JP2012166388A - ガスタンクの製造装置及びガスタンクの製造方法 - Google Patents
ガスタンクの製造装置及びガスタンクの製造方法 Download PDFInfo
- Publication number
- JP2012166388A JP2012166388A JP2011027605A JP2011027605A JP2012166388A JP 2012166388 A JP2012166388 A JP 2012166388A JP 2011027605 A JP2011027605 A JP 2011027605A JP 2011027605 A JP2011027605 A JP 2011027605A JP 2012166388 A JP2012166388 A JP 2012166388A
- Authority
- JP
- Japan
- Prior art keywords
- gas tank
- resin layer
- fiber reinforced
- reinforced resin
- laser
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Withdrawn
Links
Images


Landscapes
- Filling Or Discharging Of Gas Storage Vessels (AREA)
- Pressure Vessels And Lids Thereof (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
【課題】繊維強化樹脂層の表面に発生する気泡を、ハンドリング性が良い簡単な構成の装置を用いて十分に除去する。
【解決手段】ガスタンクの製造装置1は、ガスタンク10を支持し回転させるガスタンク支持装置21と、ガスタンク支持装置21に支持されたガスタンク10の繊維強化樹脂層11の外側にレーザAを照射して、当該繊維強化樹脂層11の表面の気泡Bを除去するレーザ照射装置23と、を有する。繊維強化樹脂層11を熱硬化する際に、強化繊維が巻回されたガスタンク10を支持し回転させ、当該回転されたガスタンク10の繊維強化樹脂層11の表面の外側にレーザAを照射して、当該繊維強化樹脂層11の表面の気泡Bを除去する。
【選択図】図1
【解決手段】ガスタンクの製造装置1は、ガスタンク10を支持し回転させるガスタンク支持装置21と、ガスタンク支持装置21に支持されたガスタンク10の繊維強化樹脂層11の外側にレーザAを照射して、当該繊維強化樹脂層11の表面の気泡Bを除去するレーザ照射装置23と、を有する。繊維強化樹脂層11を熱硬化する際に、強化繊維が巻回されたガスタンク10を支持し回転させ、当該回転されたガスタンク10の繊維強化樹脂層11の表面の外側にレーザAを照射して、当該繊維強化樹脂層11の表面の気泡Bを除去する。
【選択図】図1
Description
本発明は、ガスタンクの製造装置及びガスタンクの製造方法に関する。
例えば自動車等の車両に搭載される燃料電池システムには、燃料ガスの供給源として高圧ガスタンクが用いられている。
この種のガスタンクは、略楕円体状のライナ(内容器)と、当該ライナの外周面を覆う繊維強化樹脂層(FRP層)を有している。この繊維強化樹脂層は、フィラメントワインディング法により、熱硬化性樹脂が含浸された繊維をライナの外周面に巻き付け、その後繊維強化樹脂層を熱硬化させることにより形成されている。
ところで、フィラメントワインディング法により繊維強化樹脂層を形成する場合、熱硬化の過程において、繊維間に入り込んでいた空気等が次第に繊維強化樹脂層の表面側に移動して、繊維強化樹脂層の表面に気泡が生じるという問題がある。繊維強化樹脂層の表面に気泡が生じた状態で熱硬化されると、ガスタンクの表面に凹凸ができ、意匠性や強度等の種々の問題が生じるため好ましくない。
そこで、熱硬化時に、繊維強化樹脂層の表面に電熱線を接触させ、表面の気泡を物理的に除去する方法が提案されている(特許文献1参照)。
しかしながら、上述の方法では、繊維強化樹脂層に対し電熱線を支持し移動させる必要があるため、大掛かりで精度の高い機械的な機構が必要になる。このため、装置のハンドリング性が悪く、また装置構成が複雑になる。さらに、繊維強化樹脂層の口金側に近い湾曲部等の気泡を除去するのが難しく、繊維強化樹脂層の表面全体の気泡を十分に除去しきれない恐れがある。
本発明はかかる点に鑑みてなされたものであり、繊維強化樹脂層に発生する気泡を、ハンドリング性がよく簡単な構成の装置を用いて十分に除去できるガスタンクの製造装置及びその製造方法を提供することをその目的とする。
上記目的を達成するための本発明は、ライナの外周面に繊維強化樹脂層が形成されるガスタンクの製造装置であって、ガスタンクを支持し回転させるガスタンク支持装置と、前記ガスタンク支持装置に支持されたガスタンクの繊維強化樹脂層の外側にレーザを照射して、当該繊維強化樹脂層の表面の気泡を除去するレーザ照射装置と、を有するものである。
本発明によれば、レーザにより繊維強化樹脂層の表面全体の気泡を除去できるので、ハンドリング性が良く簡単な構成の装置を用いて、気泡を十分に除去できる。
前記レーザ照射装置は、前記繊維強化樹脂層の表面から0.5mm離れた位置にレーザを照射するものであってもよい。
前記レーザは、赤外線であってもよい。
前記レーザ照射装置は、前記ガスタンクの上側の繊維強化樹脂層の外側にレーザを照射するようにしてもよい。
前記レーザ照射装置は、前記繊維強化樹脂層の表面に沿って面状に広がったレーザを照射するようにしてもよい。
別の観点による本発明は、ライナの外周面に繊維強化樹脂層が形成されるガスタンクの製造方法であって、繊維強化樹脂層を熱硬化する際に、ガスタンクを支持し回転させる工程と、前記回転されたガスタンクの繊維強化樹脂層の外側にレーザを照射して、当該繊維強化樹脂層の表面の気泡を除去する工程と、を有する、ガスタンクの製造方法である。
前記ガスタンクの製造方法において、前記繊維強化樹脂層の表面から0.5mm離れた位置にレーザを照射するようにしてもよい。
前記レーザは、赤外線であってもよい。
前記ガスタンクの上側の繊維強化樹脂層の外側にレーザを照射するようにしてもよい。
前記繊維強化樹脂層の表面に沿って面状に広がったレーザを照射するようにしてもよい。
本発明によれば、ガスタンクの製造装置の簡素化、ガスタンクの意匠性の向上等を図ることができる。
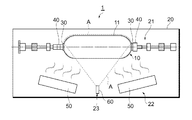
以下、図面を参照して、本発明の好ましい実施の形態について説明する。図1は、本実施の形態に係るガスタンクの製造装置1の概略を示す模式図である。
ガスタンクの製造装置1は、例えばガスタンク10を収容するチャンバ20と、ガスタンク10を支持し回転させるガスタンク支持装置21と、ガスタンク10を加熱する加熱装置22と、ガスタンク10の繊維強化樹脂層11の表面の外側にレーザAを照射するレーザ照射装置23等を有している。
ガスタンク支持装置21は、ガスタンク10の長手方向の両側にある口金30を支持しガスタンク10を軸回転させる回転シャフト40と、回転シャフト40を回転駆動する図示しないモータ等を有している。加熱装置22は、ガスタンク10に所定温度の温風を供給する温風供給部50を有している。
レーザ照射装置23は、レーザAを発光するレーザ照射部60を有している。レーザ照射装置23は、例えば赤外線のレーザAを照射できる。なお、レーザAの波長は、6〜13μm程度が好ましい。レーザ照射装置23は、ガスタンク10の上側の繊維強化樹脂層11の表面に沿って面状に広がったレーザAを照射できる。レーザ照射装置23は、例えば図2及び図3に示すように繊維強化樹脂層11の表面に直接レーザAが照射されないように、繊維強化樹脂層11の表面から所定距離D、例えば0.5mm離れた位置にレーザAを照射できる。
次に、上記ガスタンクの製造装置1を用いたガスタンク1の製造方法について説明する。先ず、ガスタンク10のライナ12(図2に示す)の外周面に繊維強化樹脂層11が形成される。この繊維強化樹脂層11の形成は、図示しない繊維巻き付け装置によりフィラメントワインディング法を用いて行われ、ライナ12を軸回転させながら、熱硬化性樹脂を含有する繊維をライナ12の外周面に巻き付けることにより行われる。
次に、繊維強化樹脂層11が熱硬化される。この際、図1に示すようにガスタンクの製造装置1のチャンバ20内において、ガスタンク10が回転シャフト40に支持される。ガスタンク支持装置21によりガスタンク10が軸回転され、加熱装置22によりガスタンク10に対し温風が供給される。これにより、繊維強化樹脂層11が熱硬化する。この際、レーザ照射装置23により、繊維強化樹脂層11の表面の外側であって表面から所定距離D離れた位置にレーザAが照射される。このレーザAは、繊維強化樹脂層11の上側の表面に沿って面状に照射される。これにより、図2に示すように繊維強化樹脂層11の内部から気体が抜けて繊維強化樹脂層11の表面に発生した気泡BにレーザAが照射される。レーザAが照射された気泡Bは、レーザAの熱により昇温し粘性が低下して割れて消滅する。ガスタンク10が回転された状態でレーザAを照射することにより、繊維強化樹脂層11の表面全体の気泡Bが除去される。
本実施の形態によれば、レーザAを照射して繊維強化樹脂層11の表面全体の気泡が除去されるので、ハンドリング性が良く簡単な構成のレーザ照射装置23を用いて気泡Bを十分に除去できる。また、レーザAが繊維強化樹脂層11自体にはほぼ照射されないので、繊維強化樹脂層11へのレーザAによる熱的な影響も防止できる。
レーザ照射装置23は、ガスタンク10の上側の繊維強化樹脂層11の外側にレーザAを照射している。重力の影響でガスタンク10の下側より上側の方が気泡Bの膜厚が薄くなるので、ガスタンク10の上側の気泡Bの方が割れ易い。よって、ガスタンク10の上側の繊維強化樹脂層11の外側にレーザAを照射することにより、より確実により簡単に気泡Bを除去できる。
レーザ照射装置23は、繊維強化樹脂層11の表面に沿って面状に広がったレーザAを照射するので、線状のレーザに比べてより短時間で効率的に繊維強化樹脂層11の表面全体の気泡Bを除去できる。
レーザ照射装置23は、繊維強化樹脂層11の表面から0.5mm離れた位置にレーザAを照射するので、外観に影響を与える0.5mm以上の気泡Bを確実に除去できる。また、レーザAが繊維強化樹脂層11に直接照射されることがないので、繊維強化樹脂層11の表面温度が局所的に変動し硬化不良を起こすことを防止できる。
レーザAは、赤外線であるので、気泡Bの昇温を効果的に行うことができる。
以上、添付図面を参照しながら本発明の好適な実施の形態について説明したが、本発明はかかる例に限定されない。当業者であれば、特許請求の範囲に記載された思想の範疇内において、各種の変更例または修正例に想到し得ることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと了解される。
例えば以上の実施の形態において、レーザAが面状に広がっていたが、線状のものであってもよい。また、レーザAが繊維強化樹脂層11の表面から0.5mm離れた位置に照射されていたが、表面から離れており、なおかつ気泡Bに当たるものであれば、その数値はこれに限定されるものではない。また、レーザAの照射位置も、繊維強化樹脂層11の上側に限られず繊維強化樹脂層11の下側など他の位置であってもよい。
また、ガスタンク10は、燃料電池自動車に燃料ガスタンクとして搭載されるガスタンクに適用され得るが、その他、電気自動車、ハイブリッド自動車などの車両、各種移動体(例えば、船舶や飛行機、ロボットなど)や定置設備(住宅、ビル)にも適用できる。
1 ガスタンクの製造装置
10 ガスタンク
11 繊維強化樹脂層
12 ライナ
21 ガスタンク支持装置
23 レーザ照射装置
A レーザ光
B 気泡
10 ガスタンク
11 繊維強化樹脂層
12 ライナ
21 ガスタンク支持装置
23 レーザ照射装置
A レーザ光
B 気泡
Claims (10)
- ライナの外周面に繊維強化樹脂層が形成されるガスタンクの製造装置であって、
ガスタンクを支持し回転させるガスタンク支持装置と、
前記ガスタンク支持装置に支持されたガスタンクの繊維強化樹脂層の外側にレーザを照射して、当該繊維強化樹脂層の表面の気泡を除去するレーザ照射装置と、を有する、ガスタンクの製造装置。 - 前記レーザ照射装置は、前記繊維強化樹脂層の表面から0.5mm離れた位置にレーザを照射する、請求項1に記載のガスタンクの製造装置。
- 前記レーザは、赤外線である、請求項1又は2に記載のガスタンクの製造装置。
- 前記レーザ照射装置は、前記ガスタンクの上側の繊維強化樹脂層の外側にレーザを照射する、請求項1〜3のいずれかに記載のガスタンクの製造装置。
- 前記レーザ照射装置は、前記繊維強化樹脂層の表面に沿って面状に広がったレーザを照射する、請求項1〜4のいずれかに記載のガスタンクの製造装置。
- ライナの外周面に繊維強化樹脂層が形成されるガスタンクの製造方法であって、
繊維強化樹脂層を熱硬化する際に、
ガスタンクを支持し回転させる工程と、
前記回転されたガスタンクの繊維強化樹脂層の外側にレーザを照射して、当該繊維強化樹脂層の表面の気泡を除去する工程と、を有する、ガスタンクの製造方法。 - 前記繊維強化樹脂層の表面から0.5mm離れた位置にレーザを照射する、請求項6に記載のガスタンクの製造方法。
- 前記レーザは、赤外線である、請求項6又は7に記載のガスタンクの製造方法。
- 前記ガスタンクの上側の繊維強化樹脂層の外側にレーザを照射する、請求項6〜8のいずれかに記載のガスタンクの製造方法。
- 前記繊維強化樹脂層の表面に沿って面状に広がったレーザを照射する、請求項6〜9のいずれかに記載のガスタンクの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011027605A JP2012166388A (ja) | 2011-02-10 | 2011-02-10 | ガスタンクの製造装置及びガスタンクの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011027605A JP2012166388A (ja) | 2011-02-10 | 2011-02-10 | ガスタンクの製造装置及びガスタンクの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012166388A true JP2012166388A (ja) | 2012-09-06 |
Family
ID=46971037
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011027605A Withdrawn JP2012166388A (ja) | 2011-02-10 | 2011-02-10 | ガスタンクの製造装置及びガスタンクの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012166388A (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015217573A (ja) * | 2014-05-16 | 2015-12-07 | トヨタ自動車株式会社 | タンクの製造方法 |
-
2011
- 2011-02-10 JP JP2011027605A patent/JP2012166388A/ja not_active Withdrawn
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015217573A (ja) * | 2014-05-16 | 2015-12-07 | トヨタ自動車株式会社 | タンクの製造方法 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5641268B2 (ja) | ガスタンクの製造方法 | |
| JP5468418B2 (ja) | 高圧タンクの製造装置並びに製造方法 | |
| EP2821209B1 (en) | Method for manufacturing a high pressure gas tank | |
| JP5369651B2 (ja) | 高圧ガスタンク製造装置及び高圧ガスタンクの製造方法 | |
| JP6588884B2 (ja) | 高圧タンクの製造方法と、その製造装置 | |
| JP5391821B2 (ja) | 高圧ガスタンク製造装置及び高圧ガスタンクの製造方法 | |
| US20140044965A1 (en) | Irradiation device for fiber composite material | |
| WO2017081812A1 (ja) | 3次元積層造形装置、3次元積層造形装置の製造方法および3次元積層造形装置の製造プログラム | |
| JP2013207060A5 (ja) | ||
| JP6791797B2 (ja) | 燃料タンク製造装置 | |
| JP2014188998A (ja) | 被修理部の修理方法、修理結果物、および修理装置 | |
| JP6099039B2 (ja) | 複合容器の製造方法 | |
| JP2012166388A (ja) | ガスタンクの製造装置及びガスタンクの製造方法 | |
| KR20190052414A (ko) | 경항공기 일체형 수평꼬리날개 제작방법 | |
| JP2014124864A (ja) | 高圧タンクの製造方法 | |
| JP5737047B2 (ja) | 高圧ガスタンクの製造方法と製造装置 | |
| JP2010265932A (ja) | タンク及びその製造方法 | |
| JP7088086B2 (ja) | タンクの製造方法 | |
| JP2012513914A (ja) | 複合構造を製造するプロセスおよび装置 | |
| JP2009138858A (ja) | タンクの製造方法、タンクの製造設備及びタンク | |
| WO2016170003A1 (en) | Fused deposition modeling process and apparatus | |
| WO2010058451A1 (ja) | Frpタンク製造装置 | |
| JP2011094644A (ja) | 高圧ガスタンクの製造方法と製造装置 | |
| JP6189791B2 (ja) | タンクの製造方法 | |
| JP6926796B2 (ja) | タンク |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A300 | Withdrawal of application because of no request for examination |
Free format text: JAPANESE INTERMEDIATE CODE: A300 Effective date: 20140513 |