本発明は、紙巻きタバコなどの喫煙品の製造に適したタバコロッドの形成方法を提供することを目的としており、この紙巻きタバコは、その完成した状態においてロッドの端部のタバコがラッピングペーパーのタバコ端部を越えて張り出した部分をタバコ上に内方に折りたたむことによって覆われているものである。このためにはタバコの周りに巻かれたシガレットペーパーがこれを折り曲げた際にタバコを覆うのに充分な長さでタバコを越えて延びているタバコロッド(または喫煙品)を提供する必要がある。本発明は、タバコ円柱体の形成およびその後の円柱体をシガレットペーパーで包装する間の従来の紙巻きタバコ製造工程の初期の段階でこのようなタバコロッドを形成することを提案している。
従来ではバラバラの状態のタバコが、ホッパーから取り出され、完成した喫煙品のタバコの所望の幅と同じ幅または厚さを有する連続したまたは無端の薄い円柱体に構成される。この円柱体は、円柱体の周りでペーパーシガレットラッパーと係合し、ペーパーと円柱体の長さに沿って移動する連続した接着剤のラインに対して所定の位置にラッパーを固定するガーニチャー内に供給される。ラッパーもまた無端であり、喫煙品の円周に等しい幅に加えて喫煙品において重なり合って貼り付けられる継ぎ目を形成するのに充分なペーパーを余分に含む幅を有するロールからガーニチャーに供給される。これによりシガレットペーパーで巻かれたタバコを含む連続したタバコロッドが作製される。この連続したロッドは、1本または2本分の長さのロッドに切断され、その後フィルターユニットと組み合わされる。
本発明ではタバコ円柱体がシガレットペーパーで巻かれる前に複数の間隙またはスペースがタバコ円柱体に形成され、これらの間隙は、円柱体の長さに沿って等間隔で配置される。その後円柱体は、ガーニチャーに供給され、従来の方法で無端のペーパーに巻かれる。従って充填されたタバコがタバコを含まない間隙または空隙によっていくつかの部分に分割されたタバコロッドが連続して形成される。このロッドは、ペーパーをその下に位置する間隙に対応する位置で切断することによって個々のロッドに分割される。これによりタバコ円柱体に間隙を形成するための追加の工程を必要とするだけで殆ど従来のものと変わらない方法および装置で、一端または両端で張り出したペーパーを有する個々のタバコロッドが形成される。
上記間隙の長さによって張り出すペーパーの長さが決まる。張り出したペーパーは、ロッド端部の露出したタバコを覆うために折り重ねられるので、間隙の長さはそれによって選択される。同様に間隙と間隙との間のタバコ部分の長さは、完成した喫煙品の所望のタバコの長さを参照して決められる。
タバコと張り出したペーパーは、種々の方法で所望の構成にすることができる。
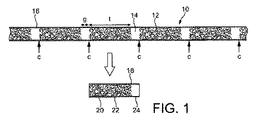
図1は、個々のロッドに切断される前の連続したタバコロッドの第1の態様の長手方向断面を示す。上述したように連続したロッド10は、いくつかの部分12に分けて配されたタバコとこれらの部分の間に位置する間隙または隙間14を含む。タバコ部分12と間隙14は、管状のペーパーラッパー16に囲まれ、ロッドは、円筒状になっている。この例では各タバコ部分12は、完成した喫煙品の所望のタバコの長さに等しい長さtを有する。各間隙14は、タバコの端部を越えて延びたペーパーの所望の張り出し長さに等しい長さgを有する。間隙14とタバコ12の境界と面一で間隙14の一端で(各間隙の同じ側の端部)連続したロッド10を切断することによって、連続したロッド10が単独のロッド18に分割され、各分割されたロッドは、張り出した折り曲げ可能な部分24を形成するために一端で延びたペーパーラッパー22の内側に単独の長さのタバコ20を含む。矢印cは、各切断部を示す。折り曲げ可能な張り出し部は、タバコロッドの一端を閉じるために使用することができ、タバコロッドの他端は、チッピング紙を用いてフィルターユニットに接合され、フィルター付き喫煙品が作製される。
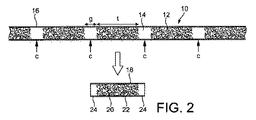
図2は、連続したタバコロッド10の第2の態様を示す。上記のロッドと同じように各タバコ部分12は、完成した喫煙品のタバコの所望の長さに等しい長さtを有する。しかしながら間隙14は、ペーパーの所望の張り出す長さの2倍に等しい長さを有する。連続したロッドは、各間隙の長手方向の中間点に位置合わせされた位置cで切断される。これらの位置で切断することによって、ロッドの両端に張り出し部24を有するペーパーラッパー22に包まれた単独の長さのタバコ20を含む個別のロッド18が作製される。
図3は、連続したタバコロッド10の第3の態様を示す。この例では各タバコ部分12は、完成した喫煙品のタバコの量の長さの2倍に等しい長さtを有する。同様に各間隙14は、所望のペーパーの張り出し部の長さの2倍の長さgを有する。図2の態様のように連続したロッド10は、各間隙の中間地点で切断され、これにより間隙12に対応するペーパー16を2つの部分に分割する。c1で示すこれらの切断部だけで2本分の長さのロッドが得られ、各ロッドは、各端部で張り出したペーパーと2本の喫煙品に充分な長さのタバコを含む。個々の1本分の長さのタバコロッド18を作製するために各タバコ部12の中間点でさらに切断c2が行われる。これにより一端のみで張り出し部分24を有するペーパーラッパー22を有する単独の長さのタバコ20を含むタバコロッド18が作製される。従って図1の態様で作製されたものと同じタバコロッドがタバコ円柱体に作製される間隙の数の半分の数を要する方法で作成することができる。間隙14を介した切断c1を最初に全て行って、その後2本分の長さのタバコロッドを切断c2で半分に切断してもよい。これとは別に切断c1とc2を連続したロッド10に沿って交互に行って各タバコロッドを切り離していってもよい。
上述したように本発明によってタバコロッドを形成する場合に従来の装置を使用して、タバコ円柱体を形成し、この円柱体をシガレットペーパーで巻くためにガーニチャーに送ることができる。円柱体は、本工程中、その長さに沿って前方に移動し、包装された後、連続したロッドを個々のロッド長さに切断する切断ブレードまたは他の切断装置を通過して移動し続ける。包装される前にタバコは、吸引または真空ベルトによって円柱体形状に維持される。
円柱体に間隙を形成する方法として2つの方法がある。その内の1つは、連続した円柱体からタバコをいくつかのセクションに分けて取り除くことである。取り除かれるセクションは、円柱体の全幅に亘り、これにより間隙によって不連続のタバコ部分の円柱体が形成される。これとは別の方法は、等間隔にタバコ円柱体を区分けすることおよびこれら区分けされた部分のいずれかの側にタバコを押し離すことを含む。タバコ間隙形成装置を採用してタバコを取り除いたり、区分けしてもよい。この装置は、以下に述べるように種々の形態を取り得る。
円柱体からタバコセクションを取り除く最初の方法の1つとしては、タバコを取り除くタバコ間隙形成装置としてエクレータまたはトリミング装置を使用することが挙げられる。エクレータは、従来からタバコ円柱体を成形するために使用されている。最初にホッパーから供給されるタバコからタバコ円柱体が形成されると、円柱体がでこぼこの状態になり、幅または厚さも様々になる。余分なタバコをトリミングするために1つ以上のエクレータを使用することができ、所望のサイズの円柱体を形成することができる。円柱体の幅は、一定にしてもよく、あるいは一定にしないで喫煙品の長さに沿って異なるタバコ密度が得られるようにしてもよい。
図4は、タバコ円柱体をトリミングするのに使用される従来のエクレータの平面図である。一組のトリマーディスクまたはブレード30、32が、その縁部を隣接させた状態で同じ水平面で回転するように配置されている。これら2つのディスク30、32は、図に示すように互いに異なる方向に回転し、ディスク30、32が隣接するトリミング領域において、ディスク30、32の縁部が同じ方向に移動する。例えば吸引ベルトで搬送されるタバコの円柱体34は、その下側がディスク30、32の回転する縁部と接触するようにトリミング領域を通過する。円柱体34は、2つのディスク30、32の中心から等距離にある水平方向の経路に沿った直線に円柱体の長さに沿って、そして図の矢印で示すようにトリミング領域においてディスク30、32の縁部の移動方向と反対の方向に移動する。タバコ円柱体34がトリミングディスク30、32の回転している縁部に出会うと、これらのディスクの面の下に垂れているタバコは、全てディスク30、32によって円柱体34からトリミングまたは刈り取られ、円柱体34は、トリミング領域を出ると均一の厚さになっている。ホイール36が水平面に回転軸を有してトリミング領域のディスク30、32の下方に配置されている。ホイール36は、タバコ円柱体34によって占められる垂直面に対して角度を持った垂直面に位置するように配置される。その垂直位置は、ホイールの上縁部がトリミングディスク30、32に極めて接近するように選択される。タバコ円柱体34がディスク30、32を通過すると、ホイール36が回転し、円柱体34から取り除かれたタバコを運び去る。取り除かれたタバコは、タバコ円柱体に再利用するためにホッパーに戻される。
図4の例においてトリミングディスク30、32は、その外周全体が平坦である。この構成のディスクは、タバコ円柱体を一定の均一の厚みにトリミングする。これとは別にトリミングディスク30、32は、その外周に他の部分より高いまたは低い部分を有してもよい。異なる高さの部分がトリミング領域で一致するようにディスクの回転速度およぶ角度位置を同期させると、タバコ円柱体をその長さに沿って不均一な厚みを有するようにトリミングすることができる。ディスクのこの回転によって厚さのパターンを繰り返し形成することができ、これは個別の紙巻きタバコ用に使用される円柱体の個々の部分がそれぞれ例えば各紙巻きタバコの端部のタバコの密度を高くするために同じパターンの厚みを有するように選択することができる。不均一の厚さにタバコ円柱体をトリミングするために使用するエクレータのさらなる詳細については、「喫煙品および喫煙品の製造方法および装置」と題された2006年12月12日に出願された英国特許出願第GB0624771.2号に記載されている。
本発明のいくつかの態様ではタバコ円柱体からタバコを取り除いて必要な間隙を形成するためにエクレータを使用することを提案している。エクレータのトリミングディスクの外周のいくつかの部分をその残りの部分より円柱体の厚み全体をトリミングするために充分な高さを有するように構成してもよい。
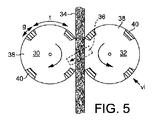
図5は、この態様に従って構成されたエクレータの平面図である。トリミングディスク30、32は、それぞれディスクの面より隆起した部分40がディスクの面に位置する部分38と交互に位置するように形成された外周領域を有する。これらのディスクは、実質的にその外周は同じ厚みを有し、従って隆起した部分は、その部分の厚みを増したのではなく、ディスクの面を変形させたものである。従ってディスクのリムによって供されるトリミング縁部は、全外周に亘って一定であるが、高さが異なる。
図示の例ではトリミングディスク30、32は、一回転する毎にタバコ円柱体に4つの間隙を形成するように構成されている。従ってディスク30、32は、それぞれリムの周囲に等間隔に配置された4つの隆起部分40を有する。各隆起部分の円周方向の長さは、図1、2および3を参照して説明した各間隙の所望の長さgに対応する。これら隆起部分の間は、平坦な部分38であり、これも同じように図1、2および3を参照して説明した間隙と間隙との間のタバコ部分の所望の長さに対応する円周方向の長さtを有する。
図6は、図5の矢印viに沿って見たトリミングディスク32の側面を示す。この図は、ディスクの面に対して隆起した部分40と平坦な部分38を形成するためのディスク32の異なる高さの外周の側面を示している。隆起部分40は、円柱体の厚み全体に亘って達し、長さgに亘って円柱体から全てのタバコを完全に取り除くためにディスクの面より高い高さhを有する。円柱体が厚さを均一にするために別のエクレータによって既にトリミングされている場合、平坦部分38は、隆起部分の外側でトリミングされないようにタバコ円柱体の下側より下方または下側と同じ高さを通過する高さに配置してもよい。これとは別に円柱体に対する平坦部分38の高さを間隙の間で円柱体を均一な厚みにトリミングするために選択されるように通常のエクレータのトリミング機能を平坦部分38によって設けることができる。さらに平坦部分を種々の高さ形状を有する部分に代えて、上述のように各個別の喫煙品の長さに亘って様々な厚みを有するタバコを作製してもよい。
別の構成を使用して円柱体からタバコセクションを完全に取り除くことによってタバコ円柱体に間隙を形成することも可能である。例えば吸引によってタバコセクションを取り除く間隙形成装置を採用することも可能であり、またタバコセクションを押し出すために円柱体の横方向にセクションを叩打する間隙形成装置を採用することも可能である。
タバコセクション取り除く別の方法としては、円柱体の長さに沿って間隔を開けてタバコ円柱体を区分けし、タバコを横に押し出す方法が挙げられる。
この方法に適したタバコ間隙形成装置は、回転ネジである。このネジは、その回転軸がタバコ円柱体の長さに平行な状態で取り付けられ、そのネジ山がタバコ円柱体内に半径方向に延びるように配置される。ネジ山のピッチは、個々のタバコ部分の長さに合うように選択される。ネジ山の先端がネジが回転する毎に移動するタバコ円柱体内に切り込み、円柱体から各部分を分割する。その後円柱体は、ネジが回転している間その前方経路に沿って移動し続けるが、ネジ山のそれぞれのピッチ間に1つの個々の部分に分割される。従ってネジ山自体は、タバコ部分の間の間隙を埋める。従ってネジに沿った距離が進むにつれて厚みが増すように(ネジとタバコ円柱体の長さに沿った方向に)ネジ山を構成することによって、タバコ部分は、これらがネジを通過するにつれて徐々に押し離され、所望の長さの間隙が形成される。従ってネジの最終的な厚みによって間隙の長さが決まる。
ネジ山は一回回転するだけで充分にタバコ円柱体を分割し、分けることができるようにしてもよいが、より緩やかな効果が好ましい場合、ネジを2回転以上回転させてもよい。
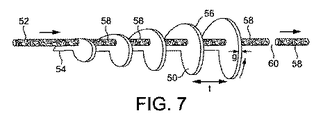
図7は、この目的に適した回転自在なネジの第1の例を単純化した斜視図である。ネジ50は、タバコ円柱体52の経路に平行な水平軸を中心に回転するためにタバコ円柱体52の真横に取り付けられている。タバコ円柱体52は、図に示すように右へ移動し、ネジ50は、下流端(タバコ円柱体の移動方向に対して)から見て時計方向に回転する。この例ではネジの前方端は、先端54として構成され、その半径は、ネジの長さの第1の半部に沿って徐々に大きくなっている。これは先端がネジを面内にねじ込むために使用される従来の締め付けネジと類似している。本発明の場合、先端および大きくなる半径は、ネジ山を隣接するタバコ円柱体52に徐々に導入して、タバコを区分けするために使用される。ネジ山の半径は、ネジの全長に亘ってまたは長さの最初の部分に亘ってのみ大きくなってもよい。
ネジ50は、タバコ円柱体52がネジを介して前方に移動する間、回転する以外は固定されている。ネジの回転速度は、タバコ円柱体52の前方への線速度に正確に一致させなければならない。ネジ山50が回転する毎にタバコ円柱体52に新しい区分けが導入され、さらに回転し続けるとタバコの個々の部分58としてネジを介して搬送される。ネジの全長が各区分けされた部分を通過して、所望の間隙60がタバコ円柱体に形成される。ネジ山の厚さ56は、ネジに沿って距離が進むにつれて大きくなっている。これにより個々のタバコ部分が適当な距離をおいて離れるまでこれらの部分を押し離す。従ってネジの最終的な厚さは、間隙60に必要な長さgである。連続的にネジに入り込むタバコ円柱体52は、個々の部分に分割される他端でネジ山50のピッチによって決まる長さtのタバコ58へと送られ、そしてネジ山の厚さによって決まる長さgの規則的な間隙60をおいて離される。
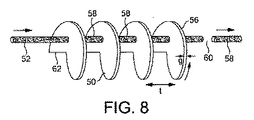
図8は、回転可能なネジ50の別の態様を示す。ネジ50は、図7のように移動するタバコ円柱体52に隣接して配置され、ここでもそのピッチがタバコ部分59の長さを決め、ネジの厚さ56は、円柱体に長さgの間隙60を形成するためにネジに沿って距離が進むにつれて大きくなるように構成されている。しかしながらこのネジは、一定の半径(一定のネジ山の深さ)のネジ山を有し、前端の1つの箇所から始まっていない。その代わりこのネジは、ネジ山を半径方向に横断して配置されたブレード形状の先行縁部62を有する。この縁部またはブレード62は、タバコを区分けするためにネジ50が回転する際にタバコ円柱体52を切断する。ネジ山の厚さは、タバコがネジに沿って移動する際にタバコを強制的に離すために薄い縁部から大きくなっており、これにより間隙が形成される。タバコ円柱体は、前方に移動するので、ネジ50が回転する毎に新しい場所で円柱体52を切断する。従って連続した円柱体52は、必要な間隙60が設けられたタバコ58の部分に分割される。
図7および8に示すようにタバコ円柱体52は、支持されていない。実際には円柱体は、吸引ベルトまたは他の搬送装置上を移動するが、これらの装置は、円柱体52がネジに対して図7または8に示すように位置している場合、ネジ50の邪魔になる。従ってタバコがネジ山の外縁を通過するようにネジは、タバコ円柱体から離れて配置され、タバコ円柱体をその搬送装置上で支持することができる。
タバコ円柱体を区分けするための他の間隙形成装置も使用可能である。例えば1つ以上のディスクを回転軸上に並べて配置してもよい。各ディスクの縁部は、ブレード縁部を形成し、各ディスクの厚さは、その縁部からディスクの中央に向かって、タバコ円柱体に作成される間隙の所望の長さと少なくとも同じ厚さに増加する。ディスク間の軸に沿った間隔は、間隙形成後の個々のタバコ部分の所望の長さに対応する。軸はタバコ円柱体に対して平行に配置される。ディスクが回転すると、ディスクおよび軸の集合体が円柱体に徐々に近づき、ディスク縁部がタバコを区分するために間隔を開けて円柱体内に切り込む。さらに集合体が近づくと円柱体を通ってさらにディスクを押し込み、ディスクの徐々に増した厚みによって、所望の間隙が得られるまでタバコを強制的に離れさせる。その後ディスクは、引き抜かれる。
図9は、タバコ円柱体52に間隙を形成する工程におけるディスク集合体の断面図である。この集合体は、タバコ円柱体52に対して平行に配置された軸70を含み、この軸は、5つの回転ディスク72を支持している。矢印で示すように集合体は、軸70を中心にディスク72を回転させ、ディスク72と軸70をタバコ円柱体に向かってまたは離れるように移動させるように構成されている。ディスク72は、連続した円柱体52内に切れ込み、円柱体をディスク間の間隔によって決められた長さtのタバコ部分に個々に分割する。ディスクの厚さgによって集合体が引き抜かれたときに残った円柱体52の間隙の長さが決まる。
しかしながらタバコ円柱体は、間隙形成のための本工程中、静止した状態に維持される必要がある。これとは別にディスク集合体は、タバコ円柱体と同じ速度で横方向に移動することができるが、その後次の一連の間隙を形成するためにその開始位置に戻る必要がある。いずれの構成であってもタバコ円柱体の通常の前方への移動を阻害しない上述のネジと比較して遅い。しかしながらディスク集合体には1つの集合体でディスクがタバコ円柱体内に押し込まれる距離を変えることによって異なる大きさの間隙を形成することができるという利点がある。
本明細書中で使用している「タバコ」なる用語は、タバコそれ自体、またはタバコ材および派生物および他の喫煙可能な材料、単独またはこれらを組み合わせたものを含むものと理解すべきである。その例としては、葉柄、葉身、タバコダストが挙げられるが、これらに限定されない。従って「タバコ」は、紙巻きタバコまたは喫煙品に含まれる喫煙可能な材料を意味する。
同様に「喫煙品」および「紙巻きタバコ」なる用語は、フィルターユニットを含むまたは含まないに関係なく、紙巻きタバコ、シガリロ、スリム紙巻きタバコ、葉巻およびペーパーまたは類似のラッパーに巻かれたある長さの喫煙可能な材料を含む他の喫煙品を含むものとして理解すべきである。