JP2013193128A - Brazing method of aluminum alloy - Google Patents
Brazing method of aluminum alloy Download PDFInfo
- Publication number
- JP2013193128A JP2013193128A JP2012066459A JP2012066459A JP2013193128A JP 2013193128 A JP2013193128 A JP 2013193128A JP 2012066459 A JP2012066459 A JP 2012066459A JP 2012066459 A JP2012066459 A JP 2012066459A JP 2013193128 A JP2013193128 A JP 2013193128A
- Authority
- JP
- Japan
- Prior art keywords
- brazing
- supply source
- closed space
- aluminum
- aluminum alloy
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Landscapes
- Details Of Heat-Exchange And Heat-Transfer (AREA)
Abstract
Description
本発明は、フラックスを使用しないアルミニウムのろう付方法に関するものであり、特に熱交換器の製造に好適なろう付方法に関する。 The present invention relates to a method for brazing aluminum that does not use a flux, and more particularly to a brazing method suitable for manufacturing a heat exchanger.
アルミニウム材料は熱伝導率が高く軽量であるため、自動車搭載用をはじめとする熱交換器に多く使用されている。内部に水やオイル等を循環させ熱交換させる熱交換器は、タンク、チューブ、フィン等の部材から構成され、各部材はろう付により金属的に接合されている。 Aluminum materials are frequently used in heat exchangers including those mounted on automobiles because of their high thermal conductivity and light weight. A heat exchanger that circulates water, oil, or the like inside to exchange heat is composed of members such as tanks, tubes, fins, etc., and each member is metallically joined by brazing.
ろう付により製造される熱交換器を構成するアルミニウム材料としては、心材となるアルミニウム合金板の片面または両面にろう材等をクラッドしたブレージングシートが用いられることが多い。一般的にはブレージングシートの心材合金としては溶融温度が600℃以上のアルミニウム合金が使用され、クラッドされるろう材合金としては溶融温度が600℃以下のAl−Si合金が使用される。このブレージングシートにより熱交換器の部材を作製してこれらを組み合わせ、600℃前後の温度に加熱することにより、ブレージングシートのろう材合金のみを溶融して他部材とろう付された熱交換器を作製することができる。つまり、ブレージングシートを使用することにより、熱交換器を構成する多数の部材を一度にろう付することができるため、ブレージングシートは熱交換器用材料として広く利用されている。 As an aluminum material constituting a heat exchanger manufactured by brazing, a brazing sheet in which a brazing material or the like is clad on one side or both sides of an aluminum alloy plate as a core material is often used. Generally, an aluminum alloy having a melting temperature of 600 ° C. or higher is used as the core material alloy of the brazing sheet, and an Al—Si alloy having a melting temperature of 600 ° C. or lower is used as the brazing material alloy to be clad. A heat exchanger member is produced by combining the brazing sheet with the brazing sheet and heated to a temperature of about 600 ° C., thereby melting only the brazing alloy of the brazing sheet and brazing the other member. Can be produced. That is, by using a brazing sheet, a large number of members constituting the heat exchanger can be brazed at a time, and therefore the brazing sheet is widely used as a heat exchanger material.
主に実用化されているろう付方法としては、真空ろう付法とノコロックろう付法が挙げられる。真空ろう付法はAl−Si−Mg系合金からなるろう材が用いられ、真空中で加熱することによりろう材中のMgが材料から蒸発し、その際に材料表面の酸化皮膜を破壊してろう付を可能にするものである。しかしながら、真空ろう付法は高価な真空加熱装置を必要とする欠点があった。一方、ノコロックろう付法はAl−Si系合金からなるろう材が用いられ、フラックスを塗布した後に不活性ガス中で加熱し、フラックスにより材料表面の酸化皮膜を破壊してろう付を可能にするものである。しかしながら、フラックス塗布において塗りムラがあるとろう付不良の原因となるため、フラックスを必要箇所に均一に塗布する必要があった。 Brazing methods that are mainly put to practical use include vacuum brazing and noclock brazing. In the vacuum brazing method, a brazing material made of an Al-Si-Mg alloy is used. When heated in vacuum, Mg in the brazing material evaporates from the material, and at that time, the oxide film on the surface of the material is destroyed. It is possible to braze. However, the vacuum brazing method has a drawback of requiring an expensive vacuum heating device. On the other hand, the Nocolok brazing method uses a brazing material made of an Al-Si alloy, and after applying the flux, heats it in an inert gas to break the oxide film on the material surface with the flux and enable brazing. Is. However, if there is uneven coating in flux application, it causes brazing failure, and it is necessary to apply the flux uniformly to the required locations.
これに対して、高価な真空加熱装置やフラックスを用いないで不活性ガス中で加熱することによりろう付を可能にする方法が提案されている。特許文献1には、フラットパイプの内部に乱流挿入片をろう付するにあたり、Al−Si−Mg系合金からなるろう材を用いて、フラックスを使用しないでろう付する方法が記載されている。しかしながら、フラットパイプの外部についてはフラックスを塗布したノコロックろう付法によりろう付する必要があり、すべてのろう付部位をフラックス無しでろう付することはできない。特許文献2には、Mgを含有するろう付品を炭素質カバーで覆って加熱し、フラックスを用いずに不活性ガス中でろう付する方法が記載されている。この方法では、炭素質カバー内に存在する酸素が炭素質カバーのカーボンと反応し、炭素質カバー内の酸素濃度を低くしてろう付を可能にしている。しかしながら、酸素とカーボンの反応により生成する一酸化炭素や二酸化炭素はアルミニウムに対しては酸化性のガスとなるため、炭素質カバーで覆っても十分な非酸化性雰囲気とはならないため、安定したろう付性を得ることが困難であった。
本発明は、Mgによる酸化皮膜の破壊作用を利用したフラックスを用いないろう付方法において、より良好で安定したろう付性を有し、工業的にも適用可能なろう付方法の提供を目的とする。 An object of the present invention is to provide a brazing method that has a better and stable brazing property and is industrially applicable in a brazing method that does not use a flux that utilizes the destruction action of an oxide film by Mg. To do.
本発明者らは、上記課題に鑑み鋭意検討を重ねた結果、被ろう付部の周囲を囲み、その内部に規定量のMg供給源を設置することで、ろう付過程において被ろう付部の周囲を囲んだ閉空間に適度のMgを供給することにより良好なろう付性が達成されることを見出した。 As a result of intensive studies in view of the above problems, the inventors of the present invention enclose the periphery of the brazed part, and install a prescribed amount of Mg supply source therein, so that the brazed part is It has been found that good brazing properties can be achieved by supplying moderate Mg to the enclosed space surrounding the periphery.
本発明の請求項1は、アルミニウム製の被ろう付物のろう付部位が周囲を囲まれた閉空間に配置され、閉空間の内部にMgの供給源を設置し、フラックスを使用しないで、不活性ガス雰囲気中で加熱するアルミニウム合金のろう付方法において、閉空間内部の容積X(cm3)、閉空間内部のMg供給源の表面積Y(cm2)、ろう付温度における閉空間内部のMg供給源の表面Mg濃度C(mass%)が下記の関係式を満たすことを特徴とするアルミニウム合金のろう付方法である。
0.1<Y×C/X<7
0.1 <Y × C / X <7
本発明の請求項2は、請求項1に記載のMg供給源が、Mgを含有するアルミニウム合金を心材とし、該心材の片面または両面にAl−Si合金ろう材をクラッドしたブレージングシートであることを特徴とするろう付方法である。
本発明の請求項3は、請求項1あるいは請求項2に記載のMg供給源が、アルミニウム合金を心材とし、該心材の片面または両面にAl−Si−Mg合金ろう材をクラッドしたブレージングシートであることを特徴とするろう付方法である。
本発明の請求項4は、請求項1〜3に記載のMg供給源が被ろう付物を構成するブレージングシートであることを特徴とするろう付方法である。 A fourth aspect of the present invention is a brazing method characterized in that the Mg supply source according to any one of the first to third aspects is a brazing sheet constituting a brazed object.
本発明の請求項5は、請求項1〜3に記載のMg供給源が被ろう付物を囲う材料であり、かつMgを含有するアルミニウム合金であることを特徴とするろう付方法である。 According to a fifth aspect of the present invention, there is provided a brazing method characterized in that the Mg supply source according to any one of the first to third aspects is a material surrounding the object to be brazed and is an aluminum alloy containing Mg.
本発明のろう付方法により、Mgの酸化皮膜破壊作用を利用し、フラックスを用いない良好なろう付性を得ることができる。このろう付方法は、安定したろう付性を与えるので。工業的にも好適に適用される。 By the brazing method of the present invention, it is possible to obtain good brazing properties without using flux by utilizing the oxide film destruction action of Mg. This brazing method gives stable brazing properties. It is also suitably applied industrially.
以下に本発明について詳細に説明する。 The present invention is described in detail below.
アルミニウム材料の表面は酸化物により覆われているが、ろう付を可能にするためには表面の酸化物を破壊して、アルミニウムの金属面を露出させる必要がある。本発明のろう付方法では、アルミニウムよりも酸化しやすいMgを用いることで、アルミニウム表面の酸化物を破壊している。すなわち、アルミニウム表面でAl2O3+Mg→Al+MgOの反応によりアルミニウムの金属面を露出させている。さらに、露出したアルミニウム金属面は雰囲気ガスに触れることになるが、雰囲気中の酸素量が多いと再びアルミニウム金属面は酸化してしまう。ろう付を可能にするためには雰囲気中の酸素濃度は低い方が望ましい。少なくとも、被ろう付け物の周囲については、酸素濃度が十分に低いことが必要である。本発明では、不活性ガス雰囲気中に微量に残存する酸素とMgを反応させることで低酸素の雰囲気を生成し、アルミニウム金属面の酸化を防止し、ろう付を可能にしている。 Although the surface of the aluminum material is covered with an oxide, it is necessary to destroy the oxide on the surface to expose the metal surface of the aluminum in order to enable brazing. In the brazing method of the present invention, the oxide on the aluminum surface is destroyed by using Mg, which is easier to oxidize than aluminum. That is, the aluminum metal surface is exposed by the reaction of Al 2 O 3 + Mg → Al + MgO on the aluminum surface. Furthermore, the exposed aluminum metal surface comes into contact with the atmospheric gas, but when the amount of oxygen in the atmosphere is large, the aluminum metal surface is oxidized again. In order to enable brazing, it is desirable that the oxygen concentration in the atmosphere is low. At least around the object to be brazed, the oxygen concentration needs to be sufficiently low. In the present invention, oxygen remaining in a trace amount in an inert gas atmosphere is reacted with Mg to generate a low oxygen atmosphere, preventing oxidation of the aluminum metal surface and enabling brazing.
上記のようなMgによるアルミニウム材料表面の酸化膜破壊、および雰囲気ガスの低酸素化を達成するためには、アルミニウム製の被ろう付け物のろう付部位が周囲を囲まれた閉空間に配置され、閉空間の内部にMg供給源を設置する必要がある。通常は不活性ガスで満たされた加熱炉内でろう付するが、加熱炉の内部にそのまま被ろう付け物を設置すると加熱炉の内部に発生している気流のため、被ろう付け物は常に不活性ガス中の微量酸素と接触することになる。炉内全体をMgにより低酸素雰囲気とするためには、多量のMg供給源が必要となり実用上難しい。そこで、ろう付部周囲に囲む閉空間を設置し、内部にMg供給源を設置することで、閉空間の小さい容積をMgにより効率的に低酸素雰囲気とするのである。 In order to achieve destruction of the oxide film on the surface of the aluminum material due to Mg as described above and low oxygen concentration of the atmosphere gas, the brazed portion of the brazing object made of aluminum is arranged in a closed space surrounded by the surroundings. It is necessary to install an Mg supply source inside the closed space. Normally, brazing is carried out in a heating furnace filled with an inert gas. However, if a brazing object is installed in the heating furnace as it is, the brazing object is always used because of the air flow generated in the heating furnace. Contact with trace amounts of oxygen in the inert gas. In order to make the whole furnace into a low oxygen atmosphere with Mg, a large amount of Mg supply source is required, which is practically difficult. Therefore, by installing a closed space surrounding the brazed portion and installing an Mg supply source inside, a small volume of the closed space is efficiently made into a low oxygen atmosphere by Mg.
閉空間の内部に設置するMgの量について検討した結果、閉空間内部の容積X(cm3)、Mg供給源の表面積Y(cm2)、ろう付温度における閉空間内部のMg供給源の表面Mg濃度C(mass%)にろう付性は影響されることが判明した。そして、0.1<Y×C/X<7の関係式を満たすときに良好なろう付性が得られることがわかった。この関係式は閉空間の容積が小さいときは少量のMg供給でろう付できるが、閉空間の容積が大きいときはMg供給源の面積を大きくするか、あるいは高い表面Mg濃度のMg供給源を設置する必要があることを意味する。Y×C/Xが0.1以下であると供給されるMg量が少ないため、閉空間内部を低酸素雰囲気に保つことができず、ろう付性は低下する。一方、Y×C/Xが7以上であるとMgによる低酸素雰囲気とする効果は飽和し、閉空間内部のMg供給量が過剰となり被ろう付け物表面にMgが堆積するため、ろう付性は低下する。より好ましい範囲は2<Y×C/X<6である。 As a result of examining the amount of Mg installed in the closed space, the volume X (cm 3 ) in the closed space, the surface area Y (cm 2 ) of the Mg supply source, and the surface of the Mg supply source in the closed space at the brazing temperature It has been found that the brazing property is affected by the Mg concentration C (mass%). And it turned out that favorable brazing property is obtained when the relational expression of 0.1 <Y × C / X <7 is satisfied. This relational expression can be brazed with a small amount of Mg supply when the volume of the closed space is small, but when the volume of the closed space is large, the area of the Mg supply source is increased or an Mg supply source with a high surface Mg concentration is used. It means that it needs to be installed. When Y × C / X is 0.1 or less, the amount of Mg supplied is small, so the inside of the closed space cannot be maintained in a low oxygen atmosphere, and the brazing property is lowered. On the other hand, if Y × C / X is 7 or more, the effect of Mg in a low oxygen atmosphere is saturated, and the amount of Mg supplied in the closed space becomes excessive, and Mg is deposited on the surface of the brazed object. Will decline. A more preferable range is 2 <Y × C / X <6.
Mg供給源としては、5000系等のMg含有アルミニウム合金またはMg単体を閉空間内に設置することができる。この場合、ろう付加熱の前後で表面のMg濃度はほとんど変化しないので、ろう付温度における閉空間内部のMg供給源の表面Mg濃度C(mass%)は、ろう付加熱前のMg含有量で代用できる。形状は限定されないが、Mg供給源の表面積を明確にするためには板状のものが好ましい。 As the Mg supply source, a Mg-containing aluminum alloy such as 5000 series or Mg alone can be installed in the closed space. In this case, since the Mg concentration on the surface hardly changes before and after the brazing heat, the surface Mg concentration C (mass%) of the Mg supply source in the closed space at the brazing temperature is the Mg content before the brazing heat. Can be substituted. Although the shape is not limited, a plate-like one is preferable in order to clarify the surface area of the Mg supply source.
また、Mg供給源として、Mgを含有するアルミニウム合金を心材とし、該心材の片面または両面にAl−Si合金ろう材をクラッドしたブレージングシートを用いることができる。前記ブレージングシートにより被ろう付け物を構成し、そのMg供給量で十分であれば、閉空間内に別途Mg供給源を設置する必要はない。心材のMgはろう付加熱時にろう材表面に拡散するため、ろう付加熱の前後で表面のMg濃度は変化する。そのため、ろう付温度における閉空間内部のMg供給源の表面Mg濃度C(mass%)としては、ろう付加熱後の表面Mg濃度を適用する。ここで心材のMg含有量は0.15〜2.5mass%(以下、単に%と記す。)とするのが好ましい。0.15%未満では、ろう付加熱中にブレージングシートのろう材に拡散していくMg量が少なくなり、十分なMg量が得られずろう付性が低下する。また、2.5%を超えると、ろう付加熱中に心材からろう材に過剰量のMgが拡散し、上述のようにMgOの酸化膜の厚膜化によりろう付性を低下させる。 Further, as the Mg supply source, a brazing sheet in which an aluminum alloy containing Mg is used as a core and an Al—Si alloy brazing material is clad on one side or both sides of the core can be used. If the brazing sheet is composed of the brazing sheet and its Mg supply amount is sufficient, it is not necessary to install a separate Mg supply source in the closed space. Since Mg of the core material diffuses on the surface of the brazing material during the heat of brazing, the Mg concentration on the surface changes before and after the brazing heat. Therefore, the surface Mg concentration after the brazing heat is applied as the surface Mg concentration C (mass%) of the Mg supply source inside the closed space at the brazing temperature. Here, the Mg content of the core material is preferably 0.15 to 2.5 mass% (hereinafter simply referred to as%). If it is less than 0.15%, the amount of Mg diffusing into the brazing material of the brazing sheet during brazing addition heat decreases, and a sufficient amount of Mg cannot be obtained, resulting in reduced brazing properties. On the other hand, if it exceeds 2.5%, an excessive amount of Mg diffuses from the core material to the brazing material during the brazing heat, and the brazing property is lowered by increasing the thickness of the MgO oxide film as described above.
さらに、Mg供給源として、アルミニウム合金を心材とし、該心材の片面または両面にAl−Si−Mg合金ろう材をクラッドしたブレージングシートを用いることがきる。この場合もろう付加熱によりろう材Mgが心材側に拡散し、ろう付加熱の前後で表面のMg濃度が変化するため、ろう付温度における閉空間内部のMg供給源の表面Mg濃度C(mass%)としては、ろう付加熱後の表面Mg濃度を適用する。ろう材のMg含有量は0.5〜2.0%とするのが好ましい。0.5%未満では、有効な酸化膜破壊作用を発揮し得るだけの十分なMg量が得られず、ろう付性が低下する。また、2.0%を超えると、ろう付加熱中にろう材表面に過剰量のMgが拡散して、ろう材表面から蒸発せずに残留するMgが多量に存在することになる。その結果、MgOの酸化膜が形成され、これが厚膜化してろう付性を低下させる。 Furthermore, as an Mg supply source, a brazing sheet in which an aluminum alloy is used as a core and an Al—Si—Mg alloy brazing material is clad on one or both sides of the core can be used. Also in this case, the brazing material Mg diffuses to the core material side due to the brazing addition heat, and the Mg concentration on the surface changes before and after the brazing addition heat, so the surface Mg concentration C (mass) of the Mg supply source inside the closed space at the brazing temperature %), The surface Mg concentration after the brazing heat is applied. The Mg content of the brazing material is preferably 0.5 to 2.0%. If it is less than 0.5%, a sufficient amount of Mg that can exhibit an effective oxide film breaking action cannot be obtained, and brazing properties are reduced. If it exceeds 2.0%, an excessive amount of Mg diffuses on the surface of the brazing material during the brazing heat, and a large amount of Mg remains without being evaporated from the surface of the brazing material. As a result, an oxide film of MgO is formed, which becomes thicker and lowers the brazing property.
また、心材とろう材の両方のMgを含有したアルミニウム合金をブレージングシートとして用いることも可能である。この場合、ろう材中のMg含有量を0.1〜1.8%とし、心材中のMg含有量を0.15〜1.2%とするのが好ましい。さらに、ろう材の心材と接する面の反対側に酸化防止のためのMgを含有しないアルミニウム合金をクラッドした材料も、Mg供給源として適用可能である。 Moreover, it is also possible to use the aluminum alloy containing Mg of both the core material and the brazing material as the brazing sheet. In this case, the Mg content in the brazing material is preferably 0.1 to 1.8%, and the Mg content in the core material is preferably 0.15 to 1.2%. Furthermore, a material in which an aluminum alloy not containing Mg for preventing oxidation is clad on the opposite side of the surface of the brazing material in contact with the core material is also applicable as the Mg supply source.
ろう付温度で溶融しない範囲であれば、材料の強度や耐食性の観点からMg以外の元素を心材に添加してもよい。このような元素として、材料量の強度を向上させるためには、Si、Fe、Mn、Ni、Cu等が挙げられ、またブレージングシートに犠牲防食効果をもたせて耐食性を向上させるためには、Zn、Sn、Si等が挙げられる。また、Mg以外の添加元素として、ろう材に含有される公知の元素をろう材中に含有させてもよい。このような元素を含有するろう材としては、4.0〜13.0%のSiを含有するAl−Si系アルミニウム合金が好適に用いられる。Si以外にも、ブレージングシートの融点や電位を調整するためにZn、Cu等の元素を添加したろう材を使用することもできる。 As long as it does not melt at the brazing temperature, an element other than Mg may be added to the core material from the viewpoint of the strength and corrosion resistance of the material. Examples of such elements include Si, Fe, Mn, Ni, Cu and the like for improving the strength of the material amount, and Zn for imparting a sacrificial anticorrosive effect to the brazing sheet and improving the corrosion resistance. , Sn, Si and the like. Moreover, you may contain the well-known element contained in a brazing material as additive elements other than Mg in a brazing material. As the brazing material containing such an element, an Al—Si based aluminum alloy containing 4.0 to 13.0% Si is preferably used. In addition to Si, a brazing material to which elements such as Zn and Cu are added in order to adjust the melting point and potential of the brazing sheet can also be used.
また、被ろう付け物を囲う材料をMg供給源とし、Mgを含有するアルミニウム合金を用いることができる。この場合は、閉空間内部には囲いとなる材料の内面からMgが供給されることになる。被ろう付け物のみでは供給されるMg量が不十分な場合は、Mg供給源として有効な手段となる。 In addition, an aluminum alloy containing Mg can be used using a material surrounding the brazed object as an Mg supply source. In this case, Mg is supplied into the closed space from the inner surface of the material to be enclosed. When the amount of Mg to be supplied is insufficient with only the brazing object, it becomes an effective means as an Mg supply source.
本発明に係るろう付方法の条件といては、一般的な条件を用いることができる。ろう材の溶融温度に達するのに要する時間は10〜30分である。ろう付温度は、ろう材の溶融温度以上の温度であり、ろう材の合金組成により異なるが、通常、590〜610℃である。保持時間は通常3〜10分である。 As conditions for the brazing method according to the present invention, general conditions can be used. The time required to reach the melting temperature of the brazing material is 10 to 30 minutes. The brazing temperature is a temperature equal to or higher than the melting temperature of the brazing material, and is usually 590 to 610 ° C., although it varies depending on the alloy composition of the brazing material. The holding time is usually 3 to 10 minutes.
次に、本発明を実施例および比較例に基づき説明する Next, the present invention will be described based on examples and comparative examples.

表1に示す組成の合金を鋳造した。A1〜A5は520℃で均質化処理を行った後、両面を面削して厚さ40mmとし、ブレージングシートの心材とした。ろう材用の合金B1〜B4は熱間圧延により厚さ5mmとした。作製した心材およびろう材を表2のブレージングシートの欄に示す組み合わせで「ろう材/心材/ろう材」の順に組み合わせ、500℃に加熱してクラッド圧延を行い、さらに冷間圧延により厚さ1.0mmとした後に焼鈍を施し、両面ろう材のブレージングシートを作製した。ろう材のクラッド厚さは片面につき0.1mm(クラッド率10%)である。 An alloy having the composition shown in Table 1 was cast. A1 to A5 were homogenized at 520 ° C., and then both surfaces were chamfered to a thickness of 40 mm to obtain a core material for a brazing sheet. Alloys B1 to B4 for brazing material were hot rolled to a thickness of 5 mm. The produced core material and brazing material are combined in the order of “brazing material / core material / brazing material” in the order of the brazing sheet in Table 2 and heated to 500 ° C. to perform clad rolling, and further cold-rolled to a thickness of 1 After annealing to 0.0 mm, annealing was performed to produce a brazing sheet of double-sided brazing material. The clad thickness of the brazing material is 0.1 mm per side (clad rate 10%).
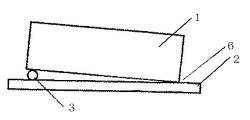
上記のように作製したブレージングシート用いて、図1に示す隙間充填試験片を作製した。ブレージングシートを60×20mmに切断して、垂直板(1)とした。また、板厚1.0mmのJISA3003もベア材を70×20mmに切断したものを水平板(2)とした。垂直板(1)は、水平板(2)に対して垂直に立てられる。φ2.5mmのステンレス線を隙間形成用のスペーサー(3)を、水平板(2)と垂直板(1)の接触部(6)の位置から水平板(2)の長辺方向に沿って60mm離間した位置に、水平板(2)の短辺方向に沿って設置した。このようにして、隙間充填試験片を作製した。各ブレージングシートの心材またはろう材にはMgを含有しているため、ろう付加熱時にはブレージングシートの表面がMgの供給源となる。したがって、ブレージングシートをMgの供給源とする表面積は、ブレージングシートの両面積となり、24cm2である。 Using the brazing sheet produced as described above, a gap filling test piece shown in FIG. 1 was produced. The brazing sheet was cut into 60 × 20 mm to obtain a vertical plate (1). In addition, a JISA3003 having a plate thickness of 1.0 mm was obtained by cutting a bare material into 70 × 20 mm as a horizontal plate (2). The vertical plate (1) stands upright with respect to the horizontal plate (2). Spacer (3) for forming a gap between stainless steel wires of φ2.5 mm, 60 mm along the long side direction of horizontal plate (2) from the position of contact portion (6) between horizontal plate (2) and vertical plate (1) It installed along the short side direction of the horizontal board (2) in the separated position. In this way, a gap filling test piece was produced. Since the core material or brazing material of each brazing sheet contains Mg, the surface of the brazing sheet serves as a supply source of Mg during brazing addition heat. Therefore, the surface area using the brazing sheet as the supply source of Mg is 24 cm 2 for both areas of the brazing sheet.
一方、囲い材としては表1のC1〜C5を熱間圧延と冷間圧延により厚さ1.0mmとした後に焼鈍を施した。囲い材に折り曲げ加工を施し、上記の隙間重点試験片の囲いを作製した。囲いのサイズは上面が80×25mmで高さが25mmのものと、上面が80×40mmで高さが40mmのものの2種類とし、いずれも底面が開いた形状とした。囲い材により形成される空間容積は前者が50cm3、後者が128cm3である。Mgを含有した合金からなる囲い材の場合は、ろう付加熱時に囲い材の内表面がMgの供給源となる。したがって、囲い材をMgの供給源とする表面積は囲い材の内面積となり、前者が72.5cm2、後者が128cm2である。 On the other hand, as the enclosure material, C1 to C5 in Table 1 were annealed after the thickness was set to 1.0 mm by hot rolling and cold rolling. The enclosure material was bent to produce an enclosure for the above-mentioned gap-weighted test piece. There were two types of enclosures, one with an upper surface of 80 × 25 mm and a height of 25 mm, and one with an upper surface of 80 × 40 mm and a height of 40 mm, both of which had an open bottom surface. Volume of space formed by the enclosure material of the former is 50 cm 3, the latter is 128 cm 3. In the case of an enclosure made of an alloy containing Mg, the inner surface of the enclosure becomes a source of Mg during brazing heat. Therefore, the surface area using the enclosure material as the supply source of Mg is the inner area of the enclosure material, the former being 72.5 cm 2 and the latter being 128 cm 2 .
ステンレス板の上に隙間充填試験片を設置し、さらに該隙間充填試験片を覆うように囲いを設置し、フラックスを塗布せずに隙間充填試験片をろう付した。炉内に不活性ガスとして窒素ガスを導入し、酸素濃度を10ppm以下に調整した雰囲気中で加熱した。囲い内の隙間充填試験片の温度を測定し、温度が600℃となるまでの到達時間が15分程度となるような昇温条件で加熱した後、600℃で5分間保持し、その後冷却して炉外に取り出した。 A gap filling test piece was placed on the stainless steel plate, and an enclosure was placed so as to cover the gap filling test piece, and the gap filling test piece was brazed without applying flux. Nitrogen gas was introduced into the furnace as an inert gas and heated in an atmosphere in which the oxygen concentration was adjusted to 10 ppm or less. Measure the temperature of the gap filling test piece in the enclosure, heat it under the temperature rising condition so that the time until the temperature reaches 600 ° C. is about 15 minutes, hold it at 600 ° C. for 5 minutes, and then cool it. Was taken out of the furnace.
図2に示すように、ろう付後の隙間充填試験片について、水平板(2)と垂直板(1)の接点からフィレット(4)が形成された長さを測定し、隙間充填長さ(5)とした。測定した隙間充填長さを表2に示す。隙間充填長さを下記の基準で評価した。
◎:隙間充填長さが30mm以上
○:隙間充填長さが20以上30mm未満
×:隙間充填長さが30mm未満。
◎と○を合格とし、×を不合格とした。
As shown in FIG. 2, for the gap filling test piece after brazing, the length of the fillet (4) formed from the contact point of the horizontal plate (2) and the vertical plate (1) was measured, and the gap filling length ( 5). Table 2 shows the measured gap filling length. The gap filling length was evaluated according to the following criteria.
A: The gap filling length is 30 mm or more. O: The gap filling length is 20 or more and less than 30 mm. X: The gap filling length is less than 30 mm.
◎ and ○ were accepted, and x was rejected.
また、ろう付後のブレージングシートの一部を切り出し、ろう材表面のMg濃度を測定した。Mg濃度の測定はEPMAを使用し、ろう材表面を分析し、予め作成した検量線と比較してろう材表面のMg濃度とした。表面Mg濃度の測定結果を表2に記載した。 Further, a part of the brazing sheet after brazing was cut out, and the Mg concentration on the surface of the brazing material was measured. For the measurement of Mg concentration, EPMA was used to analyze the surface of the brazing material, and compared with a calibration curve prepared in advance, the Mg concentration on the surface of the brazing material was used. The measurement results of the surface Mg concentration are shown in Table 2.
囲い材についてはろう付の前後で表面Mg濃度の変動はほとんどないため、ろう付後の表面分析は行わなかった。囲い材をMgの供給源とする供給源の表面Mg濃度は、材料中に含有するMg量とし、表2に記載した。 Since there was almost no fluctuation in the surface Mg concentration before and after brazing, the surface analysis after brazing was not performed. The surface Mg concentration of the supply source using the enclosure material as the supply source of Mg is the amount of Mg contained in the material, and is shown in Table 2.
各隙間充填試験片についてMg供給源のとなる表面積Y(cm2)と表面Mg濃度C(%)および空間容積X(cm3)よりY×C/Xを計算し、表2に記載した。Mg供給源がブレージングシートと囲い材の両者となる場合は、それぞれのY×Cの合計値を空間容積Xで割ってY×C/Xの値とした。 Y × C / X was calculated from the surface area Y (cm 2 ), the surface Mg concentration C (%), and the space volume X (cm 3 ) serving as the Mg supply source for each gap filling test piece and listed in Table 2. When the Mg supply source is both the brazing sheet and the enclosure, the total value of Y × C is divided by the space volume X to obtain a value of Y × C / X.
本発明例1〜24では隙間充填長さが20mm以上となり、良好なろう付性を示した。比較例1と比較例3〜6ではY×C/Xの値が本発明の範囲よりも小さいため、ろう付性が不合格であった。比較例2ではY×C/Xの値が本発明の範囲よりも大きいため、ろう付性が不合格であった。 In Examples 1 to 24 of the present invention, the gap filling length was 20 mm or more, and good brazing properties were exhibited. In Comparative Example 1 and Comparative Examples 3 to 6, since the value of Y × C / X was smaller than the range of the present invention, the brazing property was unacceptable. In Comparative Example 2, since the value of Y × C / X was larger than the range of the present invention, the brazing property was unacceptable.
本発明のろう付方法を適用し、Mgの酸化皮膜破壊作用を利用しフラックスを用いずに不活性ガス中で加熱することで優れたろう付性を達成できる。また、安定した高信頼性のろう付も可能であり、工業的な適用性にも優れている。 By applying the brazing method of the present invention and utilizing the Mg oxide film breaking action and heating in an inert gas without using a flux, excellent brazing properties can be achieved. In addition, stable and reliable brazing is possible, and industrial applicability is excellent.
1 垂直材
2 水平材
3 スペーサー
4 フィレット
5 隙間充填長さ
6 接触部
DESCRIPTION OF
Claims (5)
0.1<Y×C/X<7 Aluminum that is brazed with aluminum brazing material is placed in a closed space surrounded by aluminum, an Mg supply source is installed inside the closed space, and aluminum is heated in an inert gas atmosphere without using a flux. In the brazing method of the alloy, the volume X (cm 3 ) inside the closed space, the surface area Y (cm 2 ) of the Mg source inside the closed space, the surface Mg concentration C ( mass%) satisfy | fills the following relational expression, The brazing method of the aluminum alloy characterized by the above-mentioned.
0.1 <Y × C / X <7
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012066459A JP2013193128A (en) | 2012-03-23 | 2012-03-23 | Brazing method of aluminum alloy |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012066459A JP2013193128A (en) | 2012-03-23 | 2012-03-23 | Brazing method of aluminum alloy |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013193128A true JP2013193128A (en) | 2013-09-30 |
Family
ID=49392709
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012066459A Pending JP2013193128A (en) | 2012-03-23 | 2012-03-23 | Brazing method of aluminum alloy |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2013193128A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023228917A1 (en) * | 2022-05-24 | 2023-11-30 | マレリ株式会社 | Heat exchanger and method for manufacturing same |
-
2012
- 2012-03-23 JP JP2012066459A patent/JP2013193128A/en active Pending
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023228917A1 (en) * | 2022-05-24 | 2023-11-30 | マレリ株式会社 | Heat exchanger and method for manufacturing same |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6649889B2 (en) | Aluminum alloy brazing sheet | |
| JP5269888B2 (en) | Iron-based heat-resistant and corrosion-resistant brazing material | |
| US20200370847A1 (en) | Heat exchanger and method of manufacturing the same | |
| JP6468983B2 (en) | Aluminum alloy brazing sheet, manufacturing method thereof, aluminum alloy sheet and heat exchanger | |
| JP2014050861A (en) | Aluminum-alloy-made brazing sheet | |
| CN102251154A (en) | Aluminum alloy brazing sheet | |
| JP5845189B2 (en) | Brazing method for aluminum member and brazing apparatus used therefor | |
| CN102241170A (en) | Aluminum alloy brazing sheet | |
| JP2007327094A (en) | Clad material of high-strength aluminum alloy excellent in brazability for heat exchanger | |
| CN109642274A (en) | Aluminum alloy brazing sheet | |
| JP4474228B2 (en) | Brazing method | |
| JP2009195981A (en) | Clad material for brazing and brazed product | |
| JP2014037576A (en) | Brazing sheet made of aluminum alloy, and method for brazing the same | |
| JP5695490B2 (en) | Aluminum alloy brazing sheet | |
| JP2012050992A (en) | Fluxless brazing method of aluminum material, aluminum brazing sheet for fluxless brazing, and aluminum alloy brazing material for fluxless brazing | |
| JP2011068933A (en) | Aluminum alloy clad material for heat exchanger | |
| JP2011025276A (en) | Brazing method for brazing sheet made of aluminum alloy | |
| JP2007327093A (en) | Clad material of high-strength aluminum alloy excellent in brazability for heat exchanger | |
| JP5490603B2 (en) | Brazing method of aluminum member | |
| JP2011241440A (en) | Aluminum alloy brazing sheet | |
| JP2013193128A (en) | Brazing method of aluminum alloy | |
| CN112041472B (en) | Aluminum alloy heat exchanger | |
| JP6763036B2 (en) | Aluminum alloy brazing sheet, its manufacturing method, aluminum alloy sheet and heat exchanger | |
| JP5687849B2 (en) | Aluminum alloy brazing sheet | |
| JP2013215735A (en) | Aluminum alloy brazing sheet |