JP2013156458A - 光学基材用粘着シート - Google Patents
光学基材用粘着シート Download PDFInfo
- Publication number
- JP2013156458A JP2013156458A JP2012017408A JP2012017408A JP2013156458A JP 2013156458 A JP2013156458 A JP 2013156458A JP 2012017408 A JP2012017408 A JP 2012017408A JP 2012017408 A JP2012017408 A JP 2012017408A JP 2013156458 A JP2013156458 A JP 2013156458A
- Authority
- JP
- Japan
- Prior art keywords
- film
- sensitive adhesive
- pressure
- polyester
- release
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images


Landscapes
- Polarising Elements (AREA)
- Adhesive Tapes (AREA)
Abstract
【課題】 本発明は、光学基材用粘着シートを光学部材に用いた場合、視認性向上、高透明性、飛散防止等の機能を有し、例えば、タッチパネル、液晶偏光板、位相差板等の液晶構成部材製造用、PDP構成部材製造用、有機EL構成部材製造用等、各種ディスプレイ構成部材製造用のほか、各種光学用途等に好適な光学基材用粘着シートを提供するものである。
【解決手段】 内部透明度が96.5%以上のフィルム基材の両面に粘着シート層を有する粘着シートであり、当該粘着シート層のそれぞれの表面に厚さ1mmのフロート板ガラスを貼り合わせた時の粘着シートのヘーズが1.2%以下であり、粘着シート層の両面にそれぞれ離型層を有することを特徴とする光学基材用粘着シート。
【選択図】 図1
【解決手段】 内部透明度が96.5%以上のフィルム基材の両面に粘着シート層を有する粘着シートであり、当該粘着シート層のそれぞれの表面に厚さ1mmのフロート板ガラスを貼り合わせた時の粘着シートのヘーズが1.2%以下であり、粘着シート層の両面にそれぞれ離型層を有することを特徴とする光学基材用粘着シート。
【選択図】 図1
Description
本発明は、光学基材用粘着シートを光学用途に用いた場合、高透明性、飛散防止等の機能を持つため、例えば、タッチパネル、液晶偏光板、位相差板等の液晶構成部材製造用、PDP構成部材製造用、有機EL構成部材製造用等、各種ディスプレイ構成部材製造用のほか、各種光学用途等に好適な光学基材用粘着シート用に関するものである。
従来、物体間を面接着する粘着シートは種々知られており、粘着シートの1つとして基材レス両面粘着シートが知られている。
基材レス両面粘着シートは、粘着剤層の両面に剥離力の相対的に低い軽剥離シートと、剥離力の相対的に高い重剥離シートが積層されて構成され、両面の剥離シートを除去した後には、支持基材を有さない粘着剤層のみとなる両面粘着シートである。
基材レス両面粘着シートは、まず、軽剥離の離型フィルムが剥がされ、露出された粘着剤層の一方の面が物体面に接着され、その接着後、さらに重剥離の離型フィルムが剥がされ、露出された粘着剤層の他方の面が、異なる物体面に接着され、これにより物体間が面接着される。この別物体に貼り合せる工程で、軽剥離側と重剥離側のセパ同士の剥離力のバランスが重要である。
近年、基材レス両面粘着シートは、その用途が広がりつつあり、各種光学用途の部材、等、にも用いられている。例えば、タッチパネルの部材として電子基材とタッチパネル表面のガラスに貼り合わされた時には、今まで以上に基材として残る粘着剤の異物等の欠点が重要な問題となっている。
上記に示した基材レス両面粘着シートの技術を応用して、高透明なフィルム基材に挟み込むことで、コストが高い粘着剤の厚み、使用量を減らし、安価な光学基材用粘着シートの開発が求められている。
いくつかのタッチパネルやTV等の外面にガラスを用いる用途の場合、このような光学基材用粘着シートは飛散防止機能を有する。また、タッチパネルやTV、等、の外面にガラスを用いる用途の場合、このような光学基材用粘着シートは衝撃吸収機能を有する。また、粘着剤に多機能を持たすような用途、例えば、第一粘着剤には高透明、第2粘着剤には高屈折等の場合、バラエティー豊富な付加機能粘着剤として利用できる。
上記用途の光学基材用粘着シートの技術障壁は、フィルム基材(=芯の役割)として使用されるフィルムの光学特性にあり、粘着剤のみのシートと比較して、光線透過性、ヘーズや屈折率などによる、光損失や見た目の変化が著しくない事が求められる。また、透明性も1つの指標として求められ、透明性が高ければ、黒色のコントラスト比が付き、より黒味を強く出す事ができ、ハイエンドのものにも使用できるようになる。
また、視認性の観点では、フィルム基材に使用される滑剤の影響から、透過光下で粒子の凝集が元の粒状感が見えることが多く、タッチパネルやパソコンモニターなどに用いられる場合、比較的人間の目の近くで見られることが多く目立つ。このために、粒状感から来る視認性向上は、技術障壁が非常に高い解決課題の1つである。
本発明は、上記実情に鑑みなされたものであって、その解決課題は、光学基材用粘着シートを光学用途に用いた場合、視認性向上、高透明性、飛散防止等の機能を有し、例えば、タッチパネル、液晶偏光板、位相差板等の液晶構成部材製造用、PDP構成部材製造用、有機EL構成部材製造用等、各種ディスプレイ構成部材製造用のほか、各種光学用途等に好適な光学基材用粘着シートを提供するものである。
本発明者らは、上記実情に鑑み鋭意検討した結果、特定の構成を有するポリエステルフィルムによれば、上記課題を容易に解決できることを見いだし、本発明を完成するに至った。
すなわち、本発明の要旨は、内部透明度が96.5%以上のフィルム基材の両面に粘着シート層を有する粘着シートであり、当該粘着シート層のそれぞれの表面に厚さ1mmのフロート板ガラスを貼り合わせた時の粘着シートのヘーズが1.2%以下であり、粘着シート層の両面にそれぞれ離型層を有することを特徴とする光学基材用粘着シートに存する。
本発明によれば、ポリエステルフィルムを挟むことで、通常、同じ厚みの粘着剤と比較し、安価、必要な透明性、かつ、視認性に優れ、さらには、ガラス基材を使う構成において、飛散防止効果を持つ光学基材用粘着シートを提供することができ、本発明の工業的価値は高い。
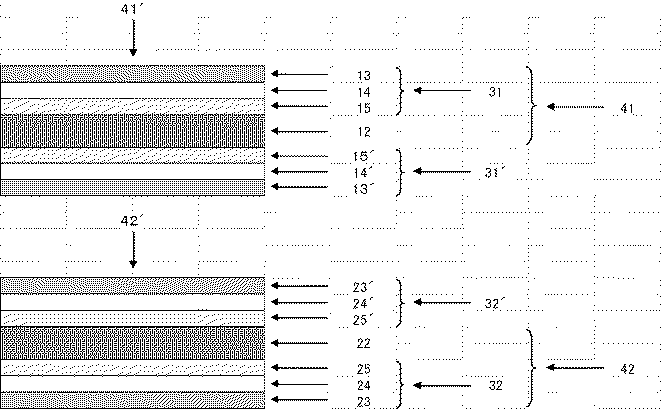
図1に示すように、光学基材用粘着シート10は、フィルム基材11の両面に、第1、および、第2基材レス両面粘着シートが貼り合わされることで、積層されて構成される。フィルム基材11に貼り合わされた第1基材レス両面粘着シート41の第1剥離フィルム31は、いわゆる軽剥離シートであって、ポリエステルフィルムからなる離型フィルム基材13、塗布層14、第1離型剤層15が積層されて構成され、第1離型剤層15が粘着剤層12に剥離可能に仮着されている。さらに、フィルム基材11に貼り合わされた第2基材レス両面粘着シート42の第2剥離フィルム32は、いわゆる重剥離シートであって、ポリエステルフィルムからなる離型フィルム基材23、塗布層24、第2離型剤層25が積層されて構成され、第2離型剤層25が粘着剤層22に剥離可能に仮着されている。
図2に示すように、第1基材レス両面粘着シート前駆体41’は、粘着剤層12の両面に、第1、および、第1’離型フィルムが積層されて構成される。粘着剤層12に貼り合わされた第1剥離フィルム31は、第1’剥離フィルム31’と比較すると、いわゆる重剥離シートであって、ポリエステルフィルムからなる第1離型フィルム基材13、第1塗布層14、第1離型剤層15が積層されて構成され、第1離型剤層15が粘着剤層12に剥離可能に仮着されている。さらに、粘着剤層12に貼り合わされた第1’剥離フィルム31’は、第1剥離フィルム31と比較すると、いわゆる軽剥離シートであって、ポリエステルフィルムからなる第1’離型フィルム基材13’、第1’塗布層14’、第1’離型剤層15’が積層されて構成され、第1’離型剤層15’が粘着剤層12に剥離可能に仮着されている。
さらに、図2に示すように、第2基材レス両面粘着シート前駆体42’は、粘着剤層22の両面に、第2、および、第2’離型フィルムが積層されて構成される。粘着剤層22に貼り合わされた第2剥離フィルム32は、第2’剥離フィルム32’と比較すると、いわゆる重剥離シートであって、ポリエステルフィルムからなる第2離型フィルム基材23、第2塗布層24、第2離型剤層25が積層されて構成され、第2離型剤層25が粘着剤層22に剥離可能に仮着されている。さらに、粘着剤層22に貼り合わされた第2’剥離フィルム32’は、第2剥離フィルム32と比較すると、いわゆる軽剥離シートであって、ポリエステルフィルムからなる第2’離型フィルム基材23’、第2’塗布層24’、第2’離型剤層25’が積層されて構成され、第2’離型剤層25’が粘着剤層22に剥離可能に仮着されている。
本発明におけるフィルム基材とは、光学特性として、高透明、低ヘーズを特徴としたポリマーフィルムであれば良い。特に、本発明では、上記特性に優れ、安価で、加工性に優れたポリエステルを使用することが特に好ましい。
本発明で言うポリエステルフィルムとは、押出口金から溶融押出される、いわゆる押出法により押出した溶融ポリエステルシートを冷却した後、必要に応じ、延伸、熱処理を施したフィルムである。
離型フィルム31、31’と32、32’に用いる基材を形成するポリエステルとしては、芳香族ジカルボン酸と脂肪族グリコールとを重縮合させて得られるものである。芳香族ジカルボン酸としては、テレフタル酸、2,6−ナフタレンジカルボン酸などが挙げられ、脂肪族グリコールとしては、エチレングリコール、ジエチレングリコール、1,4−シクロヘキサンジメタノール等が挙げられる。代表的なポリエステルとしては、ポリエチレンテレフタレート(PET)、ポリエチレン−2,6−ナフタレンジカルボキシレート(PEN)等が例示される。また、用いるポリエステルは、ホモポリエステルであっても共重合ポリエステルであってもよい。共重合ポリエステルの場合は、30モル%以下の第三成分を含有した共重合体であればよい。このような共重合ポリエステルのジカルボン酸成分としては、イソフタル酸、フタル酸、テレフタル酸、2,6−ナフタレンジカルボン酸、アジピン酸、セバシン酸およびオキシカルボン酸(例えば、P−オキシ安息香酸など)等から選ばれる一種または二種以上が挙げられる。一方のグリコール成分としては、エチレングリコール、ジエチレングリコール、プロピレングリコール、ブタンジオール、1,4−シクロヘキサンジメタノール、ネオペンチルグリコール等から選ばれる一種または二種以上が挙げられる。
本発明で得られるポリエステルには、本発明の要旨を損なわない範囲で、耐候剤、耐光剤、帯電防止剤、潤滑剤、遮光剤、抗酸化剤、蛍光増白剤、マット化剤、熱安定剤、および染料、顔料などの着色剤などを配合してもよい。
フィルムに配合する粒子としては、酸化ケイ素、アルミナ、炭酸カルシウム、カオリン、酸化チタンおよび特公昭59−5216号公報に記載されているような架橋高分子微粉体等を挙げることができる。これらの粒子は、単独あるいは2成分以上を同時に使用してもよい。これら粒子の配合量は、フィルムを構成するポリエステルに対し、通常1重量%以下、好ましくは0.01〜1重量%、さらに好ましくは0.02〜0.6重量%の範囲である。粒子の含有量が少ない場合には、フィルム表面を適度な粗面にすることができず、フィルム製造工程において、表面のキズが発生しやすかったり、巻き特性が劣ったりする傾向がある。また、粒子の含有量が1重量%を超える場合には、フィルム表面の粗面化の度合いが大きくなりすぎて透明性が損なわれることがある。
離型フィルム31、31’と32、32’に用いるポリエステルフィルム中に配合する粒子の平均粒径としては、特に限定されるものではないが、通常0.02μm〜5μm、好ましくは0.02μm〜3.5μm、さらに好ましくは0.02μm〜3.2μmの範囲である。平均粒径が0.02μm未満の粒子を用いた場合には、十分な易滑性の付与ができないため、フィルム製造工程における巻き特性が劣る傾向がある。また、平均粒径が5μmを超える場合には、フィルム表面の粗面化の度合いが大きくなりすぎてフィルムの曇り度が高くなる場合がある。
一方、フィルムの透明性を向上させるため、2層以上の積層フィルムとした場合、表層のみに粒子を配合する方法も好ましく採用される。この場合の表層とは、少なくとも表裏どちらか1層であり、もちろん表裏両層に粒子を配合することもできる。かかる積層フィルムとした場合の粒子の配合量は、表層を構成するポリエステルに対し、好ましくは0.01〜1重量%、さらに好ましくは0.02〜0.6重量%の範囲である。
また、用いられる粒子の粒度分布はシャープな物が好ましい。具体的には、粒度分布のシャープさを表す指標である粒度分布値が1.0〜2.0のものが好ましい。なお、ここで粒度分布値とは、粒度分布値d25/d75(d25、d75は粒子群の積算堆積を大粒子側から計算し、それぞれ総体積の25%、75%に相当する粒径(μm)を示す)により定義される値である。粒度分布値が2.0を超える場合、透明性が不十分になる可能性がある。
本発明において、ポリエステルに粒子を配合する方法としては、特に限定されるものではなく、公知の方法を採用し得る。例えば、ポリエステルを製造する任意の段階において添加することができるが、好ましくはエステル化の段階、もしくはエステル交換反応終了後重縮合反応開始前の段階でエチレングリコール等に分散させたスラリーとして添加し重縮合反応を進めてもよい。またベント付き混練押出機を用い、エチレングリコールまたは水などに分散させた粒子のスラリーとポリエステル原料とをブレンドする方法、または、混練押出機を用い、乾燥させた粒子とポリエステル原料とをブレンドする方法などによって行われる。
なおポリエステルは、溶融重合後これをチップ化し、加熱減圧下または窒素等不活性気流中に必要に応じてさらに固相重合を施してもよい。得られるポリエステルの固有粘度は0.40dL/g以上であることが好ましく、0.40〜0.90dL/gであることがさらに好ましい。
次に本発明のフィルムの製造方法に関して具体的に説明するが、本発明の要旨を満足する限り、以下の例示に特に限定されるものではない。
まず、本発明で使用するポリエステルの製造方法の好ましい例について説明する。ここではポリエステルとしてポリエチレンテレフタレートを用いた例を示すが、使用するポリエステルにより製造条件は異なる。常法に従って、テレフタル酸とエチレングリコールからエステル化し、または、テレフタル酸ジメチルとエチレングリコールをエステル交換反応させて、その生成物を重合槽に移送し、減圧しながら温度を上昇させ、最終的に真空下で280℃に加熱して重合反応を進め、ポリエチレンテレフタレート得る。
次に例えば上記のようにして得、公知の手法により乾燥したポリエステルチップを溶融押出装置に供給し、それぞれのポリマーの融点以上である温度に加熱し溶融する。次いで、溶融したポリマーを口金から押出し、回転冷却ドラム上でガラス転移温度以下の温度になるように急冷固化し、実質的に非晶状態の未配向シートを得る。この場合、シートの平面性を向上させるため、シートと回転冷却ドラムとの密着性を高めることが好ましく、本発明においては静電印加密着法および/または液体塗布密着法が好ましく採用される。本発明においては、このようにして得られたシートを2軸方向に延伸してフィルム化する。
延伸条件について具体的に述べると、前記未延伸シートを好ましくは縦方向に70〜145℃で2〜6倍に延伸し、縦1軸延伸フィルムとした後、横方向に90〜160℃で2〜6倍延伸を行い、150〜240℃で1〜600秒間熱処理を行うことが好ましい。さらにこの際、熱処理の最高温度ゾーンおよび/または熱処理出口のクーリングゾーンにおいて、縦方向および/または横方向に0.1〜20%弛緩する方法が好ましい。また、必要に応じて再縦延伸、再横延伸を付加することも可能である。さらに、前記の未延伸シートを面積倍率が10〜40倍になるように同時二軸延伸を行うことも可能である。
延伸条件について具体的に述べると、前記未延伸シートを好ましくは縦方向に70〜145℃で2〜6倍に延伸し、縦1軸延伸フィルムとした後、横方向に90〜160℃で2〜6倍延伸を行い、150〜240℃で1〜600秒間熱処理を行うことが好ましい。さらにこの際、熱処理の最高温度ゾーンおよび/または熱処理出口のクーリングゾーンにおいて、縦方向および/または横方向に0.1〜20%弛緩する方法が好ましい。また、必要に応じて再縦延伸、再横延伸を付加することも可能である。さらに、前記の未延伸シートを面積倍率が10〜40倍になるように同時二軸延伸を行うことも可能である。
本発明の離型フィルム厚みは、フィルムとして製膜可能な範囲で、かつ、離型フィルムとしての加工が可能であれば特に限定されるものではないが、通常、10〜300μm、好ましくは、30〜188μm、さらに好ましくは、50〜75μmの範囲である。フィルム厚みが10μm未満では、フィルムに腰がない、工程内の異物を転写することがあり、また、離型フィルムを剥がす工程でトラブルを生じるおそれがある。フィルム厚みが300μmを超える場合は、製膜や加工時に生産性が悪くなり、製造コストが上がることになる。
本発明は、基材レス両面粘着シートの両側に、異なる厚さの離型フィルムを用いるのが好ましく、具体的には、第2離型フィルムの厚さが、第1離型フィルムの厚さの1.2倍以上、好ましくは1.4倍以上とする。軽剥離側の第1離型フィルムのフィルム厚さを薄くすることで、第1離型フィルムを剥がす時に第2離型フィルムと粘着層の界面で発生する浮きを防ぐことができる。上記の浮きという現象は、剥離の際に剥離力が弱く、一部、粘着剤層が剥離し、空気等を噛みこみ、外観が悪くなる現象のことを言う。
また、粘着剤を離型フィルムの離型面上に塗布した場合に、工程上の異物や凹凸の影響をなくすために、製造コストを考慮した場合には、凹凸や異物の影響をより受けやすい第2離型フィルムのフィルム厚さを厚くした方が好ましい。
軽剥離側の離型フィルムの厚さと、重剥離側の離型フィルムの厚さの比が1.2倍より大きい方が好ましく、1.2倍未満では、コストへの関与が少なくなる傾向がある。
本発明おいて、オリゴマー(以後、OLと略する事がある)とは、熱処理後、結晶化してフィルム表面に析出する低分子量物のうちの環状三量体と定義する。
本発明においては、通常のOL含有量のポリエステルからなる層の少なくとも片側の表面に、OL含有量の少ないポリエステルを共押出積層した構造を有するフィルムであってもよく、かかる構造を有する場合、本発明で得られる離型フィルム用ポリエステルフィルムにおいて、析出したOLによる輝点を防止する効果が得られ、特に好ましい。
塗布層14、14’あるいは、塗布層24、24’のOL防止塗布層を形成する方法は、特に制限されないが、ポリエステルフィルムを製造する工程中で塗布液を塗布する方法が好適に採用される。具体的には、未延伸シート表面に塗布液を塗布して乾燥する方法、一軸延伸フィルム表面に塗布液を塗布して乾燥する方法、二軸延伸フィルム表面に塗布液を塗布して乾燥する方法等が挙げられる。これらの中では、未延伸フィルムまたは一軸延伸フィルム表面に塗布液を塗布後、フィルムに熱処理を行う過程で同時に塗布層を乾燥硬化する方法が経済的である。また、塗布層を形成する方法として、必要に応じ、前述の塗布方法の幾つかを併用した方法も採用し得る。具体的には、未延伸シート表面に第一層を塗布して乾燥し、その後、一軸方向に延伸後、第二層を塗布して乾燥する方法等が挙げられる。ポリエステルフィルムの表面に塗布液を塗布する方法としては、原崎勇次著、槙書店、1979年発行、「コーティング方式」に示されるリバースロールコーター、グラビアコーター、ロッドコーター、エアドクターコーター等を使用することができる。
本発明において用いる塗布液は、通常、安全性や衛生性の観点から水を主たる媒体として調整されていることが好ましい。水を主たる媒体とする限りにおいて、水への分散を改良する目的あるいは造膜性能を改良する目的で少量の有機溶剤を含有していてもよい。有機溶剤は、主たる媒体である水と混合して使用する場合、水に溶解する範囲で使用することが好ましいが、長時間の放置で分離しないような安定した乳濁液(エマルジョン)であれば、水に溶解しない状態で使用してもよい。有機溶剤は単独で用いてもよいが、必要に応じて二種以上を併用してもよい。
次に本発明のポリエステルフィルムを構成する塗布層14、14’あるいは、塗布層24、24’のOL防止目的の塗布層を形成する方法について説明する。塗布層に関しては、ポリエステルフィルムの延伸工程中にフィルム表面を処理する、インラインコーティングにより設けられてもよく、一旦製造したフィルム上に系外で塗布する、オフラインコーティングを採用してもよく、両者を併用してもよい。製膜と同時に塗布が可能であるため、製造が安価に対応可能であり、塗布層の厚みを延伸倍率により変化させることができるという点でインラインコーティングが好ましく用いられる。
インラインコーティングについては、以下に限定するものではないが、例えば、逐次二軸延伸においては、特に縦延伸が終了した横延伸前にコーティング処理を施すことができる。インラインコーティングによりポリエステルフィルム上に塗布層が設けられる場合には、製膜と同時に塗布が可能になると共に塗布層を高温で処理することができ、ポリエステルフィルムとして好適なフィルムを製造できる。
本発明において、塗布層14、14’あるいは、塗布層24、24’にバインダーポリマーを使用することが通常であるが、バインダーポリマーとは、高分子化合物安全性評価フロースキーム(昭和60年11月 化学物質審議会主催)に準じて、ゲルパーミエーションクロマトグラフィー(GPC)測定による数平均分子量(Mn)が1000以上の高分子化合物で、かつ造膜性を有するものと定義する。
塗布層中の成分の分析は、例えば、TOF−SIMS等の表面分析によって行うことができる。
インラインコーティングによって塗布層を設ける場合は、上述の一連の化合物を水溶液または水分散体として、固形分濃度が0.1〜50重量%程度を目安に調整した塗布液をポリエステルフィルム上に塗布する要領にて積層ポリエステルフィルムを製造するのが好ましい。また、本発明の主旨を損なわない範囲において、水への分散性改良、造膜性改良等を目的として、塗布液中には少量の有機溶剤を含有していてもよい。有機溶剤は1種類のみでもよく、適宜、2種類以上を使用してもよい。
上記の目的を果たすため、本発明では、塗布によりフィルム表面にOLの析出防止層を形成し、当該層がポリビニルアルコールを10〜100重量%、好ましくは20〜90重量%、さらに好ましくは30〜90重量%含有するものとする。ポリビニルアルコールの含有量が10重量%未満では、オリゴマー封止効果が不十分で好ましくない。
本発明で用いるポリビニルアルコールは、通常の重合反応によって合成することができ、水溶性であることが好ましい。ポリビニルアルコールの重合度は、特に限定されるものではないが、通常100以上、好ましくは300〜40000のものが用いられる。重合度が100以下の場合、塗布層の耐水性が低下する傾向がある。本発明で用いるポリビニルアルコールのけん化度は、特に限定されるものではないが、通常70モル%以上、好ましくは80モル%以上、99.9モル%以下であるポリ酢酸ビニルけん化物が実用上用いられる。
本発明における塗布層14、14’あるいは、塗布層24、24’には、必要に応じて上記のポリビニルアルコール以外の水溶性または水分散性のバインダー樹脂を併用してもよい。かかるバインダー樹脂としては、例えば、ポリエステル、ポリウレタン、アクリル樹脂、ビニル樹脂、エポキシ樹脂、アミド樹脂、アクリレート樹脂、等が挙げられる。これらは、それぞれの骨格構造が共重合等により実質的に複合構造を有していてもよい。複合構造を持つバインダー樹脂としては、例えば、アクリル樹脂グラフトポリエステル、アクリル樹脂グラフトポリウレタン、ビニル樹脂グラフトポリエステル、ビニル樹脂グラフトポリウレタン、アクリレート樹脂グラフトポリエチレングリコール、等が挙げられる。バインダー成分の配合量は、塗布層に対する重量部で50重量部以下、さらには30重量部以下の範が好ましい。さらに本発明のフィルムの塗布層中には、必要に応じて架橋反応性化合物を含んでいてもよい。
架橋反応性化合物としては、メチロール化あるいはアルキロール化した尿素系、メラミン系、グアナミン系、アクリルアミド系、ポリアミド系などの化合物、ポリアミン類、エポキシ化合物、オキサゾリン化合物、アジリジン化合物、ブロックイソシアネート化合物、シランカップリング剤、チタンカップリング剤、ジルコ−アルミネート系カップリング剤、金属キレート、有機酸無水物、有機過酸化物、熱または光反応性のビニル化合物や感光性樹脂などの多官能低分子化合物および高分子化合物から選択される。
架橋反応性化合物は、主に易接着樹脂層に含まれる樹脂が有する官能基と架橋反応することで、易接着樹脂層の凝集性、表面硬度、耐擦傷性、耐溶剤性、耐水性を改良することができる。例えば、易接着樹脂の官能基が水酸基の場合、架橋反応性化合物としては、メラミン系化合物、ブロックイソシアネート化合物、有機酸無水物などが好ましく、易接着ポリエステルの官能基が有機酸およびその無水物の場合、架橋反応性化合物としてはエポキシ系化合物、メラミン系化合物、オキサゾリン系化合物、金属キレートなどが好ましく、易接着樹脂の官能基がアミン類の場合、架橋反応性化合物としてはエポキシ系化合物などが好ましく、易接着樹脂に含まれる官能基と架橋反応効率が高いものを選択して用いることが好ましい。本発明におけるメラミン化合物としては、アルキロールまたはアルコキシアルキロール化したメラミン系化合物であるメトキシメチル化メラミン、ブトキシメチル化メラミン等が例示され、メラミンの一部に尿素等を共縮合したものも使用できる。
架橋反応性化合物は反応性官能基が1分子中に2官能以上必ず含まれる限りにおいて、低分子量化合物であっても、反応性官能基を有する高分子重合体のいずれであってもよい。架橋反応性化合物の配合量は、易接着樹脂層に対する重量部で50重量部以下、さらには30重量部以下、特に15重量部以下の範囲が好ましい。
さらに本発明の易接着樹脂層中には、必要に応じて塗布層の滑り性改良のために不活性粒子を含んでいてもよい。
さらに本発明の易接着樹脂層中には、必要に応じて塗布層の滑り性改良のために不活性粒子を含んでいてもよい。
不活性粒子としては、無機不活性粒子、有機不活性粒子があり、無機不活性粒子としては、例えば、シリカゾル、アルミナゾル、炭酸カルシウム、酸化チタン等が挙げられる。
有機不活性粒子としては、ポリスチレン系樹脂、ポリアクリル系樹脂、ポリビニル系樹脂による単独あるいは共重合体を含む微粒子、またはこれらと架橋成分を複合した架橋粒子に代表される有機粒子が挙げられる。これらの不活性粒子は軟化温度または分解温度が約200℃以上、さらには250℃以上、特に300℃以上であることが好ましい。不活性粒子の平均粒径(d)は、易接着樹脂層の平均膜厚を(L)とした際、1/3≦d/L≦3、さらには1/2≦d/L≦2の関係を満足するように選択するのが好ましい。
有機不活性粒子としては、ポリスチレン系樹脂、ポリアクリル系樹脂、ポリビニル系樹脂による単独あるいは共重合体を含む微粒子、またはこれらと架橋成分を複合した架橋粒子に代表される有機粒子が挙げられる。これらの不活性粒子は軟化温度または分解温度が約200℃以上、さらには250℃以上、特に300℃以上であることが好ましい。不活性粒子の平均粒径(d)は、易接着樹脂層の平均膜厚を(L)とした際、1/3≦d/L≦3、さらには1/2≦d/L≦2の関係を満足するように選択するのが好ましい。
本発明の塗布層14、14’あるいは、塗布層24、24’は、必要に応じて界面活性剤、消泡剤、塗布性改良剤、増粘剤、低分子帯電防止剤、有機系潤滑剤、酸化防止剤、紫外線吸収剤、発泡剤、染料、顔料等の添加剤を少量含有していてもよい。これらの添加剤は単独で用いてもよいが、必要に応じて二種以上を併用してもよい。本発明のフィルムの塗布層は、ポリエステルフィルムの片面だけに形成してもよいし、両面に形成してもよい。片面のみに形成する場合、その反対面には必要に応じて別種の塗布層を形成させ、さらに他の特性を付与することもできる。なお、塗布液のフィルムへの塗布性および接着性を改良するため、塗布前のフィルムに化学処理や放電処理等を施してもよい。
本発明におけるポリエステルフィルムに関して、ポリエステルフィルム上に設けられる塗布層の膜厚は、通常0.002〜1.0g/m2、より好ましくは0.005〜0.5g/m2、さらに好ましくは0.01〜0.2g/m2の範囲である。膜厚が0.002g/m2未満の場合は十分な密着性が得られない可能性があり、1.0g/m2を超える場合は、外観や透明性、フィルムのブロッキング性が悪化する可能性がある。
本発明のポリエステルフィルムにおいて、塗布層を設ける方法は、リバースグラビアコート、ダイレクトグラビアコート、ロールコート、ダイコート、バーコート、カーテンコート等、従来公知の塗工方式を挙げることができる。塗工方式に関しては「コーティング方式」槇書店 原崎勇次著 1979年発行に記載例がある。
本発明において、ポリエステルフィルム上に塗布層14、あるいは、塗布層24を形成する際の乾燥および硬化条件に関しては、特に限定されるわけではなく、例えば、オフラインコーティングにより塗布層を設ける場合、通常、80〜200℃で3〜40秒間、好ましくは100〜180℃で3〜40秒間を目安として熱処理を行うのが良い。
一方、インラインコーティングにより塗布層を設ける場合、通常、70〜280℃で3〜200秒間を目安として熱処理を行うのが良い。
また、オフラインコーティングあるいはインラインコーティングに係わらず、必要に応じて熱処理と紫外線照射等の活性エネルギー線照射とを併用してもよい。本発明における積層ポリエステルフィルムを構成するポリエステルフィルムにはあらかじめ、コロナ処理、プラズマ処理等の表面処理を施してもよい。
本発明のポリエステルフィルムの塗布層14、14’あるいは、塗布層24、24’は、バインダー樹脂と架橋剤とを任意割合で配合することで形成することが好ましいく、その場合、層が密にバリア層を形成するためOLを抑制することができる。このため、ポリエステルフィルムからのOLを極力、粘着剤に付着させない、また、先の加工工程内で出さない効果がある。よって、本発明のポリエステルフィルムの塗布層14あるいは塗布層24の層構成は、両面が好ましく、用途に応じて、少なくとも片面に塗布することが必要とされる。
本発明の光学基材用粘着シートに用いる離型フィルムは、少なくとも二軸配向ポリエステルフィルム(離型フィルム基材)、離型剤層の順に設けられて形成される。生産工程汚染を防ぐために、好ましくは、OL封止層である塗布層が設けられた方が良い。その場合、二軸配向ポリエステルフィルム13、塗布層14、および、離型剤層15の順に設けられて形成される。
前記塗布層が設けられない場合は、離型フィルムや、基材レス両面粘着シートの製造工程、さらには、光学基材用粘着シートの他の部材への貼り合わせ工程でOLが発生しやすくなり好ましくない。
本発明の光学基材用粘着シートに用いる基材レス両面粘着シートでは、例えば、離型フィルムの離型層の上に、粘着剤が塗工された後、乾燥されて粘着剤層が形成され、次いで、その離型層の上に剥離力の異なる離型フィルムがラミネートされることにより製造されるが、前記塗布層が設けられない場合は、製造工程で発生したOLにより、工程汚染の他に、粘着剤層を電子基材に貼り合せた時にOLの影響で、電子部品に不具合を発生させてしまうことがある。
本発明において、離型フィルムが塗布層を有する場合、それらの離型フィルムを熱処理(180℃、10分間)した後、塗布層がある離型層表面からジメチルホルムアミドにより抽出されるOL量は、1.0mg/m2以下であることが好ましい。OLが1.0mg/m2を超える場合、工程汚染があり、粘着剤貼り合わせ時に、異物が発生し、製品の歩留まりが落ちるなどの不具合が生じることがある。
また、本発明の光学基材用粘着シートの離型フィルムにおいて、更なる表面機能を持たせるためには、構成する塗布層は、易接着層、帯電防止層、または、帯電防止易接着層を有することが好ましい。
本発明における塗布層状、もしくは、フィルム上に設けられた離型塗布層15、15’、あるいは、塗布層25、25’は、離型性を有する材料を含有していれば、特に限定されるものではない。その中でも、硬化型シリコーン樹脂を含有するものによれば離型性が良好となるので好ましい。硬化型シリコーン樹脂を主成分とするタイプでもよいし、ウレタン樹脂、エポキシ樹脂、アルキッド樹脂等の有機樹脂とのグラフト重合等による変性シリコーンタイプ等を使用してもよい。
硬化型シリコーン樹脂の種類としては、付加型・縮合型・紫外線硬化型・電子線硬化型・無溶剤型等何れの硬化反応タイプでも用いることができる。
本発明において使用する軽剥離側のフィルム31における使用されるシリコーンは、シリコーンの移行性成分による軽剥離、さらに、低剥離速度依存性実現がコンセプトとなっている。
本発明における、移行性成分とは、主に分子量が1000以下の低分子量シリコーン化合物で、アルケニル基およびアルキル基を官能基として有するシリコーン樹脂のことを示し、その例としては、以下のようなものが挙げられる。すなわち、まず、アルケニル基を含む硬化型シリコーン樹脂は、ジオルガノポリシロキサンとして、分子鎖両末端トリメチルシロキシ基封鎖ジメチルシロキサン・メチルヘキセニルシロキサン共重合体(ジメチルシロキサン単位96モル%、メチルヘキセニルシロキサン単位4モル%、分子鎖両末端ジメチルビニルシロキシ基封鎖ジメチルシロキサン・メチルヘキセニルシロキサン共重合体(ジメチルシロキサン単位97モル%、メチルヘキセニルシロキサン単位3モル%)、分子鎖両末端ジメチルヘキセニルシロキシ基封鎖ジメチルシロキサン・メチルヘキセニルシロキサン共重合体(ジメチルシロキサン単位95モル%、メチルヘキセニルシロキサン単位5モル%)が挙げられる。次に、アルキル基を含む硬化型シリコーン樹脂は、オルガノハイドロジェンポリシロキサンとして、分子鎖両末端トリメチルシロキシ基封鎖メチルハイドロジェンポリシロキサン、分子鎖両末端トリメチルシロキシ基封鎖ジメチルシロキサン・メチルハイドロジェンシロキサン共重合体、分子鎖両末端ジメチルハイドロジェンシロキシ基封鎖メチルハイドロジェンポリシロキサン、分子鎖両末端ジメチルハイドロジェンシロキシ基封鎖ジメチルシロキサン・メチルハイドロジェンシロキサン共重合体が挙げられる。また、ヘキサメチルシクロトリシロキサン、オクタメチルシクロテトラシロキサン、デカメチルシクロペンタシロキサン等も挙げられる。また、前者低分子環状シロキサンの他に、分子鎖両末端トリメチルシロキシ基封鎖ジメチルシロキサンオリゴマー;分子鎖両末端ジメチルヒドロキシシロキシ基封鎖ジメチルシロキサンオリゴマー等を必要に応じて混合してもよい。
また、本発明において移行性を付与するために上記化合物の他に、シリコーンオイルを添加してもよい。シリコーンオイルはストレートシリコーンオイル、変性シリコーンオイルと称されるシリコーンオイルで、以下のようなものが挙げられる。ストレートシリコーンとしては、ジメチルシリコーンオイル、メチルフェニルシリコーンオイル、メチルハイドロジェンシリコーンオイル等が挙げられる。また、変性シリコーンオイルとしては、側鎖型タイプのポリエーテル変性、アラルキル変性、フロロアルキル変性、長鎖アルキル変性、高級脂肪酸エステル変性、高級脂肪酸アミド変性、ポリエーテル・長鎖アルキル変性・アラルキル変性、フェニル変性、両末端型のポリエーテル変性、ポリエーテル・メトキシ変性などが挙げられる。
これらシリコーンオイルは、移行成分としてシリコーン樹脂中に0.1〜5.0重量%含有されることが好ましい。ストレートシリコーンオイル、変性シリコーンオイル共に、非反応性の無官能オイルである。
本発明において使用するシリコーン樹脂に含まれる移行成分は、5〜20重量%の範囲であり、好ましくは10〜13重量%である。移行成分の含有量が5%より低いと速度依存性が高くなり、20重量%を超えると、硬化性が著しく低下し、密着性も悪化する不具合がある。
硬化型シリコーン樹脂の具体例を挙げると、信越化学工業(株)製KS−774、KS−775、KS−778、KS−779H、KS−847H、KS−856、X−62−2422、X−62−2461、ダウ・コーニング・アジア(株)製DKQ3−202、DKQ3−203、DKQ3−204、DKQ3−205、DKQ3−210、東芝シリコーン(株)製YSR−3022、TPR−6700、TPR−6720、TPR−6721、東レ・ダウ・コーニング(株)製SD7220、SD7226、SD7229等が挙げられる。さらに離型層の剥離性等を調整するために剥離コントロール剤を併用してもよい。また、上述のとおり、離型層中にアミノ基を有するシラン化合物を添加することもある。
本発明において、ポリエステルフィルムに離型塗布層15、15’、あるいは、塗布層25、25’を設ける方法としては、リバースロールコート、グラビアコート、バーコート、ドクターブレードコート等、従来公知の塗工方式を用いることができる。本発明における離型層の塗布量は、通常0.01〜1g/m2の範囲である。
本発明において、離型塗布層15、15’、あるいは、塗布層25、25’が設けられていない面には、接着層、帯電防止層、オリゴマー析出防止層等の塗布層を設けてもよく、また、ポリエステルフィルムにはコロナ処理、プラズマ処理等の表面処理を施してもよい。
また、粘着剤層、または、離型層の塗膜の乾燥および/または硬化(熱硬化、電離放射線硬化等)は、それぞれ個別又は同時に行うことができる。同時に行う場合には、80℃以上の温度で行うことが好ましい。乾燥および硬化の条件としては、80℃以上で10秒以上が好ましい。乾燥温度が80℃未満または硬化時間が10秒未満では塗膜の硬化が不完全であり、塗膜が脱落しやすくなる傾向がある。
本発明のポリエステルフィルムの塗布層を綺麗かつ頑丈にするため、付加型の反応を促進する遷移金属系触媒を用いる。本発明において、塗布層中の遷移金属系触媒は白金を用いた触媒が好ましく、さらに、白金の他に触媒として用いられる遷移金属には、チタン、ジルコニウム、クロム、ニッケル、銅、コバルト、鉄、マンガン、モリブデン、パラジウム、ルテニウム、ロジウム、銀、金、イリジウムなどが好ましく用いられる。
本発明に用いられる白金系触媒の成分としては、塩化白金酸、塩化白金酸のアルコール溶液、塩化白金酸とオレフィンとの錯体、塩化白金酸とアルケニルシロキサンとの錯体等の白金系化合物、白金黒、白金担持シリカ、白金担持活性炭が例示される。離型層中の白金系触媒含有量は、0.5〜5.0重量%、好ましくは1.5〜4.0重量%の範囲である。塗布層中の遷移金属系触媒含有量が0.5重量%よりも低い場合、剥離力の不具合や、塗布層での硬化反応が不十分になるため、面状悪化などの不具合を生じる場合があり、一方、塗布層中の遷移金属系触媒の含有量が5.0重量%を超える場合には、コストがかかる、また、反応性が高まり、ゲル異物が発生する等の工程不具合を生じてしまう。
本発明に用いられる白金系触媒の成分としては、塩化白金酸、塩化白金酸のアルコール溶液、塩化白金酸とオレフィンとの錯体、塩化白金酸とアルケニルシロキサンとの錯体等の白金系化合物、白金黒、白金担持シリカ、白金担持活性炭が例示される。離型層中の白金系触媒含有量は、0.5〜5.0重量%、好ましくは1.5〜4.0重量%の範囲である。塗布層中の遷移金属系触媒含有量が0.5重量%よりも低い場合、剥離力の不具合や、塗布層での硬化反応が不十分になるため、面状悪化などの不具合を生じる場合があり、一方、塗布層中の遷移金属系触媒の含有量が5.0重量%を超える場合には、コストがかかる、また、反応性が高まり、ゲル異物が発生する等の工程不具合を生じてしまう。
また、付加型の反応は非常に反応性が高いため、場合によっては、不可反応抑制剤として、アセチレンアルコールを添加することがある。その成分は炭素−炭素3重結合と水酸基を有する有機化合物であるが、好ましくは、3−メチル−1−ブチン−3−オール、3,5−ジメチル−1−ヘキシン−3−オールおよびフェニルブチノールからなる群から選択される化合物である。
本発明における離型塗布層15、15’、あるいは、塗布層25、25’を持つポリエステルフィルムの剥離力とは、両面粘着テープ(日東電工製「No.502」)を離型層面に貼り付け、室温にて1時間放置した後に、基材フィルムと剥離角度180°、任意の引張速度でテープを剥離したときに引張試験機で測定した値で示される。本発明において、特定の剥離力を調整する方法は、離型層中の組成を選択することにより達成することができるが、その他の手段も採用でき、主にシリコーン離型層の離型剤の種類を、所望の剥離力に応じて変更することが好ましく、さらには、剥離力は用いる離型剤の塗布量に大きく依存するため、その離型剤の塗布量を調整する方法がさらに好ましい。
本発明の光学基材用粘着シート10における、軽剥離シートである第1離型フィルム31を有する第1基材レス両面粘着シート41、つまり、第1基材レス両面粘着シート前駆体41’の第1離型フィルム31のNo.502テープ、300mm/分速度域での180°剥離力は、通常20〜40mN/cm、好ましくは25〜35mN/cmである。第1離型フィルム31の剥離力が20mN/cm未満では、第1離型フィルム31’を剥離する際に剥離力が近いがために、ジッピングが起こってしまうことがある。また、第1離型フィルム31の剥離力が、40mN/cmを超える場合は、光学基材シート10を作製し、他の部材に貼り合わせる工程において、第2離型フィルム32との剥離力が近いがためにジッピングが起こってしまう、もしくは、第2離型フィルム32の剥離力を大きくしなければならず、粘着剤22の凝集破壊を引き起こすことがある。
本発明における、第1基材レス両面粘着シート前駆体41’の第1離型フィルム31のNo.502テープ、300mm/分速度域での180°剥離力は、通常20〜40mN/cm、好ましくは25〜35mN/cmである。第1離型フィルム31の剥離力が20mN/cm未満では、第1’離型フィルム31’を剥離する際に剥離力が近いがために、ジッピングが起こってしまうことがある。また、第1離型フィルム31の剥離力が、40mN/cmを超える場合は、光学基材シート10を作製し、他の部材に貼り合わせる工程において、第2離型フィルム32との剥離力が近いがためにジッピングが起こってしまう、もしくは、第2離型フィルム32の剥離力を大きくしなければならず、粘着剤22の凝集破壊を引き起こすことがある。
本発明における、第1基材レス両面粘着シート前駆体41’の第1’離型フィルム31’のNo.502テープ、300mm/分速度域での180°剥離力は、通常3〜50mN/cm、好ましくは5〜25mN/cm、さらに好ましくは、10〜20mN/cmである。第1離型フィルムの剥離力が3mN/cm未満では、容易に剥がれるため、製造工程で発生する少しの外力で離型フィルムが剥がれてしまうことがある。また、第1離型フィルムの剥離力が、50mN/cmを超える場合は、第1離型フィルムを剥す工程で第2離型フィルムと粘着層の間に剥がれによる気泡を咬み込む隙間が生じてしまうことがある。
本発明の第1’基材レス両面粘着シート前駆体41’における、軽剥離側である第1’離型フィルム31’のNo.502テープ、300mm/分速度域での180°剥離力は、通常10〜20mN/cm、好ましくは12〜18mN/cmである。第1’離型フィルム31’の剥離力が10mN/cm未満では、剥離力が低いがために、勝手に剥離してしまうことがある。また、第1’離型フィルム31’の剥離力が、20mN/cmを超える場合は、光学基材シート10を作製の際、粘着剤から第1’離型フィルム31’を剥離する時に、第1離型フィルム31との剥離力の差が小さく、剥離できない不具合を起こすことがある。
本発明の第1’基材レス両面粘着シート前駆体41’における、第1離型フィルム31と第1’離型フィルム31’のNo.502テープ、300mm/分速度域での180°剥離力の比は、重剥離側/軽剥離側で2.0倍以上が好ましい。2.0倍より小さい場合、上記に示すような剥離異常が生じることがある。
本発明の光学基材用粘着シート10における、重剥離シートである第2離型フィルム32を有する第2基材レス両面粘着シート42、つまり、第2基材レス両面粘着シート前駆体42’の第2離型フィルム32の剥離力とは、両面粘着テープ(日東電工製「No.502」)を離型層面に貼り付け、室温にて1時間放置した後に、基材フィルムと剥離角度180°、任意の引張速度でテープを剥離したときに引張試験機で測定した値を言う。本発明において特定の剥離力を調整する方法は、離型層中の組成を選択することにより達成することができるが、その他の手段も採用でき、主にシリコーン離型層の離型剤の種類を、所望の剥離力に応じて変更することが好ましく、さらには、剥離力は用いる離型剤の塗布量に大きく依存するため、その離型剤の塗布量を調整する方法がさらに好ましい。
本発明における、第2基材レス両面粘着シート前駆体42’の第2離型フィルム32のNo.502に対する剥離力は、300mm/分で、20〜100mN/cmが好ましく、さらに好ましくは40〜80mN/cmである。第2離型フィルムの剥離力が20mN/cm未満では、第2’離型フィルム32’の剥離力を極限まで低くしなければならず、その際に第2’離型フィルム32’が勝手に剥離してしまう、また、光学基材用粘着シート10を作製し、他の基材に貼り合わせる工程で、第1離型フィルム31との剥離力差が小さく、剥離異常を引き起こす等の問題が生じることがある。また、第2離型フィルム32の剥離力が100mN/cmを超える場合は、ポリエステルフィルムへの貼り合せ工程、また、光学基材シート10を作製し、他の部材への貼り合わせ工程で、第2離型フィルム32を剥離する際に、剥離力が重すぎるために粘着剤の凝集破壊が起こる、などの問題が生じることがある。
本発明の第2’基材レス両面粘着シート前駆体42’における、軽剥離側である第2’離型フィルム31’のNo.502テープ、300mm/分速度域での180°剥離力は、通常20〜40mN/cm、好ましくは25〜35mN/cmである。第2’離型フィルム32’の剥離力が、40mN/cmを超える場合は、第2離型フィルム32の剥離力が大きくなるがために、光学基材シート10を他の部材に貼り合わせる際に、粘着剤から第2離型フィルム32を剥離する時に、粘着剤の凝集破壊を起こす、また、粘着剤からフィルムが剥がれない等の剥離異常を起こすことがある。
本発明の第2’基材レス両面粘着シート前駆体42’における、第2離型フィルム32と第2’離型フィルム32’のNo.502テープ、300mm/分速度域での180°剥離力の比は、重剥離側/軽剥離側で2.0倍以上が好ましい。2.0倍より小さい場合、上記に示すような剥離異常が生じることがある。
本発明の光学基材用粘着剤シートにおいて、第2基材レス両面粘着シート前駆体42に設けられた第2離型フィルム32の剥離力と第1基材レス両面粘着シート前駆体41に設けられた第2離型フィルム31のNo.502テープ、300mm/分速度域での180°剥離力の比は、重剥離側/軽剥離側で2.0倍以上が好ましい。2.0倍より小さい場合、他の部材に貼り合せる際、離型フィルムが上手く剥離できないことがある。
本発明で言うフィルム基材用のポリエステルフィルムとは、押出口金から溶融押出される、いわゆる押出法により押出した溶融ポリエステルシートを冷却した後、必要に応じ、延伸、熱処理を施したフィルムである。
本発明のフィルムを構成するポリエステルとは、芳香族ジカルボン酸と脂肪族グリコールとを重縮合させて得られるものである。芳香族ジカルボン酸としては、テレフタル酸、2,6−ナフタレンジカルボン酸などが挙げられ、脂肪族グリコールとしては、エチレングリコール、ジエチレングリコール、1,4−シクロヘキサンジメタノール等が挙げられる。代表的なポリエステルとしては、ポリエチレンテレフタレート(PET)、ポリエチレン−2,6−ナフタレンジカルボキシレート(PEN)等が例示される。また、用いるポリエステルは、ホモポリエステルであっても共重合ポリエステルであってもよい。共重合ポリエステルの場合は、30モル%以下の第三成分を含有した共重合体であればよい。
このような共重合ポリエステルのジカルボン酸成分としては、イソフタル酸、フタル酸、テレフタル酸、2,6−ナフタレンジカルボン酸、アジピン酸、セバシン酸およびオキシカルボン酸(例えば、P−オキシ安息香酸など)等から選ばれる一種または二種以上が挙げられる。一方のグリコール成分としては、エチレングリコール、ジエチレングリコール、プロピレングリコール、ブタンジオール、1,4−シクロヘキサンジメタノール、ネオペンチルグリコール等から選ばれる一種または二種以上が挙げられる。
このような共重合ポリエステルのジカルボン酸成分としては、イソフタル酸、フタル酸、テレフタル酸、2,6−ナフタレンジカルボン酸、アジピン酸、セバシン酸およびオキシカルボン酸(例えば、P−オキシ安息香酸など)等から選ばれる一種または二種以上が挙げられる。一方のグリコール成分としては、エチレングリコール、ジエチレングリコール、プロピレングリコール、ブタンジオール、1,4−シクロヘキサンジメタノール、ネオペンチルグリコール等から選ばれる一種または二種以上が挙げられる。
本発明で得られるポリエステルには、本発明の要旨を損なわない範囲で、耐候剤、耐光剤、帯電防止剤、潤滑剤、遮光剤、抗酸化剤、蛍光増白剤、マット化剤、熱安定剤、および染料、顔料などの着色剤などを配合してもよい。
フィルムに配合する粒子としては、酸化ケイ素、アルミナ、炭酸カルシウム、カオリン、酸化チタンおよび特公昭59−5216号公報に記載されているような架橋高分子微粉体等を挙げることができる。これらの粒子は、単独あるいは2成分以上を同時に使用してもよい。これら粒子の配合量は、フィルムを構成するポリエステルに対し、通常1重量%以下、好ましくは0.01〜1重量%、さらに好ましくは0.02〜0.6重量%の範囲である。粒子の含有量が少ない場合には、フィルム表面を適度な粗面にすることができず、フィルム製造工程において、表面のキズが発生しやすかったり、巻き特性が劣ったりする傾向がある。また、粒子の含有量が1重量%を超える場合には、フィルム表面の粗面化の度合いが大きくなりすぎて透明性が損なわれることがある。
ポリエステルフィルム中に配合する粒子の平均粒径としては、特に限定されるものではないが、通常0.02μm〜5μm、好ましくは0.02μm〜3.5μm、さらに好ましくは0.02μm〜3.2μmの範囲である。平均粒径が0.02μm未満の粒子を用いた場合には、十分な易滑性の付与ができないため、フィルム製造工程における巻き特性が劣る傾向がある。また、平均粒径が5μmを超える場合には、フィルム表面の粗面化の度合いが大きくなりすぎてフィルムの曇り度が高くなる場合がある。
一方、フィルムの透明性を向上させるため、2層以上の積層フィルムとした場合、表層のみに粒子を配合する方法も好ましく採用される。この場合の表層とは、少なくとも表裏どちらか1層であり、もちろん表裏両層に粒子を配合することもできる。かかる積層フィルムとした場合の粒子の配合量は、表層を構成するポリエステルに対し、好ましくは0.01〜1重量%、さらに好ましくは0.02〜0.6重量%の範囲である。
また、用いられる粒子の粒度分布はシャープな物が好ましい。具体的には、粒度分布のシャープさを表す指標である粒度分布値が1.0〜2.0のものが好ましい。なお、ここで粒度分布値とは、粒度分布値d25/d75(d25、d75は粒子群の積算堆積を大粒子側から計算し、それぞれ総体積の25%、75%に相当する粒径(μm)を示す)により定義される値である。粒度分布値が2.0を超える場合、透明性が不十分になる可能性がある。
本発明において、ポリエステルに粒子を配合する方法としては、特に限定されるものではなく、公知の方法を採用し得る。例えば、ポリエステルを製造する任意の段階において添加することができるが、好ましくはエステル化の段階、もしくはエステル交換反応終了後重縮合反応開始前の段階でエチレングリコール等に分散させたスラリーとして添加し重縮合反応を進めてもよい。またベント付き混練押出機を用い、エチレングリコールまたは水などに分散させた粒子のスラリーとポリエステル原料とをブレンドする方法、または、混練押出機を用い、乾燥させた粒子とポリエステル原料とをブレンドする方法などによって行われる。
なおポリエステルは、溶融重合後これをチップ化し、加熱減圧下または窒素等不活性気流中に必要に応じてさらに固相重合を施してもよい。得られるポリエステルの固有粘度は0.40dL/g以上であることが好ましく、0.40〜0.90dL/gであることがさらに好ましい。
本発明のフィルムの総厚みは、フィルムとして製膜可能な範囲で有れば特に限定されるものではないが、通常4〜300μm、好ましくは25〜188μmの範囲である。
次に本発明のフィルムの製造方法に関して具体的に説明するが、本発明の要旨を満足する限り、以下の例示に特に限定されるものではない。
まず、本発明で使用するポリエステルの製造方法の好ましい例について説明する。ここではポリエステルとしてポリエチレンテレフタレートを用いた例を示すが、使用するポリエステルにより製造条件は異なる。常法に従って、テレフタル酸とエチレングリコールからエステル化し、または、テレフタル酸ジメチルとエチレングリコールとを、エステル交換反応させ、その生成物を重合槽に移送し、減圧しながら温度を上昇させ、最終的に真空下で280℃に加熱して重合反応を進め、ポリエチレンテレフタレート得る。
次に例えば上記のようにして得、公知の手法により乾燥したポリエステルチップを溶融押出装置に供給し、それぞれのポリマーの融点以上である温度に加熱し溶融する。次いで、溶融したポリマーを口金から押出し、回転冷却ドラム上でガラス転移温度以下の温度になるように急冷固化し、実質的に非晶状態の未配向シートを得る。この場合、シートの平面性を向上させるため、シートと回転冷却ドラムとの密着性を高めることが好ましく、本発明においては静電印加密着法および/または液体塗布密着法が好ましく採用される。本発明においては、このようにして得られたシートを2軸方向に延伸してフィルム化する。
延伸条件について具体的に述べると、前記未延伸シートを好ましくは縦方向に70〜145℃で2〜6倍に延伸し、縦1軸延伸フィルムとした後、横方向に90〜160℃で2〜6倍延伸を行い、150〜240℃で1〜600秒間熱処理を行うことが好ましい。さらにこの際、熱処理の最高温度ゾーンおよび/または熱処理出口のクーリングゾーンにおいて、縦方向および/または横方向に0.1〜20%弛緩する方法が好ましい。また、必要に応じて再縦延伸、再横延伸を付加することも可能である。さらに、前記の未延伸シートを面積倍率が10〜40倍になるように同時二軸延伸を行うことも可能である。
延伸条件について具体的に述べると、前記未延伸シートを好ましくは縦方向に70〜145℃で2〜6倍に延伸し、縦1軸延伸フィルムとした後、横方向に90〜160℃で2〜6倍延伸を行い、150〜240℃で1〜600秒間熱処理を行うことが好ましい。さらにこの際、熱処理の最高温度ゾーンおよび/または熱処理出口のクーリングゾーンにおいて、縦方向および/または横方向に0.1〜20%弛緩する方法が好ましい。また、必要に応じて再縦延伸、再横延伸を付加することも可能である。さらに、前記の未延伸シートを面積倍率が10〜40倍になるように同時二軸延伸を行うことも可能である。
本発明のフィルム基材は、本発明の効果を損なわない範囲であれば、延伸工程中にフィルム表面を処理する、いわゆるインラインコーティングを施すこともできる。それは以下に限定するものではないが、例えば、1段目の延伸が終了して、2段目の延伸前に、帯電防止性、滑り性、接着性等の改良、2次加工性改良、耐候性および表面硬度の向上等の目的で、水溶液、水系エマルジョン、水系スラリー等によるコーティング処理を施すことができる。また、フィルム製造後にオフラインコートで各種のコートを行ってもよい。このようなコートは片面、両面のいずれでもよい。コーティングの材料としてはオフラインコーティングの場合は水系、溶媒系のいずれでもよいが、インラインコーティングの場合は水系が好ましい。
本発明において用いる塗布液は、通常、安全性や衛生性の観点から水を主たる媒体として調整されていることが好ましい。水を主たる媒体とする限りにおいて、水への分散を改良する目的あるいは造膜性能を改良する目的で少量の有機溶剤を含有していてもよい。有機溶剤は、主たる媒体である水と混合して使用する場合、水に溶解する範囲で使用することが好ましいが、長時間の放置で分離しないような安定した乳濁液(エマルジョン)であれば、水に溶解しない状態で使用してもよい。有機溶剤は単独で用いてもよいが、必要に応じて二種以上を併用してもよい。
また、フィルム基材11の表面粗さ(Ra)は、通常9.0nm以上であり、12nm以上であることが好ましい。フィルムのRaが9.0nmを下回る場合、フィルム表面が極端に平坦となり、フィルム製造工程における巻き特性が劣る傾向がある。また、フィルムのRaが22nmを超える場合、表面の平面性が損なわれることがあり、フィルムが白っぽくなる恐れがあるので、Raの上限は22nmとすることが好ましい。
本発明において、後述する測定法におけるフィルムの内部透明度は96.5%以上であることが必要であり、97%以上であることが好ましい。フィルムの透明度が96.5%を下回る場合、フィルムの透明感が低下する。フィルムの内部透明度を上記範囲とするためには、例えば、用いる粒子の種類、粒径、添加量、製造ラインにおけるフィルターの強化、フィルム製造条件(フィルム延伸温度、延伸倍率)、フィルム製造ラインで使用するロールの平滑化等、種々の条件を適宜組み合わせることによって達成することができる。
粘着剤層11を形成する粘着剤としては、通常はアクリル系粘着剤が使用される。アクリル系粘着剤は、官能基含有モノマーと、アクリル酸エステル、メタアクリル酸エステル等の他のモノマーとを共重合して得られるアクリル系共重合体が主成分として構成され、必要に応じて溶媒、架橋剤、粘着付与剤、充填剤、着色剤、酸化防止剤、帯電防止剤、紫外線吸収剤等をさらに含んでいてもよい。
官能基含有モノマーとしては、例えばアクリル酸、メタアクリル酸等のカルボキシル基含有モノマーが挙げられる。官能基含有モノマーは、アクリル系共重合体を構成するモノマー全体を基準(100質量%)として、モノマー単位として0.3〜5.0質量%含むことが好ましい。
アクリル系共重合体は、官能基を含有することにより、架橋剤との反応で凝集力を調整することができ、粘着剤の基材からのはみ出しを抑制すると共に、粘着力および耐熱性を向上させることができる。粘着剤に使用される架橋剤としては、特に制限はなく、従来アクリル系粘着剤において慣用されているものの中から適宜選択して用いられ、例えば、ポリイソシアネート化合物、エポキシ樹脂、メラミン樹脂、尿素樹脂、ジアルデヒド類、メチロールポリマー、アジリジン系化合物、金属キレート化合物、金属アルコキシド、金属塩などが用いられ、好ましくはポリイソシアネート化合物が用いられる。
本発明の光学基材用粘着シート10における、透明度とは、第1離型フィルム31を剥離し、1mm厚のフロート板ガラスに貼り合せ、さらに、反対面の第2離型フィルム32を剥離し、1mm厚のフロート板ガラスに貼り合せたときに測定した透明度の値から、フロート板ガラスの透明度の値を差し引いた、光学基材用粘着シートそのものの透明度の値をいう。その透明度は81.5%以上であることが好ましい。透明度が81.5%よりも低い場合、最終製品の視認性の低下、黒のコントラスト比が不十分になる可能性があり、好ましくない。
本発明の光学基材用粘着シート10における、ヘーズとは、第1離型フィルム31を剥離し、1mm厚のフロート板ガラスに貼り合せ、さらに、反対面の第2離型フィルム32を剥離し、1mm厚のフロート板ガラスに貼り合せたときに測定したトータルヘーズ値から、フロート板ガラスのヘーズ値を差し引いた、粘着剤シートそのもののヘーズ値をいう。そのヘーズは1.5%以下であることが好ましい。ヘーズが1.5%よりも大きい場合、最終製品の視認性の低下が起き、好ましくない。
以下、本発明を実施例によりさらに詳細に説明するが、本発明はその要旨を越えない限り、以下の実施例に限定されるものではない。また、本発明で用いた測定法および評価方法は次のとおりである。
(1)ポリエステルの固有粘度の測定
ポリエステルに非相溶な他のポリマー成分および顔料を除去したポリエステル1gを精秤し、フェノール/テトラクロロエタン=50/50(重量比)の混合溶媒100mlを加えて溶解させ、30℃で測定した。
ポリエステルに非相溶な他のポリマー成分および顔料を除去したポリエステル1gを精秤し、フェノール/テトラクロロエタン=50/50(重量比)の混合溶媒100mlを加えて溶解させ、30℃で測定した。
(2)平均粒径(d50:μm)の測定
遠心沈降式粒度分布測定装置(株式会社島津製作所社製SA−CP3型)を使用して測定した等価球形分布における積算(重量基準)50%の値を平均粒径とした。
遠心沈降式粒度分布測定装置(株式会社島津製作所社製SA−CP3型)を使用して測定した等価球形分布における積算(重量基準)50%の値を平均粒径とした。
(3)塗布層中触媒量測定
SAICASを用いて、試料フィルムに斜め切削を行い、断面を露出させた。その後、
TOF−SIMS(飛行時間型質量分析マススペクトル)を用いて、ポリエステルフィルム塗布層中に含まれる白金を含む触媒量を求めた。
SAICASを用いて、試料フィルムに斜め切削を行い、断面を露出させた。その後、
TOF−SIMS(飛行時間型質量分析マススペクトル)を用いて、ポリエステルフィルム塗布層中に含まれる白金を含む触媒量を求めた。
(4)離型層組成中の移行成分量測定
トルエンで固形分濃度4重量%に希釈したシリコーン樹脂(離型層組成のシリコーン)15gに対して白金触媒0.02重量%0.004gを添加し、攪拌後、テフロン(登録商標)製のシートで作成した箱に入れ、150℃、1時間熱硬化する(サンプル1)。移行成分を添加する場合(後述の比較例2に該当する)は、シリコーン樹脂の固形分に対して30重量%添加する。サンプル1を1日トルエンに浸漬し、取り出したサンプルを、120℃で30分乾燥し、室温になるまで、放冷する(サンプル2)。下記式より移行成分量を算出した。
移行成分量(重量%)=(サンプル1の重量−サンプル2の重量)÷サンプル1の重量×100
トルエンで固形分濃度4重量%に希釈したシリコーン樹脂(離型層組成のシリコーン)15gに対して白金触媒0.02重量%0.004gを添加し、攪拌後、テフロン(登録商標)製のシートで作成した箱に入れ、150℃、1時間熱硬化する(サンプル1)。移行成分を添加する場合(後述の比較例2に該当する)は、シリコーン樹脂の固形分に対して30重量%添加する。サンプル1を1日トルエンに浸漬し、取り出したサンプルを、120℃で30分乾燥し、室温になるまで、放冷する(サンプル2)。下記式より移行成分量を算出した。
移行成分量(重量%)=(サンプル1の重量−サンプル2の重量)÷サンプル1の重量×100
(5)離型フィルムのNo.502テープによる剥離力の評価
試料フィルムの離型層表面に両面粘着テープ(日東電工製「No.502」、および、「No.31B」)の片面を貼り付けた後、50mm×300mmのサイズにカットした後、室温にて1時間放置後の剥離力を測定する。剥離力は、引張試験機((株)インテスコ製「インテスコモデル2001型」)を使用し、引張速度300mm/分の条件下、180°剥離を行った。次のような基準で判断する。
試料フィルムの離型層表面に両面粘着テープ(日東電工製「No.502」、および、「No.31B」)の片面を貼り付けた後、50mm×300mmのサイズにカットした後、室温にて1時間放置後の剥離力を測定する。剥離力は、引張試験機((株)インテスコ製「インテスコモデル2001型」)を使用し、引張速度300mm/分の条件下、180°剥離を行った。次のような基準で判断する。
(6)アンカー層表面から抽出されるOLの測定
あらかじめ、未熱処理の離型フィルムを空気中、180℃で10分間加熱する。その後、熱処理をした該フィルムを上部が開いている縦横10cm、高さ3cmの箱の内面にできるだけ密着させて箱形の形状とする。塗布層を設けている場合は塗布層面が内側となるようにする。次いで、上記の方法で作成した箱の中にDMF(ジメチルホルムアミド)4mlを入れて3分間放置した後、DMFを回収する。回収したDMFを液体クロマトグラフィー(島津製作所製:LC−7A)に供給して、DMF中のOL量を求め、この値を、DMFを接触させたフィルム面積で割って、フィルム表面OL量(mg/m2)とする。
あらかじめ、未熱処理の離型フィルムを空気中、180℃で10分間加熱する。その後、熱処理をした該フィルムを上部が開いている縦横10cm、高さ3cmの箱の内面にできるだけ密着させて箱形の形状とする。塗布層を設けている場合は塗布層面が内側となるようにする。次いで、上記の方法で作成した箱の中にDMF(ジメチルホルムアミド)4mlを入れて3分間放置した後、DMFを回収する。回収したDMFを液体クロマトグラフィー(島津製作所製:LC−7A)に供給して、DMF中のOL量を求め、この値を、DMFを接触させたフィルム面積で割って、フィルム表面OL量(mg/m2)とする。
DMF中のオリゴマー量は、標準試料ピーク面積と測定試料ピーク面積のピーク面積比より求めた(絶対検量線法)。標準試料の作成は、あらかじめ分取したOL(環状三量体)を正確に秤量し、正確に秤量したDMFに溶解し作成した。標準試料の濃度は、0.001〜0.01mg/mlの範囲が好ましい。なお、液体クロマトグラフの条件は下記のとおりとした。
移動相A:アセトニトリル
移動相B:2%酢酸水溶液
カラム:三菱化学(株)製『MCI GEL ODS 1HU』
カラム温度:40℃
流速:1ml/分
検出波長:254nm
移動相B:2%酢酸水溶液
カラム:三菱化学(株)製『MCI GEL ODS 1HU』
カラム温度:40℃
流速:1ml/分
検出波長:254nm
(7)フィルム基材の表面粗さ(Ra)の測定
小坂研究所社製表面粗さ測定機 SE3500型を用いて、JIS B0601−1994に準じて測定した。なお測定長は2.5mmとした。
小坂研究所社製表面粗さ測定機 SE3500型を用いて、JIS B0601−1994に準じて測定した。なお測定長は2.5mmとした。
(8)フィルム基材の内部透明度の測定
フィルム内部透明度は、村上色彩技術研究所製の透明度測定器(TM-1D小数点以下2桁型:光源波長546±5nm)を用いてエタノール中で測定した。なお、内部透明度は下記の式で定義される。
内部透明度(%)=(エタノール溶液中にフィルムがあるときの光量/エタノール溶液中にフィルムがないときの光量)×100
次のような基準で判断する。
○:96.5%以上
×:96.5%よりも低い
フィルム内部透明度は、村上色彩技術研究所製の透明度測定器(TM-1D小数点以下2桁型:光源波長546±5nm)を用いてエタノール中で測定した。なお、内部透明度は下記の式で定義される。
内部透明度(%)=(エタノール溶液中にフィルムがあるときの光量/エタノール溶液中にフィルムがないときの光量)×100
次のような基準で判断する。
○:96.5%以上
×:96.5%よりも低い
(9)光学基材用粘着剤シートのヘーズの測定
第1基材レス両面粘着シート層41の第1離型フィルム31を剥離し、5cm×5cm×1mm厚のフロート板ガラス(関谷理化株式会社製)に貼り合わせ、さらに、第2離型フィルム32を剥離し、同様に1mm厚のフロート板ガラスに貼り合わせ、試料を作製した。作製した試料は、10JIS K 7136に準じ、日本電色工業社製積分球式濁度計NDHにより、濁度を測定した。このとき、光学基材用粘着剤シートのヘーズは、予め測定したフロート板ガラスのヘーズ値を利用して、以下の式のように求めた。
ヘーズ(%)={(作製した試料のヘーズ(%))−(フロート板ガラスのヘーズ(%))×2}
次のような基準で判断する。
○:1.2%以下
×:1.2%よりも高い
第1基材レス両面粘着シート層41の第1離型フィルム31を剥離し、5cm×5cm×1mm厚のフロート板ガラス(関谷理化株式会社製)に貼り合わせ、さらに、第2離型フィルム32を剥離し、同様に1mm厚のフロート板ガラスに貼り合わせ、試料を作製した。作製した試料は、10JIS K 7136に準じ、日本電色工業社製積分球式濁度計NDHにより、濁度を測定した。このとき、光学基材用粘着剤シートのヘーズは、予め測定したフロート板ガラスのヘーズ値を利用して、以下の式のように求めた。
ヘーズ(%)={(作製した試料のヘーズ(%))−(フロート板ガラスのヘーズ(%))×2}
次のような基準で判断する。
○:1.2%以下
×:1.2%よりも高い
(10)光学基材用粘着剤シートの透明度の測定
第1基材レス両面粘着シート層41の第1離型フィルム31を剥離し、2cm×5cm×1mm厚のフロート板ガラス(関谷理化株式会社製)に貼り合わせ、さらに、第2離型フィルム32を剥離し、同様に1mm厚のフロート板ガラスに貼り合わせ、試料を作製した。作製した試料の透明度は、村上色彩技術研究所製の透明度測定器(TM-1D小数点以下2桁型:光源波長546±5nm)を用いて測定した。
このとき、光学基材用粘着剤シートの透明度は、予め測定したフロート板ガラスの透明度を利用して、以下の式のように求めた。
透明度(%)={(作製した試料の透明度(%))−(フロート板ガラスの透明度(%))×2}
次のような基準で判断する。
○:81.5%以上
×:81.5%よりも低い
第1基材レス両面粘着シート層41の第1離型フィルム31を剥離し、2cm×5cm×1mm厚のフロート板ガラス(関谷理化株式会社製)に貼り合わせ、さらに、第2離型フィルム32を剥離し、同様に1mm厚のフロート板ガラスに貼り合わせ、試料を作製した。作製した試料の透明度は、村上色彩技術研究所製の透明度測定器(TM-1D小数点以下2桁型:光源波長546±5nm)を用いて測定した。
このとき、光学基材用粘着剤シートの透明度は、予め測定したフロート板ガラスの透明度を利用して、以下の式のように求めた。
透明度(%)={(作製した試料の透明度(%))−(フロート板ガラスの透明度(%))×2}
次のような基準で判断する。
○:81.5%以上
×:81.5%よりも低い
(11)実用特性
<基材レス両面粘着シート、および、光学基材用粘着シートの離型フィルムの剥離性1>
上記No.502テープでの剥離力の比を比較し、評価した。
○:2.0倍以上:第2離型層と粘着剤界面に異常が見られない、もしくは、第2離型
層と粘着剤界面で、離型フィルムが浮くことで、粘着剤に模様が発生するが、実用上問題ないレベル
△:1.2〜2.0倍:第2離型層と粘着剤界面に異常が見られないレベルだが、少し引っかかる
×:1.2倍よりも小さい:第2離型層と粘着剤界面で、離型フィルムが浮くことで、粘着剤に明確な模様が発生する
<基材レス両面粘着シート、および、光学基材用粘着シートの離型フィルムの剥離性1>
上記No.502テープでの剥離力の比を比較し、評価した。
○:2.0倍以上:第2離型層と粘着剤界面に異常が見られない、もしくは、第2離型
層と粘着剤界面で、離型フィルムが浮くことで、粘着剤に模様が発生するが、実用上問題ないレベル
△:1.2〜2.0倍:第2離型層と粘着剤界面に異常が見られないレベルだが、少し引っかかる
×:1.2倍よりも小さい:第2離型層と粘着剤界面で、離型フィルムが浮くことで、粘着剤に明確な模様が発生する
<基材レス両面粘着シート、および、光学基材用粘着シートの離型フィルムの剥離性2>
シートにした段階で、粘着剤と離型フィルムとの剥離を行い評価した。
○:引っかかりやジッピングを起こさず、面状も綺麗である
×:引っかかりやジッピングを起こし、面状が荒れる、もしくは、凝集破壊を起こす
シートにした段階で、粘着剤と離型フィルムとの剥離を行い評価した。
○:引っかかりやジッピングを起こさず、面状も綺麗である
×:引っかかりやジッピングを起こし、面状が荒れる、もしくは、凝集破壊を起こす
<基材レス両面粘着シート、および、光学基材用粘着シートの離型フィルム剥離時のジッピングの発生状況>
剥離力を測定する時に、粘着剤と離型フィルムの剥離状況を観察し、ジッピングの発生を3段階で評価した。
○:極めて円滑に剥離し、剥離スジがなく、剥離音も発生しない。
△:わずかな剥離スジが見られ、剥離の音がわずかに発生し、わずかにジッピングが発
生する。
×:剥離スジが見られ、剥離の音が発生し、ジッピングが発生する。
○および△のものが実使用上問題のないレベルである。
剥離力を測定する時に、粘着剤と離型フィルムの剥離状況を観察し、ジッピングの発生を3段階で評価した。
○:極めて円滑に剥離し、剥離スジがなく、剥離音も発生しない。
△:わずかな剥離スジが見られ、剥離の音がわずかに発生し、わずかにジッピングが発
生する。
×:剥離スジが見られ、剥離の音が発生し、ジッピングが発生する。
○および△のものが実使用上問題のないレベルである。
(12)総合評価
製膜性、加工性、機能性等、全てを考慮に入れた評価を行う。次のような基準で判断する。
○:生産しても充分に製品として供給できる。目視透過で、粒状感無く、視認性良好
△:生産性が良い、かつ、光学検査での不具合の頻度が少ない。目視透過で、粒状感無く、視認性良好
×:生産性が悪い。光学検査での不具合が多発する。目視透過で、粒状感があり、視認
性に欠ける
製膜性、加工性、機能性等、全てを考慮に入れた評価を行う。次のような基準で判断する。
○:生産しても充分に製品として供給できる。目視透過で、粒状感無く、視認性良好
△:生産性が良い、かつ、光学検査での不具合の頻度が少ない。目視透過で、粒状感無く、視認性良好
×:生産性が悪い。光学検査での不具合が多発する。目視透過で、粒状感があり、視認
性に欠ける
実施例および比較例において使用したポリエステルは、以下のようにして準備したものである。
<ポリエステル(a)の製造方法>
テレフタル酸ジメチル100重量部とエチレングリコール60重量部とを出発原料とし、触媒としてテトラブトキシチタネートを加えて反応器にとり、反応開始温度を150℃とし、メタノールの留去とともに徐々に反応温度を上昇させ、3時間後に230℃とした。4時間後、実質的にエステル交換反応を終了させた後、4時間重縮合反応を行った。
すなわち、温度を230℃から徐々に昇温し280℃とした。一方、圧力は常圧より徐々に減じ、最終的には0.3mmHgとした。反応開始後、反応槽の攪拌動力の変化により、極限粘度0.61に相当する時点で反応を停止し、窒素加圧下ポリマーを吐出させ、極限粘度0.61のポリエステル(a)を得た。
<ポリエステル(a)の製造方法>
テレフタル酸ジメチル100重量部とエチレングリコール60重量部とを出発原料とし、触媒としてテトラブトキシチタネートを加えて反応器にとり、反応開始温度を150℃とし、メタノールの留去とともに徐々に反応温度を上昇させ、3時間後に230℃とした。4時間後、実質的にエステル交換反応を終了させた後、4時間重縮合反応を行った。
すなわち、温度を230℃から徐々に昇温し280℃とした。一方、圧力は常圧より徐々に減じ、最終的には0.3mmHgとした。反応開始後、反応槽の攪拌動力の変化により、極限粘度0.61に相当する時点で反応を停止し、窒素加圧下ポリマーを吐出させ、極限粘度0.61のポリエステル(a)を得た。
<ポリエステル(b)の製造方法>
ポリエステル(a)の製造方法において、エチルアシッドフォスフェートを添加後、平均粒子径0.8μmの合成炭酸カルシウム粒子のエチレングリコールスラリーを粒子のポリエステルに対する含有量が1重量%となるように添加した以外は、ポリエステル(a)の製造方法と同様の方法を用いてポリエステル(b)を得た。得られたポリエステル(b)は極限粘度0.60であった。
ポリエステル(a)の製造方法において、エチルアシッドフォスフェートを添加後、平均粒子径0.8μmの合成炭酸カルシウム粒子のエチレングリコールスラリーを粒子のポリエステルに対する含有量が1重量%となるように添加した以外は、ポリエステル(a)の製造方法と同様の方法を用いてポリエステル(b)を得た。得られたポリエステル(b)は極限粘度0.60であった。
<ポリエステル(c)の製造>
テレフタル酸ジメチル100重量部とエチレングリコール60重量部とを出発原料とし、触媒として酢酸マグネシウム四水塩を加えて反応器にとり、反応開始温度を150℃とし、メタノールの留去とともに徐々に反応温度を上昇させ、3時間後に230℃とした。
4時間後、実質的にエステル交換反応を終了させた。この反応混合物にエチルアシッドフォスフェートを添加した後、重縮合槽に移し、三酸化アンチモン0.04部を加えて、4時間重縮合反応を行った。すなわち、温度を230℃から徐々に昇温し280℃とした。
一方、圧力は常圧より徐々に減じ、最終的には0.3mmHgとした。反応開始後、反応槽の攪拌動力の変化により、固有粘度0.45に相当する時点で反応を停止し、窒素加圧下ポリマーを吐出させ、ポリエステルのチップ(c)を得た。このポリエステルの固有粘度は0.45であった。
テレフタル酸ジメチル100重量部とエチレングリコール60重量部とを出発原料とし、触媒として酢酸マグネシウム四水塩を加えて反応器にとり、反応開始温度を150℃とし、メタノールの留去とともに徐々に反応温度を上昇させ、3時間後に230℃とした。
4時間後、実質的にエステル交換反応を終了させた。この反応混合物にエチルアシッドフォスフェートを添加した後、重縮合槽に移し、三酸化アンチモン0.04部を加えて、4時間重縮合反応を行った。すなわち、温度を230℃から徐々に昇温し280℃とした。
一方、圧力は常圧より徐々に減じ、最終的には0.3mmHgとした。反応開始後、反応槽の攪拌動力の変化により、固有粘度0.45に相当する時点で反応を停止し、窒素加圧下ポリマーを吐出させ、ポリエステルのチップ(c)を得た。このポリエステルの固有粘度は0.45であった。
<ポリエステル(d)の製造>
このポリエステルチップを固相重縮合法にて固有粘度を上げた。予備結晶化槽にて170℃の窒素雰囲気化にて0.5時間処理した後、不活性ガスを流す塔式乾燥機を用い、200℃の温度下にて水分率が0.005%になるまで乾燥した。その後固相重合槽へ送り、240℃にて3時間、固相重合を行い固有粘度0.70のポリエステル(d)を得た。
このポリエステルチップを固相重縮合法にて固有粘度を上げた。予備結晶化槽にて170℃の窒素雰囲気化にて0.5時間処理した後、不活性ガスを流す塔式乾燥機を用い、200℃の温度下にて水分率が0.005%になるまで乾燥した。その後固相重合槽へ送り、240℃にて3時間、固相重合を行い固有粘度0.70のポリエステル(d)を得た。
<ポリエステル(e)の製造>
ポリエステル(d)を製造する際、固相重合槽にて5時間固相重合を行い、固有粘度0.80のポリエステル(e)を得た。
ポリエステル(d)を製造する際、固相重合槽にて5時間固相重合を行い、固有粘度0.80のポリエステル(e)を得た。
実施例1:
<ポリエステルフィルムの製造>
表層の原料としてポリエステル(e)70重量%と、ポリエステル(b)30重量%を混合し、中間層の原料として、ポリエステル(a)84重量%とポリエステル(b)16重量%を混合し、2台のベント付き押出機に各々供給し、290℃で溶融押出した後、静電印加密着法を用いて表面温度を40℃に設定した冷却ロール上で冷却固化して未延伸シートを得た。次いで、100℃にて縦方向に3.0倍延伸した後、この縦延伸フィルムの片面に、次に下記塗布剤を塗布量(乾燥後)が0.03g/m2になるように塗布した、その後、テンターに導き、テンター内で予熱工程を経て120℃で4.3倍の横延伸を施した後、220℃で10秒間の熱処理を行い、その後180℃で幅方向に4%の弛緩を加え、幅4000mmのマスターロールを得た。このマスターロールの端から1400mmの位置よりスリットを行い、コアに1000m巻き取りし、ポリエステルフィルムを得た。得られたフィルムの全厚みは50μm(層構成:表層2.5μm/中間層45μm/表層2.5μm)であった。
<ポリエステルフィルムの製造>
表層の原料としてポリエステル(e)70重量%と、ポリエステル(b)30重量%を混合し、中間層の原料として、ポリエステル(a)84重量%とポリエステル(b)16重量%を混合し、2台のベント付き押出機に各々供給し、290℃で溶融押出した後、静電印加密着法を用いて表面温度を40℃に設定した冷却ロール上で冷却固化して未延伸シートを得た。次いで、100℃にて縦方向に3.0倍延伸した後、この縦延伸フィルムの片面に、次に下記塗布剤を塗布量(乾燥後)が0.03g/m2になるように塗布した、その後、テンターに導き、テンター内で予熱工程を経て120℃で4.3倍の横延伸を施した後、220℃で10秒間の熱処理を行い、その後180℃で幅方向に4%の弛緩を加え、幅4000mmのマスターロールを得た。このマスターロールの端から1400mmの位置よりスリットを行い、コアに1000m巻き取りし、ポリエステルフィルムを得た。得られたフィルムの全厚みは50μm(層構成:表層2.5μm/中間層45μm/表層2.5μm)であった。
ただし、本発明の場合、OL封止能を狙った塗布層(図の14、14’、24、24’に該当する)を設ける場合のみ、必要に応じて、縦方向の延伸後に塗布加工をしながら、横方向の延伸を行なうものとする。
<塗布層>
塗布層14、14’、24、24’を構成する化合物例は以下のとおりである。
(化合物例)
・ケン化度88モル%、重合度350のポリビニルアルコールバインダーポリマー:A
・メチルメタクリレート/エチルアクリレート/アクリロニトリル/N−メチロールメタ
アクリルアミド=45/45/5/5(モル比)の乳化重合体(乳化剤:アニオン系界
面活性剤)バインダーポリマー:B
・架橋剤 ヘキサメトキシメラミン架橋剤:C
・粒子 コロイダルシリカ(平均粒径:70nm):D
固形分配合比:A/B/C/D=30/24/42/4
塗布層14、14’、24、24’を構成する化合物例は以下のとおりである。
(化合物例)
・ケン化度88モル%、重合度350のポリビニルアルコールバインダーポリマー:A
・メチルメタクリレート/エチルアクリレート/アクリロニトリル/N−メチロールメタ
アクリルアミド=45/45/5/5(モル比)の乳化重合体(乳化剤:アニオン系界
面活性剤)バインダーポリマー:B
・架橋剤 ヘキサメトキシメラミン架橋剤:C
・粒子 コロイダルシリカ(平均粒径:70nm):D
固形分配合比:A/B/C/D=30/24/42/4
離型フィルム31、31’、32、32’において、延伸処方とフィルムの厚みを種々変更した(表1参照)。
得られた離型フィルム31、31’、32、32’用のポリエステルフィルムに、下記に示す離型剤をそれぞれ塗布量(乾燥後)が0.1g/m2になるようにリバースグラビアコート方式により塗布し、ドライヤー温度120℃、ライン速度30m/minの条件でロール状の離型ポリエステルフィルムを得た(表1参照)。
<離型層>
ポリエステルフィルムの製造で得られた二軸配向ポリエステルフィルムに、下記に示す離型層組成からなる塗料を、塗布量が0.1g/m2(乾燥後)になるように設けて離型フィルムを得た(表1参照)。
ポリエステルフィルムの製造で得られた二軸配向ポリエステルフィルムに、下記に示す離型層組成からなる塗料を、塗布量が0.1g/m2(乾燥後)になるように設けて離型フィルムを得た(表1参照)。
・離型層組成―1
硬化型シリコーン樹脂(LTC303E:東レ・ダウコーニング製) 20部 付加型白金触媒(SRX212:東レ・ダウコーニング製) 0.2部
MEK/トルエン/n−ヘプタン混合溶媒(混合比率は1:1:1)
離型剤組成−1の移行性分量:15重量%
硬化型シリコーン樹脂(LTC303E:東レ・ダウコーニング製) 20部 付加型白金触媒(SRX212:東レ・ダウコーニング製) 0.2部
MEK/トルエン/n−ヘプタン混合溶媒(混合比率は1:1:1)
離型剤組成−1の移行性分量:15重量%
・離型層組成―2
硬化型シリコーン樹脂(KS−847H:信越化学製) 17部
剥離コントロール剤(KS−3800:信越化学社製) 3部
付加型白金触媒(PL−50T:信越化学製) 0.2部
MEK/トルエン/n−ヘプタン混合溶媒(混合比率は1:1:1)
硬化型シリコーン樹脂(KS−847H:信越化学製) 17部
剥離コントロール剤(KS−3800:信越化学社製) 3部
付加型白金触媒(PL−50T:信越化学製) 0.2部
MEK/トルエン/n−ヘプタン混合溶媒(混合比率は1:1:1)
・離型層組成―3
硬化型シリコーン樹脂(X−62−5039:信越化学社製) 14部
剥離コントロール剤(KS−3800:信越化学社製) 6部
架橋剤(X−92−185:信越化学社製) 0.4部
触媒(PL−5000:信越化学社製) 1.0部
MEK/トルエン/n−ヘプタン混合溶媒(混合比率は1:1:1)
硬化型シリコーン樹脂(X−62−5039:信越化学社製) 14部
剥離コントロール剤(KS−3800:信越化学社製) 6部
架橋剤(X−92−185:信越化学社製) 0.4部
触媒(PL−5000:信越化学社製) 1.0部
MEK/トルエン/n−ヘプタン混合溶媒(混合比率は1:1:1)
・離型層組成―4
硬化型シリコーン樹脂(X−62−5039:信越化学社製) 12部
剥離コントロール剤(KS−3800:信越化学社製) 8部
架橋剤(X−92−185:信越化学社製) 0.4部
触媒(PL−5000:信越化学社製) 1.0部
MEK/トルエン/n−ヘプタン混合溶媒(混合比率は1:1:1)
硬化型シリコーン樹脂(X−62−5039:信越化学社製) 12部
剥離コントロール剤(KS−3800:信越化学社製) 8部
架橋剤(X−92−185:信越化学社製) 0.4部
触媒(PL−5000:信越化学社製) 1.0部
MEK/トルエン/n−ヘプタン混合溶媒(混合比率は1:1:1)
<ポリエステル(f)の製造>
テレフタル酸ジメチル100重量%とエチレングリコール60重量%とを出発原料とし、触媒として酢酸マグネシウム四水塩を加えて反応器にとり、反応開始温度を150℃とし、メタノールの留去とともに徐々に反応温度を上昇させ、3時間後に230℃とした。
4時間後、実質的にエステル交換反応を終了させた。この反応混合物にエチルアシッドフォスフェートを添加した後、重縮合槽に移し、三酸化アンチモン0.04部を加えて、4時間重縮合反応を行った。すなわち、温度を230℃から徐々に昇温し280℃とした。
一方、圧力は常圧より徐々に減じ、最終的には0.3mmHgとした。反応開始後、反応槽の攪拌動力の変化により、極限粘度0.64dL/gに相当する時点で反応を停止し、窒素加圧下ポリマーを吐出させ、ポリエステルのチップ(f)を得た。この、ポリエステルの極限粘度は0.64dL/gであった。
テレフタル酸ジメチル100重量%とエチレングリコール60重量%とを出発原料とし、触媒として酢酸マグネシウム四水塩を加えて反応器にとり、反応開始温度を150℃とし、メタノールの留去とともに徐々に反応温度を上昇させ、3時間後に230℃とした。
4時間後、実質的にエステル交換反応を終了させた。この反応混合物にエチルアシッドフォスフェートを添加した後、重縮合槽に移し、三酸化アンチモン0.04部を加えて、4時間重縮合反応を行った。すなわち、温度を230℃から徐々に昇温し280℃とした。
一方、圧力は常圧より徐々に減じ、最終的には0.3mmHgとした。反応開始後、反応槽の攪拌動力の変化により、極限粘度0.64dL/gに相当する時点で反応を停止し、窒素加圧下ポリマーを吐出させ、ポリエステルのチップ(f)を得た。この、ポリエステルの極限粘度は0.64dL/gであった。
<ポリエステル(g)の製造>
テレフタル酸ジメチル100重量部とエチレングリコール60重量部とを出発原料とし、触媒として酢酸マグネシウム四水塩を加えて反応器にとり、反応開始温度を150℃とし、メタノールの留去とともに徐々に反応温度を上昇させ、3時間後に230℃とした。
4時間後、実質的にエステル交換反応を終了させた。この反応混合物にエチルアシッドフォスフェートを添加した後、重縮合槽に移し、三酸化アンチモン0.04部を加えて、4時間重縮合反応を行った。すなわち、温度を230℃から徐々に昇温し280℃とした。
一方、圧力は常圧より徐々に減じ、最終的には0.3mmHgとした。反応開始後、反応槽の攪拌動力の変化により、固有粘度0.45に相当する時点で反応を停止し、窒素加圧下ポリマーを吐出させ、ポリエステルのチップ(g)を得た。このポリエステルの固有粘度は0.45であった。
テレフタル酸ジメチル100重量部とエチレングリコール60重量部とを出発原料とし、触媒として酢酸マグネシウム四水塩を加えて反応器にとり、反応開始温度を150℃とし、メタノールの留去とともに徐々に反応温度を上昇させ、3時間後に230℃とした。
4時間後、実質的にエステル交換反応を終了させた。この反応混合物にエチルアシッドフォスフェートを添加した後、重縮合槽に移し、三酸化アンチモン0.04部を加えて、4時間重縮合反応を行った。すなわち、温度を230℃から徐々に昇温し280℃とした。
一方、圧力は常圧より徐々に減じ、最終的には0.3mmHgとした。反応開始後、反応槽の攪拌動力の変化により、固有粘度0.45に相当する時点で反応を停止し、窒素加圧下ポリマーを吐出させ、ポリエステルのチップ(g)を得た。このポリエステルの固有粘度は0.45であった。
<ポリエステル(h)の製造>
このポリエステルチップを固相重縮合法にて固有粘度を上げた。予備結晶化槽にて170℃の窒素雰囲気化にて0.5時間処理した後、不活性ガスを流す塔式乾燥機を用い、200℃の温度下にて水分率が0.005%になるまで乾燥した。その後固相重合槽へ送り、240℃にて3時間、固相重合を行い固有粘度0.70のポリエステル(h)を得た。
このポリエステルチップを固相重縮合法にて固有粘度を上げた。予備結晶化槽にて170℃の窒素雰囲気化にて0.5時間処理した後、不活性ガスを流す塔式乾燥機を用い、200℃の温度下にて水分率が0.005%になるまで乾燥した。その後固相重合槽へ送り、240℃にて3時間、固相重合を行い固有粘度0.70のポリエステル(h)を得た。
<ポリエステル(i)の製造>
ポリエステル(h)を製造する際、固相重合槽にて5時間固相重合を行い、固有粘度0.80のポリエステル(i)を得た。
ポリエステル(h)を製造する際、固相重合槽にて5時間固相重合を行い、固有粘度0.80のポリエステル(i)を得た。
<ポリエステル(j)の製造>
ポリエステル(f)の製造方法において、エチルアシッドフォスフェートを添加後、平均粒子径1.4μmのジビニルベンゼン/スチレン共重合架橋粒子のエチレングリコールスラリーを粒子のポリエステルに対する含有量が0.5重量%となるように添加した以外は、ポリエステル(f)の製造方法と同様の方法を用いてポリエステル(j)を得た。得られたポリエステル(j)は極限粘度0.63であった。
ポリエステル(f)の製造方法において、エチルアシッドフォスフェートを添加後、平均粒子径1.4μmのジビニルベンゼン/スチレン共重合架橋粒子のエチレングリコールスラリーを粒子のポリエステルに対する含有量が0.5重量%となるように添加した以外は、ポリエステル(f)の製造方法と同様の方法を用いてポリエステル(j)を得た。得られたポリエステル(j)は極限粘度0.63であった。
(ポリエステル(k)の製造)
ポリエステル(j)の製造方法において、添加粒子を、平均粒子径2.7μmのシリカ粒子に、ポリエステルに対する含有量を0.3重量%にした以外は、ポリエステル(j)の製造方法と同様の方法を用いてポリエステル(k)を得た。得られたポリエステル(k)は極限粘度0.61dL/gであった。
ポリエステル(j)の製造方法において、添加粒子を、平均粒子径2.7μmのシリカ粒子に、ポリエステルに対する含有量を0.3重量%にした以外は、ポリエステル(j)の製造方法と同様の方法を用いてポリエステル(k)を得た。得られたポリエステル(k)は極限粘度0.61dL/gであった。
(ポリエステル(l)の製造)
ポリエステル(j)の製造方法において、添加粒子を、平均粒子径3.2μmのシリカ粒子に、ポリエステルに対する含有量を、0.6重量%にした以外は、ポリエステル(j)の製造方法と同様の方法を用いてポリエステル(l)を得た。なお、平均粒径はレーザー法により求めた。得られたポリエステル(l)は極限粘度0.62dL/gであった。
ポリエステル(j)の製造方法において、添加粒子を、平均粒子径3.2μmのシリカ粒子に、ポリエステルに対する含有量を、0.6重量%にした以外は、ポリエステル(j)の製造方法と同様の方法を用いてポリエステル(l)を得た。なお、平均粒径はレーザー法により求めた。得られたポリエステル(l)は極限粘度0.62dL/gであった。
<ポリエステルフィルムの製造>
上記ポリエステル(f)、(i)チップと、ポリエステル(j)、(k)、(l)チップとを、下記表1および2に示すとおりの割合で混合した混合原料を最外層(表層)および中間層の原料とし、2台の押出機に各々供給し、280℃で溶融押出した後、静電印加密着法を用いて表面温度を40℃に設定した冷却ロール上で冷却固化して未延伸シートを得た。次いで、100℃にて縦方向に2.8倍延伸した後、テンター内で予熱工程を経て120℃で5.1倍の横延伸を施した後、220℃で10秒間の熱処理を行い、その後180℃で幅方向に4%の弛緩を加え、幅4000mmのマスターロールを得た。このマスターロールの端から1400mmの位置よりスリットを行い、コアに1000m巻き取りし、ポリエステルフィルムを得た。得られたフィルムの全厚みは50μm(層構成:表層2.5μm/中間層45μm/表層2.5μm)であった。得られたフィルム基材のRaは、9.6nm、内部透明度は、96.9%であった(表1)。
上記ポリエステル(f)、(i)チップと、ポリエステル(j)、(k)、(l)チップとを、下記表1および2に示すとおりの割合で混合した混合原料を最外層(表層)および中間層の原料とし、2台の押出機に各々供給し、280℃で溶融押出した後、静電印加密着法を用いて表面温度を40℃に設定した冷却ロール上で冷却固化して未延伸シートを得た。次いで、100℃にて縦方向に2.8倍延伸した後、テンター内で予熱工程を経て120℃で5.1倍の横延伸を施した後、220℃で10秒間の熱処理を行い、その後180℃で幅方向に4%の弛緩を加え、幅4000mmのマスターロールを得た。このマスターロールの端から1400mmの位置よりスリットを行い、コアに1000m巻き取りし、ポリエステルフィルムを得た。得られたフィルムの全厚みは50μm(層構成:表層2.5μm/中間層45μm/表層2.5μm)であった。得られたフィルム基材のRaは、9.6nm、内部透明度は、96.9%であった(表1)。
<基材レス両面粘着シート前駆体の製造>
得られた第1’離型フィルムの離型剤層の上に、アクリル系粘着剤溶液を乾燥後の膜厚が25μmとなるように、アプリケータを用いて塗工した後、その塗工膜を120℃で1分間乾燥して粘着剤層を形成した。アクリル系粘着剤溶液は、アクリル酸ブチルとアクリル酸とのモノマー基準の質量比が99:1の共重合体溶液(溶媒:トルエン、固形分濃度40質量%)100質量部に、ポリイソシアネート系架橋剤(東洋インキ製造(株)製、商品名「BHS8515」、固形分濃度37.5質量%)1質量部を添加混合して得られたものであった。次いで、第1離型フィルムの離型剤層と粘着剤層とを貼り合わせて実施例1の基材レス両面粘着シート前駆体を得た(表1参照)。
得られた第1’離型フィルムの離型剤層の上に、アクリル系粘着剤溶液を乾燥後の膜厚が25μmとなるように、アプリケータを用いて塗工した後、その塗工膜を120℃で1分間乾燥して粘着剤層を形成した。アクリル系粘着剤溶液は、アクリル酸ブチルとアクリル酸とのモノマー基準の質量比が99:1の共重合体溶液(溶媒:トルエン、固形分濃度40質量%)100質量部に、ポリイソシアネート系架橋剤(東洋インキ製造(株)製、商品名「BHS8515」、固形分濃度37.5質量%)1質量部を添加混合して得られたものであった。次いで、第1離型フィルムの離型剤層と粘着剤層とを貼り合わせて実施例1の基材レス両面粘着シート前駆体を得た(表1参照)。
<光学基材用粘着シートの製造>
得られた第1基材レス両面粘着シート前駆体41’の軽剥離シートである第1’離型フィルム31’を剥離し、露出した粘着層とフィルム基材の片面を貼り合せた。次いで、第2基材レス両面粘着シート前駆体42’の軽剥離シートである第2’離型フィルム32’を剥離し、露出した粘着層と上記作製した(第1基材レス両面粘着シート31/ポリエステルフィルム11の)フィルム基材11のもう片面とを貼り合せて目的の光学基材用粘着シート10を得た。得られた光学基材用粘着シート10の離型フィルム31、32を剥離し、1mm厚のガラスに貼り合せたときの粘着シートのヘーズは、0.8%、透明度は、82.3%であった(表1)。
得られた第1基材レス両面粘着シート前駆体41’の軽剥離シートである第1’離型フィルム31’を剥離し、露出した粘着層とフィルム基材の片面を貼り合せた。次いで、第2基材レス両面粘着シート前駆体42’の軽剥離シートである第2’離型フィルム32’を剥離し、露出した粘着層と上記作製した(第1基材レス両面粘着シート31/ポリエステルフィルム11の)フィルム基材11のもう片面とを貼り合せて目的の光学基材用粘着シート10を得た。得られた光学基材用粘着シート10の離型フィルム31、32を剥離し、1mm厚のガラスに貼り合せたときの粘着シートのヘーズは、0.8%、透明度は、82.3%であった(表1)。
実施例2:
実施例1の離型フィルムにおいて、ポリエステルフィルム製造時の塗工膜設置有無を変更する、また、ポリエステルフィルム上にシリコーン層加工時に、シリコーン組成を変更する、コート厚みを変更する以外は実施例1と同様にして製造し、ポリエステルフィルムを得た。次いで、実施例1のフィルム基材11において、ポリエステル種の変更、ポリエステルの配合量、層構成を変更する、以外は実施例1と同様にして製造し、ポリエステルフィルムを得た。最後に、得られた上記部材を貼り合せ、目的の光学用粘着剤シートを得た。得られたシートの特性結果をまとめて下記表1に示す。
実施例1の離型フィルムにおいて、ポリエステルフィルム製造時の塗工膜設置有無を変更する、また、ポリエステルフィルム上にシリコーン層加工時に、シリコーン組成を変更する、コート厚みを変更する以外は実施例1と同様にして製造し、ポリエステルフィルムを得た。次いで、実施例1のフィルム基材11において、ポリエステル種の変更、ポリエステルの配合量、層構成を変更する、以外は実施例1と同様にして製造し、ポリエステルフィルムを得た。最後に、得られた上記部材を貼り合せ、目的の光学用粘着剤シートを得た。得られたシートの特性結果をまとめて下記表1に示す。
比較例1〜4:
実施例1の離型フィルムにおいて、ポリエステルフィルム製造時の塗工膜設置有無を変更する、また、ポリエステルフィルム上にシリコーン層加工時に、シリコーン組成を変更する、コート厚みを変更する以外は実施例1と同様にして製造し、ポリエステルフィルムを得た。次いで、実施例1のフィルム基材11において、ポリエステル種の変更、ポリエステルの配合量、層構成を変更する、以外は実施例1と同様にして製造し、ポリエステルフィルムを得た。最後に、得られた上記部材を貼り合せ、目的の光学用粘着剤シートを得た。得られたシートの特性結果をまとめて下記表2に示す。
実施例1の離型フィルムにおいて、ポリエステルフィルム製造時の塗工膜設置有無を変更する、また、ポリエステルフィルム上にシリコーン層加工時に、シリコーン組成を変更する、コート厚みを変更する以外は実施例1と同様にして製造し、ポリエステルフィルムを得た。次いで、実施例1のフィルム基材11において、ポリエステル種の変更、ポリエステルの配合量、層構成を変更する、以外は実施例1と同様にして製造し、ポリエステルフィルムを得た。最後に、得られた上記部材を貼り合せ、目的の光学用粘着剤シートを得た。得られたシートの特性結果をまとめて下記表2に示す。
本発明のシートは、通常、同じ厚みの粘着剤と比較し、安価、かつ、必要な透明性を確保でき、さらには、ガラス基材を使う構成において、飛散防止効果を持つ光学基材用粘着シートとして好適に利用することができる、かつ、画面に貼り合わせた際の粒状感がなく、視認性が高い部材を作製できるため、有用である。
10 光学基材用粘着シート
11 フィルム基材
12 第1粘着剤層
13 第1離型フィルム基材
13’ 第1’離型フィルム基材
14 第1塗布層
14’第1’塗布層
15 第1離型剤層
15’ 第1’離型剤層
22 第2粘着剤層
23 第2離型フィルム基材
23’ 第2’離型フィルム基材
24 第2塗布層
24’ 第2’塗布層
25 第2離型剤層
25’ 第2’離型剤層
31 第1離型フィルム(軽剥離シート ; 剥離力:32>31)
31’ 第1’離型フィルム(軽剥離シート ; 剥離力:31>31’)
32 第2離型フィルム(重剥離シート ; 剥離力:32>31)
32’ 第2’離型フィルム(軽剥離シート ; 剥離力:32>32’)
41 第1基材レス両面粘着シート
42 第2基材レス両面粘着シート
41’ 第1基材レス両面粘着シート前駆体
42’ 第2基材レス両面粘着シート前駆体
11 フィルム基材
12 第1粘着剤層
13 第1離型フィルム基材
13’ 第1’離型フィルム基材
14 第1塗布層
14’第1’塗布層
15 第1離型剤層
15’ 第1’離型剤層
22 第2粘着剤層
23 第2離型フィルム基材
23’ 第2’離型フィルム基材
24 第2塗布層
24’ 第2’塗布層
25 第2離型剤層
25’ 第2’離型剤層
31 第1離型フィルム(軽剥離シート ; 剥離力:32>31)
31’ 第1’離型フィルム(軽剥離シート ; 剥離力:31>31’)
32 第2離型フィルム(重剥離シート ; 剥離力:32>31)
32’ 第2’離型フィルム(軽剥離シート ; 剥離力:32>32’)
41 第1基材レス両面粘着シート
42 第2基材レス両面粘着シート
41’ 第1基材レス両面粘着シート前駆体
42’ 第2基材レス両面粘着シート前駆体
Claims (1)
- 内部透明度が96.5%以上のフィルム基材の両面に粘着シート層を有する粘着シートであり、当該粘着シート層のそれぞれの表面に厚さ1mmのフロート板ガラスを貼り合わせた時の粘着シートのヘーズが1.2%以下であり、粘着シート層の両面にそれぞれ離型層を有することを特徴とする光学基材用粘着シート。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012017408A JP2013156458A (ja) | 2012-01-31 | 2012-01-31 | 光学基材用粘着シート |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012017408A JP2013156458A (ja) | 2012-01-31 | 2012-01-31 | 光学基材用粘着シート |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2013156458A true JP2013156458A (ja) | 2013-08-15 |
Family
ID=49051692
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012017408A Pending JP2013156458A (ja) | 2012-01-31 | 2012-01-31 | 光学基材用粘着シート |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2013156458A (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016190326A (ja) * | 2015-03-30 | 2016-11-10 | リンテック株式会社 | 剥離シートおよび粘着シート |
| JP2022117718A (ja) * | 2021-02-01 | 2022-08-12 | 住友化学株式会社 | 光学積層体 |
-
2012
- 2012-01-31 JP JP2012017408A patent/JP2013156458A/ja active Pending
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2016190326A (ja) * | 2015-03-30 | 2016-11-10 | リンテック株式会社 | 剥離シートおよび粘着シート |
| JP2022117718A (ja) * | 2021-02-01 | 2022-08-12 | 住友化学株式会社 | 光学積層体 |
| JP7130789B2 (ja) | 2021-02-01 | 2022-09-05 | 住友化学株式会社 | 光学積層体 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6081123B2 (ja) | 基材レス両面粘着シート | |
| JP2012159548A (ja) | 偏光板用離型ポリエステルフィルム | |
| WO2012090762A1 (ja) | 離型フィルム | |
| JP2012207166A (ja) | 基材レス両面粘着シート | |
| JP2015078251A (ja) | 基材レス両面粘着シート | |
| JP2014177522A (ja) | 光学基材用粘着シート | |
| JP6164791B2 (ja) | 基材レス両面粘着シート用ポリエステルフィルム | |
| JP2012025891A (ja) | 基材レス両面粘着シート用ポリエステルフィルム | |
| JP2012137567A (ja) | 偏光板用離型ポリエステルフィルム | |
| JP2010066301A (ja) | 光拡散シート用積層ポリエステルフィルム | |
| JP6221315B2 (ja) | 離型ポリエステルフィルム | |
| WO2012173033A1 (ja) | 離型ポリエステルフィルム | |
| JP5591005B2 (ja) | 離型ポリエステルフィルム | |
| JP5496386B2 (ja) | 光拡散ポリエステルフィルム | |
| JP2013156458A (ja) | 光学基材用粘着シート | |
| JP2014226923A (ja) | 積層フィルム | |
| JP2014152278A (ja) | 光学基材用粘着シート | |
| JP2014226922A (ja) | 積層フィルム | |
| JP2015091905A (ja) | 基材レス両面粘着シート | |
| JP2014173014A (ja) | 光学基材用粘着シート | |
| JP2014177521A (ja) | 光学基材用粘着シート | |
| JP2013155313A (ja) | 光学基材用粘着シート | |
| JP2013155314A (ja) | 光学基材用粘着シート | |
| JP2012027232A (ja) | 偏光板基材用ポリエステルフィルム | |
| JP2011224904A (ja) | 基材レス両面粘着シート用離型フィルム |