer | |
| US20130307370A1 (en) | Electromechanical converter, method for producing same, and use thereof | |
| US9643840B2 (en) | Dielectric polyurethane film | |
| US20150357554A1 (en) | Method for producing a multilayer dielectric polyurethane film system | |
| JP5587411B2 (ja) | 電気活性ポリマ素子を有する電気機械変換器、該機器を準備する方法および該素子を電気機械素子として利用する方法 | |
| WO2011067194A1 (de) | Piezoelektrisches polymerfilmelement, insbesondere polymerfolie, und verfahren zu dessen herstellung | |
| JP2013501485A5 (ja) | 電気活性ポリマ素子を有する電気機械変換器、該機器を準備する方法および該素子を電気機械素子として利用する方法 | |
| TW201234690A (en) | Electromechanical converter having a two-layer base element, and process for the production of such an electromechanical converter | |
| WO2014131895A1 (de) | Verfahren zur herstellung eines mehrschichtigen dielektrischen polyurethanfilmsystems | |
| Faudou et al. | Quantitative Characterization of Impact‐Induced Energy Harvesting: A Case Study on Stretchable Piezoelectric Thin Films on Different Substrates | |
| JP2014516820A (ja) | 印刷インキを反応させてポリウレタンポリマーを形成するスクリーン印刷法 | |
| TW201302937A (zh) | 使用反應形成聚胺基甲酸酯聚合物之印刷油墨的網版印刷法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130724 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130724 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140924 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140930 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150303 |