JP2012145331A - Method and device for detecting molten metal level - Google Patents
Method and device for detecting molten metal level Download PDFInfo
- Publication number
- JP2012145331A JP2012145331A JP2011001350A JP2011001350A JP2012145331A JP 2012145331 A JP2012145331 A JP 2012145331A JP 2011001350 A JP2011001350 A JP 2011001350A JP 2011001350 A JP2011001350 A JP 2011001350A JP 2012145331 A JP2012145331 A JP 2012145331A
- Authority
- JP
- Japan
- Prior art keywords
- duct
- molten metal
- primary coil
- secondary coils
- heater
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images





Landscapes
- Measurement Of Levels Of Liquids Or Fluent Solid Materials (AREA)
- Continuous Casting (AREA)
Abstract
Description
本発明はダクトの中に存在する溶融金属のレベルを検知する装置と方法に関し、特にヒータにより加熱される耐熱性のダクトの近傍に設けた発信器で交流を発信し、この一次発信器に隣接して前記ダクトの近傍に設けた受信器に誘導される誘導起電力を検知して前記ダクトの中に存在する溶融金属のレベルを検知する装置と方法に関する。 The present invention relates to an apparatus and method for detecting the level of molten metal present in a duct, and in particular, an alternating current is transmitted by a transmitter provided in the vicinity of a heat-resistant duct heated by a heater and adjacent to the primary transmitter. The present invention relates to an apparatus and a method for detecting an induced electromotive force induced in a receiver provided in the vicinity of the duct and detecting a level of molten metal existing in the duct.
溶融金属とキャビティとの間の圧力差を利用して、キャビティ内に溶融金属を充填して鋳造する方法に、低圧鋳造法、差圧鋳造法及び減圧鋳造法等がある。例えば低圧鋳造法は、溶融金属を収納した密閉炉に不活性ガスや二酸化炭素等のガスによる比較的低い圧力を付加し、この圧力で密閉炉内の溶融金属をストークを介して上方に押し上げ、密閉炉の上位に配置された鋳型に溶融金属を充填し、鋳造品を製造する方法である。 There are a low pressure casting method, a differential pressure casting method, a reduced pressure casting method, and the like as a method of casting by filling a molten metal into a cavity using a pressure difference between the molten metal and the cavity. For example, in the low-pressure casting method, a relatively low pressure by a gas such as an inert gas or carbon dioxide is applied to a closed furnace containing molten metal, and the molten metal in the closed furnace is pushed upward through stalk at this pressure. This is a method for producing a cast product by filling molten metal into a mold placed above a closed furnace.
このような各種の鋳造法において鋳型のキャビティに溶融アルミニウム等の溶融金属を充填制御する場合、鋳型のキャビティに接続されたストーク等のダクトの中にある溶融金属のレベルを検知する必要がある。このようなダクトの中の溶融金属のレベルを検知するために使用するレベル検知手段として、ダクト内の溶融金属によるインダクタンス値の変化を誘導起電力の変化により検知し、そのレベルを検知する誘導式レベル検知装置が知られている。下記特許文献1〜10は、これら誘導式レベル検知装置を記載している。
In such various casting methods, when controlling the filling of molten metal such as molten aluminum into the mold cavity, it is necessary to detect the level of molten metal in a duct such as stalk connected to the cavity of the mold. As a level detection means used to detect the level of molten metal in such a duct, an induction type that detects a change in inductance value due to a change in induced electromotive force by detecting a change in inductance value due to the molten metal in the duct and detects the level. Level detection devices are known. The following
誘導式レベル検知装置は基本的には、溶融金属が通るダクトの周囲やその近傍に交流を発信する発信器を設け、この発信器に隣接してダクトの周囲やその近傍に二次電流を誘導する受信器を設けたものである。発信器に交流電源を接続して高周波を通電し、発信させると、受信器に二次電流が誘導される。このとき、ダクトの中の発信器と受信器との間の位置に溶融アルミニウム等の溶融金属が存在すると、導電体である溶融金属によって誘電損失が起こり、受信器に誘導される二次電流に変化が生じる。この受信器に誘導される二次電流の変化により、ダクトの中の溶融金属の存在、すなわちダクトの中の溶融金属の液面を検知し、そのレベルを知ることが出来る。 An inductive level detector basically has a transmitter that transmits alternating current around and around the duct through which molten metal passes, and induces a secondary current around and around the duct adjacent to this transmitter. A receiver is provided. When an AC power supply is connected to the transmitter and a high frequency is applied and transmitted, a secondary current is induced in the receiver. At this time, if a molten metal such as molten aluminum exists between the transmitter and the receiver in the duct, dielectric loss occurs due to the molten metal as a conductor, and the secondary current induced in the receiver Change occurs. By the change of the secondary current induced in the receiver, the presence of the molten metal in the duct, that is, the liquid level of the molten metal in the duct can be detected and the level can be known.
鋳造装置等で鋳型のキャビティに溶融金属を供給するストーク等のダクトは、耐熱性、耐食性を有するセラミック等からなり、それ自体は絶縁体である。しかし、ダクト内の溶融金属の流動性を保つため、ダクトを絶えず加熱し、保温する必要がある。この保温のため、一般にはダクトの周囲に電気ヒータを巻回し、これに加熱用電源を接続し、発熱してダクトを保温している。このため、ヒータを流れる電流が受信器に誘導される二次電流に影響を与えることがある。また、ダクトを通して溶融金属を供給するため、ダクトに電磁ポンプを設け、ダクト内の溶融金属に推力を与えることも行われる。この場合は、電磁ポンプに流れる電流や発生する磁界も受信器に誘導される二次電流に影響を与える。 A duct such as stalk for supplying molten metal to a mold cavity by a casting apparatus or the like is made of ceramic having heat resistance and corrosion resistance, and is itself an insulator. However, in order to maintain the fluidity of the molten metal in the duct, it is necessary to constantly heat and keep the duct warm. For this heat insulation, an electric heater is generally wound around the duct, and a heating power source is connected to the electric heater to generate heat and keep the duct warm. For this reason, the current flowing through the heater may affect the secondary current induced in the receiver. Moreover, in order to supply molten metal through a duct, an electromagnetic pump is provided in the duct and thrust is given to the molten metal in the duct. In this case, the current flowing through the electromagnetic pump and the generated magnetic field also affect the secondary current induced in the receiver.
本発明は前記従来の溶融金属レベル検知装置と検知方法における課題に鑑み、高温の溶融金属を搬送するダクトにおいても、ノイズが小さく、感度良く溶融金属のレベルを検知することが出来、しかも高温に耐えることが出来る耐熱性に優れた溶融金属レベル検知装置と検知方法を得ることを目的とする。 In view of the problems in the conventional molten metal level detection device and detection method, the present invention can detect the level of molten metal with high sensitivity and low noise even in a duct that conveys high-temperature molten metal. It aims at obtaining the molten metal level detection apparatus and detection method excellent in heat resistance which can endure.
本発明は前記の目的を達成するため、耐熱性、耐食性を有するダクト1を保温するヒータ2を耐熱性を有し、且つ無誘導のものとし、さらにこのダクトの周囲に隣接して巻回される交流発信用の一次コイル6と交流受信用の二次コイル7a、7bとを無機絶縁ケーブルとしたものである。
In order to achieve the above object, the present invention makes the
すなわち、本発明による溶融金属レベル検知装置は、耐熱性、耐食性を有するダクト1の周囲にヒータ2を巻回して保温し、さらにこのダクト1の周囲に交流発信用の一次コイル6を巻回し、この一次コイル6に隣接してダクト1の周囲に交流受信用の二次コイル7a、7bを巻回し、ヒータ2に加熱用電源を接続し、一次コイル6に発信器を接続し、二次コイル7a、7bに受信器を接続したものであり、前記ヒータ2を無誘導のシーズヒータとし、一次コイル6と二次コイル7a、7bを無機絶縁ケーブルとした。
That is, the molten metal level detecting device according to the present invention winds the
この溶融金属レベル検知装置を使用し、ダクト1をヒータ2で加熱し、ダクト1の内部を溶融金属の融点以上の温度に維持しながら、一次コイル6から交流を発信し、この交流により二次コイル7a、7bに誘導される誘導電流を測定し、その誘導電流の変化によりダクト1内の溶融金属のレベルを検知する。
Using this molten metal level detection device, the
例えば、一次コイル6の上下の2つの二次コイル7a、7bに誘導される誘導起電力が互いに相殺されるよう二次コイル7a、7bの極性が逆になるように接続する。また二次コイル7a、7bの他の端子を検出器に接続する。これにより、これら2つの二次コイル7a、7bの差分出力を検出し、その変動によりダクト1内の溶融金属のレベルを検知する。
For example, the
この溶融金属レベル検知装置では、ダクト1を加熱するヒータ2を無誘導のシーズヒータとしているため、ヒータ2は耐熱性があり、しかも二次コイル7a、7bにノイズを誘導しない。さらに一次コイル6と二次コイル7a、7bを無機絶縁ケーブルとしているため、これらコイル6、7a、7bも耐熱性があり、前記ヒータ2のノイズを受けない。これにより高温の溶融金属を搬送するダクト1であっても、正確に溶融金属のレベルを検知することが出来る。
In this molten metal level detection device, the
一次コイル6に通電する交流の周波数は、1KHz〜30KHz程度とする。一般的に周波数を高くすると二次コイル7a、7bの誘導電圧は高くなる。しかし無機絶縁ケーブルを使用した一次コイル6や二次コイル7a、7bでは、シースに発生する渦電流損等が大きくなり、誘導起電力は頭打ちとなり、数十KHz以上は増えない。
The frequency of the alternating current supplied to the
本発明による溶融金属レベル検知装置と検知方法では、高温の溶融金属を搬送するダクトにおいても、ノイズが小さく、感度良く溶融金属のレベルを検知することが出来、しかも高温に耐えることが出来、耐熱性に優れたものとなる。例えばアルミニウム鋳造等のための溶融アルミニウムの搬送等に最適となる。 In the molten metal level detection device and detection method according to the present invention, even in a duct that conveys a high-temperature molten metal, noise can be detected with low sensitivity, and the level of the molten metal can be detected with high sensitivity. Excellent in properties. For example, it is optimal for transporting molten aluminum for aluminum casting or the like.
本発明ではその目的を達成するため、耐熱性、耐食性を有するダクト1を保温するヒータ2を耐熱性を有し、且つ無誘導のものとし、このダクトの周囲に隣接して巻回した交流発信用の一次コイル6と交流受信用の二次コイル7a、7bとを無機絶縁ケーブルとした。
以下、本発明を実施するための最良の形態について、実施例をあげて詳細に説明する。
In the present invention, in order to achieve the object, the
Hereinafter, the best mode for carrying out the present invention will be described in detail with reference to examples.
図1に示すように、溶融金属を移送するダクト1の周囲にステンレス等の薄板9が巻かれ、その上にヒータ2が巻かれており、このヒータ2を固定するためにヒータ2の外周に固定バンド8が巻かれている。ダクト1としては、溶融アルミニウム等の溶融金属に対して耐熱性と耐蝕性のあるアルミナ等のセラミクス管が使用される。ヒータ2としては、溶融アルミニウム等の溶融金属に対して耐熱性と耐蝕性のあるシースヒータ、すなわちNi−Cr等からなるヒータ線をステンレス細管等のシースに収納し、このシースの中に充填したマグネシア粉末により絶縁したものが使用される。細径シースを使用したものは、マイクロヒータと呼ばれる。固定バンド8としては、溶融金属に対して耐熱性と耐蝕性のあるステンレス長尺シートが使用される。さらにこのヒータ2の上に断熱シート10が巻かれている。
As shown in FIG. 1, a thin plate 9 made of stainless steel or the like is wound around a
さらにこの断熱シート10の外側に発信用の一次コイル6が巻かれ、これに隣接して受信用の二次コイル7a、7bが巻かれる。図示の例では、二次コイル7a、7bが一次コイル6のそれぞれ上下に隣接して2つ設けられている。後述するように2つの二次コイル7a、7bの出力の差分データを取らない場合は、1つであってもよい。さらに、二次コイル7a、7bを2つ以上設けることも出来る。これら一次コイル6と二次コイル7a、7bはそれぞれ水平なるように巻回される。
Further, a
前記コイル6、7a、7bとしては、耐熱性に優れた無機絶縁ケーブル(シースケーブル)を使用するのがよい。この無機絶縁ケーブルは、銅線等の導電線をステンレス細管等のシースに収納し、シースの中に充填したマグネシア粉末により絶縁したものである。シースケーブル以外の例えば銅線にニッケルメッキ等を施し、セラミックコーティングしたケーブルは、振動や熱サイクルによりセラミックコーティングが剥離し、絶縁低下を来たしやすいので好ましくない。
As the
コイル6、7a、7bとして無機絶縁ケーブルを使用した場合、一次コイル6に通電する交流の周波数は1KHz〜30KHz程度とする。一般的に一次コイル6の周波数を高くすると、二次コイル7a、7bに誘導される誘導起電力の電圧が高くなる。しかし無機絶縁ケーブルでは、導体からなるシースやヒータ2の固定バンド8等に発生する渦電流による損失が大きくなり、二次コイル7a、7bに誘導される起電力は一次コイル6の周波数が数十KHz程度で頭打ちとなり、それ以上高電圧とならない。
When an inorganic insulated cable is used as the
なお、ダクト1内の溶融金属を搬送するため、ダクト1に誘導電磁ポンプを設けるときは、誘導電磁ポンプの誘導子から発生する磁力が一次コイル6や二次コイル7a、7bに及ばないようにそれらコイル6、7a、7bを誘導電磁ポンプから出来るだけ離して配置する。或いはコイル6、7a、7bと誘導電磁ポンプとの間に磁気シールドを設ける。
In addition, when an induction electromagnetic pump is provided in the
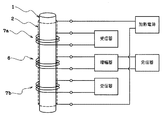
図2に示すように、一次コイル6には増幅器を介して発信器を接続し、前述の周波数1KHz〜30KHz程度の交流を通電する。また隣接する二次コイル7a、7bには受信器を接続する。交流の通電により一次コイル6から発信される交流により、隣接する二次コイル7a、7bに誘導起電力が誘導されるので、これを受信器で受信する。また、ダクト1の周囲の設けた前記ヒータ2には加熱電源を接続し、これからヒータに加熱用電力を通電してヒータ2を加熱し、ダクト1内を溶融金属の融点以上の温度に加熱する。この場合、無誘導巻きされたヒータ2に通電し、二次コイル7a、7bへのノイズを小さくしている。
As shown in FIG. 2, a transmitter is connected to the
いま図1と図2において、ダクト1内を溶融金属が上昇するとき、ダクト1の周囲の一次コイル6と二次コイル7a、7bとの間の位置に溶融金属が存在すると、導電体である溶融金属にも誘導電流が流れ、二次コイル7a、7bに誘導される二次電流がその分だけ小さくなる。これを図3に示している。この図3において、一点鎖線は一次コイル6の高さを示している。2つの二次コイル7a、7bの高さが一次コイル6を挟んでその上下にある場合、溶融金属の誘電損失により起こる二次コイル7a、7bに誘導される二次電流の変化は、二次コイル7a、7bの位置によって異なって現れる。これを受信器で受信し、比較することにより、ダクト1内の溶融金属のレベルを検知出来ることになる。図1に示すように、コイル6、7a、7bの径がDであるとき、上下約D2/3までの範囲の溶融金属のレベルを検知することが可能である。
In FIG. 1 and FIG. 2, when the molten metal rises in the
図4は、一次コイル6の上下の2つの二次コイル7a、7bに誘導される誘導起電力が互いに相殺されるよう二次コイル7a、7bの極性が逆になるように接続している。さらにこれら二次コイル7a、7bの他の端子を検出器に接続し、誘導起電力を検出する。これにより図3に示すように、二次コイル7a、7bの交流出力差、つまり差分出力が検出される。溶融金属の液位が二次コイル7a、7bの中間位置にあるとき、この差分出力がピークとなるので、溶融金属の液位を検知することが出来る。
In FIG. 4, the
図5は、ダクト1が傾斜しているときの実施例である。この図5に示すように、ダクト1が傾斜しているときは、一次コイル6と二次コイル7a、7bは、ダクト1の傾斜に合わせてダクト1に対して斜に巻き、各コイル6、7a、7bが水平になるようにする。コイル6、7a、7bが傾斜していると、二次コイル7a、7bに誘導される起電力の変化が溶融金属のレベル変化と熔融量変化領域と熔融量一定領域で変化量が異なり、はじめ緩やかになり、その後変化が大きくなり、溶融金属のレベルを検知しにくくなる。導電体である溶融金属によって誘電損失が起こり、受信器に誘導される二次電流に変化が生じる。
FIG. 5 shows an embodiment when the
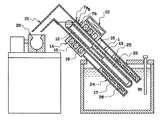
図6は、溶融金属のレベル検知装置を電磁ポンプを利用した溶融金属供給装置に適用した例である。この溶融金属供給装置は、ダクト1を45゜程度の斜めに配置し、このダクト1の下部と上部に給湯用誘導子14と立上用誘導子24との2段の誘導子を設けている。こられ誘導子14、24によりダクト1の中の溶融金属に推力を与え、ダクト1の先端のノズル21から鋳型等の溶融金属の供給先20に溶融金属12を供給する。
FIG. 6 shows an example in which the molten metal level detection device is applied to a molten metal supply device using an electromagnetic pump. In this molten metal supply apparatus, the
溶融金属槽に収納された溶融金属mの液面にダクト1の下端が差し込まれる。ダクト1の溶融金属mの液面より上にある部分の周囲には、磁性体製のヨーク15にコイル16を巻回した前記給湯用誘導子14が配置されている。ヨーク15は、ポンプ側ダクト1の溶融金属mの液面より上にある部分を囲むようにその外周側に嵌め込まれており、このヨーク15に三相コイルを構成するコイル16が巻回されている。
The lower end of the
前記ダクト1の中の給湯用誘導子14と対応する位置には、その中心軸が一致するように磁性体製の円柱体からなるコア12が配置されている。コア12は、両端が閉じられた円筒形の保護管13の中に収納されており、ダクト1の中の通路を通る溶融金属mと直接接触しないようになっている。ダクト1と保護管13との間は間隙となっており、この部分が溶融金属の通路となる。保護管13は、セラミック等の耐熱性、耐蝕性のある材料で作られており、その中のコア12と保護管13との間にクッション材としてアルミナ、マグネシア等のセラミック繊維或いはセラミック粉末等の充填材18が充填されている。
A core 12 made of a magnetic cylinder is disposed at a position corresponding to the hot
さらに前記ポンプ側ダクト1の誘導子14より下側の部分の周囲に前記立上用誘導子24が配置されている。この立上用誘導子24は、前記給湯用誘導子14と同様に、ダクト1の下部外周に嵌め込まれた磁性体製のヨーク25にコイル26を巻回したものである。この立上用誘導子24のコイル26は耐熱性を有する無機絶縁ケーブルにより巻回されている。無機絶縁ケーブルは、ステンレス細径チューブ等からなるシースの中に導電線を収納し、この導電線とシースとをその間に充填したマグネシア粉末等の無機絶縁粉末で絶縁した構造を有する。いわゆるシースケーブルと呼ばれる。このような無機絶縁ケーブルは、耐熱性が高く、800℃の温度にも耐えることが出来る。但し、給湯用誘導子14のコイル16に比べて立上用誘導子24のコイル26の巻数は少ない。
Further, the rising
ダクト1の中の前記立上用誘導子24と対応する位置には、その中心軸が一致するように磁性体製の円柱体からなるコア22が配置されている。このコア22は、前記上側のコア12が収納された保護管13の中の同コア12より下側の位置に収納されており、ダクト1の中の溶融金属mと直接接触しないようになっている。もちろんこの下側のコア22が収納された保護管13の部分にも、同コア22と保護管13との間にクッション材としてアルミナ、マグネシア等のセラミック繊維或いはセラミック粉末等の充填材18が充填されている。保護管13の下端は閉じている。なお、上側のコア12と下側のコア22を連続する一体のコアとして構成してもよい。
A core 22 made of a magnetic cylinder is disposed at a position corresponding to the rising
この立上用誘導子24は耐熱性を有するセラミック等からなる筒状の保護ケース17で囲まれている。この保護ケース17の上端開口部は、上側の給湯用誘導子14の下端面に固定されている。また、この保護ケース17の下端の開口部は、前記ポンプ側ダクト1の下端と密に接合されており、この接合部に囲まれた内側は、ポンプ側ダクト1の下端の溶融金属mの導入口となっている。
The rising
ダクト1の上端に近い部分に前述した一次コイル6と二次コイル7a、7bが巻かれており、これによりダクト1の中の溶融金属mのレベルが検知される。すなわち、これら一次コイル6と二次コイル7a、7bとにより、ダクト1の上端に近い部分に溶融金属mの液位があることが検知される。このダクト1内の溶融金属mのレベルの状態から、給湯用誘導子14によりダクト1内の溶融金属mに推力を与えると、溶融金属がダクト1の上端を越流し、ノズル21から供給先20に溶融金属mが供給される。
The
図7に示した実施例は、溶融金属mの供給装置を低圧鋳造装置に適用した例である。ダクト1をほぼ垂直に設け、ダクト1の上端に鋳型である溶融金属の供給先20’を接続している。溶融金属mの供給先20’である鋳型へはダクト1の上下に設けられた誘導子14、24により、同ダクト1を通して下側の給湯口から溶融金属mが汲み上げられ、供給される。これ以外はの構成は基本的に図6により前述した実施例と同じであり、対応する部分は同じ符合で示している。共通する対応する部分の詳細な説明は省略する。
The embodiment shown in FIG. 7 is an example in which the molten metal m supply device is applied to a low pressure casting device. The
本発明による溶融金属レベル検知装置と検知方法は、例えば鋳造等の分野において、鋳型のキャビティに溶融アルミニウム等の溶融金属を充填制御する場合、鋳型のキャビティに接続されたストーク等のダクトの中にある溶融金属のレベルを検知するのに利用される。 The molten metal level detection device and detection method according to the present invention is used in a casting mold or the like, in the case of controlling the filling of molten metal such as molten aluminum into a mold cavity, in a duct such as stalk connected to the mold cavity. Used to detect the level of some molten metal.
1 ダクト
2 ヒータ
6 一次コイル
7a 二次コイル
7b 二次コイル
1
Claims (8)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011001350A JP2012145331A (en) | 2011-01-06 | 2011-01-06 | Method and device for detecting molten metal level |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011001350A JP2012145331A (en) | 2011-01-06 | 2011-01-06 | Method and device for detecting molten metal level |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2012145331A true JP2012145331A (en) | 2012-08-02 |
Family
ID=46789050
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011001350A Pending JP2012145331A (en) | 2011-01-06 | 2011-01-06 | Method and device for detecting molten metal level |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP2012145331A (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021087959A (en) * | 2019-12-02 | 2021-06-10 | 助川電気工業株式会社 | Method for detecting floating matter on surface of molten metal in low pressure casting |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5610214A (en) * | 1979-07-05 | 1981-02-02 | Daido Sangyo Kk | Detecting method for liquid metal level |
| JPS57101723A (en) * | 1980-12-17 | 1982-06-24 | Toshiba Corp | Level measuring device of molten metal |
| JP2002113567A (en) * | 2000-10-11 | 2002-04-16 | Kubota Corp | Instrument for detecting reaching timing of molten metal surface and apparatus for supplying molten metal |
| JP2009012024A (en) * | 2007-07-03 | 2009-01-22 | Sukegawa Electric Co Ltd | Electromagnetic pump for molten metal |
-
2011
- 2011-01-06 JP JP2011001350A patent/JP2012145331A/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5610214A (en) * | 1979-07-05 | 1981-02-02 | Daido Sangyo Kk | Detecting method for liquid metal level |
| JPS57101723A (en) * | 1980-12-17 | 1982-06-24 | Toshiba Corp | Level measuring device of molten metal |
| JP2002113567A (en) * | 2000-10-11 | 2002-04-16 | Kubota Corp | Instrument for detecting reaching timing of molten metal surface and apparatus for supplying molten metal |
| JP2009012024A (en) * | 2007-07-03 | 2009-01-22 | Sukegawa Electric Co Ltd | Electromagnetic pump for molten metal |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2021087959A (en) * | 2019-12-02 | 2021-06-10 | 助川電気工業株式会社 | Method for detecting floating matter on surface of molten metal in low pressure casting |
| JP7299619B2 (en) | 2019-12-02 | 2023-06-28 | 助川電気工業株式会社 | Method for detecting suspended matter on the surface of molten metal in low-pressure casting |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN102379154A (en) | Mineral insulated skin effect heating cable | |
| JP2019088273A (en) | Heating device and low temperature heating type smoking tool | |
| JP2012523088A5 (en) | ||
| JP2007147114A (en) | Induction heating type steam generator | |
| CN103250465A (en) | Induction heating coil and induction heating device | |
| KR101705118B1 (en) | The apparatus for controlling temperature of heating roller used in fusing device of image forming apparatus | |
| JP4914945B1 (en) | Immersion heater | |
| JP2009002616A (en) | Induction heating water heater | |
| JP5023555B2 (en) | Induction heating device | |
| HUE031472T2 (en) | Device and method for inductively heating metal components during welding, using a cooled flexible induction element | |
| JP2012145331A (en) | Method and device for detecting molten metal level | |
| JP5033728B2 (en) | Induction heating cooker | |
| KR101214630B1 (en) | Boiler using high frequency induction heating | |
| JP5113866B2 (en) | Molten metal feeder | |
| RU2661505C1 (en) | Coaxial induction cable, heating device and heating method | |
| CN102802293A (en) | Induction coil without needing to be cooled | |
| JP5114748B2 (en) | Casting nozzle preheating method | |
| WO2005035168A1 (en) | Device for detecting slag content in liquid metal stream | |
| JP6985735B2 (en) | Superheated steam furnace | |
| JP2018141582A (en) | Method for producing superheated steam generating apparatus and conductor pipe used for the apparatus | |
| CN111928475A (en) | Electromagnetic induction heating structure | |
| CN110749193A (en) | Closed heating furnace for smelting aluminum | |
| JP7297239B2 (en) | heating device | |
| CN202818666U (en) | Cooling-free induction coil | |
| JP4848792B2 (en) | Induction heating device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130304 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20130306 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130425 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130529 |