JP2012139914A - Decorative sheet and decorative resin molded article - Google Patents
Decorative sheet and decorative resin molded article Download PDFInfo
- Publication number
- JP2012139914A JP2012139914A JP2010294087A JP2010294087A JP2012139914A JP 2012139914 A JP2012139914 A JP 2012139914A JP 2010294087 A JP2010294087 A JP 2010294087A JP 2010294087 A JP2010294087 A JP 2010294087A JP 2012139914 A JP2012139914 A JP 2012139914A
- Authority
- JP
- Japan
- Prior art keywords
- meth
- acrylate
- decorative sheet
- resin
- decorative
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images
Abstract
Description
本発明は加飾シート及び加飾樹脂成型品に関する。 The present invention relates to a decorative sheet and a decorative resin molded product.
成形品の表面に加飾シートを積層することで加飾した加飾樹脂成形品が、車両内装部品などの各種用途で使用されている。このような加飾樹脂成形品の成形方法としては、加飾シートを真空成形型により予め立体形状に成形しておき、該成形シートを射出成形型に挿入し、流動状態の樹脂を型内に射出して樹脂と成形シートを一体化するインサート成形法や、射出成形の際に金型内に挿入された加飾シートを、キャビティ内に射出注入された溶融樹脂と一体化させ、樹脂成形体表面に加飾を施す射出成形同時加飾法などが挙げられる。 Decorated resin molded products decorated by laminating decorative sheets on the surface of molded products are used in various applications such as vehicle interior parts. As a molding method of such a decorative resin molded product, the decorative sheet is formed into a three-dimensional shape in advance by a vacuum mold, the molded sheet is inserted into an injection mold, and the resin in a fluid state is placed in the mold. An injection molding method in which the resin and the molded sheet are integrated by injection, or a decorative sheet inserted into the mold at the time of injection molding is integrated with the molten resin injected and injected into the cavity. The injection molding simultaneous decorating method etc. which decorate the surface are mentioned.
近年、加飾樹脂成型品に要求される耐傷性や耐薬品性などの物性が高まってきている背景から、その表面を構成する加飾シートに要求される物性も高まっている。このような要求に応えるために加飾シートに表面保護層を設けることが提案されているが、加飾シートは加飾樹脂成型品の表面を構成するものであることから、一定のレベルの三次元成形性(三次元成形への追従性)及び形状安定性(三次元成形後の安定性)を満たしつつ、耐傷性や耐薬品性などの物性を向上させることが求められる。加飾シートの三次元成性が低い場合、インサート成形法では加飾シートを真空成形型により予め三次元(立体)形状に成形する過程、射出成形同時加飾法では加飾シートが予備成形時にあるいは溶融樹脂の射出時に、キャビティの内周面に沿うように延伸されて密着する過程で、加飾シートが真空圧空作用により、あるいは溶融樹脂の圧力、剪断応力による引っ張りなどによって、金型形状に沿うために最低必要な量以上に伸ばされるため、成形品の曲面部の表面保護層にクラックが入るという問題が生じうる。また、三次元成形性が高くても形状安定性が低い場合には、三次元成形後に加飾シートに歪みが生じることから、特にインサート成形法での加飾樹脂成型品の成形では問題が生じやすくなる。 In recent years, physical properties required for a decorative sheet constituting the surface of the decorative resin molded product have been increased from the background that physical properties such as scratch resistance and chemical resistance are increasing. In order to meet such demands, it has been proposed to provide a surface protective layer on the decorative sheet, but since the decorative sheet constitutes the surface of the decorative resin molded product, a certain level of tertiary It is required to improve physical properties such as scratch resistance and chemical resistance while satisfying original moldability (following ability to three-dimensional molding) and shape stability (stability after three-dimensional molding). When the decorative sheet has low three-dimensional properties, the insert molding method is a process of forming the decorative sheet into a three-dimensional (three-dimensional) shape in advance using a vacuum forming mold, and the simultaneous injection decoration method is used when the decorative sheet is pre-formed. Alternatively, when the molten resin is injected, the decorative sheet is stretched along the inner peripheral surface of the cavity and is in close contact, and the decorative sheet is formed into a mold shape by vacuum / pneumatic action, or by pulling due to the pressure of the molten resin or shear stress. Since it extends beyond the minimum necessary amount to conform, there may be a problem that a crack occurs in the surface protective layer of the curved surface portion of the molded product. In addition, if the shape stability is low even if the three-dimensional formability is high, the decorative sheet will be distorted after the three-dimensional forming. It becomes easy.
上記問題点に対して、表面保護層として紫外線硬化性樹脂などの電離放射線硬化性樹脂を用い、加飾シートの表面保護層を形成する樹脂の架橋密度を高めることにより、加飾樹脂成形品の表面の耐摩耗性や耐傷付き性を向上させる試みがなされたが、依然として成形の際に成形品曲面部にクラックが生じるという問題があった。
また、表面保護層として紫外線硬化性樹脂などの電離放射線硬化性樹脂を用い、加飾シートの段階では半硬化状態とし、加飾成形された後に完全硬化させる方法が試みられたが(特許文献1参照)、未硬化樹脂成分を含む表面保護層は傷つきやすく、取り扱いが困難であり、未硬化樹脂成分が金型に付着することによる金型汚染の問題があった。この問題点を解決するために半硬化状態の表面保護層上に保護フィルムを設ける方法があるが、製造が煩雑になるとともに、コストアップの要因ともなる。
For the above-mentioned problems, by using an ionizing radiation curable resin such as an ultraviolet curable resin as a surface protective layer and increasing the crosslink density of the resin forming the surface protective layer of the decorative sheet, Although attempts have been made to improve the wear resistance and scratch resistance of the surface, there is still a problem that cracks occur in the curved surface of the molded product during molding.
Further, although an ionizing radiation curable resin such as an ultraviolet curable resin is used as a surface protective layer, a method of making it a semi-cured state at the stage of a decorative sheet and completely curing it after decorative molding has been tried (Patent Document 1). The surface protective layer containing the uncured resin component is easily damaged and difficult to handle, and there is a problem of mold contamination due to the uncured resin component adhering to the mold. In order to solve this problem, there is a method of providing a protective film on the semi-cured surface protective layer. However, the manufacturing is complicated and the cost is increased.
また、表面保護層としてアクリルフィルムを用いた例も多数報告されているが(特許文献2〜4参照)、近年、加飾シートに求められている耐傷性や耐薬品性などの物性、あるいは意匠性に十分に応えられるものではない。
In addition, many examples using an acrylic film as a surface protective layer have been reported (see
本発明は、このような状況下で、良好な三次元成形性及び形状安定性を維持しつつ、優れた耐傷性及び耐薬品性を有する加飾シート、及び該加飾シートを用いた加飾樹脂成型品を提供することを課題とする。 Under such circumstances, the present invention is a decorative sheet having excellent scratch resistance and chemical resistance while maintaining good three-dimensional formability and shape stability, and a decoration using the decorative sheet It is an object to provide a resin molded product.
本発明者らは、前記課題を解決するために鋭意研究を重ねた結果、下記の発明により解決できることを見出した。すなわち本発明は、下記の加飾シート及び加飾樹脂成型品を提供するものである。
<1>
少なくとも基材と、透明フィルムと、表面保護層とをこの順に有する加飾シートであって、
該表面保護層がポリカーボネート(メタ)アクリレート及び/又はアクリルシリコーン(メタ)アクリレートを含有する電離放射線硬化性樹脂組成物の硬化物からなる、加飾シート。
<2>
上記<1>に記載の加飾シートと、射出樹脂とを有する加飾樹脂成型品。
As a result of intensive studies to solve the above-mentioned problems, the present inventors have found that the problem can be solved by the following invention. That is, the present invention provides the following decorative sheet and decorative resin molded product.
<1>
A decorative sheet having at least a base material, a transparent film, and a surface protective layer in this order,
A decorative sheet, wherein the surface protective layer is made of a cured product of an ionizing radiation curable resin composition containing polycarbonate (meth) acrylate and / or acrylic silicone (meth) acrylate.
<2>
A decorative resin molded product comprising the decorative sheet according to the above <1> and an injection resin.
本発明の加飾シートは、良好な三次元成形性及び形状安定性を維持しつつ、優れた耐傷性及び耐薬品性を有する。したがって、インサート成形法及び射出成形同時加飾法のいずれにおいても表面にクラック等が入ることがなく、加飾樹脂成形品に優れた耐傷性及び耐薬品性を付与することができる。 The decorative sheet of the present invention has excellent scratch resistance and chemical resistance while maintaining good three-dimensional formability and shape stability. Therefore, in both the insert molding method and the injection molding simultaneous decoration method, cracks and the like are not formed on the surface, and excellent scratch resistance and chemical resistance can be imparted to the decorated resin molded product.
1.加飾シート
本発明の加飾シートは、少なくとも基材と、透明フィルムと、表面保護層とをこの順に有し、該表面保護層がポリカーボネート(メタ)アクリレート及び/又はアクリルシリコーン(メタ)アクリレートを含有する電離放射線硬化性樹脂組成物の硬化物からなる。
本発明の加飾シートは、上述した基材、透明フィルム、及び表面保護層に加え、必要に応じて、それら以外の層を更に有していてもよい。
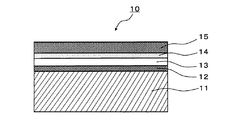
以下に、本発明の加飾シートの構成について図1を用いて詳細に説明する。図1は、本発明の加飾シートの一つの態様の断面を示す模式図であり、当該様態において、加飾シート10は、基材11、絵柄層12、透明フィルム13、プライマー層14及び表面保護層15をこの順に有している。なお、本発明は当該様態に限定されるわけではない。
1. Decorative sheet The decorative sheet of the present invention has at least a base material, a transparent film, and a surface protective layer in this order, and the surface protective layer contains polycarbonate (meth) acrylate and / or acrylic silicone (meth) acrylate. It consists of a cured product of the ionizing radiation curable resin composition it contains.
The decorative sheet of the present invention may further have layers other than those as necessary, in addition to the above-described substrate, transparent film, and surface protective layer.
Below, the structure of the decorating sheet | seat of this invention is demonstrated in detail using FIG. FIG. 1 is a schematic diagram showing a cross section of one embodiment of the decorative sheet of the present invention. In this aspect, the
1−1.表面保護層
表面保護層15は、ポリカーボネート(メタ)アクリレート及び/又はアクリルシリコーン(メタ)アクリレートを含有する電離放射線硬化性樹脂組成物の硬化物からなる。表面保護層15に、特定の電離放射線硬化性樹脂組成物を用いることにより、加飾シート10に対して、三次元成形性を損なうことなく、耐傷性や耐薬品性などの表面特性の向上を付与することができる。
本発明において、電離放射線硬化性樹脂組成物とは、電離放射線硬化性樹脂を含有する組成物をいう。電離放射線硬化性樹脂とは、電離放射線を照射することにより、架橋、硬化する樹脂を指す。ここで電離放射線とは、電磁波又は荷電粒子線のうち、分子を重合あるいは架橋しうるエネルギー量子を有するものを意味し、通常紫外線(UV)又は電子線(EB)が用いられるが、その他、X線、γ線などの電磁波、α線、イオン線などの荷電粒子線も含むものである。
本発明の電離放射線硬化性樹脂組成物は、電離放射線硬化性樹脂として、少なくともポリカーボネート(メタ)アクリレート及び/又はアクリルシリコーン(メタ)アクリレートを含有する。
本発明において、「(メタ)アクリレート」とは「アクリレート又はメタクリレート」を意味し、他の類似するものも同様の意である。
1-1. Surface Protective Layer The surface
In the present invention, the ionizing radiation curable resin composition refers to a composition containing an ionizing radiation curable resin. An ionizing radiation curable resin refers to a resin that crosslinks and cures when irradiated with ionizing radiation. Here, ionizing radiation means an electromagnetic wave or charged particle beam having an energy quantum capable of polymerizing or cross-linking molecules, and usually ultraviolet (UV) or electron beam (EB) is used. It also includes electromagnetic waves such as rays and γ rays, and charged particle rays such as α rays and ion rays.
The ionizing radiation curable resin composition of the present invention contains at least polycarbonate (meth) acrylate and / or acrylic silicone (meth) acrylate as the ionizing radiation curable resin.
In the present invention, “(meth) acrylate” means “acrylate or methacrylate”, and other similar things have the same meaning.
本発明に用いられるポリカーボネート(メタ)アクリレートは、ポリマー主鎖にカーボネート結合を有し、かつ末端あるいは側鎖に(メタ)アクリレートを有するものであれば特に限定されない。また、この(メタ)アクリレートは、架橋、硬化する観点から、2官能以上有することが好ましい。
ポリカーボネート(メタ)アクリレートは、例えば、ポリカーボネートポリオールの水酸基の一部又は全てを(メタ)アクリレート(アクリル酸エステル又はメタクリル酸エステル)に変換して得られる。このエステル化反応は、通常のエステル化反応によって行うことができる。例えば、1)ポリカーボネートポリオールとアクリル酸ハライド又はメタクリル酸ハライドとを、塩基存在下に縮合させる方法、2)ポリカーボネートポリオールとアクリル酸無水物又はメタクリル酸無水物とを、触媒存在下に縮合させる方法、あるいは3)ポリカーボネートポリオールとアクリル酸又はメタクリル酸とを、酸触媒存在下に縮合させる方法などが挙げられる。
The polycarbonate (meth) acrylate used in the present invention is not particularly limited as long as it has a carbonate bond in the polymer main chain and (meth) acrylate in the terminal or side chain. In addition, this (meth) acrylate preferably has two or more functional groups from the viewpoint of crosslinking and curing.
The polycarbonate (meth) acrylate is obtained, for example, by converting a part or all of the hydroxyl groups of the polycarbonate polyol into (meth) acrylate (acrylic acid ester or methacrylic acid ester). This esterification reaction can be performed by a normal esterification reaction. For example, 1) a method of condensing polycarbonate polyol and acrylic acid halide or methacrylic acid halide in the presence of a base, 2) a method of condensing polycarbonate polyol and acrylic acid anhydride or methacrylic acid anhydride in the presence of a catalyst, Or 3) the method of condensing polycarbonate polyol and acrylic acid or methacrylic acid in the presence of an acid catalyst.
上記のポリカーボネートポリオールは、ポリマー主鎖にカーボネート結合を有し、末端あるいは側鎖に2個以上、好ましくは2〜50個の、より好ましくは3〜50個の水酸基を有する重合体である。このポリカーボネートポリオールの代表的な製造方法は、ジオール化合物(A)、3価以上の多価アルコール(B)、及びカルボニル成分となる化合物(C)とから重縮合反応による方法である。
原料として用いられるジオール化合物(A)は、一般式HO−R1−OHで表される。ここで、R1は、炭素数2〜20の2価炭化水素基であって、基中にエーテル結合を含んでいてもよい。例えば、直鎖、又は分岐状のアルキレン基、シクロヘキシレン基、フェニレン基である。
The polycarbonate polyol is a polymer having a carbonate bond in the polymer main chain and having 2 or more, preferably 2 to 50, more preferably 3 to 50 hydroxyl groups at the terminal or side chain. A typical method for producing this polycarbonate polyol is a method by a polycondensation reaction from a diol compound (A), a trihydric or higher polyhydric alcohol (B), and a compound (C) to be a carbonyl component.
The diol compound (A) used as a raw material is represented by the general formula HO—R 1 —OH. Here, R < 1 > is a C2-C20 bivalent hydrocarbon group, Comprising: The group may contain the ether bond. For example, a linear or branched alkylene group, a cyclohexylene group, or a phenylene group.
ジオール化合物(A)の具体例としては、エチレングリコール、1,2−プロピレングリコール、ジエチレングリコール、ジプロピレングリコール、トリエチレングリコール、ポリエチレングリコール、ネオペンチルグリコール、1,3−プロパンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、3−メチル−1,5ペンタンジオール、1,6−ヘキサンジオール、1,8−オクタンジオール、1,3−ビス(2−ヒドロキシエトキシ)ベンゼン、1,4−ビス(2−ヒドロキシエトキシ)ベンゼン、ネオペンチルグリコール、1,4−シクロヘキサンジオール、1,4−シクロヘキサンジメタノールなどが挙げられる。これらジオールは、単独で用いても、あるいは2種以上を混合して用いてもよい。 Specific examples of the diol compound (A) include ethylene glycol, 1,2-propylene glycol, diethylene glycol, dipropylene glycol, triethylene glycol, polyethylene glycol, neopentyl glycol, 1,3-propanediol, 1,4-butane. Diol, 1,5-pentanediol, 3-methyl-1,5-pentanediol, 1,6-hexanediol, 1,8-octanediol, 1,3-bis (2-hydroxyethoxy) benzene, 1,4- Bis (2-hydroxyethoxy) benzene, neopentyl glycol, 1,4-cyclohexanediol, 1,4-cyclohexanedimethanol and the like can be mentioned. These diols may be used alone or in combination of two or more.
3価以上の多価アルコール(B)の例としては、トリメチロールプルパン、トリメチロールエタン、ペンタエリスリトール、ジトリメチロールプロパン、ジペンタエリスリトール、グリセリン、ソルビトールなどのアルコール類を挙げることができる。さらに、これらの多価アルコールの水酸基に対して、1〜5当量のエチレンオキシド、プロピレンオキシド、あるいはその他のアルキレンオキシドを付加させた水酸基を有するアルコール類であってもよい。これら多価アルコールは、単独で用いても、あるいは2種以上を混合して用いてもよい。 Examples of the trihydric or higher polyhydric alcohol (B) include alcohols such as trimethylolpurpan, trimethylolethane, pentaerythritol, ditrimethylolpropane, dipentaerythritol, glycerin and sorbitol. Furthermore, alcohols having a hydroxyl group in which 1 to 5 equivalents of ethylene oxide, propylene oxide, or other alkylene oxide are added to the hydroxyl group of these polyhydric alcohols may be used. These polyhydric alcohols may be used alone or in combination of two or more.
カルボニル成分となる化合物(C)は、炭酸ジエステル、ホスゲン、又はこれらの等価体の中から選ばれるいずれかの化合物である。その具体例としては、炭酸ジメチル、炭酸ジエチル、炭酸ジイソプロピル、炭酸ジフェニル、エチレンカーボネート、プロピレンカーボネートなどの炭酸ジエステル類、ホスゲン、あるいはクロロギ酸メチル、クロロギ酸エチル、クロロギ酸フェニルなどのハロゲン化ギ酸エステル類などが挙げられる。これら化合物は、単独で用いても、あるいは2種以上を混合して用いてもよい。 The compound (C) serving as the carbonyl component is any compound selected from carbonic acid diesters, phosgene, and equivalents thereof. Specific examples thereof include carbonic acid diesters such as dimethyl carbonate, diethyl carbonate, diisopropyl carbonate, diphenyl carbonate, ethylene carbonate and propylene carbonate, phosgene, and halogenated formates such as methyl chloroformate, ethyl chloroformate and phenyl chloroformate. Etc. These compounds may be used alone or in combination of two or more.
ポリカーボネートポリオールは、前記したジオール化合物(A)、3価以上の多価アルコール(B)、及びカルボニル成分となる化合物(C)とを、一般的な条件下で重縮合反応することにより合成される。例えば、ジオール化合物(A)と多価アルコール(B)との仕込みモル比は、50:50〜99:1の範囲にあることが好ましく、また、カルボニル成分となる化合物(C)のジオール化合物(A)と多価アルコール(B)に対する仕込みモル比は、ジオール化合物及び多価アルコールの持つ水酸基に対して、0.2〜2当量であることが好ましい。
前記の仕込み割合で重縮合反応した後のポリカーボネートポリオール中に存在する水酸基の当量数(eq./mol)は、1分子中に平均して3以上、好ましくは3〜50、より好ましくは3〜20である。この範囲であると、後述するエステル化反応によって必要な量の(メタ)アクリレート基が形成され、またポリカーボネート(メタ)アクリレート樹脂に適度な可撓性が付与される。なお、このポリカーボネートポリオールの末端官能基は、通常はOH基であるが、その一部がカーボネート基であってもよい。
以上説明したポリカーボネートポリオールの製造方法は、例えば、特開昭64−1726号公報に記載されている。また、このポリカーボネートポリオールは、特開平3−181517号公報に記載されているように、ポリカーボネートジオールと3価以上の多価アルコールとのエステル交換反応によっても製造することができる。
The polycarbonate polyol is synthesized by subjecting the above-described diol compound (A), a trihydric or higher polyhydric alcohol (B), and a compound (C) to be a carbonyl component to a polycondensation reaction under general conditions. . For example, the charged molar ratio of the diol compound (A) to the polyhydric alcohol (B) is preferably in the range of 50:50 to 99: 1, and the diol compound (C) as the carbonyl component ( The charged molar ratio of A) to the polyhydric alcohol (B) is preferably 0.2 to 2 equivalents with respect to the hydroxyl group of the diol compound and polyhydric alcohol.
The number of equivalents (eq./mol) of hydroxyl groups present in the polycarbonate polyol after the polycondensation reaction at the above charge ratio is 3 or more on average in one molecule, preferably 3 to 50, more preferably 3 to 20. Within this range, a necessary amount of (meth) acrylate groups are formed by the esterification reaction described later, and moderate flexibility is imparted to the polycarbonate (meth) acrylate resin. The terminal functional group of this polycarbonate polyol is usually an OH group, but a part thereof may be a carbonate group.
The method for producing the polycarbonate polyol described above is described in, for example, JP-A No. 64-1726. The polycarbonate polyol can also be produced by an ester exchange reaction between a polycarbonate diol and a trihydric or higher polyhydric alcohol as described in JP-A-3-181517.
本発明に用いられるポリカーボネート(メタ)アクリレートの分子量は、GPC分析によって測定され、かつ標準ポリスチレンで換算された重量平均分子量が、500以上であることが好ましく、1,000以上であることがより好ましく、2,000を超えることがさらに好ましい。ポリカーボネート(メタ)アクリレートの重量平均分子量の上限は特に制限されないが、粘度が高くなり過ぎないように制御する観点から100,000以下が好ましく、50,000以下がより好ましい。耐傷性と三次元成形性とを両立させる観点から、さらに好ましくは、2,000を超え50,000以下であり、特に好ましくは、5,000〜20,000である。 The molecular weight of the polycarbonate (meth) acrylate used in the present invention is preferably 500 or more, more preferably 1,000 or more, as measured by GPC analysis and converted to standard polystyrene. More preferably, it exceeds 2,000. The upper limit of the weight average molecular weight of the polycarbonate (meth) acrylate is not particularly limited, but is preferably 100,000 or less and more preferably 50,000 or less from the viewpoint of controlling the viscosity not to be too high. From the viewpoint of achieving both scratch resistance and three-dimensional formability, it is more preferably more than 2,000 and not more than 50,000, and particularly preferably 5,000 to 20,000.
本発明に用いられるアクリルシリコーン(メタ)アクリレートは、1分子中に、アクリル樹脂の構造の一部がシロキサン結合(Si−O)に置換しており、かつ官能基としてアクリル樹脂の側鎖及び/又は主鎖末端に(メタ)アクリロイルオキシ基(アクリロイルオキシ基又はメタアクリロイルオキシ基)を2個以上有しているものであれば特に限定されない。このアクリルシリコーン(メタ)アクリレートの例としては、例えば、特開2007−070544号公報に開示されるような側鎖にシロキサン結合を有するアクリル樹脂の構造が好ましく挙げられる。 In the acrylic silicone (meth) acrylate used in the present invention, a part of the structure of the acrylic resin is substituted with a siloxane bond (Si—O) in one molecule, and the side chain of the acrylic resin and / Or it will not be specifically limited if it has two or more (meth) acryloyloxy groups (acryloyloxy group or methacryloyloxy group) in the principal chain terminal. As an example of this acrylic silicone (meth) acrylate, the structure of the acrylic resin which has a siloxane bond in a side chain as disclosed by Unexamined-Japanese-Patent No. 2007-070544 is mentioned preferably, for example.
本発明に用いられるアクリルシリコーン(メタ)アクリレートは、例えばラジカル重合開始剤の存在下、シリコーンマクロモノマーを(メタ)アクリレートモノマーとラジカル共重合させることにより合成することができる。
(メタ)アクリレートモノマーとしては、メチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、ブチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、グリシジル(メタ)アクリレートなどが挙げられる。これら(メタ)アクリレートモノマーは1種を単独で又は2種を組み合わせて用いられる。
The acrylic silicone (meth) acrylate used in the present invention can be synthesized, for example, by radical copolymerizing a silicone macromonomer with a (meth) acrylate monomer in the presence of a radical polymerization initiator.
Examples of the (meth) acrylate monomer include methyl (meth) acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, butyl (meth) acrylate, 2-ethylhexyl (meth) acrylate, glycidyl (meth) acrylate, and the like. These (meth) acrylate monomers are used alone or in combination of two.
シリコーンマクロモノマーは、例えば、n−ブチルリチウム又はリチウムシラノレートを重合開始剤として、ヘキサアルキルシクロトリシロキサンをリビングアニオン重合し、更にラジカル重合性不飽和基含有シランでキャッピングして合成される。シリコーンマクロモノマーとしては、下記式(1)で表される化合物が好適に用いられる。 The silicone macromonomer is synthesized, for example, by living anionic polymerization of hexaalkylcyclotrisiloxane using n-butyllithium or lithium silanolate as a polymerization initiator and capping with a radically polymerizable unsaturated group-containing silane. As the silicone macromonomer, a compound represented by the following formula (1) is preferably used.

式(1)中、R1は、炭素数1〜4のアルキル基を示し、メチル基又はn−ブチル基が好ましい。R2は、1価の有機基を示し、−CH=CH2、−C6H4−CH=CH2、−(CH2)3O(CO)CH=CH2又は−(CH2)3O(CO)C(CH3)=CH2が好ましい。R3は、それぞれ同一であっても異なっていてもよく、炭素数1〜6の炭化水素基を示し、炭素数1〜4のアルキル基又はフェニル基が好ましく、メチル基がより好ましい。また、nの数値は特に制限されず、例えばシリコーンマクロモノマーの数平均分子量が1,000〜30,000が好ましく、1,000〜20,000がより好ましい。 In formula (1), R 1 represents an alkyl group having 1 to 4 carbon atoms, a methyl group or an n- butyl group are preferable. R 2 represents a monovalent organic group, —CH═CH 2 , —C 6 H 4 —CH═CH 2 , — (CH 2 ) 3 O (CO) CH═CH 2 or — (CH 2 ) 3. O (CO) C (CH 3 ) ═CH 2 is preferred. R 3 s may be the same or different and each represents a hydrocarbon group having 1 to 6 carbon atoms, preferably an alkyl group having 1 to 4 carbon atoms or a phenyl group, and more preferably a methyl group. The numerical value of n is not particularly limited, and for example, the number average molecular weight of the silicone macromonomer is preferably 1,000 to 30,000, and more preferably 1,000 to 20,000.
上述の原料を用いて得られるアクリルシリコーン(メタ)アクリレートは、例えば、下記式(2)、(3)及び(4)で表される構造単位を有する。 The acrylic silicone (meth) acrylate obtained using the above-mentioned raw materials has structural units represented by the following formulas (2), (3) and (4), for example.
式(2)、(3)及び(4)中、R1、R3は式(1)におけるものと同義であり、R4は水素原子又はメチル基を示し、R5は上記(メタ)アクリレートモノマー中のアルキル基又はグリシジル基あるいは上記(メタ)アクリレートモノマー中のアルキル基又はグリシジル基等の官能基を有していてもよいアルキル基を示し、R6は(メタ)アクリロイルオキシ基を有する有機基を示す。
上述のアクリルシリコーン(メタ)アクリレートは、1種を単独で又は2種を組み合わせて用いられる。
In formulas (2), (3) and (4), R 1 and R 3 have the same meanings as in formula (1), R 4 represents a hydrogen atom or a methyl group, and R 5 represents the (meth) acrylate. An alkyl group or glycidyl group in the monomer, or an alkyl group which may have a functional group such as an alkyl group or glycidyl group in the (meth) acrylate monomer, and R 6 is an organic compound having a (meth) acryloyloxy group. Indicates a group.
The above-mentioned acrylic silicone (meth) acrylates are used alone or in combination of two.
上記のアクリルシリコーン(メタ)アクリレートの分子量は、GPC分析によって測定され、かつ標準ポリスチレンで換算された重量平均分子量が、1,000以上であることが好ましく、2,000以上であることがより好ましい。アクリルシリコーン(メタ)アクリレートの重量平均分子量の上限は特に制限されないが、粘度が高くなり過ぎないように制御する観点から150,000以下が好ましく、100,000以下がより好ましい。三次元成形性と耐薬品性と耐傷性をバランスの観点から、2,000〜100,000であることが特に好ましい。
また、アクリルシリコーン(メタ)アクリレートの架橋点間平均分子量は、100〜2,500であることが好ましい。架橋点間平均分子量が100以上であれば、三次元成形性の観点から好ましく、2,500以下であれば、耐薬品性及び耐傷性の観点から好ましい。
The molecular weight of the acrylic silicone (meth) acrylate is preferably 1,000 or more, more preferably 2,000 or more, as measured by GPC analysis and converted to standard polystyrene. . The upper limit of the weight average molecular weight of the acrylic silicone (meth) acrylate is not particularly limited, but is preferably 150,000 or less and more preferably 100,000 or less from the viewpoint of controlling the viscosity not to be too high. From the viewpoint of balancing the three-dimensional formability, chemical resistance and scratch resistance, it is particularly preferably 2,000 to 100,000.
Moreover, it is preferable that the average molecular weight between crosslinking points of acrylic silicone (meth) acrylate is 100-2,500. If the average molecular weight between crosslinking points is 100 or more, it is preferable from the viewpoint of three-dimensional formability, and if it is 2,500 or less, it is preferable from the viewpoint of chemical resistance and scratch resistance.
本発明の電離放射線硬化性樹脂組成物において、ポリカーボネート(メタ)アクリレートとアクリルシリコーン(メタ)アクリレートは各々単独で用いてもよいし、併用してもよい。 In the ionizing radiation curable resin composition of the present invention, the polycarbonate (meth) acrylate and the acrylic silicone (meth) acrylate may be used alone or in combination.
本発明で用いられる電離放射線硬化性樹脂組成物は、多官能(メタ)アクリレートを含むことが好ましい。多官能(メタ)アクリレートは、2官能以上の(メタ)アクリレートであれば特に制限はない。ただし、硬化性向上の観点からは3官能以上の(メタ)アクリレートが好ましく、三次元成形性向上の観点からは2官能の(メタ)アクリレートが好ましい。ここで、n官能とは、分子内にエチレン性不飽和結合{(メタ)アクリロイル基又は(メタ)アクリロイルオキシ基}をn個有することをいう。
また、多官能(メタ)アクリレートは、オリゴマー及びモノマーのいずれでもよいが、三次元成形性向上の観点から多官能(メタ)アクリレートオリゴマーが好ましい。
The ionizing radiation curable resin composition used in the present invention preferably contains a polyfunctional (meth) acrylate. The polyfunctional (meth) acrylate is not particularly limited as long as it is a bifunctional or higher (meth) acrylate. However, from the viewpoint of improving curability, a tri- or higher functional (meth) acrylate is preferable, and from the viewpoint of improving three-dimensional moldability, a bifunctional (meth) acrylate is preferable. Here, the n function means having n ethylenically unsaturated bonds {(meth) acryloyl group or (meth) acryloyloxy group} in the molecule.
The polyfunctional (meth) acrylate may be either an oligomer or a monomer, but a polyfunctional (meth) acrylate oligomer is preferable from the viewpoint of improving three-dimensional moldability.
上記の多官能(メタ)アクリレートオリゴマーとしては、例えばウレタン(メタ)アクリレート系オリゴマー、エポキシ(メタ)アクリレート系オリゴマー、ポリエステル(メタ)アクリレート系オリゴマー、ポリエーテル(メタ)アクリレート系オリゴマーなどが挙げられる。また、これら以外にも、ポリブタジエンオリゴマーの側鎖に(メタ)アクリレート基をもつ疎水性の高いポリブタジエン(メタ)アクリレート系オリゴマー、主鎖にポリシロキサン結合をもつシリコーン(メタ)アクリレート系オリゴマー、小さな分子内に多くの反応性基をもつアミノプラスト樹脂を変性したアミノプラスト樹脂(メタ)アクリレート系オリゴマーなどが挙げられる。
また、ノボラック型エポキシ樹脂、ビスフェノール型エポキシ樹脂、脂肪族ビニルエーテル、芳香族ビニルエーテルなどの分子中にカチオン重合性官能基を有するオリゴマーを、上記の多官能(メタ)アクリレートオリゴマーと併用してもよい。
Examples of the polyfunctional (meth) acrylate oligomer include urethane (meth) acrylate oligomers, epoxy (meth) acrylate oligomers, polyester (meth) acrylate oligomers, and polyether (meth) acrylate oligomers. In addition to these, polybutadiene oligomers with a highly hydrophobic polybutadiene (meth) acrylate oligomer with (meth) acrylate groups in the side chain, silicone (meth) acrylate oligomers with polysiloxane bonds in the main chain, small molecules Examples thereof include aminoplast resin (meth) acrylate oligomers obtained by modifying aminoplast resins having many reactive groups.
Moreover, you may use together the oligomer which has a cation polymerizable functional group in molecules, such as a novolak-type epoxy resin, a bisphenol-type epoxy resin, aliphatic vinyl ether, and aromatic vinyl ether, with said polyfunctional (meth) acrylate oligomer.
上記の多官能(メタ)アクリレートモノマーとしては、トリメチロールプロパントリ(メタ)アクリレート、エチレンオキサイド変性トリメチロールプロパントリ(メタ)アクリレート、ジペンタエリスリトールトリ(メタ)アクリレート、プロピオン酸変性ジペンタエリスリトールトリ(メタ)アクリレート、ペンタエリスリトールトリ(メタ)アクリレート、プロピレンオキサイド変性トリメチロールプロパントリ(メタ)アクリレート、トリス(アクリロキシエチル)イソシアヌレート、プロピオン酸変性ジペンタエリスリトールペンタ(メタ)アクリレート、ジペンタエリスリトールヘキサ(メタ)アクリレート、エチレンオキシド変性ジペンタエリスリトールヘキサ(メタ)アクリレート、カプロラクトン変性ジペンタエリスリトールヘキサ(メタ)アクリレートなどが挙げられる。
以上述べた多官能(メタ)アクリレートオリゴマー及び多官能(メタ)アクリレートモノマーは1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。
Examples of the polyfunctional (meth) acrylate monomer include trimethylolpropane tri (meth) acrylate, ethylene oxide modified trimethylolpropane tri (meth) acrylate, dipentaerythritol tri (meth) acrylate, propionic acid modified dipentaerythritol tri ( (Meth) acrylate, pentaerythritol tri (meth) acrylate, propylene oxide modified trimethylolpropane tri (meth) acrylate, tris (acryloxyethyl) isocyanurate, propionic acid modified dipentaerythritol penta (meth) acrylate, dipentaerythritol hexa ( (Meth) acrylate, ethylene oxide-modified dipentaerythritol hexa (meth) acrylate, caprolactone-modified dipentaerythritol Such Ruhekisa (meth) acrylate.
The polyfunctional (meth) acrylate oligomer and polyfunctional (meth) acrylate monomer described above may be used alone or in combination of two or more.
多官能(メタ)アクリレートをポリカーボネート(メタ)アクリレートと併用する場合において、ポリカーボネート(メタ)アクリレート/多官能(メタ)アクリレートの質量比は98/2〜70/30が好ましい。当該範囲内においては、耐傷性、耐薬品性及び三次元成形性を高いレベルで同時に満足することが出来る。当該質量比は、95/5〜80/20であることがより好ましい。
多官能(メタ)アクリレートをアクリルシリコーン(メタ)アクリレートと併用する場合において、アクリルシリコーン(メタ)アクリレート/多官能(メタ)アクリレートの質量比は95/5〜50/50の範囲が好ましい。当該範囲内においては、耐傷性、耐薬品性及び三次元成形性を高いレベルで同時に満足することが出来る。当該質量比は、90/10〜60/40であることがより好ましい。
When polyfunctional (meth) acrylate is used in combination with polycarbonate (meth) acrylate, the mass ratio of polycarbonate (meth) acrylate / polyfunctional (meth) acrylate is preferably 98/2 to 70/30. Within this range, scratch resistance, chemical resistance and three-dimensional formability can be simultaneously satisfied at a high level. The mass ratio is more preferably 95/5 to 80/20.
When polyfunctional (meth) acrylate is used in combination with acrylic silicone (meth) acrylate, the mass ratio of acrylic silicone (meth) acrylate / polyfunctional (meth) acrylate is preferably in the range of 95/5 to 50/50. Within this range, scratch resistance, chemical resistance and three-dimensional formability can be simultaneously satisfied at a high level. The mass ratio is more preferably 90/10 to 60/40.
本発明においては、前記多官能(メタ)アクリレートなどとともに、その粘度を低下させるなどの目的で、単官能(メタ)アクリレートを、本発明の目的を損なわない範囲で適宜併用することができる。これらの単官能(メタ)アクリレートは1種を単独で用いてもよいし、2種以上を組み合わせて用いてもよい。 In the present invention, together with the polyfunctional (meth) acrylate and the like, a monofunctional (meth) acrylate can be appropriately used in combination as long as the object of the present invention is not impaired for the purpose of reducing the viscosity. These monofunctional (meth) acrylates may be used individually by 1 type, and may be used in combination of 2 or more type.
電離放射線硬化性樹脂組成物として紫外線硬化性樹脂組成物を用いる場合には、光重合用開始剤を紫外線硬化性樹脂100質量部に対して、0.1〜5質量部程度添加することが望ましい。光重合用開始剤としては、従来慣用されているものから適宜選択することができ、特に限定されない。
本発明においては、電離放射線硬化性樹脂組成物として電子線硬化性樹脂組成物を用いることが好ましい。電子線硬化性樹脂組成物は無溶剤化が可能であって、環境や健康の観点からより好ましく、かつ、光重合用開始剤を必要とせず、安定な硬化特性が得られるからである。
When using an ultraviolet curable resin composition as the ionizing radiation curable resin composition, it is desirable to add about 0.1 to 5 parts by mass of the photopolymerization initiator to 100 parts by mass of the ultraviolet curable resin. . The initiator for photopolymerization can be appropriately selected from those conventionally used and is not particularly limited.
In the present invention, it is preferable to use an electron beam curable resin composition as the ionizing radiation curable resin composition. This is because the electron beam curable resin composition can be made solvent-free, is more preferable from the viewpoint of environment and health, and does not require a photopolymerization initiator, and can provide stable curing characteristics.
表面保護層15を構成する電離放射線硬化性樹脂組成物には、得られる硬化樹脂層の所望物性に応じて、各種添加剤を配合することができる。この添加剤としては、例えば紫外線吸収剤や光安定剤などの耐候性改善剤や、耐摩耗性向上剤、重合禁止剤、架橋剤、赤外線吸収剤、帯電防止剤、接着性向上剤、レベリング剤、チクソ性付与剤、カップリング剤、可塑剤、消泡剤、充填剤、溶剤、着色剤などが挙げられる。これらの添加剤は、常用されるものから適宜選択して用いることができる。
また、紫外線吸収剤や光安定剤として、分子内に(メタ)アクリロイル基などの重合性基を有する反応性の紫外線吸収剤や光安定剤を用いることもできる。また、本発明のポリマーの表面保護層としての性能を損なわない程度に共重合して使用することもできる。
Various additives can be blended in the ionizing radiation curable resin composition constituting the surface
Further, as the ultraviolet absorber or light stabilizer, a reactive ultraviolet absorber or light stabilizer having a polymerizable group such as a (meth) acryloyl group in the molecule can be used. In addition, the polymer of the present invention can be used after being copolymerized to such an extent that the performance as a surface protective layer is not impaired.
表面保護層15の硬化後の厚さは、1〜1,000μmであることが好ましい。表面保護層15の硬化後の厚さが1μm以上であれば、耐傷性、耐薬品性、耐候性などの保護層としての十分な物性が得られる。一方、表面保護層15の硬化後の厚さが1,000μm以下であれば、電離放射線を均一に照射し易く、均一な硬化が得られ易く、経済的にも有利となる。
また、表面保護層15の硬化後の厚さは、三次元成形性の観点からは、1〜50μmがより好ましく、1〜30μmがさらに好ましい。当該範囲においては、自動車内装用途などの複雑な3次元形状への高い追従性を得ることができる。
本発明の表面保護層15は、硬質な電離放射線硬化性樹脂を配合しても優れた三次元成形性を発現させることができる。即ち、三次元成形性を損なうことなく、塗膜を硬くすることができ、優れた耐傷性及び耐薬品性を加飾シート10に付与することができる。
本発明の加飾シートは、表面保護層の厚さを従来のものより厚くしても、十分に高い三次元成形性が得られることから、特に表面保護層に高い膜厚を要求される部材、例えば車両外装部品などの加飾シートとしても有用である。
The thickness of the surface
Moreover, the thickness after hardening of the surface
The surface
The decorative sheet of the present invention can obtain a sufficiently high three-dimensional formability even if the thickness of the surface protective layer is larger than that of the conventional one. For example, it is also useful as a decorative sheet for vehicle exterior parts.
表面保護層15は、前述の電離放射線硬化性樹脂組成物を含有する塗工液を調製し、調製された塗工液をプライマー層14の表面に(プライマー層14を設けない場合には、透明フィルム13の表面に)塗工して未硬化樹脂層を形成し、当該未硬化樹脂層を架橋硬化することで得ることができる。
塗工方式としては、グラビアコート、バーコート、ロールコート、リバースロールコート、コンマコートなどの公知の方式が挙げられるが、好ましくはグラビアコートである。
塗工液の粘度は、基材の表面に未硬化樹脂層を形成し得る粘度であればよく、特に制限はない。
The surface
Examples of the coating method include known methods such as gravure coating, bar coating, roll coating, reverse roll coating, and comma coating, and gravure coating is preferable.
The viscosity of the coating solution is not particularly limited as long as it is a viscosity capable of forming an uncured resin layer on the surface of the substrate.
本発明においては、未硬化樹脂層に、電子線、紫外線などの電離放射線を照射して該未硬化樹脂層を硬化させる。ここで、電離放射線として電子線を用いる場合、その加速電圧については、用いる樹脂や層の厚みに応じて適宜選定し得るが、通常加速電圧70〜300kV程度で未硬化樹脂層を硬化させることが好ましい。
なお、電子線の照射においては、加速電圧が高いほど透過能力が増加するため、透明フィルム13として電子線により劣化する透明フィルムを使用する場合には、電子線の透過深さと樹脂層の厚みが実質的に等しくなるように、加速電圧を選定することにより、透明フィルム13への余分の電子線の照射を抑制することができ、過剰電子線による基材の劣化を最小限にとどめることができる。
また、照射線量は、樹脂層の架橋密度が飽和する量が好ましく、通常5〜300kGy(0.5〜30Mrad)、好ましくは10〜50kGy(1〜5Mrad)の範囲で選定される。
さらに、電子線源としては、特に制限はなく、例えばコックロフトワルトン型、バンデグラフト型、共振変圧器型、絶縁コア変圧器型、あるいは直線型、ダイナミトロン型、高周波型などの各種電子線加速器を用いることができる。
電離放射線として紫外線を用いる場合には、波長190〜380nmの紫外線を含むものを放射する。紫外線源としては特に制限はなく、例えば高圧水銀燈、低圧水銀燈、メタルハライドランプ、カーボンアーク燈などが用いられる。
In the present invention, the uncured resin layer is cured by irradiating the uncured resin layer with ionizing radiation such as an electron beam or ultraviolet rays. Here, when an electron beam is used as the ionizing radiation, the acceleration voltage can be appropriately selected according to the resin used and the thickness of the layer, but the uncured resin layer is usually cured at an acceleration voltage of about 70 to 300 kV. preferable.
In addition, in electron beam irradiation, since the transmission capability increases as the acceleration voltage is higher, when a transparent film that deteriorates due to an electron beam is used as the
The irradiation dose is preferably such that the crosslink density of the resin layer is saturated, and is usually selected in the range of 5 to 300 kGy (0.5 to 30 Mrad), preferably 10 to 50 kGy (1 to 5 Mrad).
Further, the electron beam source is not particularly limited. For example, various electron beam accelerators such as a cockroft Walton type, a bandegraft type, a resonant transformer type, an insulated core transformer type, a linear type, a dynamitron type, and a high frequency type. Can be used.
When ultraviolet rays are used as the ionizing radiation, those containing ultraviolet rays having a wavelength of 190 to 380 nm are emitted. There is no restriction | limiting in particular as an ultraviolet-ray source, For example, a high pressure mercury lamp, a low pressure mercury lamp, a metal halide lamp, a carbon arc lamp, etc. are used.
このようにして形成された硬化樹脂層には、各種の添加剤を添加して各種の機能、例えば、高硬度で耐傷性を有する、いわゆるハードコート機能、防曇コート機能、防汚コート機能、防眩コート機能、反射防止コート機能、紫外線遮蔽コート機能、赤外線遮蔽コート機能などを付与することもできる。 The cured resin layer thus formed has various functions by adding various additives, for example, a so-called hard coat function, anti-fogging coat function, anti-fouling coating function having high hardness and scratch resistance, An antiglare coating function, an antireflection coating function, an ultraviolet shielding coating function, an infrared shielding coating function, and the like can also be imparted.
1−2.透明フィルム
透明フィルム13は、加飾シート10の耐薬品性のさらなる向上に寄与する。即ち、薬品の種類や量によっては、薬品が加飾シート10の基材11まで浸透して基材11にダメージを与えことがあるが、透明フィルム13を設けることによって当該ダメージを低減することが可能となる。なお、透明フィルム13の「透明」には、無色透明だけでなく、半透明や着色透明も含まれる。
1-2. Transparent film The
透明フィルム13は、透明性、三次元成形性、形状安定性、耐薬品性等を考慮して適宜決定されるが、代表的には熱可塑性樹脂のフィルムが使用される。該熱可塑性樹脂としては、一般的には、アクリル樹脂、ポリプロピレン,ポリエチレン等のポリオレフィン系樹脂、ポリカーボネート樹脂、アクリロニトリル−ブタジエン−スチレン樹脂(以下「ABS樹脂」という)、ポリエステル樹脂、塩化ビニル樹脂等が使用される。これらの中でも、耐薬品性の観点から、ポリエステル系樹脂、ポリオレフィン系樹脂、アクリル系樹脂及びポリカーボネート系樹脂が好ましく、ポリエステル系樹脂及びポリオレフィン系樹脂がより好ましく、ポリエステル系樹脂がさらに好ましい。また、前記熱可塑性樹脂は、結晶性であっても非晶質であってもよいが、耐薬品性の観点から結晶性であることが好ましく、三次元成形性の観点からは非晶質であることが好ましい。
The
透明フィルム13はその上に設けられる層との密着性を向上させるために、所望により、片面又は両面に酸化法や凹凸化法などの物理的又は化学的表面処理を施すことができる。
上記酸化法としては、例えばコロナ放電処理、クロム酸化処理、火炎処理、熱風処理、オゾン・紫外線処理法などが挙げられ、凹凸化法としては、例えばサンドブラスト法、溶剤処理法などが挙げられる。これらの表面処理は、基材の種類に応じて適宜選択されるが、一般にはコロナ放電処理法が効果及び操作性などの面から好ましく用いられる。
透明フィルム13の厚さは、特に限定されるわけではないが、コスト、三次元成形性、形状安定性等を考慮すると、10〜200μmが好ましく、15〜150μmがより好ましい。
The
Examples of the oxidation method include corona discharge treatment, chromium oxidation treatment, flame treatment, hot air treatment, ozone / ultraviolet treatment method, and examples of the unevenness method include a sand blast method and a solvent treatment method. These surface treatments are appropriately selected depending on the type of substrate, but generally, a corona discharge treatment method is preferably used from the viewpoints of effects and operability.
The thickness of the
1−3.基材
基材11としては、三次元成形性や射出成形される樹脂との相性等を考慮して適宜選択されるが、代表的には熱可塑性樹脂のシートが使用される。該熱可塑性樹脂としては、一般的には、ABS樹脂、アクリル系樹脂、ポリプロピレン,ポリエチレン等のポリオレフィン系樹脂、ポリカーボネート樹脂、塩化ビニル樹脂などが使用される。これらの中でも、ABS樹脂、ポリオレフィン系樹脂及びアクリル系樹脂が好ましく、ABS樹脂がより好ましい。また、基材11は、これら樹脂の単層シート、あるいは同種又は異種樹脂による複層シートとして使用することができる。
1-3. Base Material The
基材11の厚さは、特に限定されるわけではないが、コスト、三次元成形性、及び形状安定性等を考慮すると、50〜1,000μmが好ましく、200〜800μmがより好ましい。また、基材11の厚さは、透明フィルム13の厚さの2倍以上であることが形状保持性の観点から好ましい。
基材11の曲げ弾性率は、1500〜3000MPaであることが好ましい。曲げ弾性率が1500MPa以上であると成形性が良好であり、特に真空成形した後の形状安定性に優れる。また、鉛筆硬度試験に代表される表面硬度が向上し、いわゆるえぐれによる傷に対して強い加飾シートとすることができる。一方、曲げ弾性率が3000MPa以下であると十分な三次元成形性を確保することができる。以上の観点から、基材11の曲げ弾性率は1700〜2600MPaの範囲がより好ましい。なお、曲げ弾性率はJIS K7171(ISO178)に準拠して測定したものである。
The thickness of the
The flexural modulus of the
基材11はその上に設けられる層との密着性を向上させるために、所望により、片面又は両面に酸化法や凹凸化法などの物理的又は化学的表面処理を施すことができる。
上記酸化法としては、例えばコロナ放電処理、クロム酸化処理、火炎処理、熱風処理、オゾン・紫外線処理法などが挙げられ、凹凸化法としては、例えばサンドブラスト法、溶剤処理法などが挙げられる。これらの表面処理は、基材の種類に応じて適宜選択されるが、一般にはコロナ放電処理法が効果及び操作性などの面から好ましく用いられる。
また基材11はプライマー層を形成するなどの処理を施してもよいし、色彩を整えるための塗装や、デザイン的な観点での模様があらかじめ形成されていてもよい。
The
Examples of the oxidation method include corona discharge treatment, chromium oxidation treatment, flame treatment, hot air treatment, ozone / ultraviolet treatment method, and examples of the unevenness method include a sand blast method and a solvent treatment method. These surface treatments are appropriately selected depending on the type of substrate, but generally, a corona discharge treatment method is preferably used from the viewpoints of effects and operability.
The
1−4.絵柄層
絵柄層12は加飾樹脂成形品に装飾性を与えるものであり、所望により設けられる層である。絵柄層12は、種々の模様をインキ組成物と印刷機を使用して印刷することにより形成される。印刷方法としては、グラビア印刷などの通常の印刷方法を採用できる。絵柄層12は透明フィルム13上に印刷してもよいし、基材11上に印刷してもよいが、製造上の観点からは透明フィルム13上に印刷することが好ましい。
模様としては、木目模様、大理石模様(例えばトラバーチン大理石模様)などの岩石の表面を模した石目模様、布目や布状の模様を模した布地模様、タイル貼模様、煉瓦積模様などがあり、これらを複合した寄木、パッチワークなどの模様もある。これらの模様は通常の黄色、赤色、青色、及び黒色のプロセスカラーによる多色印刷によって形成される他、模様を構成する個々の色の版を用意して行う特色による多色印刷などによっても形成される。
絵柄層12の厚さはその絵柄により適宜選択される。
1-4. Picture layer The
Patterns include stone patterns that simulate the surface of rocks such as wood grain patterns, marble patterns (for example, travertine marble patterns), fabric patterns that simulate cloth and cloth-like patterns, tiled patterns, brickwork patterns, There are also patterns such as marquetry and patchwork that combine these. These patterns are formed by multicolor printing with the usual yellow, red, blue and black process colors, as well as by multicolor printing with special colors prepared by preparing the individual color plates constituting the pattern. Is done.
The thickness of the
絵柄層12に用いるインキ組成物としては、バインダーに顔料、染料などの着色剤、体質顔料、溶剤、安定剤、可塑剤、触媒、硬化剤などを適宜混合したものが使用される。該バインダーとしては特に制限はなく、例えば、ポリウレタン系樹脂、塩化ビニル/酢酸ビニル系共重合体樹脂、塩化ビニル/酢酸ビニル/アクリル系共重合体樹脂、塩素化ポリプロピレン系樹脂、アクリル系樹脂、ポリエステル系樹脂、ポリアミド系樹脂、ブチラール系樹脂、ポリスチレン系樹脂、ニトロセルロース系樹脂、酢酸セルロース系樹脂などの中から任意のものが、1種単独で又は2種以上を混合して用いられる。
着色剤としては、カーボンブラック(墨)、鉄黒、チタン白、アンチモン白、黄鉛、チタン黄、弁柄、カドミウム赤、群青、コバルトブルーなどの無機顔料、キナクリドンレッド、イソインドリノンイエロー、フタロシアニンブルーなどの有機顔料又は染料、アルミニウム、真鍮などの鱗片状箔片からなる金属顔料、二酸化チタン被覆雲母、塩基性炭酸鉛などの鱗片状箔片からなる真珠光沢(パール)顔料などが用いられる。
As the ink composition used for the
Colorants include carbon black (black), iron black, titanium white, antimony white, yellow lead, titanium yellow, petal, cadmium red, ultramarine, cobalt blue and other inorganic pigments, quinacridone red, isoindolinone yellow, phthalocyanine Organic pigments or dyes such as blue, metal pigments made of scaly foil pieces such as aluminum and brass, pearlescent pigments made of scaly foil pieces such as titanium dioxide-coated mica and basic lead carbonate, and the like are used.
1−5.隠蔽層
隠蔽層(図示せず)は、所望により、基材11と絵柄層12との間に設けられる層である。基材11の表面の色の変化、ばらつきにより、加飾シート10の柄の色に影響を及ぼさないようにする目的で設けられる。隠蔽層はグラビア印刷などの通常の印刷方法やグラビアコート、グラビアリバースコート、グラビアオフセットコート、スピンナーコート、ロールコート、リバースロールコートなどの通常の塗工方法により形成される。
隠蔽層は、通常不透明色で形成することが多く、その厚さは1〜20μm程度の、いわゆるベタ印刷層が好適に用いられる。隠蔽層を形成するインキ組成物は、上記した絵柄層12に用いられるものから適宜選択して採用することができる。
1-5. Hiding layer A hiding layer (not shown) is a layer provided between the
The hiding layer is usually formed with an opaque color, and a so-called solid printing layer having a thickness of about 1 to 20 μm is preferably used. The ink composition for forming the concealing layer can be appropriately selected from those used for the
1−6.プライマー層
プライマー層14は、表面保護層15の延伸部に微細な割れや白化を生じにくくする効果を奏するものであり、所望により設けられる層である。
プライマー層14の厚さは0.1〜10μm程度であることが好ましく、1〜10μmであることがより好ましい。0.1μm以上であると、表面保護層の割れ、破断、白化などを防ぐ効果を十分に発揮させることができる。一方、プライマー層の厚さが10μm以下であれば、プライマー層を塗工した際、塗膜の乾燥、硬化が安定であるので三次元成形性が変動することが無く好ましい。
1-6. Primer Layer The
The thickness of the
プライマー層14は、グラビアコート、グラビアリバースコート、グラビアオフセットコート、スピンナーコート、ロールコート、リバースロールコート、キスコート、ホイラーコート、ディップコート、シルクスクリーンによるベタコート、ワイヤーバーコート、フローコート、コンマコート、かけ流しコート、刷毛塗り、スプレーコートなどの通常の塗工方法や転写コーティング法により形成される。転写コーティング法は、一旦、薄いシート(フィルム基材)にプライマー層14の塗膜を形成し、しかる後に加飾シート10中の対象となる層表面に被覆する方法である。
The
プライマー層14を構成するプライマー組成物は、(メタ)アクリル樹脂、ウレタン樹脂、(メタ)アクリル・ウレタン共重合体樹脂、塩化ビニル−酢酸ビニル共重合体、ポリエステル樹脂、ブチラール樹脂、塩素化ポリプロピレン、塩素化ポリエチレンなどが用いられる。
(メタ)アクリル樹脂としては、(メタ)アクリル酸エステルの単独重合体、2種以上の異なる(メタ)アクリル酸エステルモノマーの共重合体、又は(メタ)アクリル酸エステルと他のモノマーとの共重合体が挙げられ、具体的には、ポリ(メタ)アクリル酸メチル、ポリ(メタ)アクリル酸エチル、ポリ(メタ)アクリル酸プロピル、ポリ(メタ)アクリル酸ブチル、(メタ)アクリル酸メチル・(メタ)アクリル酸ブチル共重合体、(メタ)アクリル酸エチル・(メタ)アクリル酸ブチル共重合体、エチレン・(メタ)アクリル酸メチル共重合体、スチレン・(メタ)アクリル酸メチル共重合体などの(メタ)アクリル酸エステルを含む単独又は共重合体からなる(メタ)アクリル樹脂が好適に用いられる。ここで(メタ)アクリルとはアクリル又はメタクリルを意味する。
The primer composition constituting the
(Meth) acrylic resins include (meth) acrylic acid ester homopolymers, copolymers of two or more different (meth) acrylic acid ester monomers, or (meth) acrylic acid esters and other monomers. Polymers, and specifically, poly (meth) methyl acrylate, poly (meth) ethyl acrylate, poly (meth) acrylate propyl, poly (meth) acrylate butyl, methyl (meth) acrylate (Meth) butyl acrylate copolymer, (meth) ethyl acrylate / (meth) butyl acrylate copolymer, ethylene / (meth) methyl acrylate copolymer, styrene / methyl (meth) acrylate copolymer A (meth) acrylic resin composed of a homopolymer or a copolymer containing a (meth) acrylic acid ester such as is preferably used. Here, (meth) acryl means acryl or methacryl.
ウレタン樹脂としては、ポリオール(多価アルコール)を主剤とし、イソシアネートを架橋剤(硬化剤)とするポリウレタンを使用できる。ポリオールとしては、分子中に2個以上の水酸基を有するもので、例えばポリエステルポリオール、ポリエチレングリコール、ポリプロピレングリコール、アクリルポリオール、ポリエーテルポリオールなどが使用される。前記イソシアネートとしては、分子中に2個以上のイソシアネート基を有する多価イソシアネート、4,4−ジフェニルメタンジイソシアネートなどの芳香族イソシアネート、或いはヘキサメチレンジイソシアネート、イソホロンジイソシアネート、水素添加トリレンジイソシアネート、水素添加ジフェニルメタンジイソシアネートなどの脂肪族(又は脂環族)イソシアネートが用いられる。また、ウレタン樹脂とブチラール樹脂を混ぜて構成することも可能である。 As the urethane resin, polyurethane having a polyol (polyhydric alcohol) as a main ingredient and an isocyanate as a crosslinking agent (curing agent) can be used. As the polyol, one having two or more hydroxyl groups in the molecule, for example, polyester polyol, polyethylene glycol, polypropylene glycol, acrylic polyol, polyether polyol and the like are used. Examples of the isocyanate include polyvalent isocyanate having two or more isocyanate groups in the molecule, aromatic isocyanate such as 4,4-diphenylmethane diisocyanate, hexamethylene diisocyanate, isophorone diisocyanate, hydrogenated tolylene diisocyanate, hydrogenated diphenylmethane diisocyanate. Aliphatic (or alicyclic) isocyanates such as are used. It is also possible to mix urethane resin and butyral resin.
(メタ)アクリル・ウレタン共重合体樹脂としては、例えばアクリル/ウレタン(ポリエステルウレタン)ブロック共重合系樹脂が好ましい。硬化剤としては、上記の各種イソシアネートが用いられる。アクリル/ウレタン(ポリエステルウレタン)ブロック共重合系樹脂は所望により、アクリル/ウレタン比(質量比)を好ましくは(9/1)〜(1/9)、より好ましくは(8/2)〜(2/8)の範囲で調整し、種々の加飾シートに用いることができるので、プライマー組成物に用いられる樹脂として特に好ましい。 As the (meth) acryl / urethane copolymer resin, for example, an acrylic / urethane (polyester urethane) block copolymer resin is preferable. As the curing agent, the above-mentioned various isocyanates are used. The acrylic / urethane (polyester urethane) block copolymer resin may have an acrylic / urethane ratio (mass ratio) of preferably (9/1) to (1/9), more preferably (8/2) to (2). Since it can be adjusted within the range of / 8) and used for various decorative sheets, it is particularly preferable as a resin used in the primer composition.
1−7.接着剤層
接着層(図示せず)は、加飾シート10と射出樹脂との密着性を向上させるため、所望により、基材11の裏面(表面保護層15とは反対側の面)に設けられる層である。接着剤層には、射出樹脂に応じて、熱可塑性樹脂又は硬化性樹脂が用いられる。熱可塑性樹脂としては、アクリル樹脂、アクリル変性ポリオレフィン樹脂、塩素化ポリオレフィン樹脂、塩化ビニル−酢酸ビニル共重合体、熱可塑性ウレタン樹脂、熱可塑性ポリエステル樹脂、ポリアミド樹脂、ゴム系樹脂などが挙げられ、これらは1種又は2種以上を混合して用いることができる。また、熱硬化性樹脂としては、ウレタン樹脂、エポキシ樹脂などが挙げられる。
接着層の厚さは、特に限定されないが、0.1〜10μm程度であることが好ましい。
接着層は、塗工方法としては、プライマー層14と同様の塗工方法を採用することができる。
1-7. Adhesive Layer An adhesive layer (not shown) is provided on the back surface of the base material 11 (the surface opposite to the surface protective layer 15) as desired in order to improve the adhesion between the
The thickness of the adhesive layer is not particularly limited, but is preferably about 0.1 to 10 μm.
For the adhesive layer, the same coating method as that of the
2.加飾樹脂成形品
本発明の加飾樹脂成型品は、本発明の加飾シートと、射出樹脂とを有する。
前記射出樹脂は、特に限定されないが、ポリエチレン、ポリプロピレンなどのポリオレフィン系樹脂、ABS樹脂、スチレン樹脂、ポリカーボネート樹脂、アクリル樹脂、塩化ビニル樹脂などの熱可塑性樹脂が代表的である。また、ウレタン樹脂、エポキシ樹脂等の熱硬化性樹脂なども用途に応じ用いることができる。
2. Decorated resin molded product The decorated resin molded product of the present invention includes the decorated sheet of the present invention and an injection resin.
The injection resin is not particularly limited, but is typically a thermoplastic resin such as a polyolefin resin such as polyethylene or polypropylene, an ABS resin, a styrene resin, a polycarbonate resin, an acrylic resin, or a vinyl chloride resin. In addition, thermosetting resins such as urethane resins and epoxy resins can be used depending on the application.
本発明の加飾樹脂成形品は、本発明の加飾シートを用いて、インサート成形法、射出成形同時加飾法、ブロー成形法、ガスインジェクション成形法などの各種射出成形法、好ましくはインサート成形法及び射出成形同時加飾法により作製される。 The decorative resin molded product of the present invention is a variety of injection molding methods such as insert molding, simultaneous injection molding, blow molding, gas injection molding, etc., preferably insert molding, using the decorative sheet of the present invention. And the injection molding simultaneous decoration method.
インサート成形法では、真空成形工程において、本発明の加飾シートを真空成形型により予め成形品表面形状に真空成形(オフライン予備成形)し、次いで必要に応じて余分な部分をトリミングして成形シートを得る。この成形シートを射出成形型に挿入し、射出成形型を型締めし、流動状態の樹脂を型内に射出し、固化させて、射出成形と同時に樹脂成形物の外表面に加飾シートを一体化させ、加飾樹脂成形品を製造する。 In the insert molding method, in the vacuum forming process, the decorative sheet of the present invention is vacuum formed into a surface shape of the molded product in advance (off-line pre-molding) with a vacuum forming die, and then the excess portion is trimmed as necessary to form a molded sheet. Get. This molded sheet is inserted into an injection mold, the injection mold is clamped, the resin in a fluid state is injected into the mold and solidified, and the decorative sheet is integrated on the outer surface of the resin molding simultaneously with the injection molding. To produce decorative resin molded products.
次に、射出成形同時加飾法においては、本発明の加飾シートを射出成形の吸引孔が設けられた真空成形型との兼用雌型に配置し、この雌型で予備成形(インライン予備成形)を行った後、射出成形型を型締めして、流動状態の樹脂を型内に射出充填し、固化させて、射出成形と同時に樹脂成形物の外表面に加飾シートを一体化させ、加飾樹脂成形品を製造する。
なお、射出成形同時加飾法では、射出樹脂による熱圧を加飾シートが受けるため、平板に近く、加飾シートの絞りが小さい場合には、加飾シートは予熱してもしなくてもよい。
Next, in the simultaneous injection molding decoration method, the decorative sheet of the present invention is placed in a female mold that is also used as a vacuum forming mold provided with a suction hole for injection molding, and pre-molding (in-line pre-molding) with this female mold ), The injection mold is clamped, the resin in a fluid state is injected into the mold, solidified, and the decorative sheet is integrated with the outer surface of the resin molding simultaneously with the injection molding, Manufactures decorative resin molded products.
In the injection molding simultaneous decorating method, the decorative sheet receives the thermal pressure from the injection resin, so if the decorative sheet is close to the flat plate and the aperture of the decorative sheet is small, the decorative sheet may or may not be preheated. .
以上のようにして製造された加飾樹脂成形体は、その表面保護層に成形過程でクラックが入ることがなく三次元成形性が良好であり、その表面は高い耐傷付き性を有する。また、耐溶剤性及び耐薬品性が高い。さらに本発明の製造方法では、加飾シートの製造段階で表面保護層が完全硬化されるので、加飾樹脂成形体を製造した後に表面保護層を架橋硬化する工程が不要である。 The decorative resin molded body produced as described above has good three-dimensional moldability without cracking in the surface protective layer during the molding process, and the surface has high scratch resistance. In addition, the solvent resistance and chemical resistance are high. Furthermore, in the production method of the present invention, the surface protective layer is completely cured at the production stage of the decorative sheet, and therefore a step of crosslinking and curing the surface protective layer after producing the decorative resin molded body is unnecessary.
次に、本発明を実施例により、さらに詳細に説明するが、本発明は、この例によってなんら限定されるものではない。
評価方法
(1)三次元成形性
後述の実施例及び比較例で得た加飾シートを赤外線ヒーターで160℃に加熱し、軟化させた。次いで、真空成形用型を用いて真空成形を行い(最大延伸倍率100%)、型の内部形状に成形した。シートを冷却後、型より加飾シートを離型した。評価基準は以下のとおりである。
◎;問題無し
○;三次元形状部又は最大延伸部の一部に微細な塗膜割れ又は白化が認められたが実用上問題なし。
△;三次元形状部又は最大延伸部の一部に軽微な塗膜割れ又は白化が発生した。
×;型の形状に追従できずに表面保護層に塗膜割れや白化が見られた。
××;シートが硬すぎて、真空成形できなかった。
(2)形状安定性
上記の離型後の加飾シートを室温にて1週間放置し、形状の歪み、収縮を確認した。評価基準は以下の通りである。
◎;形状に歪みなし
○;形状に軽微な歪みが生じたものの実用上問題無し
×;形状が著しく歪み、真空成形時の形状を保持できなかった。
EXAMPLES Next, although an Example demonstrates this invention further in detail, this invention is not limited at all by this example.
Evaluation method (1) Three-dimensional formability The decorative sheets obtained in Examples and Comparative Examples described later were heated to 160 ° C. with an infrared heater and softened. Next, vacuum forming was performed using a vacuum forming die (maximum draw ratio: 100%) to form the internal shape of the die. After cooling the sheet, the decorative sheet was released from the mold. The evaluation criteria are as follows.
◎: No problem ○: Fine coating cracking or whitening was observed in a part of the three-dimensional shape portion or the maximum stretched portion, but there was no practical problem.
Δ: Slight coating cracking or whitening occurred in a part of the three-dimensional shape portion or the maximum stretched portion.
X: The coating film cracking and whitening were observed in the surface protective layer without following the shape of the mold.
XX: The sheet was too hard to be vacuum formed.
(2) Shape stability The above-mentioned decorative sheet after release was allowed to stand at room temperature for 1 week, and shape distortion and shrinkage were confirmed. The evaluation criteria are as follows.
A: No distortion in shape B: Slight distortion occurred in shape, but no problem in practical use X: Shape was significantly distorted, and the shape during vacuum forming could not be maintained.
(3)耐傷性
実施例及び比較例で得た加飾シートを#0000スチールウールを用いて荷重1.5kgfで5回往復させた後、その外観を評価した。評価基準は以下のとおりである。
◎;傷付きがなかった。
○;表面に微細な傷が認められたが、塗膜の削れや白化はなかった。
△;表面に軽微な傷があった。
×;表面に著しい傷があった。
(3) Scratch resistance The decorative sheets obtained in the examples and comparative examples were reciprocated five times with a load of 1.5 kgf using # 0000 steel wool, and then the appearance was evaluated. The evaluation criteria are as follows.
A: There was no scratch.
○: Although fine scratches were observed on the surface, the coating film was not scraped or whitened.
Δ: Minor scratches on the surface.
X: The surface was markedly damaged.
(4)耐薬品性
実施例及び比較例で得た加飾シートのシート片10cm×10cmに虫除けスプレー(N,N−ジエチル−m−トルアミド10%)を0.5g塗布した。60℃のオーブンに30分間放置後、オーブンから取り出し、室温になるまで放冷した。その後、中性洗剤を用い水洗し外観を確認した。
◎;外観変化なし。
○;表面に極軽微な白化、膨潤が認められたが、著しい白化、膨潤、溶解等は見られなかった。
△;表面に極軽微な白化、膨潤、溶解が認められた。
×;表面に著しい白化、膨潤、溶解があった。
(4) Chemical resistance 0.5 g of insect repellent spray (N, N-diethyl-m-toluamide 10%) was applied to the
A: No change in appearance.
○: Extremely slight whitening and swelling were observed on the surface, but no significant whitening, swelling or dissolution was observed.
Δ: Slight whitening, swelling, and dissolution were observed on the surface.
X: There was remarkable whitening, swelling and dissolution on the surface.
(5)分子量の測定
東ソー(株)製高速GPC装置を用いた。用いたカラムは東ソー(株)製、商品名「TSKgel αM」であり、溶媒はN−メチル−2−ピロリジノン(NMP)を用い、カラム温度40℃、流速0.5cc/minで測定を行なった。尚、本発明における重量平均分子量はポリスチレン換算を行った値である。
(5) Measurement of molecular weight A high-speed GPC apparatus manufactured by Tosoh Corporation was used. The column used was “TSKgel αM” manufactured by Tosoh Corporation, the solvent was N-methyl-2-pyrrolidinone (NMP), and the measurement was performed at a column temperature of 40 ° C. and a flow rate of 0.5 cc / min. . In addition, the weight average molecular weight in this invention is the value which performed polystyrene conversion.
実施例1〜8、比較例4〜5
表1に示す透明フィルムの両面にコロナ処理を施した。該透明フィルムの一方の面に、アクリル系樹脂インキを用いグラビア印刷にて木目柄の絵柄層を形成した。もう一方の面にプライマー層としてアクリルポリオール/ポリウレタン混合樹脂にジヘキサメチレンイソシアネートをNCO当量となるように混合したインキを厚み1μmとなるように印刷した。
次に、前記プライマー層の表面に、第1表に示す組成の電子線硬化性樹脂組成物を硬化後の厚さが10μmとなるようにグラビアリバースにて塗布した。この未硬化樹脂層に加速電圧165kV、照射線量50kGy(5Mrad)の電子線を照射して、電子線硬化性樹脂組成物を硬化させ印刷フィルムを作製した。
前記印刷フィルムの絵柄層の表面にウレタン樹脂からなる接着剤を乾燥後の厚み10μmとなるようにグラビアリバースにて塗布し、表1に示す基材と貼り合わせた。これを室温にて1週間養生し、加飾シートを得た。
Examples 1-8, Comparative Examples 4-5
Corona treatment was performed on both surfaces of the transparent film shown in Table 1. A woodgrain pattern layer was formed on one surface of the transparent film by gravure printing using an acrylic resin ink. On the other side, an ink obtained by mixing an acrylic polyol / polyurethane mixed resin with dihexamethylene isocyanate so as to have an NCO equivalent as a primer layer was printed to a thickness of 1 μm.
Next, an electron beam curable resin composition having the composition shown in Table 1 was applied to the surface of the primer layer by gravure reverse so that the thickness after curing was 10 μm. This uncured resin layer was irradiated with an electron beam having an acceleration voltage of 165 kV and an irradiation dose of 50 kGy (5 Mrad) to cure the electron beam curable resin composition, thereby producing a printed film.
An adhesive made of urethane resin was applied to the surface of the pattern layer of the printed film by gravure reverse so as to have a thickness of 10 μm after drying, and was bonded to the substrate shown in Table 1. This was cured at room temperature for 1 week to obtain a decorative sheet.
比較例1〜3
表1に示す透明フィルムの片面にコロナ処理を施した。該透明フィルムのコロナ処理を施した面に、アクリル系樹脂インキを用いグラビア印刷にて木目柄の絵柄層を形成した。
次に、前記絵柄層の表面にウレタン樹脂からなる接着剤を乾燥後の厚み10μmとなるようにグラビアリバースにて塗布し、表1に示す基材と貼り合わせた。これを室温にて1週間養生し、加飾シートを得た。
Comparative Examples 1-3
One side of the transparent film shown in Table 1 was subjected to corona treatment. A woodgrain pattern layer was formed on the surface of the transparent film subjected to corona treatment by gravure printing using an acrylic resin ink.
Next, an adhesive made of urethane resin was applied to the surface of the pattern layer by gravure reverse so as to have a thickness of 10 μm after drying, and bonded to the base material shown in Table 1. This was cured at room temperature for 1 week to obtain a decorative sheet.
比較例6
表1に示す基材の片面にコロナ処理を施した。該基材のコロナ処理を施した面にアクリル系樹脂インキを用いグラビア印刷にて木目柄の絵柄層を形成した。次いで、絵柄層の表面にプライマー層としてアクリルポリオール/ポリウレタン混合樹脂にジヘキサメチレンイソシアネートをNCO当量となるように混合したインキを厚み1μmとなるように印刷した。
次に、前記プライマー層の表面に、表1に示す組成の電子線硬化性樹脂組成物を樹脂組成物の硬化後の厚さが10μmとなるようにグラビアコートにより塗工した。この未硬化樹脂層に加速電圧165kV、照射線量50kGy(5Mrad)の電子線を照射して、電子線硬化性樹脂組成物を硬化させた。これを室温にて1週間養生し、加飾シートを得た。
Comparative Example 6
One side of the substrate shown in Table 1 was subjected to corona treatment. A woodgrain pattern layer was formed by gravure printing using an acrylic resin ink on the corona-treated surface of the substrate. Next, an ink prepared by mixing dihexamethylene isocyanate with an acrylic polyol / polyurethane mixed resin so as to have an NCO equivalent as a primer layer on the surface of the pattern layer was printed to a thickness of 1 μm.
Next, an electron beam curable resin composition having the composition shown in Table 1 was applied to the surface of the primer layer by gravure coating so that the thickness of the resin composition after curing was 10 μm. The uncured resin layer was irradiated with an electron beam having an acceleration voltage of 165 kV and an irradiation dose of 50 kGy (5 Mrad) to cure the electron beam curable resin composition. This was cured at room temperature for 1 week to obtain a decorative sheet.
[注]
EB1;2官能ポリカーボネートアクリレート(重量平均分子量:10,000):6官能ウレタンアクリレートオリゴマー(重量平均分子量:6,000)=90:10(質量比)
EB2;2官能ポリカーボネートアクリレート(重量平均分子量:10,000):6官能ウレタンアクリレートオリゴマー(重量平均分子量:6,000)=70:30(質量比)
EB3;アクリルシリコーンアクリレート(重量平均分子量:20,000、硬化後の架橋点間分子量200):6官能ウレタンアクリレートオリゴマー(重量平均分子量:5,000)=70:30(質量比)
EB4;アクリルシリコーンアクリレート(重量平均分子量:20,000、硬化後の架橋点間分子量200):6官能ウレタンアクリレートオリゴマー(重量平均分子量:5,000)=90:10(質量比)
EB5;6官能ウレタンアクリレートオリゴマー(重量平均分子量:20,000)
EB6;2官能ウレタンアクリレートオリゴマー(重量平均分子量:20,000)
PET1;結晶性PET
PET2;非晶性PET(PET-G)
PET3;非晶性PET(A-PET)
ABS1:曲げ弾性率1,800MPa
ABS2:曲げ弾性率2,500MPa
[note]
EB1: bifunctional polycarbonate acrylate (weight average molecular weight: 10,000): hexafunctional urethane acrylate oligomer (weight average molecular weight: 6,000) = 90: 10 (mass ratio)
EB2; bifunctional polycarbonate acrylate (weight average molecular weight: 10,000): hexafunctional urethane acrylate oligomer (weight average molecular weight: 6,000) = 70: 30 (mass ratio)
EB3; acrylic silicone acrylate (weight average molecular weight: 20,000, molecular weight between crosslinks after curing 200): hexafunctional urethane acrylate oligomer (weight average molecular weight: 5,000) = 70: 30 (mass ratio)
EB4; acrylic silicone acrylate (weight average molecular weight: 20,000, molecular weight between crosslinks after curing 200): hexafunctional urethane acrylate oligomer (weight average molecular weight: 5,000) = 90: 10 (mass ratio)
EB5; hexafunctional urethane acrylate oligomer (weight average molecular weight: 20,000)
EB6; bifunctional urethane acrylate oligomer (weight average molecular weight: 20,000)
PET1; crystalline PET
PET2: Amorphous PET (PET-G)
PET3: Amorphous PET (A-PET)
ABS1: Flexural modulus 1,800 MPa
ABS2: Flexural modulus of 2500 MPa
本発明の加飾シート(実施例1〜8)では、特定の電離放射線硬化性樹脂組成物を用いて表面保護層を形成し、且つ透明フィルムを設けることで、実用上問題ないレベルの良好な三次元成形性及び形状安定性を保持しながら、優れた耐傷性や耐薬品性を示すことが確認された。 In the decorative sheet (Examples 1 to 8) of the present invention, a surface protective layer is formed using a specific ionizing radiation curable resin composition, and a transparent film is provided, so that the level is satisfactory for practical use. It was confirmed that excellent scratch resistance and chemical resistance were exhibited while maintaining three-dimensional formability and shape stability.
本発明の加飾シートは各種加飾樹脂成形品に用いられ、例えば、自動車などの車両の内装材又は外装材、幅木、回縁等の造作部材、窓枠、扉枠等の建具、壁、床、天井等の建築物の内装材、テレビ受像機、空調機等の家電製品の筐体、容器などの用途の加飾樹脂成形品に好適に用いられる。 The decorative sheet of the present invention is used for various decorative resin molded products, for example, interior materials or exterior materials of vehicles such as automobiles, construction members such as baseboards, and rims, joinery such as window frames and door frames, and walls. It is suitably used for decorative resin molded products for uses such as interior materials for buildings such as floors and ceilings, casings and containers of household electrical appliances such as television receivers and air conditioners.
10.加飾シート
11.基材
12.絵柄層
13.透明フィルム
14.プライマー層
15.表面保護層
10. Decorative
Claims (7)
該表面保護層がポリカーボネート(メタ)アクリレート及び/又はアクリルシリコーン(メタ)アクリレートを含有する電離放射線硬化性樹脂組成物の硬化物からなる、加飾シート。 A decorative sheet having at least a base material, a transparent film, and a surface protective layer in this order,
A decorative sheet, wherein the surface protective layer is made of a cured product of an ionizing radiation curable resin composition containing polycarbonate (meth) acrylate and / or acrylic silicone (meth) acrylate.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010294087A JP5673099B2 (en) | 2010-12-28 | 2010-12-28 | Decorative sheet and decorative resin molded product |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010294087A JP5673099B2 (en) | 2010-12-28 | 2010-12-28 | Decorative sheet and decorative resin molded product |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014265791A Division JP5850129B2 (en) | 2014-12-26 | 2014-12-26 | Decorative sheet and decorative resin molded product |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012139914A true JP2012139914A (en) | 2012-07-26 |
| JP5673099B2 JP5673099B2 (en) | 2015-02-18 |
Family
ID=46676697
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010294087A Active JP5673099B2 (en) | 2010-12-28 | 2010-12-28 | Decorative sheet and decorative resin molded product |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5673099B2 (en) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012153122A (en) * | 2011-01-28 | 2012-08-16 | Dainippon Printing Co Ltd | Decorative sheet and decorative resin molded product provided therewith |
| WO2014163185A1 (en) | 2013-04-05 | 2014-10-09 | 三菱レイヨン株式会社 | Microrelief structural body, decorative sheet, decorative resin molded body, method for producing microrelief structural body, and method for producing decorative resin molded body |
| WO2016103714A1 (en) * | 2014-12-26 | 2016-06-30 | 株式会社クラレ | Decorative multilayer sheet and three-dimensional molded body |
| JP2017065244A (en) * | 2015-09-30 | 2017-04-06 | 大日本印刷株式会社 | Decorative sheet and decorative resin molding |
| JP2020062860A (en) * | 2018-10-19 | 2020-04-23 | 凸版印刷株式会社 | Molding decoration decorative sheet |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008247012A (en) * | 2007-03-30 | 2008-10-16 | Dainippon Printing Co Ltd | Mirror surface decorative sheet and decorative panel using the same |
| WO2009086301A1 (en) * | 2007-12-27 | 2009-07-09 | Baxter International Inc. | Radiation curable coatings |
| JP2010253917A (en) * | 2008-06-30 | 2010-11-11 | Dainippon Printing Co Ltd | Decorative sheet, method for manufacturing decorative resin molded product, and decorative resin molded product |
-
2010
- 2010-12-28 JP JP2010294087A patent/JP5673099B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008247012A (en) * | 2007-03-30 | 2008-10-16 | Dainippon Printing Co Ltd | Mirror surface decorative sheet and decorative panel using the same |
| WO2009086301A1 (en) * | 2007-12-27 | 2009-07-09 | Baxter International Inc. | Radiation curable coatings |
| JP2010253917A (en) * | 2008-06-30 | 2010-11-11 | Dainippon Printing Co Ltd | Decorative sheet, method for manufacturing decorative resin molded product, and decorative resin molded product |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012153122A (en) * | 2011-01-28 | 2012-08-16 | Dainippon Printing Co Ltd | Decorative sheet and decorative resin molded product provided therewith |
| WO2014163185A1 (en) | 2013-04-05 | 2014-10-09 | 三菱レイヨン株式会社 | Microrelief structural body, decorative sheet, decorative resin molded body, method for producing microrelief structural body, and method for producing decorative resin molded body |
| US10137661B2 (en) | 2013-04-05 | 2018-11-27 | Mitsubishi Chemical Corporation | Microrelief structural body, decorative sheet, decorative resin molded body, method for producing microrelief structural body, and method for producing decorative resin molded body |
| WO2016103714A1 (en) * | 2014-12-26 | 2016-06-30 | 株式会社クラレ | Decorative multilayer sheet and three-dimensional molded body |
| JPWO2016103714A1 (en) * | 2014-12-26 | 2017-10-05 | 株式会社クラレ | Multi-layer sheet for decoration and three-dimensional molded body |
| TWI686306B (en) * | 2014-12-26 | 2020-03-01 | 日商可樂麗股份有限公司 | Decorative multilayer film and three-dimensional shaped article |
| JP2017065244A (en) * | 2015-09-30 | 2017-04-06 | 大日本印刷株式会社 | Decorative sheet and decorative resin molding |
| JP2020163865A (en) * | 2015-09-30 | 2020-10-08 | 大日本印刷株式会社 | Decorative sheet and decorative resin molding |
| JP2020062860A (en) * | 2018-10-19 | 2020-04-23 | 凸版印刷株式会社 | Molding decoration decorative sheet |
| JP7163716B2 (en) | 2018-10-19 | 2022-11-01 | 凸版印刷株式会社 | Molded decorative decorative sheet |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5673099B2 (en) | 2015-02-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6107031B2 (en) | Decorative sheet and decorative resin molded product | |
| WO2012101820A1 (en) | Decorative sheet, and decorative resin-molded article employing same | |
| JP5663927B2 (en) | Decorative sheet, decorative resin molded product using the same, and method for producing the same | |
| WO2012133235A1 (en) | Decorated sheet and decorated resin molded article using same | |
| JP5476903B2 (en) | Decorative sheet and decorative resin molded product using the same | |
| JP6064495B2 (en) | Decorative sheet and decorative resin molded product | |
| JP5673146B2 (en) | Decorative sheet and decorative resin molded product using the same | |
| JP5673099B2 (en) | Decorative sheet and decorative resin molded product | |
| JP2016190480A (en) | Decorative sheet | |
| JP5736817B2 (en) | Decorative sheet and decorative resin molded product using the same | |
| JP5359753B2 (en) | Decorative sheet and decorative resin molded product using the same | |
| JP5732984B2 (en) | Decorative sheet and decorative resin molded product using the same | |
| JP5471719B2 (en) | Decorative sheet and decorative molded product using the same | |
| JP2011213004A (en) | Method for producing decorative sheet, decorative sheet, and decorative resin molding produced by using the decorative sheet | |
| JP6048530B2 (en) | Decorative sheet and decorative resin molded product using the same | |
| JP6194571B2 (en) | Decorative sheet and decorative resin molded product | |
| JP6039885B2 (en) | Decorative sheet and decorative resin molded product using the same | |
| JP6020642B2 (en) | Decorative sheet and decorative resin molded product using the same | |
| JP5966304B2 (en) | Decorative sheet and decorative resin molded product | |
| JP5850129B2 (en) | Decorative sheet and decorative resin molded product | |
| JP6383520B2 (en) | Decorative sheet and decorative resin molded product | |
| JP6822280B2 (en) | Decorative sheet and decorative resin molded product | |
| WO2018181503A1 (en) | Decorative sheet and decorated resin molded article | |
| JP5733439B2 (en) | Decorative sheet and decorative resin molded product using the same | |
| JP2018171755A (en) | Decorative sheet and decorative resin molded product |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20131028 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140626 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140701 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140901 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20141202 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20141215 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5673099 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |