JP2012242531A - 再帰反射の凸状マーク部材 - Google Patents
再帰反射の凸状マーク部材 Download PDFInfo
- Publication number
- JP2012242531A JP2012242531A JP2011111029A JP2011111029A JP2012242531A JP 2012242531 A JP2012242531 A JP 2012242531A JP 2011111029 A JP2011111029 A JP 2011111029A JP 2011111029 A JP2011111029 A JP 2011111029A JP 2012242531 A JP2012242531 A JP 2012242531A
- Authority
- JP
- Japan
- Prior art keywords
- retroreflective
- mark member
- sheet
- mark
- core material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
- 239000004744 fabric Substances 0.000 claims abstract description 45
- 239000011162 core material Substances 0.000 claims abstract description 38
- 239000000835 fiber Substances 0.000 claims abstract description 27
- 239000012783 reinforcing fiber Substances 0.000 claims abstract description 7
- 239000010410 layer Substances 0.000 claims description 32
- 239000011241 protective layer Substances 0.000 claims description 16
- 229920002635 polyurethane Polymers 0.000 claims description 8
- 239000004814 polyurethane Substances 0.000 claims description 8
- 239000004745 nonwoven fabric Substances 0.000 claims description 7
- 230000001681 protective effect Effects 0.000 claims description 7
- 239000004698 Polyethylene Substances 0.000 claims description 3
- -1 polyethylene Polymers 0.000 claims description 3
- 229920000573 polyethylene Polymers 0.000 claims description 3
- 230000008602 contraction Effects 0.000 claims description 2
- 239000000463 material Substances 0.000 abstract description 42
- 230000002349 favourable effect Effects 0.000 abstract 1
- 239000012790 adhesive layer Substances 0.000 description 36
- 238000000465 moulding Methods 0.000 description 16
- 238000000034 method Methods 0.000 description 14
- 238000010030 laminating Methods 0.000 description 11
- 230000000694 effects Effects 0.000 description 9
- 238000003825 pressing Methods 0.000 description 9
- 239000011324 bead Substances 0.000 description 8
- 229920005989 resin Polymers 0.000 description 8
- 239000011347 resin Substances 0.000 description 8
- 239000011521 glass Substances 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 7
- 229920000728 polyester Polymers 0.000 description 7
- 239000000853 adhesive Substances 0.000 description 6
- 230000001070 adhesive effect Effects 0.000 description 6
- 239000004840 adhesive resin Substances 0.000 description 5
- 229920006223 adhesive resin Polymers 0.000 description 5
- 238000007906 compression Methods 0.000 description 5
- 238000004080 punching Methods 0.000 description 5
- 238000007650 screen-printing Methods 0.000 description 5
- 230000006835 compression Effects 0.000 description 4
- 238000004519 manufacturing process Methods 0.000 description 4
- 239000000049 pigment Substances 0.000 description 4
- 238000009958 sewing Methods 0.000 description 4
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 4
- 229920002554 vinyl polymer Polymers 0.000 description 4
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 3
- 230000001965 increasing effect Effects 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 230000000007 visual effect Effects 0.000 description 3
- 206010016322 Feeling abnormal Diseases 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 2
- 229920005830 Polyurethane Foam Polymers 0.000 description 2
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 2
- 239000006096 absorbing agent Substances 0.000 description 2
- 239000006260 foam Substances 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 229920006267 polyester film Polymers 0.000 description 2
- 239000011496 polyurethane foam Substances 0.000 description 2
- 229920005749 polyurethane resin Polymers 0.000 description 2
- 230000035939 shock Effects 0.000 description 2
- 238000005406 washing Methods 0.000 description 2
- 229920002972 Acrylic fiber Polymers 0.000 description 1
- 241000239290 Araneae Species 0.000 description 1
- 206010039203 Road traffic accident Diseases 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 239000011358 absorbing material Substances 0.000 description 1
- 239000002313 adhesive film Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 238000005229 chemical vapour deposition Methods 0.000 description 1
- 238000009713 electroplating Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 239000001056 green pigment Substances 0.000 description 1
- 239000012943 hotmelt Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000012948 isocyanate Substances 0.000 description 1
- 150000002513 isocyanates Chemical class 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 239000005080 phosphorescent agent Substances 0.000 description 1
- 229920006122 polyamide resin Polymers 0.000 description 1
- 229920001225 polyester resin Polymers 0.000 description 1
- 239000004645 polyester resin Substances 0.000 description 1
- 229920005678 polyethylene based resin Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000001054 red pigment Substances 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000011359 shock absorbing material Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000004544 sputter deposition Methods 0.000 description 1
- 229920001169 thermoplastic Polymers 0.000 description 1
- 239000004416 thermosoftening plastic Substances 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 239000011135 tin Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 238000007740 vapor deposition Methods 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Images





Landscapes
- Optical Elements Other Than Lenses (AREA)
Abstract
【課題】再帰反射の凸状マーク部材として、表面が凸状に湾曲して視認性が良好であり且つ全体がソフトな感触であるので被着体の外観に合わせて取り付けできるものを提供する。
【解決手段】透明球列8および図柄層14を有する可撓性の反射シート2と、反射シートの下側で該反射シートに接着した補強用の繊維生地3と、繊維生地の下側に接着した該反射シートと同じ平面形状である可撓性の弾性芯材5とからなり、前記反射シート、繊維生地および弾性芯材は、少なくともマーク周辺において相互に密着している。
【選択図】図1
【解決手段】透明球列8および図柄層14を有する可撓性の反射シート2と、反射シートの下側で該反射シートに接着した補強用の繊維生地3と、繊維生地の下側に接着した該反射シートと同じ平面形状である可撓性の弾性芯材5とからなり、前記反射シート、繊維生地および弾性芯材は、少なくともマーク周辺において相互に密着している。
【選択図】図1
Description
本発明は、表面が凸状に湾曲して視認性が良好であり且つ全体がソフトな感触であるので被着体の外観に合わせて取り付けできる再帰反射の凸状マーク部材に関する。
再帰反射ラベルは、衣類、カバン類、スポーツ用品類について、安全性、装飾効果、付加価値などを高めるために貼着されている。この再帰反射ラベルとして、作業服の襟章、腕章、肩章、作業帽のネームラベル、野球チームのネームラベル、肩ワッペンなどが例示できる。従来の再帰反射ラベルは、主たる目的が安全性向上と装飾効果であり、例えば、ラベル基台には比較的厚手のフェルト片、織物片、編物片、樹脂シートを使用する。再帰反射ラベルは、表面がガラスビーズという素材に限定されるために単なる薄板状のものが多く、意匠の自由度が低くてデザイン性の高い表現は困難であった。
実用新案登録第3079054号では、再帰反射の文字やマークを立体成形するために、樹脂製の反射ステッカーについて、軟質ビニルの表面に発泡ビニルを重ね、さらに微細なガラスビーズをコーティングした反射フィルムを用い、これを凸状または凹状の金型に入れ、この表面側より加圧状態で高周波を掛けて全体を圧着させる。再帰反射ラベルの別の例として、特開平10−193887号が存在し、ガラスビーズの下側に保護層および図柄層を積層し、さらにラベル図柄の平面形状と実質的に等しい接着層を設けることにより、衣類などの被着材において再帰反射性と蓄光性の両特性を持ち、該ラベルの視認効果を高めている。また、特開2004−361860号では、再帰反射性能と美観とを併合付与させるために、ガラスビーズの上面において光干渉フィルムおよび保護シートを接合している。
実用新案登録第3079054号で開示の反射ステッカーは、軟質ビニルや発泡ビニルなどの樹脂が衣類の素材に比べて硬く、立体状であっても衣類などに縫製することは不可能であり、仮に貼着できても着用者に強い違和感が生じてしまう。特開平10−193887号のように、蓄光性の保護層および図柄層を積層すると、ラベルの視認効果を高めて薄暮や夜間における交通事故を減少できても、該ラベルは柔軟性があっても平坦であるので、その視認効果を高めるのに限界があり、ラベルの耐久性は従来とほぼ同じである。また、特開2004−361860号でも、ガラスビーズ上面の光干渉フィルムで再帰反射性能と美観とを併合保持させても、該ラベルは柔軟性があまり高くないうえに平坦であるので、その視認効果を高めるに際して限界が確実にあり、ラベルの耐久性も従来とほぼ同じにすぎない。
本発明は、従来の再帰反射ラベルに関する前記の問題を改善するために提案されたものであり、全体がソフトな感触で豊かな立体感があるために、視認性がきわめて良好な再帰反射の凸状マーク部材を提供することを目的としている。本発明の他の目的は、耐久性が高いので衣類のような柔軟な被着体に加えて、製品保護材や衝撃吸収材として他の部材にも適用可能である再帰反射マーク部材を提供することである。本発明の別の目的は、反射シートと弾性芯材との間にポリエステル天竺などの繊維生地を挟むことにより、立体成形時の安定性ならびにマーク部材自体の強度を増大させた再帰反射マーク部材を提供することである。
本発明に係る再帰反射の凸状マーク部材は、反射光を広範囲に拡散させ且つ被着体の外観や伸縮に追随させて取り付けできる。この再帰反射マーク部材は、透明球列および図柄層を有する可撓性の反射シートと、反射シートの下側で該反射シートに接着した補強用の繊維生地と、繊維生地の下側に接着した該反射シートと同じ平面形状である可撓性の弾性芯材とからなる。前記反射シート、繊維生地および弾性芯材は、少なくともマーク周辺において相互に密着し、且つ前記反射シートはその横断中央部において少なくとも部分的に上方へ突出している。
本発明に係る再帰反射の凸状マーク部材では、反射シートにおいて、透明球列の表面に透明保護層を積層するかまたは透明球列の表面から遊離した透明保護シートを形成してもよい。また、反射シートにおいて、透明球列と図柄層との間に保護層を介在させることが可能である。さらに、可撓性の弾性芯材は、硬質や軟質の発泡ポリウレタン、ニードルフェルト、縮充フェルト、不織布、発泡ポリエチレンまたは発泡EVAであり、密着時と突出時の高さの差が1mm以上であると好ましい。
本発明に係る再帰反射の凸状マーク部材は、全体がソフトな感触であるうえに、表面が凸状に湾曲して豊かな立体感があり、反射光を広範囲に拡散させることが被着体の視認性を高めている。本発明の再帰反射マーク部材は、デザイン性とクッション性の兼備により、衣類のような柔軟な被着体のほかに、スポーツ用具や手動工具における製品保護材または衝撃吸収材などとしても適用可能である。また、本発明の再帰反射マーク部材では、反射シート、繊維生地および弾性芯材のいずれもがマーク周辺において相互に密着するので、使用中に剥離することが少なく、耐洗濯性や耐磨耗性などに関して優れている。
本発明の再帰反射の凸状マーク部材は、縫製によって被着体へ取り付けても、感熱や感圧の接着層の形成による熱圧着または単純圧着しても、表面溶融、感熱接着剤の塗布、熱融着性シートの介在などによって衣類以外の素材にも取り付けることが可能である。このため、本発明の再帰反射マーク部材は、装飾マーキング用途以外にも、そのクッション性を利用して製品保護材や衝撃吸収材として適用することもでき、広い用途での商品展開が可能である。
本発明に係る再帰反射マーク部材は、マーク素材、比較的厚い弾性芯材および熱融着性フィルムの全3層体を仮接着した後に予熱し、ついで成形プレスにおいて全3層体を立体成形することにより、厚い弾性芯材を内在させても反射シートが立体成形時に亀裂することがなく、凸状マーク部材の形状安定性を高める。また、本発明の再帰反射マーク部材は、可撓性の反射シートと弾性芯材との間にポリエステル天竺などの繊維生地を挟むことにより、可撓性の反射シートの引裂き耐性を高め、マーク部材の機械的強度を増大させることで長期間の使用を可能とする。
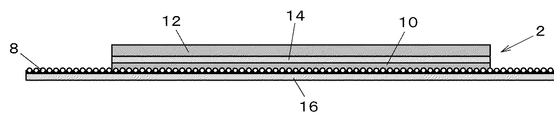
本発明に係る再帰反射の凸状マーク部材1は、図1に例示するように、通常、可撓性の反射シート2と、該反射シートに接着した補強用の繊維生地3と、該繊維生地の下側に接着した可撓性の弾性芯材5とで構成する。再帰反射マーク部材1は、図1において、下面に形成した感熱接着層6を介して衣類などの被着体7に取り付けられているけれども、接着層6を積層する代わりに、感圧接着層による単純圧着、弾性芯材5の表面溶融、感熱接着剤の塗布、熱融着性シートの介在などによって接着することも可能である。
反射シート2は、少なくとも透明球列8および該透明球列を固着する図柄層14で構成され、図2に示すように、透明球列8と図柄層14との間に保護層10を介在させてもよい。図柄層14は無地の着色層を包含するものであり、保護層10は通常透明または半透明であって、所望に応じて省略することが可能である。図柄層14の下側には、さらに接着層12を形成する。使用する透明球列8は、密に付着させた粒径30〜60μmのガラスビーズが一般的である。
反射シート2は、その下面において接着層12を有するのが一般的な態様であり、このような接着層が反射シートに存在しない場合には、熱融着性フィルムの介在または接着剤の塗布などによって繊維生地3と密に接着することを要する。また、図柄層14、接着層12および保護層10には、ポリウレタンなどの素材を用いて可撓性を有することが望ましい。
反射シート2は、所望に応じて、表面の一部だけを再帰反射模様にして意匠性を高めたり、さらに図柄層14と接着層12との間に、白色バックアップ層、中間層などを積層してもよい。透明球列8の下面に反射層を設ける場合には、アルミニウム、チタン、スズ、亜鉛、ニッケルなどを蒸着、スパッタリング、化学気層蒸着または電気メッキなどによって設け、この際に蒸着法が一般的である。また、この反射層に代えてまたは該反射層とともに、図柄層14の中に、金属粉末、蓄光剤、蛍光剤などを添加してもよい。
反射シート2には、透明小球の露出タイプまたは透明な表面樹脂層を積層した市販の反射シートまたは反射クロス(例えば、ユニチカスパークライト製)などを代用してもよい。市販の反射シートに繊維生地が存在しないならば、その裏側に繊維生地を貼着すればよい。また、市販の反射クロスについて、その裏面が織編物が貼着されたり、内部に織編物がインサートされていれば、この織編物をそのまま繊維生地3として利用可能である。
反射シート2は、図2に例示するような多層構造であり、その一例として、表面保護層(図示しない)、保護層10、図柄層14、接着層12を有していれば、これらの層はそれぞれスクリーン印刷によって形成できる。反射シート2の表面には、通常、ベースフィルム16またはキャリアフィルムが存在し、該フィルムは一般にポリエステルフィルム製などである。この種のフィルムの表面には、平滑な離型層が塗布されている。
補強用の繊維生地3は、反射シート2と同じ平面形状を有し、可撓性の反射シート2の引裂き耐性を高めて立体成形時に裂けることを防止し、且つマーク部材1の機械的強度を増大させ、被着体7への取付け後に洗濯耐性を付与する。この繊維生地は、反射シート2が高伸縮性であるうえに所定の予熱温度と立体成形時の加圧・加熱を設定できる場合には網状体であってもよい。
繊維生地3は、一般に、ポリエステル、ナイロン、アクリル繊維などの比較的厚い織編物である。好ましくは、繊維生地3は、比較的伸縮性が高いポリエステル天竺(例えば、ファインモールド販売品)またはこれと同等品、スムースニット、2WAYトリコットなどである。
繊維生地3は、仮接着前に、接着層12を介して反射シート2と熱圧着すればよい。この熱圧着時には、反射シート2のベースフィルム16は、基本的には表面保護のために仮接着後まで剥がさないで残しておく。この熱圧着は、トランスジャンボなどの熱転写機を用いて、温度130〜160℃、圧力0.5〜1kg/cm2で10秒〜20秒間加熱・加圧すると好ましい。繊維生地3は、反射シート2に関して立体成形時の裂けを防止し、再帰反射マーク部材1の強度を向上させるために介在させる。
中間材のマーク素材18は、図3に示すように、反射シート2と繊維生地3とが一体になっており、該繊維生地の裏側に感熱接着層24を設けた多層構造材料を意味する。マーク素材18は、再帰反射マーク部材1の製造過程時の中間材であり、反射シート2と感熱接着層24との間に繊維生地3が介在することにより、立体成形時の裂けを防止することが可能となる。
マーク素材18には、感熱接着層を有する市販の再帰反射シートなどをそのまま使用してもよい。マーク素材18の下面に積層する感熱接着層24は、仮接着時に発泡ウレタンなどの弾性芯材5と接合させるために、反射シート2と繊維生地3の貼り付け後に、例えば、熱融着性樹脂を繊維生地3の下面にスクリーン印刷し、この際にスクリーン版のメッシュは50〜100メッシュ程度である。感熱接着層24は、熱融着性フィルムの介在または接着剤の散布や塗布などによって積層することも可能である。
可撓性の弾性芯材5は、厚さが3〜20mmであり、反射シート2と同じ平面形状を有する。弾性芯材5は、硬質や軟質の発泡ポリウレタン、ニードルフェルト、縮充フェルト、不織布、発泡ポリエチレンまたは発泡EVAであり、用途に応じて種類および厚みを選択する。弾性芯材5が発泡ポリウレタンである場合には、その種類はGLタイプ(ハードタイプでローコスト)、USWタイプ(ソフトタイプ)などであり、その厚さは3mm、5mm、7mmなどであり、用途によって、材料の種類と厚みは変更可能である。
再帰反射マーク部材1を製造するために、図3に示すマーク素材18は、弾性芯材5および熱融着性フィルム26とともに、まず所定のマーク平面形状Aに合わせて概略裁断し(図4参照)、三者ともにほぼ同じ平面形状に定める。この際に、熱融着性フィルム26は、通常、その融点が立体成形時の加熱温度よりも低く、一般に剥離紙と一体になっている。熱融着性フィルム26を使用しない場合には、再帰反射マーク部材1の裏面には感熱接着層6が存在しないことになる。底面に接着層が無い再帰反射マーク部材は、ミシン縫製によって被着体7に縫着したり、抜き成形後に、熱融着性フィルムの介在または接着剤の散布や塗布などによって被着体7に貼着すればよい。
マーク素材18および弾性芯材5は、両者を重ね合わせてから、図5に示すように平プレス金型28によって仮接着する。平プレス金型28において、仮接着時における押し型と受け台との圧縮間隙は弾性芯材5の厚みにほぼ相当し、その間隔は3〜20mmであって、仮接着時に弾性芯材5が強く圧縮変形されることを回避する。仮接着のプレス条件は、反射シート2の素材に応じて、圧力2〜6kg/cm2、温度100℃〜150℃であり、プレス時間は10〜20秒間であると好ましい。
仮接着時までに、反射シート2の表面にベースフィルム16やキャリアフィルムがマーク素材18に付着しているならば、該フィルムは仮接着後に剥離すると、反射シート2の表面を仮接着時に保護できる。ベースフィルム16またはキャリアフィルムは、通常、反射シート2の素材に応じて、プレス熱が冷めて常温になってから剥離すればよい。表面に保護フィルムが存在しない反射シート2では、その表面を保護するために、仮接着前にキャリアフィルムを新たに貼り付けることも可能である。
平坦な仮接着マーク素材30(図5)は、立体成形の前に、反射シート2の裂け防止のために加熱炉(図示しない)において予熱することが望ましい。この予熱温度と時間は、反射シート2の素材に応じて調整し、一般に弾性芯材5が厚いほど予熱温度を高めればよく、一般に予熱温度は50〜80℃、予熱時間は10〜20秒であると好ましい。
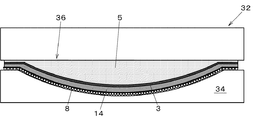
予熱した仮接着マーク素材30は、図6に示すように、プレス32の凹状金型34に逆向きに載せ、加熱・加圧プレスによって立体成形すると、凸状マーク素材36を得る。凹状金型34は、最大深さが8mm以下であり、その全周辺は、通常、成形品の全周辺よりも内側に位置させる。立体成形のプレス条件は、温度150℃〜250℃、圧力2〜6kg/cm2で30〜60秒間であると好ましい。
立体成形した再帰反射マーク部材1には、所望に応じて、その下面に感熱接着層6を重ね合わせて積層する。この際に、マーク平面形状に合わせて裁断した熱融着性フィルム26は、立体成形時の200℃以上の温度で溶融するので、立体成形後に、その成形温度よりも低い温度で凸状マーク素材36と一体化させる。この一体化のプレス条件は、温度90℃〜130℃、圧力2〜6kg/cm2で5秒〜15秒間であると好ましい。最後にマーク平面形状に合わせた抜き型(図示しない)によって抜き加工を行い、図1、図7および図8で示すような再帰反射マーク部材1が完成する。
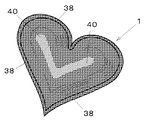
再帰反射マーク部材1は、図7や図8のように図形、飾り文字、商標などに対応する平面形状を有し、反射シート2が部分的に上方へ突き出た突出部40を有し、該突出中央部から周辺の密着部38へなだらかに下降するのが一般的な形態である。再帰反射マーク部材1において、反射シート2、繊維生地3および弾性芯材5は、少なくともマーク全周辺において相互密着部38(図1)を有し、該密着部は、例えば幅1〜5mmで厚みが0.3〜1.0mmであると好ましい。図7の再帰反射マーク部材1は、反射シート2の中央部40が帯状に突出し、マーク全周辺において相互密着部38を有することによって、反射光を広範囲に拡散させ且つ美観と耐久性を高めている。
また、再帰反射マーク部材1は、図8に示すように特定の文字、図形、商標などに対応しない平面形状であってもよい。図8の再帰反射マーク部材1においても、矩形状マークの全周辺において相互密着部38が存在し、反射シート2の中央部40が円形状などに部分的または分散的に突出している。図8の再帰反射マーク部材1は、装飾効果よりも、クッション性および反射光を広範囲に拡散させることにより、製品保護材や衝撃吸収材などとして適用する場合が多い。
次に、本発明を実施例に基づいて説明するが、本発明は実施例に限定されるものではない。図2において、反射シート2を製造するために、ベースフィルム16の全面に微小透明球を仮接着した市販のビーズシート(商品名:スパークライトTR、ユニチカ製)を用いる。このシートにおいて、ベースフィルム16は厚さ100μmのポリエステルフィルムであり、仮接着層はシート全面に塗布して乾燥した厚さ20μmのポリエチレン系樹脂からなり、該仮接着層によって粒径30〜60μmのガラスビーズである透明球列8をベースフィルム16の上に密に接着している。
保護層10および図柄層14は、シート42の透明球列8上の一部にスクリーン印刷で順次設ける。保護層10は積層が任意である。残光発生の図柄層14は、ポリウレタン樹脂20重量%、ポリエステル樹脂2重量%、イソシアネート樹脂3重量%、黄色系の蓄光顔料75重量%からなり、ペースト状の経時架橋性インクを100メッシュのスクリーン版によって所定の模様にスクリーン印刷してから、40℃で20分間乾燥する。さらに、通常のまたは赤色顔料、緑色顔料、黒色顔料を添加したインクで3回スクリーン印刷を行い、全体で厚さ20〜40μmの所定の図柄層14を形成する。
次に、接着層12は、保護層10の上に図柄模様の平面形状よりわずかに大きく、スクリーン印刷で形成する。接着層12は、ポリウレタン樹脂40重量%、ポリアミド樹脂60重量%からなり、ペースト状の熱可塑性インクを70メッシュのスクリーン版を用いてスクリーン印刷する。40℃で20分間乾燥すると、接着層12の厚さは60〜100μmである。
次に、マーク素材18(図3)を製造するために、図2の反射シート2は、補強用の繊維生地3であるポリエステル天竺(品番:CR7500、ファインモールド販売品)と重ね合わせて熱圧着する。この熱圧着時には、反射シート2のベースフィルム16は、表面保護のために転写後にも剥がさないで残しておく。この熱圧着は、熱転写機であるトランスジャンボ(商品名:JP−5040A)を用いて、温度130〜160℃、圧力0.5〜1kg/cm2で10秒〜20秒間行う。反射シート2と繊維生地3の貼り付け加工後に、ホットメルト樹脂を補強用生地の表面に70メッシュのスクリーン版を用いてスクリーン印刷して、厚さ60μmの感熱接着層24を形成する。
得たマーク素材18は、弾性芯材5および熱融着性フィルム26とともに、所定のマーク平面形状Aに合わせて矩形状に概略裁断する(図4参照)。弾性芯材5は、厚さ7mmのGLタイプの発泡ポリウレタンである。離型紙付きの熱融着性フィルム26は、ポリエステルおよびポリウレタンからなり、立体成形の後に貼り合わせる。
マーク素材18および弾性芯材5は、両者を重ね合わせた後に、図5に示すように平プレス金型28において仮接着する。平プレス金型28において、仮接着時の圧縮間隙は6mmであり、この間隙は弾性芯材5の厚みとほぼ対応する。仮接着のプレス条件は、温度100℃〜150℃、圧力6kg/cm2で10〜20秒間プレスする。得た仮接着マーク素材30は、プレス熱が冷めて常温になってから、ベースフィルム16を剥がす。
平坦な仮接着マーク素材30は、立体成形の前に、反射シートの裂け防止のために加熱炉(図示しない)において予熱する。この予熱温度は50〜80℃、予熱時間は10秒である。
予熱した仮接着マーク素材30は、図6に示すように、プレス32の凹状金型34に逆向きに載せ、加熱加圧プレスによって立体成形すると、凸状マーク素材36を得る。このプレス条件は、温度150℃〜250℃、圧力6kg/cm2で30〜60秒間である。
さらに、凸状マーク素材36は、再び凹状金型34内に載せて馴染ませ、その上に前記の離型紙付きの熱融着性接着フィルム26を重ねてプレスで一体化させる。このプレス条件は、温度90℃〜130℃、圧力6kg/cm2で5秒〜15秒間である。この結果、凸状マーク素材36の下面には離型紙付きの感熱接着層6(図1)が積層され、最後にマーク平面形状Aに合わせた抜き型(図示しない)によって抜き加工を行って再帰反射マーク部材1(図1)が完成する。
得た再帰反射マーク部材1は、図1に示すように、その下面に感熱接着層6を有する。再帰反射マーク部材1において、反射シート2、繊維生地3および弾性芯材5は、マーク全周辺において2mm幅の相互密着部38を有し、該密着部の厚みは0.5mmである。また、反射シート2は、その横断面中央部において約3mm上方へ突き出た突出部40を有し、該突出中央部から周辺の密着部38へなだらかに下降する。
再帰反射マーク部材1は、離型紙を剥がしてから、熱転写機やアイロンなどを用いて、感熱接着層6によって被着体7に熱圧着する。再帰反射マーク部材1は、全体がソフトな感触であるうえに豊かな立体感があり、デザイン性およびクッション性を兼備する。
再帰反射マーク部材1は、蓄光顔料を含む図柄層14の全面を透明球列8で覆っている図柄である。この再帰反射マーク部材1は、図柄層14の一部分に蓄光顔料を使用した場合において、自動車用ライトが照射されると、凸状の表面によって反射光が広範囲に拡散して遠くからでも容易に視認でき、しかも照射直後も優れた蓄光性によって運転者が見落とすことも減少する。
実施例1で立体成形した凸状マーク素材36(図6)は、そのままマーク平面形状に合わせた抜き型(図示しない)によって抜き加工を行うと、接着層を有しない再帰反射マーク部材を製造できる。この再帰反射マーク部材は、ミシン縫製によって衣類に縫着することができる。
また、フレームラミネート加工法として、この再帰反射マーク部材において、裏側の弾性芯材5である発泡ポリウレタンの表皮0.5mmをバーナーで炙って溶かし、そのまま被着体である衣類の織物生地に熱圧着してもよい。このフレームラミネート加工法は低コストであり、融着用樹脂などを使用しないので、再帰反射マーク部材がごわつかず、樹脂の染み出しなどが発生しないという利点がある。
また、フレームラミネート加工法として、この再帰反射マーク部材において、裏側の弾性芯材5である発泡ポリウレタンの表皮0.5mmをバーナーで炙って溶かし、そのまま被着体である衣類の織物生地に熱圧着してもよい。このフレームラミネート加工法は低コストであり、融着用樹脂などを使用しないので、再帰反射マーク部材がごわつかず、樹脂の染み出しなどが発生しないという利点がある。
実施例2で製造した接着層を有しない再帰反射マーク部材は、接着樹脂ラミネート加工法によって被着体に熱圧着してもよい。接着樹脂ラミネート加工法では、この再帰反射マーク部材を裏返し、弾性芯材5の表面に接着樹脂を散布または塗布してから、加熱・加圧によって被着体に接着する。接着樹脂ラミネート加工法は、発泡ウレタン中で熱に対する反応が鈍いものについて、実施例2のフレームラミネート加工法が実施できない場合に選択する。例えば、連続気泡の発泡ウレタンを接着樹脂ラミネート加工法によって被着体に接着すると、再帰反射マーク部材の通気性を保持することができる。
実施例2で製造した接着層を有しない再帰反射マーク部材は、スパンファブラミネート加工法によって被着体に熱圧着してもよい。スパンファブラミネート加工法は、弾性芯材5が不織布または発泡EVAである場合に適用する。スパンファブラミネート加工法では、目付12g/m2 ±10%のクモの巣状の熱融着性不織布を使用し、被着体である織物生地に接着する際に、この薄い不織布を間に挟み込んで加熱・加圧し、該不織布を溶かして貼り合わせる。スパンファブラミネート加工法は、全体が軽量であり、通気性を保持できる。
反射シートとして、市販の反射クロス(商品名:MR−701、ユニチカ製)を使用する。この反射クロスは、多数の透明球列が反射層である保護層の表面に配列され、裏側にナイロントリコットが貼着されている。この生地シートは、図3に示すマーク素材18の態様とほぼ同様である。
この生地シートは、弾性芯材および熱融着性フィルムとともに、所定のマーク平面形状に合わせて概略裁断する。この弾性芯材は、厚さ7mmのGLタイプの発泡ポリウレタンである。離型紙付きの熱融着性フィルムは、ポリエステルおよびポリウレタンからなるクレスト接着シートであり、立体成形の後に貼り合わせる。
このマーク素材および弾性芯材は、平プレス金型28によって仮接着する。平プレス金型28において、仮接着時の圧縮間隙は6mmであり、この間隔は弾性芯材5の厚みとほぼ対応する。仮接着のプレス条件は、温度100℃〜150℃、圧力6kg/cm2で10〜20秒間プレスする。
以下、実施例1と同様に処理して再帰反射マーク部材を製造する。この再帰反射マーク部材は、離型紙を剥がしてから、熱転写機などを用いて、感熱接着層を介して被着体に熱圧着できる。この再帰反射マーク部材は、釣り竿の柄元に貼着されていると、釣り竿が船縁やコンクリート岸壁と接触して損傷することが減少し、しかも凸状の表面によって遠くからでも容易に視認できるため、夜釣りでも釣り竿を見失うことがなく、その位置を容易に確認できる。
反射シートとして、市販の反射シートまたは反射クロス(商品名:MR−3501NSCまたはMR3501、ユニチカ製)を使用する。
以下、実施例5とほぼ同様に処理して再帰反射マーク部材を製造する。この再帰反射マーク部材は、離型紙を剥がしてから、熱転写機などを用いて、感熱接着層を介して被着体に熱圧着できる。
1 再帰反射の凸状マーク部材
2 反射シート
3 補強用の繊維生地
5 弾性芯材
6 感熱接着層
7 被着体
8 透明球列
10 保護層
12 接着層
14 図柄層
16 ベースフィルム
18 マーク素材
24 感熱接着層
26 熱融着性フィルム
30 仮接着マーク素材
36 凸状マーク素材
2 反射シート
3 補強用の繊維生地
5 弾性芯材
6 感熱接着層
7 被着体
8 透明球列
10 保護層
12 接着層
14 図柄層
16 ベースフィルム
18 マーク素材
24 感熱接着層
26 熱融着性フィルム
30 仮接着マーク素材
36 凸状マーク素材
Claims (4)
- 反射光を広範囲に拡散させ且つ被着体の外観や伸縮に追随させて取り付けできるマーク部材であって、透明球列および図柄層を有する可撓性の反射シートと、反射シートの下側で該反射シートに接着した補強用の繊維生地と、繊維生地の下側に接着した該反射シートと同じ平面形状である可撓性の弾性芯材とからなり、前記反射シート、繊維生地および弾性芯材は、少なくともマーク周辺において相互に密着し、且つ前記反射シートはその横断中央部において少なくとも部分的に上方へ突出している再帰反射の凸状マーク部材。
- 反射シートにおいて、透明球列の表面に透明保護層を積層するかまたは透明球列の表面から遊離した透明保護シートを形成する請求項1記載の凸状マーク部材。
- 反射シートにおいて、透明球列と図柄層との間に保護層を介在させる請求項1記載の凸状マーク部材。
- 可撓性の弾性芯材は、硬質や軟質の発泡ポリウレタン、ニードルフェルト、縮充フェルト、不織布、発泡ポリエチレンまたは発泡EVAであり、密着時と突出時の高さの差が1mm以上である請求項1記載の凸状マーク部材。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011111029A JP2012242531A (ja) | 2011-05-18 | 2011-05-18 | 再帰反射の凸状マーク部材 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011111029A JP2012242531A (ja) | 2011-05-18 | 2011-05-18 | 再帰反射の凸状マーク部材 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012242531A true JP2012242531A (ja) | 2012-12-10 |
Family
ID=47464323
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011111029A Withdrawn JP2012242531A (ja) | 2011-05-18 | 2011-05-18 | 再帰反射の凸状マーク部材 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012242531A (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111505754A (zh) * | 2020-05-17 | 2020-08-07 | 合肥路明反光材料有限公司 | 一种可调式反光布淋粉装置 |
| US20200257024A1 (en) * | 2019-02-11 | 2020-08-13 | Fiberlok Technologies | Light retroreflective graphic textile |
| JP2022082988A (ja) * | 2020-11-24 | 2022-06-03 | 日本カーバイド工業株式会社 | 立体エンブレム |
| CN115848044A (zh) * | 2022-12-08 | 2023-03-28 | 惠州学院 | 具有镭射反光效果的滑板的制作工艺 |
| DE102024112160A1 (de) * | 2024-04-30 | 2025-10-30 | Valkental Gmbh | Reflektierendes Textilmaterial |
-
2011
- 2011-05-18 JP JP2011111029A patent/JP2012242531A/ja not_active Withdrawn
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20200257024A1 (en) * | 2019-02-11 | 2020-08-13 | Fiberlok Technologies | Light retroreflective graphic textile |
| US12138902B2 (en) * | 2019-02-11 | 2024-11-12 | Fiberlok Technologies | Light retroreflective graphic textile |
| CN111505754A (zh) * | 2020-05-17 | 2020-08-07 | 合肥路明反光材料有限公司 | 一种可调式反光布淋粉装置 |
| CN111505754B (zh) * | 2020-05-17 | 2022-01-18 | 合肥路明反光材料有限公司 | 一种可调式反光布淋粉装置 |
| JP2022082988A (ja) * | 2020-11-24 | 2022-06-03 | 日本カーバイド工業株式会社 | 立体エンブレム |
| JP7716193B2 (ja) | 2020-11-24 | 2025-07-31 | 日本カーバイド工業株式会社 | 立体エンブレム |
| CN115848044A (zh) * | 2022-12-08 | 2023-03-28 | 惠州学院 | 具有镭射反光效果的滑板的制作工艺 |
| DE102024112160A1 (de) * | 2024-04-30 | 2025-10-30 | Valkental Gmbh | Reflektierendes Textilmaterial |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2012242531A (ja) | 再帰反射の凸状マーク部材 | |
| EP2216168B1 (en) | Stretchable appliqué and method for making the same | |
| US20130303041A1 (en) | Composite cushioning material with multiple strata | |
| CN116234467B (zh) | 包括回射层合物的离散岛状物的织物和服装 | |
| WO2006036072A1 (en) | Impact resistant laminates | |
| KR101403419B1 (ko) | 천공된 역반사 트림을 제조하는 방법 | |
| CN102282483B (zh) | 可热成型的三维后向反射制品及其制造方法 | |
| JPWO2010010829A1 (ja) | マーク用生地およびそれを用いたマーク形成方法 | |
| TWI709376B (zh) | 復歸性反射性帶材及該復歸性反射性帶材之用途 | |
| US6197144B1 (en) | Method of decorating a polyethylene splash guard | |
| JP5921810B2 (ja) | 帽子及び帽子の製造方法 | |
| JP2012237074A (ja) | 凸状マーク部材とその製造法 | |
| JP2013020169A (ja) | 再帰性反射シート | |
| KR102064092B1 (ko) | 열접착이 가능한 아웃도어 의류용 방수성 필름 구조 및 그 제조방법 | |
| CN206510509U (zh) | 具2d图样的布料 | |
| JP4871155B2 (ja) | 球技用ボール及びその製造方法 | |
| JP2018111223A (ja) | 高輝度発光の細幅テープ | |
| JP3231640U (ja) | ワッペン | |
| JP2007136796A (ja) | 箔仕上シールシート及びその製造方法 | |
| US20070235125A1 (en) | Article of apparel with graphic elements and method of manufacturing same | |
| JP6630338B2 (ja) | 再帰性反射性テープ | |
| KR102512032B1 (ko) | 무늬가 형성된 신발갑피부재 및 이의 제조방법 | |
| KR200260983Y1 (ko) | 재귀반사 모자 | |
| JP4540330B2 (ja) | 再帰反射媒体中間体の製造方法 | |
| KR200265823Y1 (ko) | 재귀반사 장갑 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140805 |