JP2010529368A - 再付着性マウント材料、汚染防止装置、及びその製造方法 - Google Patents
再付着性マウント材料、汚染防止装置、及びその製造方法 Download PDFInfo
- Publication number
- JP2010529368A JP2010529368A JP2010512226A JP2010512226A JP2010529368A JP 2010529368 A JP2010529368 A JP 2010529368A JP 2010512226 A JP2010512226 A JP 2010512226A JP 2010512226 A JP2010512226 A JP 2010512226A JP 2010529368 A JP2010529368 A JP 2010529368A
- Authority
- JP
- Japan
- Prior art keywords
- mounting material
- reattachable
- adhesive
- micrometers
- particles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Pending
Links
Images

Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/02—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust
- F01N3/021—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for cooling, or for removing solid constituents of, exhaust by means of filters
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/08—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous
- F01N3/10—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust
- F01N3/24—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust characterised by constructional aspects of converting apparatus
- F01N3/28—Construction of catalytic reactors
- F01N3/2839—Arrangements for mounting catalyst support in housing, e.g. with means for compensating thermal expansion or vibration
- F01N3/2853—Arrangements for mounting catalyst support in housing, e.g. with means for compensating thermal expansion or vibration using mats or gaskets between catalyst body and housing
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/21—Paper; Textile fabrics
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/08—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous
- F01N3/10—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust
- F01N3/24—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust characterised by constructional aspects of converting apparatus
- F01N3/28—Construction of catalytic reactors
- F01N3/2839—Arrangements for mounting catalyst support in housing, e.g. with means for compensating thermal expansion or vibration
- F01N3/2853—Arrangements for mounting catalyst support in housing, e.g. with means for compensating thermal expansion or vibration using mats or gaskets between catalyst body and housing
- F01N3/2864—Arrangements for mounting catalyst support in housing, e.g. with means for compensating thermal expansion or vibration using mats or gaskets between catalyst body and housing the mats or gaskets comprising two or more insulation layers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/14—Polymer mixtures characterised by other features containing polymeric additives characterised by shape
- C08L2205/18—Spheres
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/312—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier parameters being the characterizing feature
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/408—Additional features of adhesives in the form of films or foils characterized by the presence of essential components additives as essential feature of the adhesive layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/40—Additional features of adhesives in the form of films or foils characterized by the presence of essential components
- C09J2301/412—Additional features of adhesives in the form of films or foils characterized by the presence of essential components presence of microspheres
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2400/00—Presence of inorganic and organic materials
- C09J2400/20—Presence of organic materials
- C09J2400/26—Presence of textile or fabric
- C09J2400/263—Presence of textile or fabric in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01N—GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR MACHINES OR ENGINES IN GENERAL; GAS-FLOW SILENCERS OR EXHAUST APPARATUS FOR INTERNAL COMBUSTION ENGINES
- F01N3/00—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust
- F01N3/08—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous
- F01N3/10—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust
- F01N3/24—Exhaust or silencing apparatus having means for purifying, rendering innocuous, or otherwise treating exhaust for rendering innocuous by thermal or catalytic conversion of noxious components of exhaust characterised by constructional aspects of converting apparatus
- F01N3/28—Construction of catalytic reactors
- F01N3/2839—Arrangements for mounting catalyst support in housing, e.g. with means for compensating thermal expansion or vibration
- F01N3/2853—Arrangements for mounting catalyst support in housing, e.g. with means for compensating thermal expansion or vibration using mats or gaskets between catalyst body and housing
- F01N3/2857—Arrangements for mounting catalyst support in housing, e.g. with means for compensating thermal expansion or vibration using mats or gaskets between catalyst body and housing the mats or gaskets being at least partially made of intumescent material, e.g. unexpanded vermiculite
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/14—Layer or component removable to expose adhesive
- Y10T428/1476—Release layer
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/25—Web or sheet containing structurally defined element or component and including a second component containing structurally defined particles
Abstract
Description
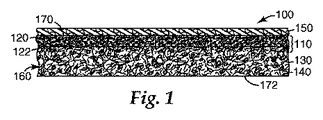
相対する第1の主表面及び第2の主表面を有し、無機繊維を含むマウント材料、並びに、第1の主表面の少なくとも一部分に内側に配置し、
それぞれのD50が少なくとも30マイクロメートルである少なくとも1つの第1のモードを有する第1の粒径分布を有する接着性ミクロスフェアと、
結合剤粒子とを含む、再付着性感圧接着剤層を含む、マウント材料を含み、
汚染防止装置の使用に適合しているモノリスに対し再付着可能に接着可能であり、結合剤粒子がないという点以外、再付着性マウント材料と同一に作製される参照マウント材料が、モノリスに対し再付着可能な接着性はない。
第1の主表面及び第2の主表面を有し、結合した無機繊維を含むマウント材料を提供する工程、
そのマウント材料の主表面の少なくとも一部分に、
それぞれのD50が少なくとも30マイクロメートルである少なくとも1つの第1のモードを有する第1の粒径分布を有する接着性ミクロスフェア、及び
結合剤粒子を含む乾燥可能な組成物を適用する工程、及び
乾燥可能な組成を少なくとも部分的に乾燥させて、第1の主表面の少なくとも一部分に内側に配置した再付着性感圧接着剤層を供給する工程を含み、再付着性マウント材料が、汚染防止装置の使用に適合しているモノリスに対し再付着可能に接着可能であり、結合剤粒子がないという点以外、再付着性マウント材料と同一に作製される参照マウント材料が、モノリスに対し再付着可能な接着性はない。
主表面1つを有し、結合した無機繊維を含むマウント材料を提供する工程、
そのマウント材料の主表面の少なくとも一部分に乾燥可能な組成物を適用し、ここにおいてその第1の乾燥可能な組成は、それぞれのD50が少なくとも30マイクロメートルである少なくとも1つのモードを有する第1粒径分布を有する接着性ミクロスフェアを含み、
第2の乾燥可能な組成は、マウント材料の主表面の少なくとも一部分に対する結合剤粒子を含み、並びに
第1主表面の少なくとも一部分で内側に配置した再付着性感圧接着剤層を供給するための、少なくとも部分的に乾燥している、第1及び第2の乾燥可能な組成で、ここにおいて、再付着性マウント材料とは、汚染防止装置の使用に適合しているモノリスに対し再付着可能な状態で接着可能である。
粒径分布に適用される用語「モード」は、局所的最大粒径の原因である粒径分布のコンポーネントを指す。

マウント材料試料(例えばMAT1〜MAT4)が20cm(7インチ)×30cm(12インチ)の大きさに裁断された。
0.63cm(0.25インチ)のアルミニウム製水平シャフトを、力測定装置(ミネソタ州シャコピーのテスト・リソーシズ(Test Resources)社から市販されている、商品名「モデル100P−12テストシステム」として入手可能)の上側空気圧グリップの下端から下及び水平方向に13.75cm(5.5インチ)ずらした位置にしっかり固定した。
厚さ0.01cm(4mil)、2.5cm(1インチ)×30cm(12インチ)のステンレススチールストリップ(321アニールステンレススチールシム、鏡面仕上げ)を、試験する試料(2.5cm(1インチ)×30cm(12インチ))に手を使って中程度の力で押さえて接着し、この際に2.5cm(1インチ)重ねた(すなわち、58.4cm(23インチ)のストリップで、一方の端はステンレススチール、もう一方の端はサポートマットとなった)。接触部分の面積は6.5平方センチメートル(1平方インチ)であった。この構成体を力測定装置(テスト・リソーシズ(Test Resources)社から市販されている、商品名「モデル100P−12テストシステム」として入手可能)の空気圧クランプに固定した。この試料を下側のクランプに固定し、ステンレスしスチールを上側のクランプに固定した。力測定装置の顎部は約50cm(20インチ)間隔にした。力測定装置でステンレススチール製ストリップを試料から剥がす方向に、毎分12.5cm(毎分5インチ)の速度で、接着が離れるまで引っ張った。ピーク時の力と、接着剤移り又は繊維性マットの損傷(分離)が生じたかどうかが記録された。
厚さ50.8マイクロメートル(2ミル)、2.5cm(1インチ)×30cm(12インチ)のポリプロピレンストリップを、試験する試料(2.5cm(1インチ)×30cm(12インチ))の接着剤コーティング表面に、指を使って中程度の力で押さえて接着し、この際に13cm(5インチ)の重なりが生じるようにした。残る17.5cm(7インチ)のポリプロピレンフィルムは接着剤から離して保持され、サポートマットの反対側の端は、力測定装置(ミネソタ州シャコピーのテスト・リソーシズ(Test Resources)社から市販されている「モデル100P−12テストシステム」)の下側顎部にクランプで固定された。ポリプロピレンストリップの自由端が、力測定装置の上側顎部に注意して配置し、クランプで固定された。力測定装置の顎部は約30cm(12インチ)間隔にした。力測定装置は、接着剤コーティングされたサポートマットからポリプロピレンフィルムを180°で剥がす角度に、毎分12.5cm(毎分5インチ)の速度で距離10cm(4インチ)引っ張るよう設定した。平均の剥がす力と、接着剤移り又は繊維性マットの損傷(分離)が生じたかどうかが記録された。
「接着剤コーティングされたマウント材料の作製の一般的手順」に従って、コーティングされたマウント材料が作製された。表3は、上記で説明された試験方法による、接着剤コーティングされたマウント材料の評価結果を報告するものである。表3(下記)において、アステリスク(*)はマウント材料の損傷を示し、「ND」は決定されていないことを示す。
「接着剤コーティングされたマウント材料の作製の一般的手順」(前述)に記載の方法に従って、接着剤コーティングされたマウント材料が作製された。表4は、上記で説明された試験方法による、接着剤コーティングされたマウント材料の評価結果を報告するものである。表4(下記)において、アステリスクはマウント材料の損傷を示す。
「接着剤コーティングされたマウント材料の作製の一般的手順」(前述)に記載の方法に従い、ただし指示された量の乾燥可能な組成物に水を追加して、接着剤コーティングされたマウント材料が作製された。表5は、上記で説明された試験方法による、接着剤コーティングされたマウント材料の評価結果を報告するものである。表5(下記)において、アステリスクはマウント材料の損傷を示す。
「接着剤コーティングされたマウント材料の作製の一般的手順」(前述)に記載の方法に従い、接着剤コーティングされたマウント材料が作製された。ただし例実施例47〜48においては表6に示すように接着性ミクロスフェア分散液及び結合剤粒子分散液が別々に適用され、それぞれの分散液適用について100℃で15〜30分間乾燥された。表6(下記)も、接着剤コーティングされたマウント材料の評価結果を報告するものである。
Claims (40)
- 再付着性マウント材料であって、
相対する第1の主表面及び第2の主表面を有し、無機繊維を含むマウント材料と、
前記第1の主表面の少なくとも一部分に沿って内側に配置された再付着性感圧接着剤層とを含み、該再付着性感圧接着剤層が、
いずれもD50が少なくとも30マイクロメートルである少なくとも1つの第1のモードを有する第1の粒径分布を有する接着性ミクロスフェア、及び
結合剤粒子を含み、
汚染防止装置の使用に適合しているモノリスに対し再付着可能に接着可能であり、前記結合剤粒子がないという点以外、前記再付着性マウント材料と同一に作製される参照マウント材料が前記モノリスに対し再付着可能に接着可能ではない、再付着性マウント材料。 - 前記結合剤粒子が、いずれもD50が10マイクロメートル未満である少なくとも1つの第2のモードを有する第2の粒径分布を有し、前記少なくとも1つの第2のモードのうち少なくとも1つが、1マイクロメートル未満のD50を有する、請求項1に記載の再付着性マウント材料。
- 前記マウント材料の最大引張り強度が400kPa未満である、請求項1又は2に記載の再付着性マウント材料。
- 前記再付着性感圧接着剤層が、それぞれのD50が1マイクロメートルを超え30マイクロメートル未満である少なくとも1つの第3のモードを有する第3の粒径分布を有する分散剤粒子を更に含み、体積基準において、前記接着性ミクロスフェアと分散剤粒子との比が少なくとも95:5である、請求項1〜3のいずれかに記載の再付着性マウント材料。
- 重量基準において、前記接着性ミクロスフェアが、前記接着性ミクロスフェア、結合剤粒子、及び分散剤粒子を合わせた総重量の15〜80パーセントである、請求項4に記載の再付着性マウント材料。
- 前記無機繊維の少なくとも一部分が、結合剤によって接合される、請求項1〜5のいずれかに記載の再付着性マウント材料。
- 前記結合剤が有機材料を含む、請求項6に記載の再付着性マウント材料。
- 前記マウント材料の乾燥坪量が1平方メートル当たり0.4〜15キログラムである、請求項1〜7のいずれかに記載の再付着性マウント材料。
- 前記マウント材料が未膨張の膨張性材料を更に含む、請求項1〜8のいずれかに記載の再付着性マウント材料。
- 前記未膨張の膨張性材料が、バーミキュライト、グラファイト、又はこれらの組み合わせを含む、請求項9に記載の再付着性マウント材料。
- 前記無機繊維がセラミック繊維を含む、請求項1〜10のいずれかに記載の再付着性マウント材料。
- 再付着性感圧接着剤層に剥離可能に接着されたライナーを更に含む、請求項1〜11のいずれかに記載の再付着性マウント材料。
- 前記第1の粒径分布の少なくとも1つの第1のモードのそれぞれのD50が、少なくとも45マイクロメートルである、請求項1〜12のいずれかに記載の再付着性マウント材料。
- 前記第2の粒径分布の少なくとも1つの第2のモードがそれぞれのD50が、0.05〜0.3マイクロメートルの範囲である、請求項1〜13のいずれかに記載の再付着性マウント材料。
- 平均として、前記結合剤粒子が接着性ミクロスフェアよりも前記主表面からより離れた位置に配置される、請求項1〜14のいずれかに記載の再付着性マウント材料。
- 汚染防止装置での使用のために適応させた、請求項1〜15いずれかに記載の再付着性マウント材料。
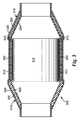
- ハウジングと、
該ハウジング内に配置される汚染防止装置エレメントと、
前記ハウジングに隣接して、又はその中に配置される、請求項1〜15のいずれかに記載の再付着性マウント材料とを含む、汚染防止装置。 - 前記マウント材料が、前記汚染防止エレメントと前記ハウジングとの間に配置される、請求項17に記載の汚染防止装置。
- 請求項1〜16のいずれかに記載の再付着性マウント材料を、中に汚染防止エレメントが配置されているハウジングに隣接して又は前記ハウジング内に配置する工程を含む、汚染防止装置の製造方法。
- 前記マウント材料が、前記汚染防止エレメントと前記ハウジングとの間に配置される、請求項18に記載の方法。
- 再付着性マウント材料の製造方法であって、
第1の主表面及び第2の主表面を有し、結合した無機繊維を含むマウント材料を提供する工程、
前記マウント材料の前記主表面の少なくとも一部分に乾燥可能な組成物を適用する工程であって、前記乾燥可能な組成物が、
それぞれのD50が少なくとも30マイクロメートルである少なくとも1つの第1のモードを有する第1の粒径分布を有する接着性ミクロスフェア、及び
結合剤粒子を含む、工程、及び
前記乾燥可能な組成物を少なくとも部分的に乾燥し、前記第1の主表面の少なくとも一部分に沿って内側に配置した再付着性感圧接着剤層を供給する工程であって、前記再付着性マウント材料が、汚染防止装置の使用に適応させたモノリスに対し再付着可能に接着可能であり、前記結合剤粒子がないという点以外、再付着性マウント材料と同一に作製される参照マウント材料が、前記モノリスに再付着可能に接着可能ではない、工程を含む、製造方法。 - 前記結合剤粒子が、それぞれのD50が10マイクロメートル未満である少なくとも1つの第2のモードを有する第2の粒径分布を有し、前記少なくとも1つの第2のモードのうち少なくとも1つが、1マイクロメートル未満のD50を有する、請求項21に記載の方法。
- 前記乾燥可能な組成物が、それぞれのD50が1マイクロメートルを超え30マイクロメートル未満である少なくとも1つのモードを有する第3の粒径分布を有する分散剤粒子を更に含み、体積基準において、前記接着性ミクロスフェアと分散剤粒子との比が少なくとも95:5である、請求項21に記載の方法。
- 重量基準において、前記接着性ミクロスフェアが、前記接着性ミクロスフェア、結合剤粒子、及び分散剤粒子を合わせた総重量の15〜80パーセントである、請求項21に記載の方法。
- 再付着性マウント材料の製造方法であって、
主表面を有し、結合した無機繊維を含むマウント材料を提供する工程、
前記マウント材料の前記主表面の少なくとも一部分に第1の乾燥可能な組成物を適用する工程であって、前記第1の乾燥可能な組成物が、それぞれのD50が少なくとも30マイクロメートルである少なくとも1つのモードを有する第1の粒径分布を有する接着性ミクロスフェアを含む、工程、
前記マウント材料の前記主表面の少なくとも一部分に対し、結合剤粒子を含む第2の乾燥可能な組成物を塗布する工程、及び
第1の乾燥可能な組成物及び第2の乾燥可能な組成物を少なくとも部分的に乾燥させて、前記第1の主表面の少なくとも一部分に内側に配置した再付着性感圧接着剤層を供給する工程であって、前記再付着性マウント材料が、汚染防止装置の使用に適応させたモノリスに対し再付着可能に接着可能である、工程を含む製造方法。 - 前記第1の主表面の少なくとも一部分に、前記第2の乾燥可能な組成物を適用した後に、前記第1の乾燥可能な組成物を適用する、請求項25に記載の方法。
- 前記第1の乾燥可能な組成物が、それぞれのD50が1マイクロメートルを超え30マイクロメートル未満である少なくとも1つのモードを有する第3の粒径分布を有する分散剤粒子を更に含み、体積基準において、前記接着性ミクロスフェアと分散剤粒子との比が少なくとも95:5である、請求項25又は26に記載の方法。
- 重量基準において、前記接着性ミクロスフェアが、接着性ミクロスフェア、結合剤粒子、及び分散剤粒子を合わせた総重量の15〜80パーセントである、請求項27に記載の方法。
- 前記マウント材料の最大引張り強度が400kPa未満である、請求項21〜28のいずれかに記載の方法。
- 前記マウント材料の乾燥坪量が、1平方メートル当たり0.4〜15キログラムである、請求項21〜29のいずれかに記載の方法。
- 前記無機繊維の少なくとも一部分が、結合剤によって接合される、請求項21〜30のいずれかに記載の方法。
- 前記結合剤が有機材料を含む、請求項31に記載の方法。
- 前記マウント材料が、未膨張の膨張性材料を更に含む、請求項21〜32のいずれかに記載の方法。
- 前記未膨張の膨張性材料が、バーミキュライト、グラファイト、又はこれらの組み合わせを含む、請求項33に記載の方法。
- 前記無機繊維がセラミック繊維を含む、請求項21〜34のいずれかに記載の方法。
- 前記再付着性感圧接着剤層に対し、ライナーを剥離可能に接着する工程を含む、請求項21〜35のいずれかに記載の方法。
- 前記第1の粒径分布の少なくとも1つの第1のモードのそれぞれのD50が、少なくとも45マイクロメートルである、請求項21〜36のいずれかに記載の方法。
- 前記第2の粒径分布の少なくとも1つの第2のモードのそれぞれのD50が、0.05〜0.3マイクロメートルの範囲である、請求項21〜37のいずれかに記載の方法。
- 平均して、前記結合剤粒子が接着性ミクロスフェアよりも前記主表面からより離れた位置に配置される、請求項21〜38のいずれかに記載の方法。
- 汚染防止装置での使用のために前記再付着性マウント材料を適応させる工程を更に含む、請求項21〜39のいずれかに記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US94367407P | 2007-06-13 | 2007-06-13 | |
| PCT/US2008/061746 WO2008156918A1 (en) | 2007-06-13 | 2008-04-28 | Repositionable mounting material, pollution control device, and methods of making the same |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010529368A true JP2010529368A (ja) | 2010-08-26 |
| JP2010529368A5 JP2010529368A5 (ja) | 2013-05-16 |
Family
ID=39650964
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010512226A Pending JP2010529368A (ja) | 2007-06-13 | 2008-04-28 | 再付着性マウント材料、汚染防止装置、及びその製造方法 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US8178052B2 (ja) |
| EP (1) | EP2162505B1 (ja) |
| JP (1) | JP2010529368A (ja) |
| KR (1) | KR101502641B1 (ja) |
| CN (1) | CN101755024B (ja) |
| BR (1) | BRPI0812559B1 (ja) |
| MX (1) | MX2009013600A (ja) |
| WO (1) | WO2008156918A1 (ja) |
| ZA (1) | ZA201000229B (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014535021A (ja) * | 2011-09-22 | 2014-12-25 | スリーエム イノベイティブ プロパティズ カンパニー | 排気システム用断熱構成部品 |
| WO2016136258A1 (ja) * | 2015-02-25 | 2016-09-01 | ニチアス株式会社 | 保持材、その製造方法及びそれを用いた気体処理装置 |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101595711B1 (ko) | 2007-06-13 | 2016-02-18 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 내침식성 장착 재료와 그 제조 및 사용 방법 |
| PL2173981T3 (pl) | 2007-06-13 | 2019-06-28 | 3M Innovative Properties Company | Odporny materiał montażowy oraz sposób jego wytwarzania i stosowania |
| GB0906837D0 (en) * | 2009-04-21 | 2009-06-03 | Saffil Automotive Ltd | Mats |
| JP6006087B2 (ja) * | 2012-11-05 | 2016-10-12 | スリーエム イノベイティブ プロパティズ カンパニー | 熱硬化性接着剤、熱硬化性接着剤を用いた自動車用部材およびその製造方法 |
| US8968853B2 (en) * | 2012-11-07 | 2015-03-03 | Firestone Building Products Company, Llc | Pressure-sensitive adhesives including expandable graphite |
| US9925640B2 (en) * | 2013-08-26 | 2018-03-27 | Rayzist Photomask, Inc. | Memorial creation process including ordering software and engraving |
| US9844925B2 (en) * | 2013-08-26 | 2017-12-19 | Rayzist Photomask, Inc. | Photoresist film with adhesive layer and microspheres |
| PT3034825T (pt) * | 2014-12-18 | 2017-12-14 | 3M Innovative Properties Co | Tapete de montagem para um dispositivo de tratamento de gás de escape |
| PL3141648T3 (pl) * | 2015-09-08 | 2018-12-31 | 3M Innovative Properties Company | Element mocujący do opakowania oraz montaż elementu kontroli zanieczyszczeń |
Family Cites Families (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3444925A (en) | 1957-05-07 | 1969-05-20 | Minnesota Mining & Mfg | Structural articles and method of making |
| CA637172A (en) | 1957-08-05 | 1962-02-27 | A. Hatch Robert | Synthetic mica, mica products and method of making |
| US3795524A (en) | 1971-03-01 | 1974-03-05 | Minnesota Mining & Mfg | Aluminum borate and aluminum borosilicate articles |
| US3857731A (en) | 1973-04-06 | 1974-12-31 | Minnesota Mining & Mfg | Acrylate microsphere-surfaced sheet material |
| US3916057A (en) | 1973-08-31 | 1975-10-28 | Minnesota Mining & Mfg | Intumescent sheet material |
| US4047965A (en) | 1976-05-04 | 1977-09-13 | Minnesota Mining And Manufacturing Company | Non-frangible alumina-silica fibers |
| US4305992A (en) | 1979-11-28 | 1981-12-15 | Minnesota Mining And Manufacturing Company | Intumescent sheet material |
| US4521333A (en) | 1983-06-20 | 1985-06-04 | Minnesota Mining And Manufacturing Company | Intumescent silicates having improved stability |
| DE3514150C1 (de) | 1985-04-19 | 1986-04-10 | LEISTRITZ Maschinenfabrik GmbH, 8500 Nürnberg | Katalytische Abgasentgiftungsvorrichtung mit stabilisierter Federmatte |
| US4786696A (en) | 1987-02-06 | 1988-11-22 | Minnesota Mining And Manufacturing Company | Process for the preparation of tacky polymeric microspheres |
| US5045569A (en) | 1988-11-30 | 1991-09-03 | Minnesota Mining And Manufacturing Company | Hollow acrylate polymer microspheres |
| US4999168A (en) | 1989-05-01 | 1991-03-12 | The Carborundum Company | Crack resistant intumescent sheet material |
| US5118750A (en) | 1990-04-20 | 1992-06-02 | Minnesota Mining And Manufacturing Company | Pressure-sensitive adhesive comprising solid tacky microspheres and macromonomer-containing binder copolymer |
| US5571617A (en) | 1993-04-23 | 1996-11-05 | Minnesota Mining And Manufacturing Company | Pressure sensitive adhesive comprising tacky surface active microspheres |
| US5681612A (en) * | 1993-06-17 | 1997-10-28 | Minnesota Mining And Manufacturing Company | Coated abrasives and methods of preparation |
| US6245301B1 (en) * | 1993-08-20 | 2001-06-12 | 3M Innovative Properties Company | Catalytic converter and diesel particulate filter |
| US5736109A (en) | 1995-06-30 | 1998-04-07 | Minnesota Mining And Manufacturing Company | Intumescent sheet material and paste with organic binder |
| US5853675A (en) | 1995-06-30 | 1998-12-29 | Minnesota Mining And Manufacturing Company | Composite mounting system |
| US5696199A (en) | 1995-12-07 | 1997-12-09 | Minnesota Mining And Manufacturing Company | Pressure-sensitive adhesive polyacrylate polymer and method of making |
| US5714237A (en) * | 1996-01-16 | 1998-02-03 | Minnesota Mining Manufacturing Company | Partially crosslinked microspheres |
| US5824748A (en) | 1996-06-03 | 1998-10-20 | Minnesota Mining And Manufacturing Company | Composite pressure sensitive adhesive microspheres |
| US5882608A (en) | 1996-06-18 | 1999-03-16 | Minnesota Mining And Manufacturing Company | Hybrid mounting system for pollution control devices |
| US5756625A (en) | 1996-10-11 | 1998-05-26 | Minnesota Mining And Manufacturing Company | Stabilized adhesive microspheres |
| US6306497B1 (en) | 1998-03-03 | 2001-10-23 | Arkwright Incorporated | Pressure-sensitive adhesive articles for use on transparent imaging films |
| CN1170906C (zh) | 1998-08-24 | 2004-10-13 | 美国3M公司 | 污染控制设备的固定材料 |
| US6759015B2 (en) | 1999-03-23 | 2004-07-06 | 3M Innovative Properties Company | Insulated mounting for a pollution control device |
| US20030109630A1 (en) | 2001-10-23 | 2003-06-12 | Smith Dawn E. | Microsphere adhesive formulations |
| JP4870548B2 (ja) | 2003-01-31 | 2012-02-08 | スリーエム イノベイティブ プロパティズ カンパニー | 汚染防止装置の端部コーンまたは装着マットを固定するための断熱および/または装着構造体 |
| EP1495807A1 (en) | 2003-06-30 | 2005-01-12 | 3M Innovative Properties Company | Mounting mat for mounting monolith in a pollution control device |
| US7645426B2 (en) | 2004-04-14 | 2010-01-12 | 3M Innovative Properties Company | Sandwich hybrid mounting mat |
| US7550118B2 (en) * | 2004-04-14 | 2009-06-23 | 3M Innovative Properties Company | Multilayer mats for use in pollution control devices |
| KR101352705B1 (ko) | 2004-12-13 | 2014-02-06 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 장착 매트 및 장착 매트를 사용하는 오염 제어 장치 |
| CA2653652A1 (en) | 2006-06-01 | 2007-12-13 | 3M Innovative Properties Company | Multilayer mounting mat |
-
2008
- 2008-04-28 US US12/663,613 patent/US8178052B2/en not_active Expired - Fee Related
- 2008-04-28 JP JP2010512226A patent/JP2010529368A/ja active Pending
- 2008-04-28 WO PCT/US2008/061746 patent/WO2008156918A1/en active Application Filing
- 2008-04-28 MX MX2009013600A patent/MX2009013600A/es active IP Right Grant
- 2008-04-28 KR KR1020107000368A patent/KR101502641B1/ko active IP Right Grant
- 2008-04-28 CN CN200880020041XA patent/CN101755024B/zh not_active Expired - Fee Related
- 2008-04-28 BR BRPI0812559A patent/BRPI0812559B1/pt not_active IP Right Cessation
- 2008-04-28 EP EP08769210.9A patent/EP2162505B1/en active Active
-
2010
- 2010-01-12 ZA ZA201000229A patent/ZA201000229B/xx unknown
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2014535021A (ja) * | 2011-09-22 | 2014-12-25 | スリーエム イノベイティブ プロパティズ カンパニー | 排気システム用断熱構成部品 |
| WO2016136258A1 (ja) * | 2015-02-25 | 2016-09-01 | ニチアス株式会社 | 保持材、その製造方法及びそれを用いた気体処理装置 |
| JPWO2016136258A1 (ja) * | 2015-02-25 | 2017-12-07 | ニチアス株式会社 | 保持材、その製造方法及びそれを用いた気体処理装置 |
| US10422060B2 (en) | 2015-02-25 | 2019-09-24 | Nichias Corporation | Retainer material, manufacturing method thereof, and gas treatment device using the same |
Also Published As
| Publication number | Publication date |
|---|---|
| BRPI0812559B1 (pt) | 2018-09-04 |
| KR20100019563A (ko) | 2010-02-18 |
| CN101755024B (zh) | 2013-12-18 |
| US20100166619A1 (en) | 2010-07-01 |
| EP2162505A1 (en) | 2010-03-17 |
| CN101755024A (zh) | 2010-06-23 |
| BRPI0812559A2 (pt) | 2015-02-10 |
| KR101502641B1 (ko) | 2015-03-13 |
| ZA201000229B (en) | 2010-09-29 |
| WO2008156918A1 (en) | 2008-12-24 |
| US8178052B2 (en) | 2012-05-15 |
| EP2162505B1 (en) | 2019-06-05 |
| MX2009013600A (es) | 2010-01-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2010529368A (ja) | 再付着性マウント材料、汚染防止装置、及びその製造方法 | |
| JP2010529368A5 (ja) | ||
| KR101497733B1 (ko) | 고정가능한 장착 재료 및 이의 제조 방법 및 사용 방법 | |
| EP0835367B1 (en) | Composite mounting system | |
| US20200224367A1 (en) | Flexible fibrous material, pollution control device, and methods of making the same | |
| US8277925B2 (en) | Multilayer mounting mat | |
| US5523059A (en) | Intumescent sheet material with glass fibers | |
| JP5551588B2 (ja) | 耐腐食性マウント材料並びにその製造及び使用方法 | |
| JP2003501582A (ja) | 汚染防止装置用高温マット | |
| MXPA97010363A (en) | Compue mounting system | |
| JPH11510428A (ja) | 複合取付システム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110426 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110426 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20120913 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121002 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20121228 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20130110 |
|
| A524 | Written submission of copy of amendment under article 19 pct |
Free format text: JAPANESE INTERMEDIATE CODE: A524 Effective date: 20130401 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20131001 |