JP2012140665A - Method for manufacturing grain-oriented electromagnetic steel sheet - Google Patents
Method for manufacturing grain-oriented electromagnetic steel sheet Download PDFInfo
- Publication number
- JP2012140665A JP2012140665A JP2010293290A JP2010293290A JP2012140665A JP 2012140665 A JP2012140665 A JP 2012140665A JP 2010293290 A JP2010293290 A JP 2010293290A JP 2010293290 A JP2010293290 A JP 2010293290A JP 2012140665 A JP2012140665 A JP 2012140665A
- Authority
- JP
- Japan
- Prior art keywords
- steel sheet
- thermal strain
- grain
- mass
- curve
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 0 *C1CCCC1 Chemical compound *C1CCCC1 0.000 description 1
Images



Abstract
Description
本発明は、方向性電磁鋼板の製造方法、特に方向性電磁鋼板に磁区細分化処理を施すことにより鉄損を改善する方法に関する。 The present invention relates to a method for producing a grain-oriented electrical steel sheet, and more particularly to a method for improving iron loss by subjecting a grain-oriented electrical steel sheet to a magnetic domain refinement process.
方向性電磁鋼板は、主にトランスの鉄心として利用され、その磁化特性が優れていること、特に鉄損が低いことが求められている。
そのためには、鋼板中の二次再結晶粒を、(110)[001]方位(いわゆる、ゴス方位)に高度に揃えることや、製品鋼板中の不純物を低減することが重要である。しかしながら、結晶方位を制御することや、不純物を低減することは、製造コストとの兼ね合い等で限界がある。そこで、鋼板の表面に対して物理的な手法で不均一性を導入し、磁区の幅を細分化して鉄損を低減する技術、すなわち磁区細分化技術が開発されている。
The grain-oriented electrical steel sheet is mainly used as an iron core of a transformer and is required to have excellent magnetization characteristics, particularly low iron loss.
For this purpose, it is important to highly align the secondary recrystallized grains in the steel sheet in the (110) [001] orientation (so-called Goth orientation) and to reduce impurities in the product steel sheet. However, controlling the crystal orientation and reducing impurities are limited in view of the manufacturing cost. Therefore, a technique for reducing the iron loss by introducing non-uniformity to the surface of the steel sheet by a physical method and subdividing the width of the magnetic domain, that is, a magnetic domain subdivision technique has been developed.
例えば、特許文献1には、最終製品板にレーザを照射し、鋼板表層に線状の高転位密度領域(熱歪み領域)を導入し、磁区幅を狭くすることによって、鋼板の鉄損を低減する技術が提案されている。また、特許文献2には鋼板表面にプラズマ炎を放射して線状の高転位密度領域を導入する方法が、特許文献3には鋼板表面に電子ビームを照射して線状の高転位密度領域を導入する方法が、それぞれ提案されている。
For example, Patent Document 1 reduces the iron loss of a steel sheet by irradiating the final product plate with a laser, introducing a linear high dislocation density region (thermal strain region) into the steel sheet surface layer, and narrowing the magnetic domain width. Techniques to do this have been proposed. Further, Patent Document 2 discloses a method of introducing a linear high dislocation density region by radiating a plasma flame on the steel plate surface, and
上記した熱歪み領域の導入による磁区細分化処理は、高い磁区細分化効果が得られる一方で、このような局所的な熱歪みを導入した方向性電磁鋼板を変圧器として利用した場合、騒音が大きくなるという問題が生じることがある。これらは特に鉄損を極限まで低減しようとして、鋼板に加える熱量(歪み量)を大きくした場合に顕著となる。これは、熱歪み領域および、周辺の弾性歪みの導入された領域に生じる、微細かつ複雑な補助磁区が多くなり、このような多量の補助磁区の存在が、変圧器の鉄心に使用される際の磁化過程において磁歪変動を増大かつ複雑化するためである。 While the magnetic domain fragmentation treatment by introducing the thermal strain region described above can obtain a high magnetic domain fragmentation effect, noise is not generated when the grain-oriented electrical steel sheet into which such local thermal strain is introduced is used as a transformer. The problem of becoming larger can arise. These are particularly prominent when the amount of heat (strain) applied to the steel sheet is increased in an attempt to reduce the iron loss to the limit. This is because there are many fine and complicated auxiliary magnetic domains that occur in the thermal strain region and the region where the elastic strain is introduced in the surrounding area, and when such a large amount of auxiliary magnetic domains are used in the iron core of the transformer. This is to increase and complicate magnetostriction fluctuations in the magnetization process.
そこで、本発明は、このような熱歪みを導入した方向性電磁鋼板を変圧器に利用した場合の騒音の問題を解消し、磁区細分化効果並びに張力付与効果を十二分に享受し得る方途について提供することを目的とする。 Therefore, the present invention eliminates the problem of noise when the grain-oriented electrical steel sheet with such thermal strain introduced is used in a transformer, and can fully enjoy the magnetic domain fragmentation effect and the tension application effect. It aims to provide about.
発明者らは、上記した課題を解決するために、熱歪みの導入方法を鋭意究明したところ、仕上げ焼鈍の後に張力絶縁被膜を形成した方向性電磁鋼板を特定の向きに湾曲させた内側の表面に、線状の熱歪みを導入することが極めて有効であることを知見し、本発明を完成するに到った。 In order to solve the above-mentioned problems, the inventors diligently studied a method for introducing thermal strain. In addition, it has been found that it is extremely effective to introduce linear thermal strain, and the present invention has been completed.
すなわち、本発明の要旨構成は、次のとおりである。
コイル状に巻き取った方向性電磁鋼板に仕上げ焼鈍を施し、次いで張力絶縁被膜の形成および平坦化焼鈍を施してから、該鋼板の圧延方向と交差する向きに線状の熱歪み領域を導入する、磁区細分化処理を施すに当り、前記平坦化焼鈍後の鋼板に、母線が前記圧延方向と交差する向きとなる湾曲を与えて、該湾曲の内側面に前記熱歪み領域を導入することを特徴とする方向性電磁鋼板の製造方法。
That is, the gist configuration of the present invention is as follows.
A directionally-oriented electrical steel sheet wound in a coil shape is subjected to finish annealing, followed by formation of a tensile insulating coating and flattening annealing, and then a linear thermal strain region is introduced in a direction crossing the rolling direction of the steel sheet. In performing the magnetic domain refinement treatment, the steel plate after the flattening annealing is given a curve in which the bus bar intersects with the rolling direction, and the thermal strain region is introduced into the inner surface of the curve. A method for producing a grain-oriented electrical steel sheet.
本発明によれば、鋼板に熱歪みを導入する際に、熱歪みを導入する面を内側にして、鋼板を圧延方向に沿って湾曲させるという簡便な方法によって、変圧器鉄損の低減と、変圧器の鉄心として使用した際の騒音の低減とが両立される方向性電磁鋼板を製造することができる。 According to the present invention, when introducing thermal strain into the steel sheet, with a simple method of curving the steel sheet along the rolling direction with the surface to introduce thermal strain inside, reduction of transformer iron loss, It is possible to manufacture a grain-oriented electrical steel sheet that is compatible with noise reduction when used as an iron core of a transformer.
以下、本発明の方法について、詳しく説明する。
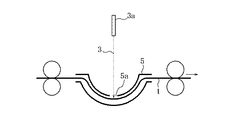
本発明では、コイル状に巻き取った方向性電磁鋼板に仕上げ焼鈍を施したのち、平坦化焼鈍にてコイルの巻き癖を取り除いて鋼板を平坦化した後、図1に示すように、鋼板1に母線が鋼板の圧延方向と交差する向きとなる湾曲を与えて、この湾曲の内側面2に線状の熱歪み領域を、レーザや電子ビーム等のエネルギービーム3により導入する。
Hereinafter, the method of the present invention will be described in detail.
In the present invention, the directional electrical steel sheet wound up in a coil shape is subjected to finish annealing, and then the coil steel sheet is flattened by removing the coil curl by flattening annealing, and then, as shown in FIG. A curve in which the bus bar intersects with the rolling direction of the steel sheet is given to the inner surface 2 of the curve, and a linear thermal strain region is introduced by an
ここで、鋼板1を湾曲させるに当たり、連続コイルの場合はエネルギービーム3が透過するようにしたロールやガイド板に巻き付けたり、間隔を小さく配置したガイドロールに沿わす等の方法を取ることができ、切り板の場合は所定の曲率を持ったガイドに押しつける等の方法を取ることができる。
すなわち、エネルギービーム3が透過するガイドロールとして、例えば図2に示すような、発振器3aからのレーザ光3bを透過するガイドロール4を用いて、このロール4に鋼板1を巻き付けることができる。なお、レーザ光を透過するガイドロールとしては、照射するレーザ光の波長に対して高透過率を有するガラスまたは樹脂等を素材とするものを適用できる。
また、エネルギービーム3が透過するガイド板としては、例えば図3に示すような、ガイド板5にエネルギービーム3を通すスリット(または窓)5aを設けて、このような隙間からエネルギービーム3を通過させることが可能である。
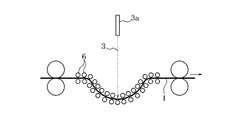
さらに、間隔を小さく配置したガイドロールを用いる場合は、例えば図4に示すような、多数の小径ロール6を対向配置して鋼板1を湾曲させながら誘導する際に、そのロール6相互の隙間を介してエネルギービーム3を鋼板1に照射することも可能である。
Here, when the steel plate 1 is curved, in the case of a continuous coil, it is possible to take a method such as winding around a roll or guide plate through which the
That is, as the guide roll through which the
As a guide plate through which the
Furthermore, when using guide rolls arranged at a small interval, for example, as shown in FIG. 4, when guiding the steel sheet 1 while curving the steel sheet 1 by arranging a large number of small-diameter rolls 6, gaps between the rolls 6 are formed. It is also possible to irradiate the steel plate 1 with the
なお、湾曲させる際の該湾曲の曲率半径の好適範囲は、対象鋼板の厚みによって異なるが、概ね板厚の200倍以上2000倍以下である。すなわち、曲率半径が板厚の200倍よりも小さいと、湾曲による鋼板の反りが熱歪みの導入後も残存して変圧器の加工が困難となる。一方、2000倍を超えると、後述する湾曲の効果が少なくなる。 Note that the preferred range of the curvature radius of the curve when bending is different depending on the thickness of the target steel plate, but is generally not less than 200 times and not more than 2000 times the plate thickness. That is, if the radius of curvature is smaller than 200 times the plate thickness, the warpage of the steel plate due to bending remains even after the introduction of thermal strain, making it difficult to process the transformer. On the other hand, when it exceeds 2000 times, the effect of bending described later is reduced.
また、湾曲は、母線が前記圧延方向と交差する向きに与えることが肝要である。特に、湾曲面の母線が圧延方向と直交する、湾曲を与えることが好適であるが、湾曲面の母線が圧延直角方向に対してなす角度α(図1(b)参照)が45°以内であればよい。 In addition, it is important that the curve be given in a direction in which the bus bar intersects the rolling direction. In particular, it is preferable to provide a curve in which the generatrix of the curved surface is orthogonal to the rolling direction, but the angle α (see FIG. 1B) formed by the generatrix of the curved surface with respect to the direction perpendicular to the rolling is within 45 °. I just need it.
上記に従う湾曲を鋼板に与えると、この湾曲面の母線方向と熱歪みを線状に導入する方向とは概ね平行となる。この湾曲を与えて熱歪みを線状に導入することにより、かような工程を経た鋼板を変圧器に適用した際の、騒音が低減される理由は定かではないが、次にように考えられる。
すなわち、湾曲した鋼板の内側表面には圧縮応力が作用しており、これにより瞬間的な加熱によって鋼板が熱膨張して生じる歪みが、より小さい入熱量で発生するようになり、磁区細分化に必要な熱歪みの総量が減少する結果、補助磁区の形成量も減少し、変圧器鉄心の磁化時の磁歪変化量が小さくなるためと推測される。従って、湾曲面の母線方向と熱歪みを線状に導入する方向とは概ね平行となることが有効であると、考えられる。
When the steel sheet is subjected to the above-described curve, the generatrix direction of the curved surface and the direction in which the thermal strain is linearly introduced are substantially parallel. The reason why noise is reduced when a steel plate that has undergone such a process is applied to a transformer by introducing thermal distortion into a linear shape by giving this curvature is not clear, but it is considered as follows. .
In other words, compressive stress is acting on the inner surface of the curved steel sheet, and as a result, distortion caused by thermal expansion of the steel sheet due to instantaneous heating is generated with a smaller amount of heat input. As a result of the reduction in the total amount of necessary thermal strain, it is presumed that the amount of auxiliary magnetic domains formed is also reduced, and the amount of change in magnetostriction during magnetization of the transformer core is reduced. Therefore, it is considered effective that the generatrix direction of the curved surface and the direction in which the thermal strain is linearly introduced are substantially parallel.
ここに、熱歪みの導入は、仕上げ焼鈍と張力絶縁被膜の形成後である必要がある。方向性電磁鋼板の特徴であるゴス方位の二次再結晶を成長させるための仕上げ焼鈍、および張力絶縁被膜の形成と張力効果の発現のためには、いずれも高温での熱処理が必要である。しかし、このような高温処理は鋼板に導入された歪みを除去または減少させるため、例えば熱歪みの導入後に張力被膜の焼付けを行うと、導入した歪による圧縮応力が解消され、磁区細分化の効果が消失してしまう。したがって、張力被膜の形成等の高温処理は、本発明の熱歪導入前に実施する必要がある。 Here, the introduction of the thermal strain needs to be after the finish annealing and the formation of the tension insulating coating. Heat treatment at a high temperature is necessary for finish annealing for growing goth-oriented secondary recrystallization, which is a characteristic of grain-oriented electrical steel sheets, and for formation of a tensile insulating film and manifestation of a tension effect. However, since such high-temperature treatment removes or reduces the strain introduced into the steel sheet, for example, if the tension coating is baked after the introduction of thermal strain, the compressive stress due to the introduced strain is eliminated, and the effect of magnetic domain subdivision is eliminated. Disappears. Therefore, high-temperature treatment such as formation of a tension coating must be performed before the introduction of thermal strain in the present invention.
熱歪みを導入する方法は、YAGレーザ、CO2レーザ、ファイバーレーザ等のパルス発振、または連続発振での照射、電子ビームの照射、プラズマ炎の照射等、公知の方法を取ることができる。熱歪みは、圧延方向と交差する向き、好ましくは直交する方向へ線状に導入するが、連続する線状、または点線状のいずれでもよい。この線状の歪み導入領域は、圧延方向に2mm以上20mm以下の間隔で反復して形成する。
なお、鋼板に導入される歪の深さは、5〜30μm程度とするのが好適である。
As a method for introducing thermal strain, a known method such as pulse oscillation such as YAG laser, CO 2 laser, or fiber laser, or continuous oscillation, electron beam irradiation, plasma flame irradiation, or the like can be employed. The thermal strain is introduced linearly in a direction intersecting with the rolling direction, preferably in a direction perpendicular to the rolling direction, but may be continuous linear or dotted. This linear strain introduction region is formed repeatedly at intervals of 2 mm or more and 20 mm or less in the rolling direction.
In addition, it is suitable for the depth of the distortion introduce | transduced into a steel plate to be about 5-30 micrometers.
また、磁区細分化処理を施した方向性電磁鋼板の鉄損は、二次再結晶の方位集積が高い方がより小さいことが知られている。方位集積の目安としてB8(800A/mで磁化した際の磁束密度)がよく用いられるが、本発明に用いる方向性電磁鋼板はB8が1.88T以上、より好ましくは1.92T以上のものが好適である。
このような磁束密度の高い方向性電磁鋼板では、磁歪の大きさが小さく、変圧器の騒音を低減するのに有利である。そして、本発明では従前よりも低い出力での熱歪み導入が可能になり、その結果、熱歪みに起因する磁歪変化が抑制でき、素材の低磁歪を生かして騒音の低減が実現する。
Further, it is known that the iron loss of the grain-oriented electrical steel sheet subjected to the magnetic domain refinement treatment is smaller when the orientation accumulation of secondary recrystallization is higher. B 8 (magnetic flux density when magnetized at 800 A / m) is often used as a measure of orientation accumulation, but the grain-oriented electrical steel sheet used in the present invention has a B 8 of 1.88 T or more, more preferably 1.92 T or more. Is preferred.
Such a grain-oriented electrical steel sheet with a high magnetic flux density has a small magnetostriction, which is advantageous for reducing the noise of the transformer. In the present invention, thermal strain can be introduced at a lower output than before, and as a result, changes in magnetostriction due to thermal strain can be suppressed, and noise can be reduced by utilizing the low magnetostriction of the material.
電磁鋼板の表面に形成された張力絶縁被膜は、従来公知の張力絶縁被膜で構わないが、リン酸アルミニウムまたはリン酸マグネシウム等のリン酸塩とシリカを主成分とするガラス質の張力絶縁被膜であることが好ましい。
なお、張力コーティングの焼付けと平坦化焼鈍とは同時であっても、別々の焼鈍に分かれていてもかまわない。
The tension insulation coating formed on the surface of the electrical steel sheet may be a conventionally known tension insulation coating, but it is a glassy tension insulation coating mainly composed of a phosphate such as aluminum phosphate or magnesium phosphate and silica. Preferably there is.
The tension coating baking and the flattening annealing may be performed simultaneously or separately.
本発明に係る方向性電磁鋼板は、従来公知の方向性電磁鋼板であればよい。例えば、Si:2.0〜8.0質量%を含む電磁鋼素材を用いればよい。
Si:2.0〜8.0質量%
Siは、鋼の電気抵抗を高め、鉄損を改善するのに有効な元素であるが、含有量が2.0質量%に満たないと十分な鉄損低減効果が達成できず、一方、8.0質量%を超えると加工性が著しく低下し、また磁束密度も低下するため、Si量は2.0〜8.0質量%の範囲とすることが好ましい。
The grain-oriented electrical steel sheet according to the present invention may be a conventionally known grain-oriented electrical steel sheet. For example, an electromagnetic steel material containing Si: 2.0 to 8.0% by mass may be used.
Si: 2.0 to 8.0 mass%
Si is an element effective in increasing the electrical resistance of steel and improving iron loss. However, if the content is less than 2.0% by mass, a sufficient iron loss reduction effect cannot be achieved, while 8.0% by mass. If it exceeds 1, the workability is remarkably lowered and the magnetic flux density is also lowered. Therefore, the Si content is preferably in the range of 2.0 to 8.0% by mass.
また、Siの他の基本成分および任意添加成分について述べると次のとおりである。
C:0.08質量%以下
Cは、集合組織の改善のために添加をするが、0.08質量%を超えると製造工程中に磁気時効の起こらない50質量ppm以下までCを低減することが困難になるため、0.08質量%以下とすることが好ましい。なお、下限に関しては、Cを含まない素材でも二次再結晶が可能であるので特に設ける必要はない。
Further, other basic components and optional addition components of Si will be described as follows.
C: 0.08% by mass or less C is added to improve the texture. However, if it exceeds 0.08% by mass, it is difficult to reduce C to 50 ppm by mass or less at which no magnetic aging occurs during the manufacturing process. Therefore, the content is preferably 0.08% by mass or less. In addition, regarding the lower limit, since a secondary recrystallization is possible even for a material not containing C, it is not particularly necessary to provide it.
Mn:0.005〜1.0質量%
Mnは、熱間加工性を良好にする上で必要な元素であるが、含有量が0.005質量%未満ではその添加効果に乏しく、一方1.0質量%を超えると製品板の磁束密度が低下するため、Mn量は0.005〜1.0質量%の範囲とすることが好ましい。
Mn: 0.005 to 1.0 mass%
Mn is an element necessary for improving the hot workability. However, if the content is less than 0.005% by mass, the effect of addition is poor, whereas if it exceeds 1.0% by mass, the magnetic flux density of the product plate decreases. The amount of Mn is preferably in the range of 0.005 to 1.0 mass%.
ここで、二次再結晶を生じさせるために、インヒビターを利用する場合、例えばAlN系インヒビターを利用する場合であればAlおよびNを、またMnS・MnSe系インヒビターを利用する場合であればMnとSeおよび/またはSを適量含有させればよい。勿論、両インヒビターを併用してもよい。この場合におけるAl、N、SおよびSeの好適含有量はそれぞれ、Al:0.01〜0.065質量%、N:0.005〜0.012質量%、S:0.005〜0.03質量%およびSe:0.005〜0.03質量%である。 Here, when an inhibitor is used to cause secondary recrystallization, for example, Al and N are used when an AlN inhibitor is used, and Mn is used when an MnS / MnSe inhibitor is used. An appropriate amount of Se and / or S may be contained. Of course, both inhibitors may be used in combination. The preferred contents of Al, N, S and Se in this case are Al: 0.01 to 0.065 mass%, N: 0.005 to 0.012 mass%, S: 0.005 to 0.03 mass% and Se: 0.005 to 0.03 mass%, respectively. .
さらに、本発明は、Al、N、S、Seの含有量を制限した、インヒビターを使用しない方向性電磁鋼板にも適用することができる。
この場合には、Al、N、SおよびSe量はそれぞれ、Al:100 質量ppm以下、N:50 質量ppm以下、S:50 質量ppm以下およびSe:50 質量ppm以下に抑制することが好ましい。
Furthermore, the present invention can also be applied to grain-oriented electrical steel sheets in which the contents of Al, N, S, and Se are limited and no inhibitor is used.
In this case, the amounts of Al, N, S and Se are preferably suppressed to Al: 100 mass ppm or less, N: 50 mass ppm or less, S: 50 mass ppm or less, and Se: 50 mass ppm or less, respectively.
上記の基本成分以外に、磁気特性改善成分として、次に述べる元素を適宜含有させることができる。
Ni:0.03〜1.50質量%、Sn:0.01〜1.50質量%、Sb:0.005〜1.50質量%、Cu:0.03〜3.0質量%、P:0.03〜0.50質量%、Mo:0.005〜0.10質量%およびCr:0.03〜1.50質量%のうちから選んだ少なくとも1種
Niは、熱延板組織を改善して磁気特性を向上させるために有用な元素である。しかしながら、含有量が0.03質量%未満では磁気特性の向上効果が小さく、一方1.5質量%を超えると二次再結晶が不安定になり磁気特性が劣化する。そのため、Ni量は0.03〜1.5質量%の範囲とするのが好ましい。
In addition to the above basic components, the following elements can be appropriately contained as magnetic property improving components.
Ni: 0.03-1.50% by mass, Sn: 0.01-1.50% by mass, Sb: 0.005-1.50% by mass, Cu: 0.03-3.0% by mass, P: 0.03-0.50% by mass, Mo: 0.005-0.10% by mass and Cr: At least one selected from 0.03 to 1.50 mass%
Ni is an element useful for improving the magnetic properties by improving the hot-rolled sheet structure. However, if the content is less than 0.03% by mass, the effect of improving the magnetic properties is small. On the other hand, if the content exceeds 1.5% by mass, the secondary recrystallization becomes unstable and the magnetic properties deteriorate. Therefore, the amount of Ni is preferably in the range of 0.03 to 1.5 mass%.
また、Sn、Sb、Cu、P、CrおよびMoはそれぞれ磁気特性の向上に有用な元素であるが、いずれも上記した各成分の下限に満たないと、磁気特性の向上効果が小さく、一方、上記した各成分の上限量を超えると、二次再結晶粒の発達が阻害されるため、それぞれ上記の範囲で含有させることが好ましい。
なお、上記成分以外の残部は、製造工程において混入する不可避的不純物およびFeである。
Sn, Sb, Cu, P, Cr and Mo are elements useful for improving the magnetic properties, respectively, but if any of them is less than the lower limit of each component described above, the effect of improving the magnetic properties is small. If the upper limit amount of each component described above is exceeded, the development of secondary recrystallized grains is hindered.
The balance other than the above components is inevitable impurities and Fe mixed in the manufacturing process.
上記した成分組成になる鋼スラブは、やはり方向性電磁鋼板の一般に従う工程を経て、二次再結晶焼鈍後に張力絶縁被膜を形成した方向性電磁鋼板とする。すなわち、スラブ加熱後に熱間圧延を施し、1回又は中間焼鈍を挟む2回の冷間圧延にて最終板厚とし、その後、脱炭、一次再結晶焼鈍した後、例えばMgOを主成分とした焼鈍分離剤を塗布し、二次再結晶過程と純化過程を含む最終仕上げ焼鈍を施し、上述の操作を行った上、例えばコロイダルシリカとリン酸マグネシウムからなる絶縁コートを塗布して焼付ければよい。 The steel slab having the component composition described above is a grain oriented electrical steel sheet in which a tensile insulating coating is formed after secondary recrystallization annealing through a process generally following that of grain oriented electrical steel sheets. That is, hot rolling is performed after slab heating, and the final sheet thickness is obtained by one or two cold rollings with intermediate annealing, followed by decarburization and primary recrystallization annealing, and then, for example, MgO as a main component. Apply an annealing separator, apply final finishing annealing including secondary recrystallization process and purification process, perform the above operation, and apply and baked with an insulating coat made of colloidal silica and magnesium phosphate, for example .
最終仕上焼鈍後の方向性電磁鋼板コイル(板厚:0.23mm)に、平坦化焼鈍を行うと同時に張力絶縁被膜を塗布そして焼付けした。方向性電磁鋼板は、3.4質量%のSiを含有するものであり、張力絶縁被膜はフォルステライト被膜の上に形成されたコロイド状シリカ、リン酸マグネシウム、クロム酸からなる薬液を焼き付けたものである。このコイルから圧延方向を長手方向とする幅100mm、長さ500mmの試料を採取し、単板磁気測定装置で磁気特性を測定したところ、この方向性電磁鋼板の励磁条件1.7Tおよび50Hzにおける鉄損W17/50は0.90W/kg、そして磁化力800A/mにおける磁束密度B8は1.93Tであった。 The directional electrical steel sheet coil (plate thickness: 0.23 mm) after final finish annealing was applied with flattening annealing and at the same time applied and baked. The grain-oriented electrical steel sheet contains 3.4% by mass of Si, and the tension insulating coating is obtained by baking a chemical solution composed of colloidal silica, magnesium phosphate, and chromic acid formed on the forsterite coating. . A sample having a width of 100 mm and a length of 500 mm with the rolling direction as the longitudinal direction was taken from this coil, and the magnetic properties were measured with a single-plate magnetometer. Iron loss at excitation conditions of 1.7 T and 50 Hz of this grain-oriented electrical steel sheet was measured. W 17/50 was 0.90 W / kg, and the magnetic flux density B 8 at a magnetizing force of 800 A / m was 1.93 T.
次に、この試料にパルスレーザ、または電子ビームを照射する磁区細分化処理を行った。この際、切り板を長手方向に沿って所定の曲率半径で湾曲したガイドとなるステンレス鋼板を準備し、該ステンレス鋼板に沿うように試料を固定して湾曲を与え、図1に示したように、レーザまたは電子ビームが、この湾曲部の内側面に照射されるように照射装置にセットした。また、一部の試料は、図5に示すように平坦(曲率なし)の状態で、エネルギービーム(レーザまたは電子ビーム)3を照射した。
すなわち、レーザまたは電子ビームの出力を変更して照射し、鉄損が十分に低減されて0.78W/kgになる条件を確認し、それぞれの条件で500枚を処理した。パルスレーザおよび電子ビームの照射条件は、表1の欄外に示したとおりである。ここで、レーザまたは電子ビームの出力は、鋼板表面1cm当たりの熱量に換算して示した。
Next, this sample was subjected to a magnetic domain fragmentation treatment in which a pulse laser or an electron beam was irradiated. At this time, a stainless steel plate is prepared as a guide in which the cut plate is curved with a predetermined radius of curvature along the longitudinal direction, the sample is fixed along the stainless steel plate to give a curve, and as shown in FIG. The laser or electron beam was set in the irradiation device so that the inner surface of the curved portion was irradiated. Further, some samples were irradiated with an energy beam (laser or electron beam) 3 in a flat state (no curvature) as shown in FIG.
That is, irradiation was performed by changing the output of the laser or electron beam, and the conditions were confirmed that the iron loss was sufficiently reduced to 0.78 W / kg, and 500 sheets were processed under each condition. The irradiation conditions of the pulse laser and the electron beam are as shown in the margin of Table 1. Here, the output of the laser or electron beam is shown in terms of the amount of heat per 1 cm of the steel sheet surface.
さらに、これらの切り板を3相3脚タイプのモデル変圧器の部材になるよう斜角裁断を施し、100枚をラップ幅10mmの交互積みで積層した鉄心を構成し、1.7Tおよび50Hzでの鉄損と、その際の騒音(鉄心から300mmの位置で測定)を測定した。
これらの測定結果を表1に示すように、本発明に従って湾曲させて磁区細分化処理を施した材料を鉄心とした場合は、従来のように平坦の状態で磁区細分化処理をした材料に比べて、騒音が約2dB以上低滅された。
In addition, these cut plates are bevel cut so that they become members of a three-phase, three-legged model transformer, and an iron core is constructed by laminating 100 sheets in an alternating stack with a wrap width of 10mm, at 1.7T and 50Hz. The iron loss and the noise at that time (measured at 300mm from the iron core) were measured.
As shown in Table 1, the results of these measurements are shown in Table 1. When the material that has been subjected to magnetic domain refinement treatment according to the present invention is used as an iron core, compared to a material that has been subjected to magnetic domain refinement treatment in a flat state as in the prior art. The noise was reduced by about 2 dB or more.

1 鋼板
2 内側面
3 エネルギービーム
3a 発振器
3b レーザ光
4 ガイドロール
5 ガイド板
5a スリット
6 ロール
DESCRIPTION OF SYMBOLS 1 Steel plate 2
Claims (1)
A directionally-oriented electrical steel sheet wound in a coil shape is subjected to finish annealing, followed by formation of a tensile insulating coating and flattening annealing, and then a linear thermal strain region is introduced in a direction crossing the rolling direction of the steel sheet. In performing the magnetic domain refinement treatment, the steel plate after the flattening annealing is given a curve in which the bus bar intersects with the rolling direction, and the thermal strain region is introduced into the inner surface of the curve. A method for producing a grain-oriented electrical steel sheet.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010293290A JP5565307B2 (en) | 2010-12-28 | 2010-12-28 | Method for producing grain-oriented electrical steel sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010293290A JP5565307B2 (en) | 2010-12-28 | 2010-12-28 | Method for producing grain-oriented electrical steel sheet |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012140665A true JP2012140665A (en) | 2012-07-26 |
| JP5565307B2 JP5565307B2 (en) | 2014-08-06 |
Family
ID=46677224
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010293290A Active JP5565307B2 (en) | 2010-12-28 | 2010-12-28 | Method for producing grain-oriented electrical steel sheet |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5565307B2 (en) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2799576A4 (en) * | 2011-12-26 | 2015-07-29 | Jfe Steel Corp | Grain-oriented electrical steel sheet |
| JPWO2014073599A1 (en) * | 2012-11-08 | 2016-09-08 | 新日鐵住金株式会社 | Laser processing apparatus and laser irradiation method |
| WO2021132378A1 (en) * | 2019-12-25 | 2021-07-01 | Jfeスチール株式会社 | Grain-oriented electromagnetic steel sheet and production method therefor |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61186422A (en) * | 1985-02-15 | 1986-08-20 | Nippon Steel Corp | Improvement of iron loss of grain oriented electrical steel sheet strip and steel sheet |
| JPH01281708A (en) * | 1988-03-03 | 1989-11-13 | Allegheny Internatl Inc | Method of fractionalize magnetic domain in electrical steel to reduce core loss |
| JPH0222423A (en) * | 1988-07-12 | 1990-01-25 | Kawasaki Steel Corp | Iron loss reduction continuous treating equipment for grain oriented silicon steel sheet |
| JPH0250918A (en) * | 1988-08-11 | 1990-02-20 | Kawasaki Steel Corp | Production of grain-oriented electrical steel sheet having small iron loss |
| JPH0372027A (en) * | 1989-08-11 | 1991-03-27 | Nippon Steel Corp | Production of grain-oriented silicon steel sheet having high magnetic flux density and excellent in iron loss |
| JPH09143637A (en) * | 1995-11-27 | 1997-06-03 | Kawasaki Steel Corp | Grain oriented silicon steel sheet having extremely low iron loss and its production |
| JP2002194444A (en) * | 2000-12-27 | 2002-07-10 | Kawasaki Steel Corp | Method for producing grain oriented electrical steel sheet having excellent magnetic characteristic and film characteristic |
-
2010
- 2010-12-28 JP JP2010293290A patent/JP5565307B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61186422A (en) * | 1985-02-15 | 1986-08-20 | Nippon Steel Corp | Improvement of iron loss of grain oriented electrical steel sheet strip and steel sheet |
| JPH01281708A (en) * | 1988-03-03 | 1989-11-13 | Allegheny Internatl Inc | Method of fractionalize magnetic domain in electrical steel to reduce core loss |
| JPH0222423A (en) * | 1988-07-12 | 1990-01-25 | Kawasaki Steel Corp | Iron loss reduction continuous treating equipment for grain oriented silicon steel sheet |
| JPH0250918A (en) * | 1988-08-11 | 1990-02-20 | Kawasaki Steel Corp | Production of grain-oriented electrical steel sheet having small iron loss |
| JPH0372027A (en) * | 1989-08-11 | 1991-03-27 | Nippon Steel Corp | Production of grain-oriented silicon steel sheet having high magnetic flux density and excellent in iron loss |
| JPH09143637A (en) * | 1995-11-27 | 1997-06-03 | Kawasaki Steel Corp | Grain oriented silicon steel sheet having extremely low iron loss and its production |
| JP2002194444A (en) * | 2000-12-27 | 2002-07-10 | Kawasaki Steel Corp | Method for producing grain oriented electrical steel sheet having excellent magnetic characteristic and film characteristic |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2799576A4 (en) * | 2011-12-26 | 2015-07-29 | Jfe Steel Corp | Grain-oriented electrical steel sheet |
| US9875832B2 (en) | 2011-12-26 | 2018-01-23 | Jfe Steel Corporation | Grain-oriented electrical steel sheet |
| JPWO2014073599A1 (en) * | 2012-11-08 | 2016-09-08 | 新日鐵住金株式会社 | Laser processing apparatus and laser irradiation method |
| US9607744B2 (en) | 2012-11-08 | 2017-03-28 | Nippon Steel & Sumitomo Metal Corporation | Laser processing apparatus and laser irradiation method |
| WO2021132378A1 (en) * | 2019-12-25 | 2021-07-01 | Jfeスチール株式会社 | Grain-oriented electromagnetic steel sheet and production method therefor |
| JPWO2021132378A1 (en) * | 2019-12-25 | 2021-12-23 | Jfeスチール株式会社 | Directional electrical steel sheet and its manufacturing method |
| CN114746563A (en) * | 2019-12-25 | 2022-07-12 | 杰富意钢铁株式会社 | Grain-oriented electromagnetic steel sheet and method for producing same |
| JP7180763B2 (en) | 2019-12-25 | 2022-11-30 | Jfeスチール株式会社 | Grain-oriented electrical steel sheet and manufacturing method thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5565307B2 (en) | 2014-08-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101421387B1 (en) | Grain oriented electrical steel sheet and method for manufacturing the same | |
| WO2012017670A1 (en) | Grain-oriented magnetic steel sheet and process for producing same | |
| RU2610204C1 (en) | Method of making plate of textured electrical steel | |
| KR101607909B1 (en) | Grain-oriented electrical steel sheet and transformer iron core using same | |
| MX2012014882A (en) | Oriented electromagnetic steel plate and production method for same. | |
| WO2013118512A1 (en) | Grain-oriented electrical steel plate | |
| KR20140061546A (en) | Grain-oriented electrical steel sheet and manufacturing method thereof | |
| JP5906654B2 (en) | Method for producing grain-oriented electrical steel sheet | |
| JP2012172191A (en) | Production method for grain-oriented magnetic steel sheet | |
| JP5565307B2 (en) | Method for producing grain-oriented electrical steel sheet | |
| JP5729014B2 (en) | Method for producing grain-oriented electrical steel sheet | |
| JP6003321B2 (en) | Method for producing grain-oriented electrical steel sheet | |
| JP2020105589A (en) | Grain-oriented electrical steel sheet and manufacturing method thereof | |
| JP5527094B2 (en) | Method for producing grain-oriented electrical steel sheet | |
| JP6003197B2 (en) | Magnetic domain subdivision processing method | |
| JP5845848B2 (en) | Method for producing grain-oriented electrical steel sheet | |
| JP7151946B1 (en) | Wound core and method for manufacturing wound core | |
| WO2023007952A1 (en) | Wound core and wound core manufacturing method | |
| JP7318845B1 (en) | Three-phase tripod-wound iron core and manufacturing method thereof | |
| WO2024063163A1 (en) | Grain-oriented electrical steel sheet | |
| JP7318846B1 (en) | Three-phase tripod-wound iron core and manufacturing method thereof | |
| JP7151947B1 (en) | Wound core and method for manufacturing wound core | |
| WO2023007953A1 (en) | Wound core and wound core manufacturing method | |
| WO2023167016A1 (en) | Three-phase tripod iron core and manufacturing method therefor | |
| WO2023167015A1 (en) | Three-phased three-legged wound core and method for manufacturing same |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20130823 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140423 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140520 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140602 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5565307 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |