JP2012149277A - プラスチック成形金型用鋼の製造方法 - Google Patents
プラスチック成形金型用鋼の製造方法 Download PDFInfo
- Publication number
- JP2012149277A JP2012149277A JP2011006540A JP2011006540A JP2012149277A JP 2012149277 A JP2012149277 A JP 2012149277A JP 2011006540 A JP2011006540 A JP 2011006540A JP 2011006540 A JP2011006540 A JP 2011006540A JP 2012149277 A JP2012149277 A JP 2012149277A
- Authority
- JP
- Japan
- Prior art keywords
- content
- quenching
- cooling rate
- steel
- temperature
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images
Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
【課題】熱処理後の金型の寸法精度を保ちつつ金型の鏡面性を向上させること。
【解決手段】プラスチック成形金型用プリハードン鋼の製造方法において、所定の合金組成よりなる鋼材をオーステナイト変態点以上の焼入れ温度で保持し、焼入れ温度から500℃までを冷却速度1〜5℃/minで冷却する第1焼入れ工程と、500℃から200℃までを冷却速度2.5〜10℃/minで冷却する第2焼入れ工程と、この鋼材を420〜520℃で焼戻す焼戻し工程を備え、この第2焼入れ工程の冷却速度は、第1焼入れ工程の冷却速度よりも大きいこととした。
【選択図】なし
【解決手段】プラスチック成形金型用プリハードン鋼の製造方法において、所定の合金組成よりなる鋼材をオーステナイト変態点以上の焼入れ温度で保持し、焼入れ温度から500℃までを冷却速度1〜5℃/minで冷却する第1焼入れ工程と、500℃から200℃までを冷却速度2.5〜10℃/minで冷却する第2焼入れ工程と、この鋼材を420〜520℃で焼戻す焼戻し工程を備え、この第2焼入れ工程の冷却速度は、第1焼入れ工程の冷却速度よりも大きいこととした。
【選択図】なし
Description
本発明は、プラスチック成型品に使用されるプラスチック成形金型用プリハードン鋼の製造方法に関する。
従来、プラスチック成形金型に用いられる金型材料として、プリハードン鋼が知られている。プリハードン鋼は、所定の硬度に調質されており、金型ユーザーは熱処理することなく加工して使用することができる。そのため、その分、金型加工の生産性を高めることができる。
そこで、例えば、特許文献1には、所定の成分組成のプラスチック金型材を、所定の硬さとなるように焼入れ(900℃)焼戻し(520〜590℃)を行い、被切削性、靭性、磨き性に関し良好な結果を得ている。
また、特許文献2には、所定の組成の鋼を、970℃で30分間加熱し、その後冷却速度2.5℃/分で600℃まで冷却し、以降は冷却速度を半減して常温まで冷却する焼入条件が開示されている。この焼入れ条件は、焼入れ性の面からC、CrおよびMnの量を検討するために、冷却条件をシミュレートしたものである。
ところで、近年、モジュール化・一体化が進む自動車のヘッドランプ用レンズ等のように、プラスチック成形品が大物化される機会が増えてきている。プラスチック成形品が大物化されると、それを成形する金型も必然的に大きくなる。そのため、特に大型の金型に従来行われていた熱処理条件を適用すると、切削加工や放電加工後に反りやねじれが発生し、金型の寸法精度が保てなくなるという問題があった。
また、上述した比較的大型の自動車等のレンズ用プラスチック金型材は、ピンホールや微細なピットがなく、鏡面性が特に優れていることが要求される。
本発明は上記のような問題に鑑みてなされたものであり、本発明が解決しようとする課題は、熱処理後の金型の寸法精度を保ちつつ金型の鏡面性を向上させることである。
本発明者らは、鋭意検討した結果この課題を解決できることを見い出した。その具体的手段は以下の通りである。まず、第1の発明は、質量%で、
C :0.10〜0.20%、
Si:0.20〜0.40%、
Mn:1.40〜7.40%、
P :0.015%以下、
Cu:0.20〜2.00%、
Ni:0.20〜3.00%、
Cr:1.50〜3.50%、
Mo:0.25〜0.50%、
V :0.05〜0.20%、
Al:0.030%以下、
O :0.0100%以下、および、
N :0.02%以下、
を含有し、かつNi/Cuが1.0以上であり、残部がFeおよび不可避的不純物よりなる鋼材をオーステナイト変態点以上の焼入れ温度で保持し、前記焼入れ温度から500℃までを冷却速度1〜5℃/minで冷却する第1焼入れ工程と、500℃から200℃までを冷却速度2.5〜10℃/minで冷却する第2焼入れ工程と、前記鋼材を420〜520℃で焼戻す焼戻し工程を備え、前記第2焼入れ工程の冷却速度は、前記第1焼入れ工程の冷却速度よりも大きいことを特徴とするプラスチック成形金型用プリハードン鋼の製造方法である。
C :0.10〜0.20%、
Si:0.20〜0.40%、
Mn:1.40〜7.40%、
P :0.015%以下、
Cu:0.20〜2.00%、
Ni:0.20〜3.00%、
Cr:1.50〜3.50%、
Mo:0.25〜0.50%、
V :0.05〜0.20%、
Al:0.030%以下、
O :0.0100%以下、および、
N :0.02%以下、
を含有し、かつNi/Cuが1.0以上であり、残部がFeおよび不可避的不純物よりなる鋼材をオーステナイト変態点以上の焼入れ温度で保持し、前記焼入れ温度から500℃までを冷却速度1〜5℃/minで冷却する第1焼入れ工程と、500℃から200℃までを冷却速度2.5〜10℃/minで冷却する第2焼入れ工程と、前記鋼材を420〜520℃で焼戻す焼戻し工程を備え、前記第2焼入れ工程の冷却速度は、前記第1焼入れ工程の冷却速度よりも大きいことを特徴とするプラスチック成形金型用プリハードン鋼の製造方法である。
次に、第2の発明は、上記した第1の発明に係るプラスチック成形金型用プリハードン鋼の製造方法であって、質量%で、
S :0.001〜0.20%、
Se:0.001〜0.3%、
Te:0.001〜0.3%、
Ca:0.0002〜0.10%、
Pb:0.001〜0.20%、および、
Bi:0.001〜0.30%から選択される1種または2種以上を含有することを特徴とする。
S :0.001〜0.20%、
Se:0.001〜0.3%、
Te:0.001〜0.3%、
Ca:0.0002〜0.10%、
Pb:0.001〜0.20%、および、
Bi:0.001〜0.30%から選択される1種または2種以上を含有することを特徴とする。
次に、第3の発明は、上記した第1の発明又は第2の発明に係るプラスチック成形金型用プリハードン鋼の製造方法であって、質量%で、
Ta:0.001〜0.30%、
Ti:0.20%以下、および、
Zr:0.001〜0.30%から選択される1種または2種以上を含有することを特徴とする。
Ta:0.001〜0.30%、
Ti:0.20%以下、および、
Zr:0.001〜0.30%から選択される1種または2種以上を含有することを特徴とする。
本発明に係る組成を有する鋼材を従来の方法で焼入れ・焼戻し処理をすると、その熱処理後に加工された金型の寸法は、鋼材内部での収縮と膨張の繰り返しにより内部歪み(残留応力)が生じ、変化しやすい。残留応力の発生は、冷却速度が速い鋼材の表面部分と冷却速度が遅い鋼材の中心部分の温度が不均一となるからだと考えられている。一方、温度の不均一化を解消するために、冷却速度を極端に遅くしてしまうと、鋼材中の組織が良好に焼入れされず(マルテンサイト化またはベイナイト化せず)、金型として必要な硬さが得られなくなってしまう。また、冷却速度が遅くなれば、経済的に好ましくない。そこで、本発明は、熱処理後に加工された金型の寸法変化を起こさず、しかも金型として必要な硬さを得るために、焼入れ処理を二段階の工程に分け、まず最初に行う第1焼入れ工程では、冷却速度を遅くすることで鋼材の表面部分と中心部分との温度差が不均一にならないようにしている。そして、次に行う第2焼入れ工程では、冷却速度を速く、すなわち第1焼入れ工程の冷却速度よりも速くすることで必要な硬さが得られるようにしている。これにより、本発明では、熱処理後に加工された金型の寸法精度を保ちつつ金型の鏡面性を向上させることができる。
ここで、上記特定量のS、Se、Te、Ca、Pb、および、Biから選択される1種または2種以上を含有する場合には、靱性の低下を抑制しつつ、被削性を向上させることができる。そのため、金型の加工性向上に寄与できる。
また、上記特定量のTa、Ti、および、Zrから選択される1種または2種以上を含有する場合には、CやNと結合して炭窒化物を形成しやすくなり、結晶粒の粗大化が抑制される。また、被削性の劣化も生じ難い。そのため、金型の鏡面性、加工性向上に寄与できる。
以下に、本発明の一実施形態に係るプラスチック成形金型用プリハードン鋼(以下、「本プリハードン鋼」ということがある。)の製造方法について詳細に説明する。本プリハードン鋼の用途としては、日用雑貨品、家電製品外装・内装・部品、OA機器外装・内装・部品、携帯電話の外装、自動車やオートバイ等の内装部品や外装部品及びその構造部材などが挙げられる。本発明においては、大型の自動車のヘッドランプ用レンズ等を成形する場合など、大型の金型(実用的には40Kg以上の金型)に適用することが好ましい。
本発明に係る本プリハードン鋼は、以下のような元素を含有する。添加元素の種類、その成分範囲及びその限定理由は、以下の通りである。なお、成分割合の単位は、質量%である。
C:0.10〜0.20%
Cは、強度、耐摩耗性を確保するのに必要な元素である。Cは、Cr、Mo、W、V等の炭化物形成元素と結合して炭化物を形成する。また、Cは、焼入れ時に母相中に固溶し、マルテンサイト組織化することによって硬度を確保するためにも必要である。その効果を得るため、C含有量の下限を0.10%とする。C含有量が過剰になると、上記炭化物形成元素とCとが結合して粗大な炭化物を形成し、衝撃値が低下する。そのため、C含有量の上限を0.30%とする。
Cは、強度、耐摩耗性を確保するのに必要な元素である。Cは、Cr、Mo、W、V等の炭化物形成元素と結合して炭化物を形成する。また、Cは、焼入れ時に母相中に固溶し、マルテンサイト組織化することによって硬度を確保するためにも必要である。その効果を得るため、C含有量の下限を0.10%とする。C含有量が過剰になると、上記炭化物形成元素とCとが結合して粗大な炭化物を形成し、衝撃値が低下する。そのため、C含有量の上限を0.30%とする。
Si:0.20〜0.40%
Siは、主に脱酸剤、または、金型製造時の被削性を向上させる元素として添加される。その効果を得るため、Si含有量の下限を0.20%とする。一方、Siの添加により熱伝導率が低下する。また、焼入焼戻し鋼の硬度は、焼入れ後の硬度と析出炭化物の分布による二次硬化によって決まる。そのため、焼入れ後に十分に硬度が得られる必要がある。Si含有量が過剰になると、Siがマトリクスに固溶し、他の炭化物の析出が促進され、CCT線図におけるパーライトノーズの位置が短時間側に移動したり、ベイナイト変態の開始温度が高くなったりし、とりわけ、冷却の遅くなる大型の金型の中心部の硬度を低下させる。これらの観点から、Si含有量の上限を0.40%とする。
Siは、主に脱酸剤、または、金型製造時の被削性を向上させる元素として添加される。その効果を得るため、Si含有量の下限を0.20%とする。一方、Siの添加により熱伝導率が低下する。また、焼入焼戻し鋼の硬度は、焼入れ後の硬度と析出炭化物の分布による二次硬化によって決まる。そのため、焼入れ後に十分に硬度が得られる必要がある。Si含有量が過剰になると、Siがマトリクスに固溶し、他の炭化物の析出が促進され、CCT線図におけるパーライトノーズの位置が短時間側に移動したり、ベイナイト変態の開始温度が高くなったりし、とりわけ、冷却の遅くなる大型の金型の中心部の硬度を低下させる。これらの観点から、Si含有量の上限を0.40%とする。
Mn:1.40〜7.40%
Mnは、焼入れ性の向上、オーステナイトの安定化のために添加される。その効果を得るため、Mn含有量の下限を1.40%とする。Mn含有量が過剰になると、熱間加工性が低下する。そのため、Mn含有量の上限を7.40%とする。
Mnは、焼入れ性の向上、オーステナイトの安定化のために添加される。その効果を得るため、Mn含有量の下限を1.40%とする。Mn含有量が過剰になると、熱間加工性が低下する。そのため、Mn含有量の上限を7.40%とする。
P:0.015%以下
Pは、鋼中に不可避的に含まれる。Pは、結晶粒界に偏析し、靱性を低下させる原因となる。そのため、P含有量の上限は、0.015%とする。
Pは、鋼中に不可避的に含まれる。Pは、結晶粒界に偏析し、靱性を低下させる原因となる。そのため、P含有量の上限は、0.015%とする。
Cu:0.20〜2.00%
Cuは、オーステナイトを安定化させる元素である。また、時効析出することで硬度の確保に寄与する。但し、Cu含有量が過剰になると、熱間加工性が低下する。これを防止する観点から、Cu含有量は、0.20〜2.00%とする。
Cuは、オーステナイトを安定化させる元素である。また、時効析出することで硬度の確保に寄与する。但し、Cu含有量が過剰になると、熱間加工性が低下する。これを防止する観点から、Cu含有量は、0.20〜2.00%とする。
Ni:0.20〜3.00%
Niは、オーステナイトを安定化させる元素である。また、Cuを含有する鋼に添加することで再融反応を防ぐことができる。但し、Ni含有量が過剰になると、焼きなまし性が低下し、硬度の調整が困難になる。そのため、Ni含有量は、0.20〜3.00%とする。
Niは、オーステナイトを安定化させる元素である。また、Cuを含有する鋼に添加することで再融反応を防ぐことができる。但し、Ni含有量が過剰になると、焼きなまし性が低下し、硬度の調整が困難になる。そのため、Ni含有量は、0.20〜3.00%とする。
Cr:1.50〜3.50%
Crは、耐食性を向上させる元素である。その効果を得るため、Cr含有量の下限を1.50%とする。Cr含有量が過剰になると、熱伝導率が大きく低下する。これを防止する観点から、Cr含有量の上限を3.50%とする。
Crは、耐食性を向上させる元素である。その効果を得るため、Cr含有量の下限を1.50%とする。Cr含有量が過剰になると、熱伝導率が大きく低下する。これを防止する観点から、Cr含有量の上限を3.50%とする。
Mo:0.25〜0.50%
Moは、CCT線図におけるパーライトノーズを長時間側へ移行させる元素である。その効果を得るため、Mo含有量の下限を0.25%とする。もっとも、Mo添加効果も次第に飽和する。そのため、Mo含有量の上限を0.50%とする。
Moは、CCT線図におけるパーライトノーズを長時間側へ移行させる元素である。その効果を得るため、Mo含有量の下限を0.25%とする。もっとも、Mo添加効果も次第に飽和する。そのため、Mo含有量の上限を0.50%とする。
V:0.05〜0.20%
Vは、Cと結合して炭化物を形成する。この炭化物は、結晶粒径の粗大化抑制に寄与する。その効果を得るため、V含有量の下限を0.05%とする。V含有量が過剰になると、V炭化物が晶出し、成長するため、炭化物粒径が大きくなって鏡面性が低下する。これを防止する観点から、V含有量の上限を0.20%とする。
Vは、Cと結合して炭化物を形成する。この炭化物は、結晶粒径の粗大化抑制に寄与する。その効果を得るため、V含有量の下限を0.05%とする。V含有量が過剰になると、V炭化物が晶出し、成長するため、炭化物粒径が大きくなって鏡面性が低下する。これを防止する観点から、V含有量の上限を0.20%とする。
Al:0.030%以下
Alは、脱酸剤として添加される元素である。但し、Al含有量が過剰になると、Oと結合して粗大な酸化物を形成し、鏡面性が低下する。そのため、Al含有量の上限を0.030%とする。
Alは、脱酸剤として添加される元素である。但し、Al含有量が過剰になると、Oと結合して粗大な酸化物を形成し、鏡面性が低下する。そのため、Al含有量の上限を0.030%とする。
O:0.0100%以下
Oは、溶鋼中に不可避的に含まれる元素である。但し、Oが過剰になると、Si、Alと結合して粗大な酸化物を生じ、これが介在物となって、靱性、鏡面性を低下させる。これを防止する観点から、O含有量の上限を0.0100%とする。
Oは、溶鋼中に不可避的に含まれる元素である。但し、Oが過剰になると、Si、Alと結合して粗大な酸化物を生じ、これが介在物となって、靱性、鏡面性を低下させる。これを防止する観点から、O含有量の上限を0.0100%とする。
N:0.02%以下
Nは、侵入型元素であり、マルテンサイト組織の硬さの上昇に寄与する。同じ侵入型元素の炭素に比べてγ安定化能が強い。但し、N含有量が過剰になると、凝固中の窒素の濃化により窒素ガス噴出の限界を超えてしまい、インゴット中にボイドを生じやすくなる。そのため、N含有量の上限を0.02%とする。
Nは、侵入型元素であり、マルテンサイト組織の硬さの上昇に寄与する。同じ侵入型元素の炭素に比べてγ安定化能が強い。但し、N含有量が過剰になると、凝固中の窒素の濃化により窒素ガス噴出の限界を超えてしまい、インゴット中にボイドを生じやすくなる。そのため、N含有量の上限を0.02%とする。
Ni/Cuが1.0以上
Ni/Cuが1.0未満であると、再融反応(一端固溶体として固相になったものから、低融点の相が析出し、液相ができる現象)が起きやすくなり、熱間加工性が低下するためである。また、熱間加工性の低下により製造が困難となってしまうからである。
Ni/Cuが1.0未満であると、再融反応(一端固溶体として固相になったものから、低融点の相が析出し、液相ができる現象)が起きやすくなり、熱間加工性が低下するためである。また、熱間加工性の低下により製造が困難となってしまうからである。
本プリハードン鋼は、上述した必須元素に加えて、さらに、以下の元素から選択される1種または2種以上の元素を任意に含有していても良い。各元素の成分割合、限定理由などは、次の通りである。
S:0.001〜0.20%、Se:0.001〜0.3%、Te:0.001〜0.3%、Ca:0.0002〜0.10%、Pb:0.001〜0.20%、Bi:0.001〜0.30%
S、Se、Te、Ca、Pb、Biは、いずれも被削性を向上させるために添加することができる。その効果を得るため、S含有量の下限を、0.001%とする。同様に、Se含有量の下限を、0.001%とする。Te含有量の下限を、0.001%とする。Ca含有量の下限を、0.0002%とする。Pb含有量の下限を、0.001%とする。Bi含有量の下限を、0.001%とする。
S、Se、Te、Ca、Pb、Biは、いずれも被削性を向上させるために添加することができる。その効果を得るため、S含有量の下限を、0.001%とする。同様に、Se含有量の下限を、0.001%とする。Te含有量の下限を、0.001%とする。Ca含有量の下限を、0.0002%とする。Pb含有量の下限を、0.001%とする。Bi含有量の下限を、0.001%とする。
S、Se、Te、Ca、Pb、Biの各含有量が過剰になると、靱性の低下を招く。これを防止する観点から、S含有量の上限を、0.20%、より好ましくは、0.050%とする。同様に、Se含有量の上限を、0.3%とする。Te含有量の上限を、0.3%とする。Ca含有量の上限を、0.10%とする。Pb含有量の上限を、0.20%とする。Bi含有量の上限を、0.30%とする。
Ta:0.001〜0.30%、Ti:0.20%以下、Zr:0.001〜0.30%
Ta、Ti、Zrは、C、Nと結合して炭窒化物を形成し、結晶粒の粗大化を抑制して鏡面性を向上させるのに有効な元素である。その効果を得るため、Ta含有量の下限を、0.001%とする。同様に、Zr含有量の下限を、0.001%とする。なお、Ti含有量の下限は特に限定されない。
Ta、Ti、Zrは、C、Nと結合して炭窒化物を形成し、結晶粒の粗大化を抑制して鏡面性を向上させるのに有効な元素である。その効果を得るため、Ta含有量の下限を、0.001%とする。同様に、Zr含有量の下限を、0.001%とする。なお、Ti含有量の下限は特に限定されない。
Ta、Ti、Zrの各含有量が過剰になると、被削性の劣化を招く。これを防止する観点から、Ta含有量の上限を、0.30%とする。同様に、Ti含有量の上限を、0.20%とする。Zr含有量の上限を、0.30%とする。
また、本プリハードン鋼は、その硬さ(ロックウェル硬さ)が、36〜42HRCの範囲内に調質されることが好ましい。硬さが36HRC未満になると、硬度が不十分なため、面粗さが大きくなり、鏡面磨き性が低下するからである。このような観点から、さらに好ましくは、硬さが38HRC以上である。一方、硬さが42HRCを越えると、硬くなり過ぎ、ハイスドリル等による穴あけなど、金型加工性が低下するからである。
〔第1焼入れ工程〕
第1焼入れ工程は、上述した組成を有する鋼材をオーステナイト変態点以上の焼入れ温度で保持した後に、焼入れ温度から500℃まで1〜5℃/minで冷却する工程である。焼入れ温度は、鋼材の組成に応じて適切な温度を選択する。通常は、オーステナイト変態点+30〜50℃である。ここで、1〜5℃/minは、焼入れ温度から500℃までの平均冷却速度のことを言う。一般に、冷却速度が速くなるほど、マルテンサイト変態やベイナイト変態が進行しやすくなる。このため、焼入後の冷却速度が速いと、特に大型の金型の場合、鋼材の温度分布が悪くなる。すなわち、鋼材の表面温度と中心温度との間にバラツキが生じる。この結果、鋼材中で変態が一様に起こらなくなり、後から変態した部分は拘束をうけて歪を生じる。よって、焼入れ温度から500℃までの冷却速度を5℃/min以下とする。一方、冷却速度が遅くなるとパーライト組織を生じてしまうため、均一な組織の材料が得られなくなる。よって、焼入れ温度から500℃までの冷却速度を1℃/min以上とする。ここで、500℃までとしたのは、マルテンサイト変態やベイナイト変態開始温度の直上の温度だからである。
第1焼入れ工程は、上述した組成を有する鋼材をオーステナイト変態点以上の焼入れ温度で保持した後に、焼入れ温度から500℃まで1〜5℃/minで冷却する工程である。焼入れ温度は、鋼材の組成に応じて適切な温度を選択する。通常は、オーステナイト変態点+30〜50℃である。ここで、1〜5℃/minは、焼入れ温度から500℃までの平均冷却速度のことを言う。一般に、冷却速度が速くなるほど、マルテンサイト変態やベイナイト変態が進行しやすくなる。このため、焼入後の冷却速度が速いと、特に大型の金型の場合、鋼材の温度分布が悪くなる。すなわち、鋼材の表面温度と中心温度との間にバラツキが生じる。この結果、鋼材中で変態が一様に起こらなくなり、後から変態した部分は拘束をうけて歪を生じる。よって、焼入れ温度から500℃までの冷却速度を5℃/min以下とする。一方、冷却速度が遅くなるとパーライト組織を生じてしまうため、均一な組織の材料が得られなくなる。よって、焼入れ温度から500℃までの冷却速度を1℃/min以上とする。ここで、500℃までとしたのは、マルテンサイト変態やベイナイト変態開始温度の直上の温度だからである。
〔第2焼入れ工程〕
第2焼入れ工程は、上述した第1焼入れ工程で焼入れした組成を有する鋼材を
500℃から200℃まで2.5〜10℃/minで冷却する工程である。ここで、2.5〜10℃/minは、500℃から200℃まで平均冷却速度のことを言う。マルテンサイト組織は歪を多く含むため、歪みを生じないようにするためには、急冷を避けてベイナイト組織を得ることが好ましい。よって、500℃から200℃までの冷却速度を10℃/min以下とする。一方、冷却速度が遅いと焼入れ後の硬度が低下し十分な硬度が得られない。よって、500℃から200℃までの冷却速度を2.5℃/min以上とする。ここで、200℃までとしたのは、マルテンサイトやベイナイト変態が十分に完了する温度だからである。
第2焼入れ工程は、上述した第1焼入れ工程で焼入れした組成を有する鋼材を
500℃から200℃まで2.5〜10℃/minで冷却する工程である。ここで、2.5〜10℃/minは、500℃から200℃まで平均冷却速度のことを言う。マルテンサイト組織は歪を多く含むため、歪みを生じないようにするためには、急冷を避けてベイナイト組織を得ることが好ましい。よって、500℃から200℃までの冷却速度を10℃/min以下とする。一方、冷却速度が遅いと焼入れ後の硬度が低下し十分な硬度が得られない。よって、500℃から200℃までの冷却速度を2.5℃/min以上とする。ここで、200℃までとしたのは、マルテンサイトやベイナイト変態が十分に完了する温度だからである。
本発明において、第2焼入れ工程の冷却速度は、第1焼入れ工程の冷却速度よりも大きいことを特徴としている。その理由は、鋼材中の温度が不均一になることを解消すること、及び焼入れ組織により十分な金型の硬さを得ることを両立させるためである。
〔焼戻し工程〕
残留応力の発生は、塑性加工、変態時の温度バラツキなどの要因が考えられるが、適切な焼戻し温度で保持されることで解消され得る。すなわち、200℃や300℃程度の低い温度での焼戻しだと、残留応力の低減量が少なくなってしまう。一方、700℃や800℃程度の高い温度での焼戻しだと、鈍りすぎにより十分な硬さが得られなくなってしまう、又はオーステナイト変態し再焼入れされてしまう。そして、本発明におけるC含有量(0.10〜0.20%)がやや低めであるため、ベイナイト組織中の炭素量も低くなる。そのため、550℃付近の焼戻し温度では、十分な硬さを出すことができない。よって、本発明における合金組成の焼戻し曲線の関係上、十分な硬さを出すために、本発明では焼戻し工程を420〜520℃で行う。
残留応力の発生は、塑性加工、変態時の温度バラツキなどの要因が考えられるが、適切な焼戻し温度で保持されることで解消され得る。すなわち、200℃や300℃程度の低い温度での焼戻しだと、残留応力の低減量が少なくなってしまう。一方、700℃や800℃程度の高い温度での焼戻しだと、鈍りすぎにより十分な硬さが得られなくなってしまう、又はオーステナイト変態し再焼入れされてしまう。そして、本発明におけるC含有量(0.10〜0.20%)がやや低めであるため、ベイナイト組織中の炭素量も低くなる。そのため、550℃付近の焼戻し温度では、十分な硬さを出すことができない。よって、本発明における合金組成の焼戻し曲線の関係上、十分な硬さを出すために、本発明では焼戻し工程を420〜520℃で行う。
以下、本発明の内容に関し、実施例を用いてより具体的に説明する。
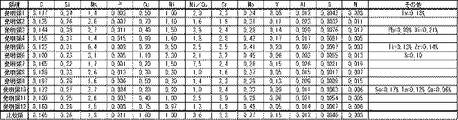
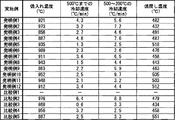
図1に示す合金組成(質量%)の鋼を真空誘導炉で溶製した後、500kgのインゴットを鋳造した。鋳造後のインゴットを熱間鍛造し、断面が250×60mm角の棒材を製造した。この棒材から各種試験に応じた試験片を切り出し熱処理後に硬度試験、鏡面性試験、変形試験を行った。図2に、発明例及び比較例の熱処理条件を示す。このうち、比較例2〜5は、発明鋼2と合金組成が同じであるが、熱処理条件を変更したものである。
図1に示す合金組成(質量%)の鋼を真空誘導炉で溶製した後、500kgのインゴットを鋳造した。鋳造後のインゴットを熱間鍛造し、断面が250×60mm角の棒材を製造した。この棒材から各種試験に応じた試験片を切り出し熱処理後に硬度試験、鏡面性試験、変形試験を行った。図2に、発明例及び比較例の熱処理条件を示す。このうち、比較例2〜5は、発明鋼2と合金組成が同じであるが、熱処理条件を変更したものである。
熱処理条件の際、冷却速度は、変形試験で用いた試験片と同じ大きさの試験片の中心部まで穴を開け、熱電対を挿入して測定した。詳細には、試験片の中心に熱電対を挿入し、焼入れ工程における温度履歴をサンプリングした。
〔硬度試験〕
上記棒材から15mm×15mm×15mmのサイコロ状の試験片を切り出し、熱処理後に♯400まで研磨をおこない、ロックウェル硬度試験機で測定した。
上記棒材から15mm×15mm×15mmのサイコロ状の試験片を切り出し、熱処理後に♯400まで研磨をおこない、ロックウェル硬度試験機で測定した。
〔鏡面性試験〕
上記棒材から50mm×45mm×12mmの板材を加工し、熱処理後に機械研磨により#5000の砥粒まで研磨し、試験片を作製した。そして、当該試験片の研磨面について、JIS B0633に準拠して表面粗さRzmaxを測定し、鏡面性の評価とした。本試験では、Rzmaxが0.0550μm以下の試験片は、鏡面性に優れている、と判断した。
上記棒材から50mm×45mm×12mmの板材を加工し、熱処理後に機械研磨により#5000の砥粒まで研磨し、試験片を作製した。そして、当該試験片の研磨面について、JIS B0633に準拠して表面粗さRzmaxを測定し、鏡面性の評価とした。本試験では、Rzmaxが0.0550μm以下の試験片は、鏡面性に優れている、と判断した。
〔変形試験〕
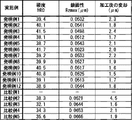
上記棒材から250mm×60mm×400mmのブロック(46.8Kg)を加工し、熱処理を行った後に5×60×15mmの長方形をワイヤーカットにより切り抜いて、その変形量を測定した。より詳細には、長尺方向における面の反り量(μm/60mm)を変形量として図3に示している。本試験では、2.5μm以下であれば、変形量が少ない、と判断した。
上記棒材から250mm×60mm×400mmのブロック(46.8Kg)を加工し、熱処理を行った後に5×60×15mmの長方形をワイヤーカットにより切り抜いて、その変形量を測定した。より詳細には、長尺方向における面の反り量(μm/60mm)を変形量として図3に示している。本試験では、2.5μm以下であれば、変形量が少ない、と判断した。
図3に、発明例と比較例の試験結果を示す。図1〜3を比較すると、以下のことが分かる。
比較鋼(比較例1)は、Ni/Cuが1.0未満であるため、鍛造中に割れが生じ、試験片が得られなかった。これは、鍛造中に再融反応が起きたためだと考えられる。
比較鋼(比較例1)は、Ni/Cuが1.0未満であるため、鍛造中に割れが生じ、試験片が得られなかった。これは、鍛造中に再融反応が起きたためだと考えられる。
比較例2は、第1焼入れ工程での冷却速度が本発明の規定範囲の上限を上回っているため、熱処理中の試験片の温度分布が悪くなっている。そのため、変態による歪の蓄積が多くなり、加工後の変形が大きい(寸法精度が悪い)。
比較例3は、第1焼入れ工程での冷却速度が本発明の規定範囲の下限を下回っている。そのため、フェライト及びパーライトが存在するものと予想され、硬度が低く、鏡面性を確保することが困難である。
比較例4は、第2焼入れ工程の冷却速度が第1焼入れ工程の冷却速度よりも大きくなっていない。そのため、鋼材中の温度が不均一になることを解消すること、及びマルテンサイト組織により十分な金型の硬さを得ることを両立させることができず、結果として十分な硬さが得られず、鏡面性が良くなかった。
比較例5は、焼戻し工程での焼戻し温度が本発明の規定範囲の上限を上回っている。そのため、結果として軟化が進んだものと考えられ、十分な硬さが得られず、鏡面性が良くなかった。
これら比較例に対し、発明例は、何れも熱処理後の金型の寸法精度を保ちつつ金型の鏡面性を確保していることがわかる。
上記結果から、本発明に係る製造方法によれば、比較的大物(40Kg以上)のプラスチック成形品であっても生産性良く成形することが可能なプラスチック成形用金型を得ることができることが確認できた。
以上、本発明の実施形態、実施例について説明した。本発明は、これらの実施形態、実施例に特に限定されることなく、種々の改変を行うことが可能である。
Claims (3)
- 質量%で、
C :0.10〜0.20%、
Si:0.20〜0.40%、
Mn:1.40〜7.40%、
P :0.015%以下、
Cu:0.20〜2.00%、
Ni:0.20〜3.00%、
Cr:1.50〜3.50%、
Mo:0.25〜0.50%、
V :0.05〜0.20%、
Al:0.030%以下、
O :0.0100%以下、および、
N :0.02%以下、
を含有し、かつNi/Cuが1.0以上であり、残部がFeおよび不可避的不純物よりなる鋼材をオーステナイト変態点以上の焼入れ温度で保持し、
前記焼入れ温度から500℃までを冷却速度1〜5℃/minで冷却する第1焼入れ工程と、500℃から200℃までを冷却速度2.5〜10℃/minで冷却する第2焼入れ工程と、前記鋼材を420〜520℃で焼戻す焼戻し工程を備え、
前記第2焼入れ工程の冷却速度は、前記第1焼入れ工程の冷却速度よりも大きいことを特徴とするプラスチック成形金型用プリハードン鋼の製造方法。 - 質量%で、
S :0.001〜0.20%、
Se:0.001〜0.3%、
Te:0.001〜0.3%、
Ca:0.0002〜0.10%、
Pb:0.001〜0.20%、および、
Bi:0.001〜0.30%から選択される1種または2種以上を含有することを特徴とする請求項1に記載のプラスチック成形金型用プリハードン鋼の製造方法。 - 質量%で、
Ta:0.001〜0.30%、
Ti:0.20%以下、および、
Zr:0.001〜0.30%から選択される1種または2種以上を含有することを特徴とする請求項1または2に記載のプラスチック成形金型用プリハードン鋼の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011006540A JP2012149277A (ja) | 2011-01-17 | 2011-01-17 | プラスチック成形金型用鋼の製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011006540A JP2012149277A (ja) | 2011-01-17 | 2011-01-17 | プラスチック成形金型用鋼の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012149277A true JP2012149277A (ja) | 2012-08-09 |
Family
ID=46791804
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011006540A Pending JP2012149277A (ja) | 2011-01-17 | 2011-01-17 | プラスチック成形金型用鋼の製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012149277A (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101475884B1 (ko) * | 2012-12-21 | 2014-12-24 | 주식회사 포스코 | 금형용 강재 및 그 제조방법 |
| WO2017141424A1 (ja) * | 2016-02-19 | 2017-08-24 | 新日鐵住金株式会社 | 鋼 |
| WO2017141425A1 (ja) * | 2016-02-19 | 2017-08-24 | 新日鐵住金株式会社 | 鋼 |
-
2011
- 2011-01-17 JP JP2011006540A patent/JP2012149277A/ja active Pending
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101475884B1 (ko) * | 2012-12-21 | 2014-12-24 | 주식회사 포스코 | 금형용 강재 및 그 제조방법 |
| WO2017141424A1 (ja) * | 2016-02-19 | 2017-08-24 | 新日鐵住金株式会社 | 鋼 |
| WO2017141425A1 (ja) * | 2016-02-19 | 2017-08-24 | 新日鐵住金株式会社 | 鋼 |
| CN108603259A (zh) * | 2016-02-19 | 2018-09-28 | 新日铁住金株式会社 | 钢 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6432070B2 (ja) | 高温熱伝導度に優れた長寿命ダイカスト用熱間金型鋼およびその製造方法 | |
| KR20150061516A (ko) | 금형강 및 그 제조방법 | |
| JP2009242820A (ja) | 鋼、金型用鋼及びこれを用いた金型 | |
| KR20100135205A (ko) | 열간가공 공구강 및 이를 이용한 철강제품 | |
| KR101930860B1 (ko) | 스테인리스 열연 강판 | |
| JP2013213255A (ja) | 熱間金型鋼 | |
| JP2009013465A (ja) | 工具鋼及びこれを用いた成型用部材、工具鋼の品質検証方法 | |
| JP5641298B2 (ja) | プラスチック成形金型用鋼の製造方法 | |
| JP5729213B2 (ja) | 熱間プレス部材の製造方法 | |
| CN102864383B (zh) | 一种低合金钢 | |
| JP5713195B2 (ja) | プラスチック成形金型用プリハードン鋼 | |
| EP2915895A2 (en) | Steel for mold | |
| EP3272896B1 (en) | Age-hardenable steel, and method for manufacturing components using age-hardenable steel | |
| JP5727400B2 (ja) | プラスチック成形金型用鋼およびその製造方法 | |
| JP2014025103A (ja) | 熱間工具鋼 | |
| JP2012149277A (ja) | プラスチック成形金型用鋼の製造方法 | |
| KR20140087279A (ko) | 우수한 경도와 충격인성을 갖는 냉간공구강 | |
| KR101555097B1 (ko) | 플라스틱 사출용 금형강 및 그 제조방법 | |
| KR20190130979A (ko) | 다이캐스트 금형용 강 및 다이캐스트 금형 | |
| JP2866113B2 (ja) | 耐食性金型用鋼 | |
| KR101379058B1 (ko) | 고경도 및 고인성 석출경화형 금형강 및 그 제조방법 | |
| JP5151662B2 (ja) | 軟窒化用鋼材の製造方法 | |
| KR101535971B1 (ko) | 고강도 자동차 기어용 윤곽고주파 열처리용 강 및 그 제조방법 | |
| JP2011132577A (ja) | プラスチック成形金型用プリハードン鋼 | |
| JP6375691B2 (ja) | 窒化用鋼 |