JP2010534487A - Method and apparatus for forming a tobacco rod - Google Patents
Method and apparatus for forming a tobacco rod Download PDFInfo
- Publication number
- JP2010534487A JP2010534487A JP2010518633A JP2010518633A JP2010534487A JP 2010534487 A JP2010534487 A JP 2010534487A JP 2010518633 A JP2010518633 A JP 2010518633A JP 2010518633 A JP2010518633 A JP 2010518633A JP 2010534487 A JP2010534487 A JP 2010534487A
- Authority
- JP
- Japan
- Prior art keywords
- tobacco
- cylinder
- gap
- length
- screw
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images




Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/18—Forming the rod
- A24C5/1814—Forming the rod containing parts of different densities, e.g. dense ends
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/54—Folding the ends of cigarette paper tubes after filling them with tobacco
Abstract
タバコロッドを形成する方法であって、この方法は、無端のタバコの円柱体を供する工程と、この円柱体に沿って等間隔に位置するタバコを含まない間隙(14)をタバコ円柱体に形成する工程と、円柱体を無端長のペーパーラッパー(16)で包む工程と、ペーパーラッパーが前記間隙と重なる位置でペーパーラッパーを切断することによって包まれた円柱体をタバコロッドに分割する工程とを含む。これらの間隙は、タバコロッド(10)を円柱体から全幅に亘ってトリミングするように構成されたトリミングディスクを有するエクレータを使用して、またはタバコ内に延びた回転するネジを使用して形成される。 A method for forming a tobacco rod, the method comprising providing an endless tobacco cylinder and forming a gap (14) in the tobacco cylinder that does not include tobacco and is equally spaced along the cylinder. A step of wrapping the cylindrical body with an endless paper wrapper (16), and a step of dividing the cylindrical body wrapped by cutting the paper wrapper at a position where the paper wrapper overlaps the gap into tobacco rods. Including. These gaps are formed using an eclator having a trimming disc configured to trim the tobacco rod (10) from the cylinder across its entire width, or using a rotating screw extending into the tobacco. The
Description
本発明は、タバコロッドを形成するための方法および装置に関し、このタバコロッドは、端部が閉じた喫煙品の製造に適している。 The present invention relates to a method and apparatus for forming a tobacco rod, which is suitable for the manufacture of smoking articles with closed ends.
紙巻きタバコなどの製品化された喫煙品は、一般にシガレットペーパーからなるラッパーを有するタバコロッドと、チッピング紙によってこのロッドに取り付けられているフィルターとを含むが、フィルターの無い両切り紙巻きタバコも入手可能である。いずれの紙巻きタバコにおいても着火される紙巻きタバコの端部は、殆どの場合シガレットペーパーの内側のタバコが露出するように開口している。これにより紙巻きタバコからタバコが溢れ出てしまい、汚染物質や異物がタバコに混入してしまう。 Commercialized smoking articles, such as cigarettes, generally include a cigarette rod with a cigarette paper wrapper and a filter attached to the rod by chipping paper, but a filterless cigarette is also available. is there. The end of the cigarette that is ignited in any cigarette is most often open so that the tobacco inside the cigarette paper is exposed. As a result, cigarettes overflow from the cigarette, and contaminants and foreign substances are mixed into the cigarette.
この問題に対処するためにタバコロッドを越えて延びたシガレットペーパーの部分を折り曲げるまたは何らかの処理を施すことによって紙巻きタバコの一端または両端を閉じることが以前から提案されている。このためタバコロッドを巻くラッパーより短い長さのタバコロッドを調製する必要がある。通常紙巻きタバコの製造においては、無端長のまたは円柱体(bead)状のタバコを無端長のシガレットペーパーで包み、それを間隔を置いて切断して個々のロッドを形成する。この方法では必然的にタバコとペーパーの長さが等しいロッドが製せられる。従って紙巻きタバコの一端または両端を閉じるために折り曲げることができるようにペーパーがタバコロッドから張り出したタバコロッドを製造するための別の方法が必要とされている。 To address this problem, it has previously been proposed to close one or both ends of a cigarette by folding or applying some treatment to the portion of cigarette paper that extends beyond the tobacco rod. For this reason, it is necessary to prepare a tobacco rod having a shorter length than the wrapper around which the tobacco rod is wound. In normal cigarette manufacture, endless or beaded tobacco is wrapped in endless cigarette paper, which is cut at intervals to form individual rods. This method inevitably produces rods with the same length of tobacco and paper. Accordingly, there is a need for another method for producing a tobacco rod in which the paper extends from the tobacco rod so that it can be folded to close one or both ends of the cigarette.
例えば「閉じた端部を有する喫煙品およびその製造方法および装置」と題され、2006年11月14日、2007年2月27日にそれぞれ出願された英国特許出願第0622687.2号および同第0703785.6号にはタバコロッドの端部の周囲に折り曲げ可能なペーパーを別に貼り付けて、折りたたむための張り出し部を設けて閉じた端部を形成することについて記載されている。これより古い例としては、米国特許第1,164,118号があり、これには個別のシガレットペーパーから管を形成し、管の一端を閉じ、この管のある程度までタバコを詰め、他端を閉じる紙巻きタバコ製造機について記載されている。また米国特許第501,498号には機械が個々の長さのタバコの周りに個別にシガレットペーパーを巻き、両端からタバコを圧縮して、ペーパーを折り曲げるためにペーパーをタバコから張り出させ、これを折り曲げて各端部を閉じることが記載されている。しかしながら、これらの古い技法は、現代の紙巻きタバコの製造技術には適さない。 For example, British Patent Application No. 0622687.2 and “No. smoking article with closed end and its manufacturing method and apparatus” filed on November 14, 2006 and February 27, 2007, respectively. No. 0703785.6 describes that a foldable paper is separately attached around the end portion of the tobacco rod to form a closed end portion by providing an overhanging portion for folding. An older example is U.S. Pat. No. 1,164,118, in which a tube is formed from individual cigarette paper, one end of the tube is closed, tobacco is packed to some extent in the tube, and the other end is A closed cigarette making machine is described. Also, in US Pat. No. 501,498, a machine winds cigarette paper individually around each length of cigarette, compresses the cigarette from both ends, and stretches the paper out of the cigarette to fold the paper. Is folded to close each end. However, these old techniques are not suitable for modern cigarette manufacturing techniques.
別の技法として通常のタバコロッドより長いロッドを有する従来の紙巻きタバコを完成させる方法がある。そしてこの喫煙品のフィルター端部を振動面に垂直に立てる、または軽く叩く。これによりタバコがこれを包みラッパー内をさらに深く沈降し、ラッパーの自由端部を残し、端部を閉じるためにこの自由端部を折りたたむことができる。しかしながら、この方法にも潜在的な欠点がある。通常タバコは、種々の喫煙材の混合物で構成されており、これら種々の材料は、振動させたまたは叩いた後に異なる深さに沈降しやすく、タバコロッドの組成が不均一になってしまう。 Another technique is to complete a conventional cigarette with a rod that is longer than a normal tobacco rod. The filter end of this smoking article is set up perpendicular to the vibration surface or tapped. This allows the cigarette to wrap it and sink deeper inside the wrapper, leaving the free end of the wrapper and folding the free end to close the end. However, this method also has potential drawbacks. Normally tobacco is composed of a mixture of various smoking materials, and these various materials tend to settle to different depths after being vibrated or beaten, resulting in a non-uniform tobacco rod composition.
従って本発明の第1の目的は、タバコロッドの形成方法を提供することであり、この方法は、無端のタバコの円柱体(bead)を供する工程と、この円柱体に等間隔に位置するタバコの無い間隙を設ける工程と、無端長のペーパーラッパーで円柱体を包む工程と、ペーパーラッパーが間隙と重なる箇所でペーパーラッパーを切断することによって包装された円柱体を複数のタバコロッドに分割する工程とを含む。 Accordingly, it is a first object of the present invention to provide a method for forming a tobacco rod, the method comprising the steps of providing an endless tobacco bead and tobacco positioned at equal intervals in the cylinder. A step of providing a gap without a gap, a step of wrapping a cylindrical body with an endless paper wrapper, and a step of dividing the wrapped cylindrical body into a plurality of tobacco rods by cutting the paper wrapper where the paper wrapper overlaps the gap Including.
この方法により一端または両端(切断位置によって)にペーパーラッパーが張り出したタバコロッドが得られ、この張り出した部分を内方にタバコロッド上に折りたたむことによって端部を閉じて紙巻きタバコが完成する。この方法は、タバコロッドを製造するための従来の工程に加えて、ロッドに間隙を設ける追加の段階を含む。この追加の工程は、標準的な製造に容易に組み込むことができるので、既存のラインおよび方法は、本発明を実施する上で容易に適合することができる。さらに間隙は、複雑な装置を用いずにそして製造工程中のタバコの進行を止めずに迅速かつ容易に形成することができるので、製造時間が早くなり、従来のタバコロッドの製造時間と殆ど変わらない。 By this method, a tobacco rod with a paper wrapper projecting at one or both ends (depending on the cutting position) is obtained, and the projecting portion is folded inward on the tobacco rod to complete the cigarette. This method includes the additional step of providing a gap in the rod in addition to the conventional process for manufacturing tobacco rods. Since this additional step can be easily incorporated into standard manufacturing, existing lines and methods can be easily adapted to practice the present invention. Furthermore, the gap can be formed quickly and easily without the use of complex equipment and without stopping the progress of the tobacco during the manufacturing process, resulting in faster manufacturing time and almost the same as the conventional tobacco rod manufacturing time. Absent.
いくつかの態様ではこの方法は、各間隙がその後のタバコ上に折りたたむために必要なペーパーラッパーの長さの2倍の長さを有し、かつ、巻かれた円柱体の分割は、各間隙の長手方向の中間地点でペーパーラッパーを切断することを含むように実施される。間隙がこれらタバコロッドから作製される喫煙品用のタバコの長さの2倍の距離を置いて離れて位置すれば、2本分の長さのタバコロッドを形成することができる。各2本分の長さのロッドは、その両端に張り出したペーパーを有し、背中合わせに接合した1本分の長さのロッドを2つ含む。さらにこの方法は、各タバコロッドの長手方向の中間地点で切断し、タバコロッドを長手方向に半分に分割して喫煙品1本分のタバコと一端で張り出したペーパーを含む1本分の長さのロッドを作製する工程を含む。これらのタバコロッドは、一端が閉じたフィルター付き紙巻きタバコの製造に使用することができる。 In some embodiments, the method has a length that is twice the length of the paper wrapper required for each gap to fold onto a subsequent cigarette and the division of the rolled cylinder Cutting the paper wrapper at a longitudinal midpoint. If the gap is located at a distance of twice the length of the tobacco for smoking articles made from these tobacco rods, a two-length tobacco rod can be formed. Each of the two rods each has two protruding rods with papers protruding at both ends and joined back to back. Furthermore, this method cuts at the middle point in the longitudinal direction of each tobacco rod, divides the tobacco rod in half in the longitudinal direction, and includes a cigarette for one smoking article and a length for one including a paper projecting at one end. A step of producing the rod. These tobacco rods can be used to produce a filtered cigarette with one end closed.
これとは別に間隙をこれらのタバコロッドから作製される喫煙品用のタバコの長さに等しい距離を置いて配置してもよい。従って間隙と間隙との間のタバコは、喫煙品1本分に必要な長さであり、両端にペーパーが張り出したタバコロッドが製せられ、これらロッドから両端が閉じたフィルター無し紙巻きタバコが作製される。 Alternatively, the gap may be placed at a distance equal to the length of tobacco for smoking articles made from these tobacco rods. Therefore, the tobacco between the gaps is the length necessary for one smoking article, and a tobacco rod with paper protruding from both ends is made, and a non-filtered cigarette with both ends closed is produced. Is done.
一端にのみペーパーが張り出した1本分の長さのロッドを作製するための方法として、各間隙は、その後のタバコ上に折りたたむために必要なペーパーラッパーの長さに等しい長さを有し、これらの間隙は、これらのタバコロッドから作製される喫煙品用のタバコの長さに等しい距離の間隔を置いて配置され、巻かれた円柱体の分割は、各間隙の一端と面一になるペーパーラッパーの箇所で切断することを含む。 As a method for making a length of rod with paper overhanging only at one end, each gap has a length equal to the length of the paper wrapper required to fold on the subsequent cigarette, These gaps are spaced a distance equal to the length of tobacco for smoking articles made from these tobacco rods, and the division of the rolled cylinder is flush with one end of each gap. Including cutting at the paper wrapper.
円柱体にタバコを含まない間隙を形成する工程は、タバコ円柱体からタバコを取り除くことを含む。これに適したものであればあらゆる手段が使用可能である。例えばこのタバコを取り除く工程では、エクレータ(ecreteur)を使用して各間隙の長さ分のタバコを全幅に亘ってトリミングすることを含む。エクレータは、タバコの厚さを均一にするためにタバコをトリミングするものとしてよく知られている。しかしながら、この態様を実施するために複雑に製造ラインを変更する必要はない。間隙を形成するための追加のエクレータは、必要なく、単純に通常のタバコのトリミングに加えて間隙を形成するために既存のエクレータを変更または交換すればよい。 The step of forming a gap free of tobacco in the cylinder includes removing the tobacco from the tobacco cylinder. Any means suitable for this can be used. For example, the step of removing the cigarette includes trimming the entire length of the tobacco for the length of each gap using an ecreteur. An equator is well known as trimming tobacco to make the thickness of the tobacco uniform. However, it is not necessary to change the production line in a complicated manner in order to implement this aspect. There is no need for an additional equator to form the gap, simply changing or replacing the existing ectrator to form the gap in addition to normal tobacco trimming.
これとは別に円柱体にタバコからタバコを含まない間隙を形成する工程は、円柱体を長手方向に延びた複数のタバコ部分に分割し、これらの部分を移動して離す工程を含んでもよい。ここでもこれに適したあらゆる技法を使用することができる。例えば、円柱体の分割およびタバコ部分を移動させて離すことは、円柱体の長さに平行な軸を中心に回転するネジと円柱体とを円柱体が長手方向に移動している間に接触させて行ってもよく、このネジは、そのネジ山の厚みがそれに沿って距離が進むにつれて増加する。回転以外に移動しないネジは、アルキメデスポンプで揚水するようにタバコを長手方向に移動させるので、ネジを使用することによってタバコ円柱体の生産ラインに沿った前方への移動を妨げることはない。このネジは、種々の方法で構成することが可能である。例えばこのネジは、その先行端部のある一点から始まるネジ山を有してもよく、このネジは、その点から少なくともその長さの一部に亘ってネジに沿った距離が進むにつれて半径が大きくなる。またはこのネジは、実質的に半径に沿って配置された先行縁部から始まるネジ山を有してもよく、この場合ネジ山は、実質的に一定の半径を有する。 Separately, the step of forming a gap that does not contain tobacco from tobacco in the cylindrical body may include a step of dividing the cylindrical body into a plurality of tobacco portions extending in the longitudinal direction, and moving and separating these portions. Again, any technique suitable for this can be used. For example, splitting the cylinder and moving the cigarette part apart makes contact with the screw rotating around the axis parallel to the length of the cylinder and the cylinder while the cylinder is moving in the longitudinal direction. This screw may increase the thickness of the thread as the distance travels along it. Screws that do not move except for rotation move the cigarette in the longitudinal direction so that it is pumped by an Archimedes pump, so the use of screws does not prevent forward movement of the tobacco cylinder along the production line. This screw can be constructed in various ways. For example, the screw may have a thread that begins at a point at its leading end, and the screw has a radius that increases with distance along the screw at least part of its length from that point. growing. Alternatively, the screw may have a thread starting from a leading edge disposed substantially along the radius, in which case the thread has a substantially constant radius.
さらに別の例では、円柱体を分割し、タバコ部分を移動させて離すことは、円柱体内に少なくとも1つの回転ディスクを出し入れして行ってもよく、この場合ディスクは、円柱体に平行な軸を中心に回転し、その厚さは縁部から中央に行くにしたがって増加している。この方法は、移動するタバコロッドを処理する点でネジを使用した場合より、複雑になる。しかしながら、このように構成された回転ディスクには、1つのディスクまたはディスクの集合体を使用して、異なる長さの間隙を形成することができるという利点がある。 In yet another example, dividing the cylinder and moving the cigarette portion apart may be accomplished by inserting and removing at least one rotating disk into and from the cylinder, in which case the disk has an axis parallel to the cylinder. , And the thickness increases from the edge to the center. This method is more complicated than using screws in handling moving tobacco rods. However, a rotating disk constructed in this way has the advantage that gaps of different lengths can be formed using one disk or a collection of disks.
本発明の第2の目的は、タバコロッドを形成するための装置を提供することであり、この装置は、タバコの円柱体を支持し、搬送するための搬送装置と、このタバコ円柱体に等間隔をおいてタバコを含まない間隙を形成するように作動するタバコ間隔形成装置と、間隙が形成された後円柱体を受け、これを無端長のペーパーラッパーで包むように配置されたガーニチャーおよびペーパーラッパー供給部と、ペーパーラッパーが間隙と重なる箇所でペーパーラッパーを切断することによってペーパーラッパーで巻かれた円柱体をタバコロッドに分割するように作動するカッターとを含む。 A second object of the present invention is to provide an apparatus for forming a tobacco rod, the apparatus comprising a transport apparatus for supporting and transporting a tobacco cylinder, and the like to the tobacco cylinder. Cigarette spacing device that operates to form a gap that does not contain tobacco at intervals, and a garment and paper wrapper arranged to receive a cylinder after the gap is formed and wrap it in an endless paper wrapper And a cutter that operates to divide the cylinder wrapped with the paper wrapper into tobacco rods by cutting the paper wrapper where the paper wrapper overlaps the gap.
タバコ間隙形成装置は、円柱体からタバコを取り除くことによって間隙を形成する。例えばこの装置は、各間隙の長さに亘って円柱体のタバコを全幅に亘ってトリミングするように構成された外周高さを有する少なくとも1つのトリマーディスクを有するエクレータであってもよい。 The tobacco gap forming device forms a gap by removing tobacco from the cylindrical body. For example, the apparatus may be an eclator having at least one trimmer disc having an outer peripheral height configured to trim a full length of a cylindrical cigarette over the length of each gap.
これとは別にタバコ間隙形成装置は、円柱体を長手方向に延びたタバコ部分に分割し、これら部分を移動させて離すことによって間隙を形成してもよい。このような装置は、円柱体の長さに平行な軸を中心に回転可能なネジを含み、このネジのネジ山は、円柱体が搬送装置によって搬送される際に円柱体内を通過する。このネジは、その先行端部のある一点から始まるネジ山を有してもよく、このネジは、その点から少なくともその長さ一部に亘ってネジに沿った距離によって半径が大きくなる。これとは別にこのネジは、実質的に半径に沿って配置された先行縁部から始まるネジ山を有してもよく、この場合ネジ山は、実質的に一定の半径を有する。他の態様ではタバコ間隙形成装置は、円柱体に平行な軸を中心に回転し、回転している間円柱体内に出入り可能な少なくとも1つの回転ディスクを含んでもよく、この場合ディスクの厚さは、縁部から中央に行くにしたがって増加している。 Apart from this, the tobacco gap forming device may divide the cylindrical body into tobacco parts extending in the longitudinal direction, and form the gap by moving and separating these parts. Such a device includes a screw that is rotatable about an axis parallel to the length of the cylinder, and the thread of the screw passes through the cylinder when the cylinder is conveyed by the conveying device. The screw may have a thread starting from a point at its leading end, the screw having a radius that increases with distance along the screw at least part of its length from that point. Alternatively, the screw may have a thread starting from a leading edge disposed substantially along the radius, in which case the thread has a substantially constant radius. In another aspect, the tobacco gap forming device may include at least one rotating disk that rotates about an axis parallel to the cylinder and can enter and exit the cylinder while rotating, wherein the thickness of the disk is , Increasing from the edge to the center.
本発明がより理解されるために、そして本発明がどのように実施されるかを示すために添付の図面を参照したいくつかの例を基に説明する。 In order that the present invention may be better understood and to illustrate how the invention may be practiced, reference will now be made to several examples with reference to the accompanying drawings.
本発明は、紙巻きタバコなどの喫煙品の製造に適したタバコロッドの形成方法を提供することを目的としており、この紙巻きタバコは、その完成した状態においてロッドの端部のタバコがラッピングペーパーのタバコ端部を越えて張り出した部分をタバコ上に内方に折りたたむことによって覆われているものである。このためにはタバコの周りに巻かれたシガレットペーパーがこれを折り曲げた際にタバコを覆うのに充分な長さでタバコを越えて延びているタバコロッド(または喫煙品)を提供する必要がある。本発明は、タバコ円柱体の形成およびその後の円柱体をシガレットペーパーで包装する間の従来の紙巻きタバコ製造工程の初期の段階でこのようなタバコロッドを形成することを提案している。 An object of the present invention is to provide a method for forming a tobacco rod suitable for the manufacture of a smoking article such as a cigarette, and the cigarette in its finished state is a cigarette in which the end of the rod is a wrapping paper. The portion that extends beyond the end is covered by folding inward on the cigarette. This requires providing a cigarette rod (or smoking article) in which cigarette paper wrapped around the cigarette extends beyond the cigarette long enough to cover the cigarette when folded. . The present invention proposes forming such tobacco rods at an early stage of the conventional cigarette manufacturing process during the formation of tobacco cylinders and subsequent packaging of the cylinders with cigarette paper.
従来ではバラバラの状態のタバコが、ホッパーから取り出され、完成した喫煙品のタバコの所望の幅と同じ幅または厚さを有する連続したまたは無端の薄い円柱体に構成される。この円柱体は、円柱体の周りでペーパーシガレットラッパーと係合し、ペーパーと円柱体の長さに沿って移動する連続した接着剤のラインに対して所定の位置にラッパーを固定するガーニチャー内に供給される。ラッパーもまた無端であり、喫煙品の円周に等しい幅に加えて喫煙品において重なり合って貼り付けられる継ぎ目を形成するのに充分なペーパーを余分に含む幅を有するロールからガーニチャーに供給される。これによりシガレットペーパーで巻かれたタバコを含む連続したタバコロッドが作製される。この連続したロッドは、1本または2本分の長さのロッドに切断され、その後フィルターユニットと組み合わされる。 Conventionally, the loose tobacco is removed from the hopper and configured into a continuous or endless thin cylinder having the same width or thickness as the desired width of the finished tobacco product. This cylinder engages a paper cigarette wrapper around the cylinder and in a garniture that secures the wrapper in place against a continuous line of adhesive that moves along the length of the paper and cylinder. Supplied. The wrapper is also endless and is fed to the garniture from a roll having a width that includes a width equal to the circumference of the smoking article plus enough paper to form a seam that is applied over and over in the smoking article. This produces a continuous tobacco rod containing tobacco wrapped in cigarette paper. This continuous rod is cut into one or two length rods and then combined with the filter unit.
本発明ではタバコ円柱体がシガレットペーパーで巻かれる前に複数の間隙またはスペースがタバコ円柱体に形成され、これらの間隙は、円柱体の長さに沿って等間隔で配置される。その後円柱体は、ガーニチャーに供給され、従来の方法で無端のペーパーに巻かれる。従って充填されたタバコがタバコを含まない間隙または空隙によっていくつかの部分に分割されたタバコロッドが連続して形成される。このロッドは、ペーパーをその下に位置する間隙に対応する位置で切断することによって個々のロッドに分割される。これによりタバコ円柱体に間隙を形成するための追加の工程を必要とするだけで殆ど従来のものと変わらない方法および装置で、一端または両端で張り出したペーパーを有する個々のタバコロッドが形成される。 In the present invention, a plurality of gaps or spaces are formed in the tobacco cylinder before the tobacco cylinder is wound with cigarette paper, and these gaps are arranged at equal intervals along the length of the cylinder. The cylinder is then fed to the garniture and wound on endless paper in a conventional manner. Thus, a tobacco rod is formed in which the filled tobacco is divided into several parts by gaps or voids that do not contain tobacco. The rod is divided into individual rods by cutting the paper at a position corresponding to the gap located below it. This forms individual tobacco rods with paper protruding at one or both ends, in a method and apparatus that requires only an additional step to form a gap in the tobacco cylinder and is almost identical to conventional ones. .
上記間隙の長さによって張り出すペーパーの長さが決まる。張り出したペーパーは、ロッド端部の露出したタバコを覆うために折り重ねられるので、間隙の長さはそれによって選択される。同様に間隙と間隙との間のタバコ部分の長さは、完成した喫煙品の所望のタバコの長さを参照して決められる。 The length of the paper that extends is determined by the length of the gap. Since the overhanging paper is folded over to cover the exposed tobacco at the rod end, the length of the gap is thereby selected. Similarly, the length of the tobacco portion between the gaps is determined with reference to the desired tobacco length of the finished smoking article.
タバコと張り出したペーパーは、種々の方法で所望の構成にすることができる。 Tobacco and overhanging paper can be made into a desired configuration in various ways.
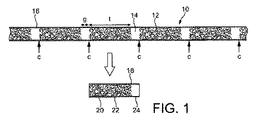
図1は、個々のロッドに切断される前の連続したタバコロッドの第1の態様の長手方向断面を示す。上述したように連続したロッド10は、いくつかの部分12に分けて配されたタバコとこれらの部分の間に位置する間隙または隙間14を含む。タバコ部分12と間隙14は、管状のペーパーラッパー16に囲まれ、ロッドは、円筒状になっている。この例では各タバコ部分12は、完成した喫煙品の所望のタバコの長さに等しい長さtを有する。各間隙14は、タバコの端部を越えて延びたペーパーの所望の張り出し長さに等しい長さgを有する。間隙14とタバコ12の境界と面一で間隙14の一端で(各間隙の同じ側の端部)連続したロッド10を切断することによって、連続したロッド10が単独のロッド18に分割され、各分割されたロッドは、張り出した折り曲げ可能な部分24を形成するために一端で延びたペーパーラッパー22の内側に単独の長さのタバコ20を含む。矢印cは、各切断部を示す。折り曲げ可能な張り出し部は、タバコロッドの一端を閉じるために使用することができ、タバコロッドの他端は、チッピング紙を用いてフィルターユニットに接合され、フィルター付き喫煙品が作製される。
FIG. 1 shows a longitudinal section of a first embodiment of a continuous tobacco rod before being cut into individual rods. As described above, the
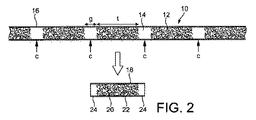
図2は、連続したタバコロッド10の第2の態様を示す。上記のロッドと同じように各タバコ部分12は、完成した喫煙品のタバコの所望の長さに等しい長さtを有する。しかしながら間隙14は、ペーパーの所望の張り出す長さの2倍に等しい長さを有する。連続したロッドは、各間隙の長手方向の中間点に位置合わせされた位置cで切断される。これらの位置で切断することによって、ロッドの両端に張り出し部24を有するペーパーラッパー22に包まれた単独の長さのタバコ20を含む個別のロッド18が作製される。
FIG. 2 shows a second embodiment of a
図3は、連続したタバコロッド10の第3の態様を示す。この例では各タバコ部分12は、完成した喫煙品のタバコの量の長さの2倍に等しい長さtを有する。同様に各間隙14は、所望のペーパーの張り出し部の長さの2倍の長さgを有する。図2の態様のように連続したロッド10は、各間隙の中間地点で切断され、これにより間隙12に対応するペーパー16を2つの部分に分割する。c1で示すこれらの切断部だけで2本分の長さのロッドが得られ、各ロッドは、各端部で張り出したペーパーと2本の喫煙品に充分な長さのタバコを含む。個々の1本分の長さのタバコロッド18を作製するために各タバコ部12の中間点でさらに切断c2が行われる。これにより一端のみで張り出し部分24を有するペーパーラッパー22を有する単独の長さのタバコ20を含むタバコロッド18が作製される。従って図1の態様で作製されたものと同じタバコロッドがタバコ円柱体に作製される間隙の数の半分の数を要する方法で作成することができる。間隙14を介した切断c1を最初に全て行って、その後2本分の長さのタバコロッドを切断c2で半分に切断してもよい。これとは別に切断c1とc2を連続したロッド10に沿って交互に行って各タバコロッドを切り離していってもよい。
FIG. 3 shows a third embodiment of a
上述したように本発明によってタバコロッドを形成する場合に従来の装置を使用して、タバコ円柱体を形成し、この円柱体をシガレットペーパーで巻くためにガーニチャーに送ることができる。円柱体は、本工程中、その長さに沿って前方に移動し、包装された後、連続したロッドを個々のロッド長さに切断する切断ブレードまたは他の切断装置を通過して移動し続ける。包装される前にタバコは、吸引または真空ベルトによって円柱体形状に維持される。 As described above, conventional devices can be used to form tobacco cylinders when forming tobacco rods according to the present invention, and the cylinders can be sent to a garniture for wrapping with cigarette paper. The cylinder moves forward along its length during this process, and after being packaged, it continues to move past a cutting blade or other cutting device that cuts continuous rods into individual rod lengths. . Prior to packaging, the tobacco is maintained in a cylindrical shape by suction or a vacuum belt.
円柱体に間隙を形成する方法として2つの方法がある。その内の1つは、連続した円柱体からタバコをいくつかのセクションに分けて取り除くことである。取り除かれるセクションは、円柱体の全幅に亘り、これにより間隙によって不連続のタバコ部分の円柱体が形成される。これとは別の方法は、等間隔にタバコ円柱体を区分けすることおよびこれら区分けされた部分のいずれかの側にタバコを押し離すことを含む。タバコ間隙形成装置を採用してタバコを取り除いたり、区分けしてもよい。この装置は、以下に述べるように種々の形態を取り得る。 There are two methods for forming a gap in a cylindrical body. One of them is to remove the tobacco in several sections from a continuous cylinder. The section to be removed spans the entire width of the cylinder, thereby forming a discontinuous tobacco section cylinder by the gap. Another method includes segmenting tobacco cylinders at equal intervals and pushing the tobacco away on either side of the segmented portions. Tobacco gap forming devices may be employed to remove or sort tobacco. This device may take a variety of forms as described below.
円柱体からタバコセクションを取り除く最初の方法の1つとしては、タバコを取り除くタバコ間隙形成装置としてエクレータまたはトリミング装置を使用することが挙げられる。エクレータは、従来からタバコ円柱体を成形するために使用されている。最初にホッパーから供給されるタバコからタバコ円柱体が形成されると、円柱体がでこぼこの状態になり、幅または厚さも様々になる。余分なタバコをトリミングするために1つ以上のエクレータを使用することができ、所望のサイズの円柱体を形成することができる。円柱体の幅は、一定にしてもよく、あるいは一定にしないで喫煙品の長さに沿って異なるタバコ密度が得られるようにしてもよい。 One of the first ways to remove the tobacco section from the cylinder is to use an equator or trimming device as a tobacco gap forming device to remove the tobacco. The eclator is conventionally used for forming a tobacco cylinder. When a tobacco cylinder is first formed from tobacco supplied from a hopper, the cylinder becomes bumpy and the width or thickness varies. One or more ecrators can be used to trim excess tobacco and form a cylinder of the desired size. The width of the cylinder may be constant, or it may not be constant and different tobacco densities may be obtained along the length of the smoking article.
図4は、タバコ円柱体をトリミングするのに使用される従来のエクレータの平面図である。一組のトリマーディスクまたはブレード30、32が、その縁部を隣接させた状態で同じ水平面で回転するように配置されている。これら2つのディスク30、32は、図に示すように互いに異なる方向に回転し、ディスク30、32が隣接するトリミング領域において、ディスク30、32の縁部が同じ方向に移動する。例えば吸引ベルトで搬送されるタバコの円柱体34は、その下側がディスク30、32の回転する縁部と接触するようにトリミング領域を通過する。円柱体34は、2つのディスク30、32の中心から等距離にある水平方向の経路に沿った直線に円柱体の長さに沿って、そして図の矢印で示すようにトリミング領域においてディスク30、32の縁部の移動方向と反対の方向に移動する。タバコ円柱体34がトリミングディスク30、32の回転している縁部に出会うと、これらのディスクの面の下に垂れているタバコは、全てディスク30、32によって円柱体34からトリミングまたは刈り取られ、円柱体34は、トリミング領域を出ると均一の厚さになっている。ホイール36が水平面に回転軸を有してトリミング領域のディスク30、32の下方に配置されている。ホイール36は、タバコ円柱体34によって占められる垂直面に対して角度を持った垂直面に位置するように配置される。その垂直位置は、ホイールの上縁部がトリミングディスク30、32に極めて接近するように選択される。タバコ円柱体34がディスク30、32を通過すると、ホイール36が回転し、円柱体34から取り除かれたタバコを運び去る。取り除かれたタバコは、タバコ円柱体に再利用するためにホッパーに戻される。
FIG. 4 is a plan view of a conventional eclator used to trim a tobacco cylinder. A set of trimmer disks or
図4の例においてトリミングディスク30、32は、その外周全体が平坦である。この構成のディスクは、タバコ円柱体を一定の均一の厚みにトリミングする。これとは別にトリミングディスク30、32は、その外周に他の部分より高いまたは低い部分を有してもよい。異なる高さの部分がトリミング領域で一致するようにディスクの回転速度およぶ角度位置を同期させると、タバコ円柱体をその長さに沿って不均一な厚みを有するようにトリミングすることができる。ディスクのこの回転によって厚さのパターンを繰り返し形成することができ、これは個別の紙巻きタバコ用に使用される円柱体の個々の部分がそれぞれ例えば各紙巻きタバコの端部のタバコの密度を高くするために同じパターンの厚みを有するように選択することができる。不均一の厚さにタバコ円柱体をトリミングするために使用するエクレータのさらなる詳細については、「喫煙品および喫煙品の製造方法および装置」と題された2006年12月12日に出願された英国特許出願第GB0624771.2号に記載されている。
In the example of FIG. 4, the entire outer periphery of the trimming
本発明のいくつかの態様ではタバコ円柱体からタバコを取り除いて必要な間隙を形成するためにエクレータを使用することを提案している。エクレータのトリミングディスクの外周のいくつかの部分をその残りの部分より円柱体の厚み全体をトリミングするために充分な高さを有するように構成してもよい。 Some embodiments of the present invention propose to use an eclator to remove tobacco from the tobacco cylinder to form the necessary gap. Some parts of the outer periphery of the trimming disk of the echrator may be configured to have a height sufficient to trim the entire thickness of the cylinder from the rest.
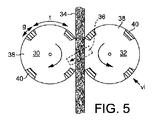
図5は、この態様に従って構成されたエクレータの平面図である。トリミングディスク30、32は、それぞれディスクの面より隆起した部分40がディスクの面に位置する部分38と交互に位置するように形成された外周領域を有する。これらのディスクは、実質的にその外周は同じ厚みを有し、従って隆起した部分は、その部分の厚みを増したのではなく、ディスクの面を変形させたものである。従ってディスクのリムによって供されるトリミング縁部は、全外周に亘って一定であるが、高さが異なる。
FIG. 5 is a plan view of an eclator constructed in accordance with this embodiment. Each of the trimming
図示の例ではトリミングディスク30、32は、一回転する毎にタバコ円柱体に4つの間隙を形成するように構成されている。従ってディスク30、32は、それぞれリムの周囲に等間隔に配置された4つの隆起部分40を有する。各隆起部分の円周方向の長さは、図1、2および3を参照して説明した各間隙の所望の長さgに対応する。これら隆起部分の間は、平坦な部分38であり、これも同じように図1、2および3を参照して説明した間隙と間隙との間のタバコ部分の所望の長さに対応する円周方向の長さtを有する。
In the illustrated example, the trimming
図6は、図5の矢印viに沿って見たトリミングディスク32の側面を示す。この図は、ディスクの面に対して隆起した部分40と平坦な部分38を形成するためのディスク32の異なる高さの外周の側面を示している。隆起部分40は、円柱体の厚み全体に亘って達し、長さgに亘って円柱体から全てのタバコを完全に取り除くためにディスクの面より高い高さhを有する。円柱体が厚さを均一にするために別のエクレータによって既にトリミングされている場合、平坦部分38は、隆起部分の外側でトリミングされないようにタバコ円柱体の下側より下方または下側と同じ高さを通過する高さに配置してもよい。これとは別に円柱体に対する平坦部分38の高さを間隙の間で円柱体を均一な厚みにトリミングするために選択されるように通常のエクレータのトリミング機能を平坦部分38によって設けることができる。さらに平坦部分を種々の高さ形状を有する部分に代えて、上述のように各個別の喫煙品の長さに亘って様々な厚みを有するタバコを作製してもよい。
FIG. 6 shows the side of the
別の構成を使用して円柱体からタバコセクションを完全に取り除くことによってタバコ円柱体に間隙を形成することも可能である。例えば吸引によってタバコセクションを取り除く間隙形成装置を採用することも可能であり、またタバコセクションを押し出すために円柱体の横方向にセクションを叩打する間隙形成装置を採用することも可能である。 It is also possible to form a gap in the tobacco cylinder by completely removing the tobacco section from the cylinder using another configuration. For example, it is possible to employ a gap forming device that removes the tobacco section by suction, and it is also possible to employ a gap forming device that strikes the section laterally of the cylinder to push the tobacco section.
タバコセクション取り除く別の方法としては、円柱体の長さに沿って間隔を開けてタバコ円柱体を区分けし、タバコを横に押し出す方法が挙げられる。 Another method for removing the tobacco section is to divide the tobacco cylinders at intervals along the length of the cylinders and push the tobacco sideways.
この方法に適したタバコ間隙形成装置は、回転ネジである。このネジは、その回転軸がタバコ円柱体の長さに平行な状態で取り付けられ、そのネジ山がタバコ円柱体内に半径方向に延びるように配置される。ネジ山のピッチは、個々のタバコ部分の長さに合うように選択される。ネジ山の先端がネジが回転する毎に移動するタバコ円柱体内に切り込み、円柱体から各部分を分割する。その後円柱体は、ネジが回転している間その前方経路に沿って移動し続けるが、ネジ山のそれぞれのピッチ間に1つの個々の部分に分割される。従ってネジ山自体は、タバコ部分の間の間隙を埋める。従ってネジに沿った距離が進むにつれて厚みが増すように(ネジとタバコ円柱体の長さに沿った方向に)ネジ山を構成することによって、タバコ部分は、これらがネジを通過するにつれて徐々に押し離され、所望の長さの間隙が形成される。従ってネジの最終的な厚みによって間隙の長さが決まる。 A suitable tobacco gap forming device for this method is a rotating screw. The screw is mounted so that its rotation axis is parallel to the length of the tobacco cylinder, and the screw thread extends radially in the tobacco cylinder. The thread pitch is selected to match the length of the individual tobacco parts. The tip of the thread cuts into the cigarette cylinder that moves each time the screw rotates, and each part is divided from the cylinder. The cylinder then continues to move along its forward path as the screw rotates, but is divided into one individual portion between each pitch of the thread. The thread itself therefore fills the gap between the tobacco parts. Thus, by configuring the threads to increase in thickness as the distance along the screw increases (in the direction along the length of the screw and the tobacco cylinder), the tobacco parts gradually move as they pass through the screw. When pushed apart, a gap of the desired length is formed. Therefore, the length of the gap is determined by the final thickness of the screw.
ネジ山は一回回転するだけで充分にタバコ円柱体を分割し、分けることができるようにしてもよいが、より緩やかな効果が好ましい場合、ネジを2回転以上回転させてもよい。 The screw thread may be able to divide and divide the tobacco cylinder sufficiently with only one rotation, but if a more gradual effect is preferable, the screw may be rotated two or more times.
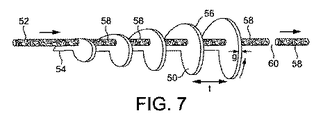
図7は、この目的に適した回転自在なネジの第1の例を単純化した斜視図である。ネジ50は、タバコ円柱体52の経路に平行な水平軸を中心に回転するためにタバコ円柱体52の真横に取り付けられている。タバコ円柱体52は、図に示すように右へ移動し、ネジ50は、下流端(タバコ円柱体の移動方向に対して)から見て時計方向に回転する。この例ではネジの前方端は、先端54として構成され、その半径は、ネジの長さの第1の半部に沿って徐々に大きくなっている。これは先端がネジを面内にねじ込むために使用される従来の締め付けネジと類似している。本発明の場合、先端および大きくなる半径は、ネジ山を隣接するタバコ円柱体52に徐々に導入して、タバコを区分けするために使用される。ネジ山の半径は、ネジの全長に亘ってまたは長さの最初の部分に亘ってのみ大きくなってもよい。
FIG. 7 is a simplified perspective view of a first example of a rotatable screw suitable for this purpose. A
ネジ50は、タバコ円柱体52がネジを介して前方に移動する間、回転する以外は固定されている。ネジの回転速度は、タバコ円柱体52の前方への線速度に正確に一致させなければならない。ネジ山50が回転する毎にタバコ円柱体52に新しい区分けが導入され、さらに回転し続けるとタバコの個々の部分58としてネジを介して搬送される。ネジの全長が各区分けされた部分を通過して、所望の間隙60がタバコ円柱体に形成される。ネジ山の厚さ56は、ネジに沿って距離が進むにつれて大きくなっている。これにより個々のタバコ部分が適当な距離をおいて離れるまでこれらの部分を押し離す。従ってネジの最終的な厚さは、間隙60に必要な長さgである。連続的にネジに入り込むタバコ円柱体52は、個々の部分に分割される他端でネジ山50のピッチによって決まる長さtのタバコ58へと送られ、そしてネジ山の厚さによって決まる長さgの規則的な間隙60をおいて離される。
The
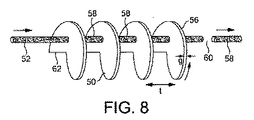
図8は、回転可能なネジ50の別の態様を示す。ネジ50は、図7のように移動するタバコ円柱体52に隣接して配置され、ここでもそのピッチがタバコ部分59の長さを決め、ネジの厚さ56は、円柱体に長さgの間隙60を形成するためにネジに沿って距離が進むにつれて大きくなるように構成されている。しかしながらこのネジは、一定の半径(一定のネジ山の深さ)のネジ山を有し、前端の1つの箇所から始まっていない。その代わりこのネジは、ネジ山を半径方向に横断して配置されたブレード形状の先行縁部62を有する。この縁部またはブレード62は、タバコを区分けするためにネジ50が回転する際にタバコ円柱体52を切断する。ネジ山の厚さは、タバコがネジに沿って移動する際にタバコを強制的に離すために薄い縁部から大きくなっており、これにより間隙が形成される。タバコ円柱体は、前方に移動するので、ネジ50が回転する毎に新しい場所で円柱体52を切断する。従って連続した円柱体52は、必要な間隙60が設けられたタバコ58の部分に分割される。
FIG. 8 shows another embodiment of the
図7および8に示すようにタバコ円柱体52は、支持されていない。実際には円柱体は、吸引ベルトまたは他の搬送装置上を移動するが、これらの装置は、円柱体52がネジに対して図7または8に示すように位置している場合、ネジ50の邪魔になる。従ってタバコがネジ山の外縁を通過するようにネジは、タバコ円柱体から離れて配置され、タバコ円柱体をその搬送装置上で支持することができる。
As shown in FIGS. 7 and 8, the
タバコ円柱体を区分けするための他の間隙形成装置も使用可能である。例えば1つ以上のディスクを回転軸上に並べて配置してもよい。各ディスクの縁部は、ブレード縁部を形成し、各ディスクの厚さは、その縁部からディスクの中央に向かって、タバコ円柱体に作成される間隙の所望の長さと少なくとも同じ厚さに増加する。ディスク間の軸に沿った間隔は、間隙形成後の個々のタバコ部分の所望の長さに対応する。軸はタバコ円柱体に対して平行に配置される。ディスクが回転すると、ディスクおよび軸の集合体が円柱体に徐々に近づき、ディスク縁部がタバコを区分するために間隔を開けて円柱体内に切り込む。さらに集合体が近づくと円柱体を通ってさらにディスクを押し込み、ディスクの徐々に増した厚みによって、所望の間隙が得られるまでタバコを強制的に離れさせる。その後ディスクは、引き抜かれる。 Other gap forming devices for sorting tobacco cylinders can also be used. For example, one or more disks may be arranged on the rotation axis. The edge of each disk forms a blade edge, and the thickness of each disk is at least as thick as the desired length of the gap created in the tobacco cylinder from that edge toward the center of the disk. To increase. The spacing along the axis between the disks corresponds to the desired length of the individual tobacco parts after forming the gap. The axis is arranged parallel to the tobacco cylinder. As the disk rotates, the disk and shaft assembly gradually approaches the cylinder, and the disk edges cut into the cylinder at intervals to separate the cigarettes. As the assembly further approaches, the disc is pushed further through the cylinder, and the gradually increasing thickness of the disc forces the tobacco away until the desired gap is obtained. The disc is then pulled out.
図9は、タバコ円柱体52に間隙を形成する工程におけるディスク集合体の断面図である。この集合体は、タバコ円柱体52に対して平行に配置された軸70を含み、この軸は、5つの回転ディスク72を支持している。矢印で示すように集合体は、軸70を中心にディスク72を回転させ、ディスク72と軸70をタバコ円柱体に向かってまたは離れるように移動させるように構成されている。ディスク72は、連続した円柱体52内に切れ込み、円柱体をディスク間の間隔によって決められた長さtのタバコ部分に個々に分割する。ディスクの厚さgによって集合体が引き抜かれたときに残った円柱体52の間隙の長さが決まる。
FIG. 9 is a cross-sectional view of the disk assembly in the step of forming a gap in the
しかしながらタバコ円柱体は、間隙形成のための本工程中、静止した状態に維持される必要がある。これとは別にディスク集合体は、タバコ円柱体と同じ速度で横方向に移動することができるが、その後次の一連の間隙を形成するためにその開始位置に戻る必要がある。いずれの構成であってもタバコ円柱体の通常の前方への移動を阻害しない上述のネジと比較して遅い。しかしながらディスク集合体には1つの集合体でディスクがタバコ円柱体内に押し込まれる距離を変えることによって異なる大きさの間隙を形成することができるという利点がある。 However, the tobacco cylinder needs to be kept stationary during this process for gap formation. Alternatively, the disk assembly can move laterally at the same speed as the tobacco cylinder, but then needs to return to its starting position to form the next series of gaps. Either configuration is slower than the above-described screw that does not hinder the normal forward movement of the tobacco cylinder. However, the disc assembly has the advantage that gaps of different sizes can be formed by changing the distance that the disc is pushed into the tobacco cylinder in one assembly.
本明細書中で使用している「タバコ」なる用語は、タバコそれ自体、またはタバコ材および派生物および他の喫煙可能な材料、単独またはこれらを組み合わせたものを含むものと理解すべきである。その例としては、葉柄、葉身、タバコダストが挙げられるが、これらに限定されない。従って「タバコ」は、紙巻きタバコまたは喫煙品に含まれる喫煙可能な材料を意味する。 As used herein, the term “tobacco” should be understood to include tobacco itself, or tobacco materials and derivatives and other smokable materials, alone or in combination. . Examples include, but are not limited to, petiole, leaf blades, and tobacco dust. Thus, “tobacco” means a smokable material contained in a cigarette or smoking article.
同様に「喫煙品」および「紙巻きタバコ」なる用語は、フィルターユニットを含むまたは含まないに関係なく、紙巻きタバコ、シガリロ、スリム紙巻きタバコ、葉巻およびペーパーまたは類似のラッパーに巻かれたある長さの喫煙可能な材料を含む他の喫煙品を含むものとして理解すべきである。 Similarly, the terms “smoking article” and “cigarette” are used to refer to a length of paper wrapped in cigarettes, cigarillos, slim cigarettes, cigars and paper or similar wrappers with or without a filter unit. It should be understood as including other smoking articles including smokable materials.
Claims (21)
無端のタバコの円柱体を供する工程と、
この円柱体に沿って等間隔に位置するタバコを含まない間隙をタバコ円柱体に形成する工程と、
円柱体を無端長のペーパーラッパーで包む工程と、
ペーパーラッパーが前記間隙と重なる位置でペーパーラッパーを切断することによって包まれた円柱体をタバコロッドに分割する工程とを含む方法。 A method of forming a tobacco rod suitable for the manufacture of a tobacco product having at least one closed end, the method comprising:
Providing an endless tobacco cylinder;
Forming a gap in the tobacco cylinder that does not include tobacco located at equal intervals along the cylinder; and
Wrapping the cylinder with an endless paper wrapper;
Dividing the wrapped cylinder into tobacco rods by cutting the paper wrapper at a position where the paper wrapper overlaps the gap.
タバコからなる無端の円柱体を支持し、搬送するための搬送装置と、
円柱体に等間隔にタバコを含まない間隙を形成するように作動するタバコ間隙形成装置と、
間隙を形成した後に円柱体を受け取り、無端長のペーパーラッパーで円柱体を包むために配置されたガーニチャーおよびペーパーラッパー供給部と、
ペーパーラッパーが前記間隙と重なる箇所でペーパーラッパーを切断することによって包装された円柱体をタバコロッドに分割するように作動するカッターとを含む装置。 An apparatus for forming a tobacco rod suitable for the manufacture of a tobacco product having at least one closed end, the apparatus comprising:
A transport device for supporting and transporting an endless cylindrical body made of tobacco; and
A tobacco gap forming device that operates to form gaps that do not contain tobacco at equal intervals in the cylinder;
Receiving a cylinder after forming the gap, and a garment and paper wrapper supply arranged to wrap the cylinder with an endless paper wrapper;
An apparatus comprising: a cutter operable to divide the packed cylinder into tobacco rods by cutting the paper wrapper where the paper wrapper overlaps the gap.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| GBGB0714972.7A GB0714972D0 (en) | 2007-08-01 | 2007-08-01 | Method and apparatus for forming tobacco rods |
| PCT/EP2008/059812 WO2009016122A1 (en) | 2007-08-01 | 2008-07-25 | Method and apparatus for forming tobacco rods |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| JP2010534487A true JP2010534487A (en) | 2010-11-11 |
Family
ID=38529107
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010518633A Pending JP2010534487A (en) | 2007-08-01 | 2008-07-25 | Method and apparatus for forming a tobacco rod |
Country Status (15)
| Country | Link |
|---|---|
| US (1) | US20100288292A1 (en) |
| EP (1) | EP2170108B1 (en) |
| JP (1) | JP2010534487A (en) |
| KR (1) | KR20100055447A (en) |
| CN (1) | CN101772310A (en) |
| AU (1) | AU2008281839B2 (en) |
| BR (1) | BRPI0814161A2 (en) |
| CA (1) | CA2694092A1 (en) |
| GB (1) | GB0714972D0 (en) |
| MX (1) | MX2010001215A (en) |
| MY (1) | MY150217A (en) |
| RU (1) | RU2463929C2 (en) |
| UA (1) | UA97288C2 (en) |
| WO (1) | WO2009016122A1 (en) |
| ZA (1) | ZA201000438B (en) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3232827B1 (en) * | 2014-12-19 | 2019-05-15 | Philip Morris Products S.a.s. | Tobacco rod maker with tobacco return |
| CN106805295A (en) * | 2017-02-13 | 2017-06-09 | 深圳市乐瑞达科技有限公司 | Rotation pushes away charging smoking set |
| CN106942786B (en) * | 2017-05-28 | 2020-05-26 | 中国烟草总公司郑州烟草研究院 | Segmented cigarette |
| GB201715380D0 (en) * | 2017-09-22 | 2017-11-08 | British American Tobacco Investments Ltd | Aerosol-generating material rod |
| US20190174814A1 (en) * | 2017-12-08 | 2019-06-13 | Altria Client Services Llc | Smoking Article With Reduced Tobacco |
| US20200390147A1 (en) * | 2017-12-22 | 2020-12-17 | G.D S.P.A. | A method for making a sub-unit of a smoking article |
| GB201901063D0 (en) * | 2019-01-25 | 2019-03-13 | British American Tobacco Investments Ltd | Apparatus for manufacturing a rod of aerosolisable material and method of manufacturing a rod of aerosolisable material |
| IT201900004557A1 (en) * | 2019-03-27 | 2020-09-27 | Gd Spa | METHOD AND MACHINE FOR THE REALIZATION OF A SUB-UNIT OF A SMOKING ARTICLE |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5945867A (en) * | 1982-08-05 | 1984-03-14 | インペリアル・グループ・ピーエルシー | Apparatus and method of forming rod of smoking material |
| JPS59143577A (en) * | 1983-01-26 | 1984-08-17 | ケルベル・アクチエンゲゼルシヤフト | Method and apparatus for producing continuous tobacco body consisting core and ring-shaped layer surrounding core |
| JPH04187074A (en) * | 1990-11-22 | 1992-07-03 | Japan Tobacco Inc | Method for stabilizing shredded tobacco on cigarette tip and apparatus therefor |
Family Cites Families (11)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US501498A (en) | 1893-07-18 | fombuena | ||
| US1164118A (en) | 1914-05-06 | 1915-12-14 | Usines A E Decoufle Sa Des | Cigarette-machine. |
| US2367911A (en) * | 1942-09-02 | 1945-01-23 | Int Cigar Mach Co | Continuous process for forming cigar bunches |
| CH286485A (en) * | 1950-03-02 | 1952-10-31 | Adolf Koerber Kurt | Method and machine for producing an airtight connection between a cigarette and a mouthpiece. |
| NL258687A (en) * | 1959-12-04 | |||
| GB8432412D0 (en) * | 1984-12-21 | 1985-02-06 | Imp Group Plc | Manufacture of rod of smokeable material |
| DE3603749C2 (en) * | 1985-02-09 | 1997-08-28 | Molins Plc | Cigarette making machine |
| DE3509612A1 (en) * | 1985-03-16 | 1986-09-25 | Hauni-Werke Körber & Co KG, 2050 Hamburg | METHOD AND DEVICE FOR PRODUCING A STRAND FROM FIBERS OF THE TOBACCO PROCESSING INDUSTRY |
| RU2103890C1 (en) * | 1996-08-07 | 1998-02-10 | Открытое акционерное общество "Бийская табачная фабрика" | Apparatus for supplying tobacco to form cigarette strand |
| AUPP917699A0 (en) * | 1999-03-12 | 1999-04-15 | Philip Morris Limited | Trimming device |
| ITBO20030612A1 (en) * | 2003-10-20 | 2005-04-21 | Gd Spa | UNIT AND METHOD FOR THE FORMATION OF A CONTINUOUS KISS OF |
-
2007
- 2007-08-01 GB GBGB0714972.7A patent/GB0714972D0/en not_active Ceased
-
2008
- 2008-07-25 JP JP2010518633A patent/JP2010534487A/en active Pending
- 2008-07-25 MX MX2010001215A patent/MX2010001215A/en active IP Right Grant
- 2008-07-25 UA UAA201002182A patent/UA97288C2/en unknown
- 2008-07-25 MY MYPI2010000397A patent/MY150217A/en unknown
- 2008-07-25 WO PCT/EP2008/059812 patent/WO2009016122A1/en active Application Filing
- 2008-07-25 KR KR1020107004740A patent/KR20100055447A/en not_active Application Discontinuation
- 2008-07-25 CN CN200880101370A patent/CN101772310A/en active Pending
- 2008-07-25 RU RU2010107389/12A patent/RU2463929C2/en not_active IP Right Cessation
- 2008-07-25 US US12/671,204 patent/US20100288292A1/en not_active Abandoned
- 2008-07-25 BR BRPI0814161-4A2A patent/BRPI0814161A2/en not_active IP Right Cessation
- 2008-07-25 CA CA2694092A patent/CA2694092A1/en not_active Abandoned
- 2008-07-25 AU AU2008281839A patent/AU2008281839B2/en not_active Ceased
- 2008-07-25 EP EP08786469A patent/EP2170108B1/en not_active Not-in-force
-
2010
- 2010-01-20 ZA ZA201000438A patent/ZA201000438B/en unknown
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5945867A (en) * | 1982-08-05 | 1984-03-14 | インペリアル・グループ・ピーエルシー | Apparatus and method of forming rod of smoking material |
| JPS59143577A (en) * | 1983-01-26 | 1984-08-17 | ケルベル・アクチエンゲゼルシヤフト | Method and apparatus for producing continuous tobacco body consisting core and ring-shaped layer surrounding core |
| JPH04187074A (en) * | 1990-11-22 | 1992-07-03 | Japan Tobacco Inc | Method for stabilizing shredded tobacco on cigarette tip and apparatus therefor |
Also Published As
| Publication number | Publication date |
|---|---|
| BRPI0814161A2 (en) | 2015-01-06 |
| EP2170108B1 (en) | 2012-08-29 |
| CA2694092A1 (en) | 2009-02-05 |
| MY150217A (en) | 2013-12-13 |
| US20100288292A1 (en) | 2010-11-18 |
| CN101772310A (en) | 2010-07-07 |
| AU2008281839B2 (en) | 2013-02-21 |
| GB0714972D0 (en) | 2007-09-12 |
| ZA201000438B (en) | 2010-10-27 |
| WO2009016122A1 (en) | 2009-02-05 |
| KR20100055447A (en) | 2010-05-26 |
| EP2170108A1 (en) | 2010-04-07 |
| AU2008281839A1 (en) | 2009-02-05 |
| UA97288C2 (en) | 2012-01-25 |
| MX2010001215A (en) | 2010-03-10 |
| RU2010107389A (en) | 2011-09-10 |
| RU2463929C2 (en) | 2012-10-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2010534487A (en) | Method and apparatus for forming a tobacco rod | |
| TWI429406B (en) | A smoking article and a method and apparatus for the manufacture of smoking articles | |
| US8337374B2 (en) | Method and apparatus for producing composite cigarette filters | |
| US6360751B1 (en) | Asymmetrical trimmer disk apparatus | |
| KR20140062517A (en) | Smoking article and manufacture thereof | |
| USRE30865E (en) | Manufacture of filter-tipped cigarettes | |
| JPS5842756B2 (en) | 2 Tsuno Tobacco Hinshi Yukara Tobacco Lenzokutaio Keisei Sultame no Hohou Oyobi Souchi | |
| US4516585A (en) | Method and apparatus for producing a multiple-blend cigarette | |
| RU2744263C2 (en) | Cleaning unit, machine used in tobacco industry for manufacture of multi-segment filter rods and method for chain cleaning of rod-shaped elements | |
| US4093496A (en) | Apparatus for assembling rod-like articles | |
| US3854486A (en) | Cigarette making machines | |
| US4567902A (en) | Tobacco trimmer device | |
| US4063480A (en) | Apparatus for severing rod-shaped smokers' products | |
| EP3079508A1 (en) | An apparatus for forming a circumferential slit in a tobacco industry rod article | |
| RU2665402C1 (en) | Tobacco rod containing plurality of tobacco materials | |
| CZ283949B6 (en) | Tobacco industry article, process for producing a continuous tobacco rod and apparatus for making the same | |
| EP0081021A1 (en) | Cigarette manufacture |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110627 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121204 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20130226 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130305 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20130730 |