JP2010288352A - Equipment abnormality diagnosis method - Google Patents
Equipment abnormality diagnosis method Download PDFInfo
- Publication number
- JP2010288352A JP2010288352A JP2009139446A JP2009139446A JP2010288352A JP 2010288352 A JP2010288352 A JP 2010288352A JP 2009139446 A JP2009139446 A JP 2009139446A JP 2009139446 A JP2009139446 A JP 2009139446A JP 2010288352 A JP2010288352 A JP 2010288352A
- Authority
- JP
- Japan
- Prior art keywords
- induction motor
- frequency
- abnormality
- equipment
- current
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 230000005856 abnormality Effects 0.000 title claims abstract description 99
- 238000003745 diagnosis Methods 0.000 title claims description 41
- 238000000034 method Methods 0.000 title claims description 37
- 230000006698 induction Effects 0.000 claims abstract description 145
- 230000008878 coupling Effects 0.000 claims abstract description 14
- 238000010168 coupling process Methods 0.000 claims abstract description 14
- 238000005859 coupling reaction Methods 0.000 claims abstract description 14
- 238000005259 measurement Methods 0.000 claims description 2
- 238000009434 installation Methods 0.000 abstract description 11
- 238000005096 rolling process Methods 0.000 description 19
- 239000004519 grease Substances 0.000 description 14
- 230000002159 abnormal effect Effects 0.000 description 11
- 230000008859 change Effects 0.000 description 9
- 239000003638 chemical reducing agent Substances 0.000 description 9
- 238000009413 insulation Methods 0.000 description 9
- 239000010687 lubricating oil Substances 0.000 description 7
- 238000002405 diagnostic procedure Methods 0.000 description 6
- 238000009826 distribution Methods 0.000 description 6
- 230000004907 flux Effects 0.000 description 6
- 238000013480 data collection Methods 0.000 description 5
- 230000006866 deterioration Effects 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 230000009467 reduction Effects 0.000 description 4
- 230000002238 attenuated effect Effects 0.000 description 3
- 230000006378 damage Effects 0.000 description 3
- 238000001514 detection method Methods 0.000 description 3
- 238000012423 maintenance Methods 0.000 description 3
- 238000005070 sampling Methods 0.000 description 3
- 230000005540 biological transmission Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 230000008569 process Effects 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000001133 acceleration Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000003111 delayed effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 230000016507 interphase Effects 0.000 description 1
- 238000005461 lubrication Methods 0.000 description 1
- 239000000203 mixture Substances 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 230000009528 severe injury Effects 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 230000036962 time dependent Effects 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images













Landscapes
- Tests Of Circuit Breakers, Generators, And Electric Motors (AREA)
- Manufacture Of Motors, Generators (AREA)
Abstract
【課題】 電動機と、電動機により駆動される機器とを含む設備の異常を、従来よりも容易に検出することができるようにする。
【解決手段】 機器類17を駆動する誘導電動機14の負荷電流及び零相電流の少なくとも何れか一方を計測する。そして、その周波数解析の結果から、運転周波数fLの高周波数側及び低周波数側の両側に現れる側波帯の有無、周波数、及び大きさの少なくとも何れか1つと、周波数解析の波形の乱れ及びうねりの少なくとも何れか1つとの両方又は何れか一方と、予め定められている条件とを比較する。そして、その比較の結果から、誘導電動機14と機器類17とカップリング16とを含む設備の異常を診断する。
【選択図】 図10PROBLEM TO BE SOLVED: To detect an abnormality of equipment including an electric motor and a device driven by the electric motor more easily than in the past.
SOLUTION: At least one of a load current and a zero-phase current of an induction motor 14 that drives devices 17 is measured. Then, from the result of the frequency analysis, at least one of the presence / absence, frequency, and size of the sideband appearing on both the high frequency side and the low frequency side of the operating frequency f L , At least one of the undulations and / or one of them is compared with a predetermined condition. And the abnormality of the installation containing the induction motor 14, the equipment 17, and the coupling 16 is diagnosed from the result of the comparison.
[Selection] Figure 10
Description
本発明は、設備の異常診断方法に関し、誘導電動機(以下、必要に応じて電動機と称する)と、電動機により駆動される機器とを含む設備の異常を診断するために用いて好適なものである。 The present invention relates to a facility abnormality diagnosis method, and is suitable for use in diagnosing an abnormality in a facility including an induction motor (hereinafter referred to as a motor if necessary) and equipment driven by the motor. .
従来の産業機械の設備異常を診断する方法としては、概略、以下の(a)〜(e)の診断法がある。
(a)電流診断法
電流診断法では、設備を駆動する電動機の負荷電流を計測し、負荷電流に含まれる高調波含有率の検出、負荷電流の絶対値や相対値の比較、負荷電流の急変の検出等によって、設備の異常を診断する。
(b)振動診断法
振動診断法では、診断対象設備(部位)に、振動の振幅や加速度等を計測する振動センサーを設置し、診断対象設備の異常時における振動の固有の周波数や大きさを検出することによって、設備の異常を診断する。
As a conventional method for diagnosing equipment abnormality of an industrial machine, there are roughly the following diagnostic methods (a) to (e).
(A) Current diagnostic method In the current diagnostic method, the load current of the motor that drives the equipment is measured, the harmonic content contained in the load current is detected, the absolute and relative values of the load current are compared, and the load current is suddenly changed. Diagnose equipment abnormalities by detecting
(B) Vibration diagnosis method In the vibration diagnosis method, a vibration sensor that measures vibration amplitude, acceleration, etc. is installed in the equipment (part) to be diagnosed, and the inherent frequency and magnitude of the vibration when the equipment to be diagnosed is abnormal. By detecting, abnormality of equipment is diagnosed.
(c)音響診断法
音響診断法では、診断対象設備(部位)の近傍に音響マイクを設置し、診断対象設備の異常時における特有の音響周波数を解析することによって、設備の異常を診断する。
(d)温度診断法
温度診断法では、診断対象設備(部位)に温度計を設置し、診断対象設備の異常時における温度変化を検出することによって、設備の異常を診断する。
(e)トルク診断法
トルク診断法では、電動機の駆動軸に歪みゲージを設置してトルクの変動を検出することによって、設備の異常を診断する。
(C) Acoustic diagnostic method In the acoustic diagnostic method, an acoustic microphone is installed in the vicinity of a diagnosis target facility (part), and an abnormality of the facility is diagnosed by analyzing a specific acoustic frequency when the diagnosis target facility is abnormal.
(D) Temperature diagnosis method In the temperature diagnosis method, a thermometer is installed in a diagnosis target facility (part), and an abnormality of the facility is diagnosed by detecting a temperature change when the diagnosis target facility is abnormal.
(E) Torque diagnosis method In the torque diagnosis method, a strain gauge is installed on the drive shaft of an electric motor to detect torque fluctuations, thereby diagnosing equipment abnormality.
これら(a)〜(e)の何れの方法も各種の検出器を診断対象個所に多数設置し、該検出器より得られた信号を処理することで設備の異常を検出し診断する方法である。
例えば、振動診断法では、軸受の異常(ベアリングの破損、焼き付き、負荷回転体の偏芯等)を診断するために、軸受部に振動検出器を設置し、振動周波数及び振幅の挙動によって異常を診断する方法があった。また、多数の設備診断用検出器に取って代わって電動機の電流を取り出し、該電流の最大値、最小値、平均値等を求め、予め設定した値と比較して設備の異常の判定を行う方法や、該電流の変化率を検出し、予め設定した値と比較して設備の異常を判定する等の電流診断法があった。
Any of these methods (a) to (e) is a method of detecting and diagnosing equipment abnormality by installing a large number of various detectors at the location to be diagnosed and processing signals obtained from the detectors. .
For example, in the vibration diagnosis method, in order to diagnose bearing abnormalities (bearing breakage, seizure, eccentricity of load rotating bodies, etc.), a vibration detector is installed in the bearing section, and abnormalities are detected by the behavior of vibration frequency and amplitude. There was a way to diagnose. In addition, the current of the motor is taken out in place of many equipment diagnosis detectors, the maximum value, the minimum value, the average value, etc. of the current are obtained, and the abnormality of the equipment is determined by comparing with the preset value. There are methods and current diagnosis methods such as detecting the rate of change of the current and comparing it with a preset value to determine an abnormality of the equipment.
この電流診断法として、電動機の交流電流波形を周波数解析して位相差を検出し、設備の異常を判定する特許文献1〜3に記載の技術がある。また、電流波形の位相及び振幅の不平衡率を求めて設備の異常を診断する特許文献4、5に記載の技術がある。また、機械系を駆動する電動機の電流を検出して得られた電流の実効値と、固定の上限及び下限設定値とを比較する絶対値比較診断により設備の異常を判定する方法と、電流信号の直近の移動平均値と偏差値に基づく経時変化実績とを基準として比較する相対値比較診断により設備の異常判定する方法とが特許文献6に開示されている。更に、特許文献7〜9には、電動機の相間電圧及び電流を測定し、電圧不平衡率及び電流不平衡率と、電流に含まれる磁界の高調波成分の各次数の大きさを測定して得られる高調波含有率とでなる劣化判定値に基づいて、電動機の劣化の度合いや、その原因ならびに場所を特定する電気機器の劣化診断法が開示されている。
As this current diagnosis method, there are techniques described in
各種の検出器を設置した従来の設備の異常診断では、検出器を診断対象個所に直接設置するため診断精度が高い反面、多数の高価な検出器を現場に設置するため該検出器の保守整備に膨大な労力を必要とし、検出精度を一定に維持することが困難であった。 In the conventional equipment abnormality diagnosis with various detectors installed, the detector is installed directly at the location to be diagnosed, so the diagnosis accuracy is high, but many expensive detectors are installed on site to maintain the detector. Enormous labor is required, and it is difficult to maintain a constant detection accuracy.
また、機械を駆動する電動機の負荷電流によって診断する方法として特許文献1〜5に記載の技術があるが、この技術では、設備の異常を診断するために高価な回転検出器が必要であり、この回転検出器の維持管理も必要となる等の問題がある。また、電動機単体で運転した時の診断では有効な手段ではあるが、電動機に減速機や軸受等の負荷を接続した状態で複数の負荷電流と回転検出とを同時に計測する必要があるため、非常に高価な装置となってしまう問題がある。 Moreover, although there exists a technique of patent documents 1-5 as a method of diagnosing by the load current of the electric motor which drives a machine, in this technique, an expensive rotation detector is required in order to diagnose an abnormality of equipment, There is a problem that maintenance of the rotation detector is required. Although it is an effective means for diagnosis when the motor is operated alone, it is necessary to measure multiple load currents and rotation detection at the same time with a load such as a reducer and a bearing connected to the motor. However, there is a problem that it becomes an expensive device.
更に、特許文献6では、機械系を駆動する電動機の電流値と、該電動機の定格電流の約80%の上限値、及び約20%の下限値とを比較する絶対値比較診断を行うが、絶対値比較診断では、正常と判断される電流変化の幅は定格電流の20%〜80%と広いため減速機や軸受等の潤滑油が不足することによる僅かな電流の増加は負荷電流に埋もれてしまい検出することが出来ない上に、上限値と下限値とを狭めれば正常な負荷状態での電流変化を誤って異常として検出することになる問題点がある。
更に、相対値比較診断においても直近の電流値を移動平均するために、ある程度のデータ数(特許文献6ではデータ数L=0〜30個,サンプリング時間ΔT=6秒以下)が必要となる。このことは、異常を検出する時間がL×ΔT÷2だけ遅れることを意味する。したがって、異常の検出遅れを防止するためには、データ数L又はサンプリング時間ΔTを小さくする必要があるが、これを小さくすれば移動平均値と偏差値は限りなく得られた電流値に近づくため、設備の異常を検出することが出来ない問題がある。また、設備の異常現象として長時間にわたって徐々に電流が増加又は減少するような場合(例えば、減速機や軸受等の潤滑油やグリス等の減少による負荷増加)には、偏差値に基づく経時変化実績を基準とした比較では、設備の異常を検出できない問題がある。このため、利用価値の高い診断方法とは言えない問題点があった。
Further, in
Further, in the relative value comparison diagnosis, a certain number of data (in
一方、特許文献7〜9では、電動機の電圧不平衡率及び電流不平衡率を算出するために、各相の電圧及び電流を計測する多数の検出器を必要とし、更には電流によって発生する磁界を検出する検出器も必要となる。また、設備を構成する様々な機器類(ベアリング等の軸受、減速器、カップリング、コンプレッサー等の負荷機器等)で生じる異常形態として、状況に応じた様々な周波数帯の電流が現われる。従って、単に各次数の高調波含有率やそのレベルの大きさによって一義的に設備の異常判定を行うことが困難である。そのため、各々の機器類の異常形態に応じた複数の高調波次数を組み合わせて判定基準を作成し、その判定基準に該当するか否かによって設備の状態を評価する必要があるが、その組み合わせは膨大であり、判定基準も膨大となり実用的ではないという問題がある。
On the other hand, in
更に、前述の何れの方法であっても、異常を判定する基準値の決定には多大な労力を必要とする。例えば、設備を駆動する電動機の負荷電流によって設備の異常を診断する方法では、多種多様な部品・装置で構成する設備の異常による挙動を、単なる負荷電流値の最大値、最小値及び平均値で診断することが困難である。更に、診断精度を高めるためには、設備の状況に合った異常判定の基準値を定めることが重要である。したがって、当初は電動機の仕様や試験成績表を基に比較的高め或いは低めに基準値を設定し、数日間運転して状況を確認し、徐々に基準値を下げるか或いは上げるかの変更をし、更に状況をみるといった試行錯誤を繰り返す必要がある。このため、膨大な時間と労力が必要であるといった問題点がある。 Furthermore, in any of the above-described methods, a great deal of labor is required to determine the reference value for determining abnormality. For example, in a method of diagnosing equipment abnormality using the load current of the motor that drives the equipment, the behavior due to equipment abnormality composed of a wide variety of parts and devices can be expressed simply by the maximum value, minimum value, and average value of the load current. Difficult to diagnose. Furthermore, in order to improve the diagnostic accuracy, it is important to determine a reference value for abnormality determination that matches the situation of the facility. Therefore, initially set the reference value relatively high or low based on the motor specifications and test report, check the situation after operating for several days, and change whether the reference value is gradually lowered or raised. It is necessary to repeat trial and error to see the situation further. For this reason, there is a problem that enormous time and labor are required.
本発明は以上のような問題点に鑑みてなされたものであり、電動機と、電動機により駆動される機器とを含む設備の異常を、従来よりも容易に検出することができるようにすることを目的とする。 The present invention has been made in view of the above-described problems, and is intended to make it possible to more easily detect an abnormality in equipment including an electric motor and a device driven by the electric motor. Objective.
本発明の設備の異常診断方法は、誘導電動機と、前記誘導電動機により駆動される機器と、それら誘導電動機及び機器を相互に接続するカップリングとを有する設備の異常を診断する設備の異常診断方法であって、前記誘導電動機の少なくとも一相分の負荷電流を測定する電流測定工程と、前記測定した負荷電流を周波数解析する周波数解析工程と、前記周波数解析により得られた波形において、前記誘導電動機に印加される電圧の周波数である運転周波数の高周波数側及び低周波数側の両側に現われる側波帯の有無と、前記側波帯の位置及び大きさとの少なくとも何れかに基づいて、前記設備の異常の有無を判断し、前記設備の異常がある場合には、前記設備の異常の種類を判定する異常判定工程と、を有することを特徴とする。
また、本発明の設備の異常診断方法の他の特徴とするところは、誘導電動機と、前記誘導電動機により駆動される機器と、それら誘導電動機及び機器を相互に接続するカップリングとを有する設備の異常を診断する設備の異常診断方法であって、前記誘導電動機の少なくとも一相分の負荷電流を測定する電流測定工程と、前記測定した負荷電流を周波数解析する周波数解析工程と、前記周波数解析により得られた波形の乱れ及びうねりの状態に基づいて、前記設備の異常の有無を判断し、前記設備の異常がある場合には、前記設備の異常の種類を判定する異常判定工程と、を有する点にある。
The facility abnormality diagnosis method of the present invention is a facility abnormality diagnosis method for diagnosing an abnormality of a facility having an induction motor, a device driven by the induction motor, and a coupling that interconnects the induction motor and the device. In the current measuring step of measuring a load current for at least one phase of the induction motor, a frequency analyzing step of analyzing the frequency of the measured load current, and a waveform obtained by the frequency analysis, the induction motor Based on the presence or absence of sidebands appearing on both the high frequency side and low frequency side of the operating frequency, which is the frequency of the voltage applied to the, and the position and size of the sidebands, An abnormality determining step of determining whether or not there is an abnormality and determining the type of abnormality of the equipment when there is an abnormality of the equipment.
Another feature of the facility abnormality diagnosis method according to the present invention is that the facility includes an induction motor, a device driven by the induction motor, and a coupling that interconnects the induction motor and the device. An abnormality diagnosis method for equipment for diagnosing an abnormality, wherein a current measurement step for measuring a load current for at least one phase of the induction motor, a frequency analysis step for frequency analysis of the measured load current, and the frequency analysis Based on the obtained waveform disturbance and undulation state, it is determined whether or not there is an abnormality in the equipment, and when there is an abnormality in the equipment, there is an abnormality determination step for determining the type of abnormality in the equipment. In the point.
本発明によれば、誘導電動機の負荷電流・零相電流を周波数解析することにより得られた波形から、運転周波数の高周波数側及び低周波数側の両側に現われる側波帯、又は波形の乱れ及びうねりの状態に基づいて、設備の異常を判定するようにした。したがって、異常を判定する基準を従来よりも容易に設定することができ、電動機と、電動機により駆動される機器とを含む設備の異常を、従来よりも容易に検出することができる。 According to the present invention, from the waveform obtained by frequency analysis of the load current / zero phase current of the induction motor, sidebands appearing on both the high frequency side and the low frequency side of the operating frequency, or waveform disturbance and Anomalies in equipment were determined based on the state of swell. Therefore, it is possible to set a criterion for determining an abnormality more easily than in the past, and it is possible to more easily detect an abnormality in equipment including the electric motor and a device driven by the electric motor.
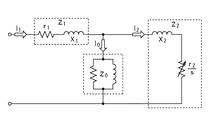
本発明の実施形態を説明する前に、誘導電動機の負荷電流及び零相電流を周波数解析する意味について述べる。図1は、誘導電動機の等価回路を示す図である。図1において、(二次側を一次側に換算した)二次回路のインピーダンスZ2は、下記の(式1)となる。ここで、sはスベリ、n0は同期速度、nは回転速度である。 Before describing embodiments of the present invention, the meaning of frequency analysis of the load current and zero-phase current of an induction motor will be described. FIG. 1 is a diagram showing an equivalent circuit of an induction motor. In FIG. 1, the impedance Z 2 of the secondary circuit (converted from the secondary side to the primary side) is expressed by the following (formula 1). Here, s is slip, n 0 is the synchronization speed, and n is the rotation speed.

誘導電動機に印加される電源電圧の周波数(以下運転周波数と記す)をfL、その角速度をωL(=2πfL)、Im0を電流I0の波高値とすると、各部の電流I1、I2は下記(式2)となる。 If the frequency of the power supply voltage applied to the induction motor (hereinafter referred to as the operating frequency) is f L , its angular velocity is ω L (= 2πf L ), and I m0 is the peak value of the current I 0 , the current I 1 of each part, I 2 is represented by the following (formula 2).
ここで、負荷変動が無く一定であるとすると、スベリsも一定であるから、誘導電動機の負荷電流I1を周波数解析すると運転周波数fLだけが存在することになる。一方、図2に示す様に、60%を中心に負荷トルクが一定周期(周波数fS)で±20%変動すると、スベリsもs0を中心に振幅B、周波数fSで変動することになり、誘導電動機の負荷電流I1は下記(式3)のようになる。 Here, if there is no load fluctuation and it is constant, the slip is also constant. Therefore, when the frequency analysis is performed on the load current I 1 of the induction motor, only the operating frequency f L exists. On the other hand, as shown in FIG. 2, when the load torque fluctuates by ± 20% with a constant period (frequency f S ) centering on 60%, the sliding s also fluctuates with amplitude B and frequency f S centering on s 0. Thus, the load current I 1 of the induction motor is as shown in the following (formula 3).
図3(a)に示す様に、(式3)の負荷電流I1の波形31は、振幅が周波数fSで変動することになり、その周波数解析の結果(負荷電流I1の波形31をFFTした結果)は、図3(b)に示す様に、運転周波数fLを中心にして両脇にfL±fSの側波帯(サイドバンド周波数)32、33が現われる。また、サイドバンド周波数32、33のレベルの高さ(大きさ)は、トルク変動の大きさに相当することになる。一方、三相誘導電動機では、該三相誘導電動機の固定子コイルに流れる電流によって回転磁界が生じるが、該固定子コイルに生じる磁界の磁束分布は方形波を成しており、その逆起電力が負荷電流に重乗されるために、該三相電動機の各相の負荷電流及び零相電流は、通常、下記(式4)で表される。ここで、IumはU相電流Iuの波高値、IvmはV相電流Ivの波高値、IwmはW相電流Iwの波高値、nは3以上の奇数の整数値である。
As shown in FIG. 3A, the amplitude of the
各相の電流値には、磁束分布の方形波に相当する奇数高調波が重畳され、零相電流Izは、各相の電流Iu、Iv、Iwの総和であり通常では零となる。各相の電流Iu、Iv、Iwを周波数解析すれば、運転周波数fLとその奇数倍の正数値nによる奇数高調波nfLが現れることになる。これを踏まえ、本実施形態による誘導電動機の負荷電流の周波数解析による設備の異常診断方法について以下に述べる。 Odd harmonics corresponding to a square wave of the magnetic flux distribution are superimposed on the current value of each phase, and the zero-phase current I z is the sum of the currents I u , I v , I w of each phase and is normally zero. Become. If the currents I u , I v , and I w of each phase are subjected to frequency analysis, an odd harmonic nf L having an operating frequency f L and a positive value n that is an odd multiple thereof appears. Based on this, the equipment abnormality diagnosis method by frequency analysis of the load current of the induction motor according to the present embodiment will be described below.
(1)正常な誘導電動機の場合の周波数解析結果の挙動
まず、図4に、新品又は整備後の正常な誘導電動機の負荷電流を周波数解析した結果の一例を示す。図4に示す解析結果を得るために用いた誘導電動機は、ローターを新製し固定子コイルを捲き替え、ベアリングを取替えて組み込んだものであり、定格出力が650kW 3.3kV 136A、極数が8P、定格回転数が735min-1、絶縁階級がB種のものである。図4は、該誘導電動機単体を無負荷状態にしてその電流を測定し、周波数解析をした結果である。ベアリングのグリス給油と慣らし運転とを十分に行った後の安定した状態にて誘導電動機の電流を測定した。この電流の周波数解析の結果では、図4に示す様に、100Hz以下の領域で運転周波数fL(50Hz)を中心に山裾の様になだらかに減衰し、波形の乱れ(下記うねりよりも波形の線幅に影響を与える短周期の上下方向の波形の振動)もうねり(波形の概形に影響を与える前記乱れよりもなだらかな上下方向の波形の振動)も無い。また、回転周波数のサイドバンドも認められない。一方、100Hz以上の領域では、固定子磁界の磁束密度分布が方形波である為に、運転周波数fLの奇数高調波nfL(nは3以上の奇数の整数値)が認められる。
(1) Behavior of Frequency Analysis Result in Normal Induction Motor First, FIG. 4 shows an example of a result of frequency analysis of a load current of a new induction motor or a normal induction motor after maintenance. The induction motor used to obtain the analysis result shown in FIG. 4 is a new rotor, the stator coil replaced, the bearing replaced, and the rated output is 650 kW 3.3 kV 136A, the number of poles 8P, rated rotational speed is 735 min −1 , and insulation class is B type. FIG. 4 shows the result of frequency analysis by measuring the current of the induction motor alone with no load. The current of the induction motor was measured in a stable state after sufficient lubrication and running-in of the bearing. As a result of the frequency analysis of this current, as shown in FIG. 4, it is attenuated gently like a mountain foot around the operating frequency f L (50 Hz) in the region of 100 Hz or less, and the waveform is distorted (the waveform is less than the swell below). There is no waviness (vibration in the vertical waveform that is gentler than the above-mentioned disturbance affecting the outline of the waveform). Moreover, the side band of a rotation frequency is not recognized. On the other hand, in the region of 100 Hz or higher, since the magnetic flux density distribution of the stator magnetic field is a square wave, an odd harmonic nf L (n is an odd integer value of 3 or more) of the operating frequency f L is recognized.
(2)負荷変動が激しい場合
図5に、負荷電流が激しい場合の誘導電動機の負荷電流を周波数解析した結果の一例を示す。図5に示す解析結果を得るために用いた誘導電動機は、定格出力が260kW 3.3kV 157A、極数が6P、定格回転数が980min-1、絶縁階級がB種のものである。図5に示す周波数解析の結果では、負荷電流の変動は、28A〜56Aであり、図5(a)に示す様な波形となる。これを周波数解析すると図5(b)に示す様に、運転周波数fL(50Hz)の近傍で±数Hzの幅広の領域が生じる。これは、運転周波数fLの両脇に単一周波数のサイドバンド周波数が存在しているのではなく、負荷変動に伴ってスベリsも変動し、その変動周波数は±0〜±数Hzであり、しかも連続的に変動する為に、変動する各周波数に応じたサイドバンド周波数も連続的に変動することに起因する。この運転周波数fL(50Hz)の近傍の±数Hzの幅広の領域に基づき、設備の異常を診断できる。尚、図5(b)の破線は、正常な誘導電動機の理論的な波形を表す。
(2) When load fluctuation is severe FIG. 5 shows an example of the result of frequency analysis of the load current of the induction motor when the load current is severe. The induction motor used to obtain the analysis result shown in FIG. 5 has a rated output of 260 kW 3.3 kV 157A, a pole number of 6P, a rated rotational speed of 980 min −1 , and an insulation class of B type. In the result of the frequency analysis shown in FIG. 5, the fluctuation of the load current is 28A to 56A, resulting in a waveform as shown in FIG. When this is subjected to frequency analysis, as shown in FIG. 5B, a wide region of ± several Hz is generated in the vicinity of the operating frequency f L (50 Hz). This is because there is no single sideband frequency on both sides of the operating frequency f L , and the slip also fluctuates with load fluctuation, and the fluctuation frequency is ± 0 to ± several Hz. In addition, since the frequency fluctuates continuously, the sideband frequency corresponding to each fluctuating frequency also varies continuously. An abnormality of the facility can be diagnosed based on a wide region of ± several Hz in the vicinity of the operating frequency f L (50 Hz). In addition, the broken line of FIG.5 (b) represents the theoretical waveform of a normal induction motor.
(3)回転軸に微小なトルク変動が生じた場合
誘導電動機のカップリングの芯ズレや負荷アンバランス等、設備上に異常が生じると、誘導電動機の駆動軸に回転周波数(軸の回転数÷60秒)でトルク変動が生じる。図6に、この時の負荷電流を周波数解析した結果の一例を示す。図6(a)に示す解析結果を得るために用いた誘導電動機は、定格出力が165kW 3kV 39A、極数が6P、定格回転数が990min-1、絶縁階級がB種のものであり、カップリングの芯ズレ量は0.23mmである。一方、図6(b)に示す解析結果を得るために用いた誘導電動機は、定格出力が95kW 3kV 23A、極数が4P、定格回転数が1460min-1、絶縁階級がB種のものであり、カップリングの芯ズレ量は0.1mmである。
(3) When a slight torque fluctuation occurs on the rotating shaft If an abnormality occurs on the equipment, such as the coupling misalignment of the induction motor or load imbalance, the rotational frequency (shaft rotation speed ÷ 60 seconds) torque fluctuation occurs. FIG. 6 shows an example of the result of frequency analysis of the load current at this time. The induction motor used to obtain the analysis result shown in FIG. 6A has a rated output of 165
図6(a)、図6(b)に示す波形では、回転周波数(6Pで16.5Hz,4Pで24.8Hz)でトルク変動が生じている為に、回転周波数に相当するサイドバンド周波数(6Pで±16.5Hz,4Pで±24.8Hz)が顕著に現れている。トルク変動量の大きさは、サイドバンド周波数のレベルの大きさとなって現われ、カップリングの芯ズレ量が大きい場合や誘導電動機の負荷率が高い場合に回転周波数の2倍のサイドバンド周波数が現われる。この様に、カップリングの芯ズレ、駆動軸の軸曲がり,更には駆動される機械側の負荷アンバランス等が生じると、誘導電動機の駆動軸に回転周波数に相当する微小なトルク変動が発生することになり、該誘導電動機の負荷電流を周波数解析して運転周波数fLの両脇に回転周波数と同一のサイドバンド周波数が発生する。したがって、運転周波数fLの両脇に発生する、回転周波数と同一のサイドバンド周波数の有無と大きさに基づき、設備の異常を診断できる。 In the waveforms shown in FIGS. 6A and 6B, torque fluctuation occurs at the rotational frequency (16.5 Hz for 6P, 24.8 Hz for 4P), and therefore, the sideband frequency corresponding to the rotational frequency ( ± 16.5 Hz at 6P, and ± 24.8 Hz at 4P) are notable. The amount of torque fluctuation appears as the level of the sideband frequency, and when the amount of coupling misalignment is large or when the load factor of the induction motor is high, a sideband frequency twice the rotational frequency appears. . In this way, when a misalignment of the coupling, bending of the drive shaft, and load imbalance on the driven machine side occur, minute torque fluctuations corresponding to the rotational frequency occur on the drive shaft of the induction motor. It will be the same sideband frequency and rotation frequency on both sides of the load current frequency analysis to the operation frequency f L of the induction motor is generated. Accordingly, generated on both sides of the operation frequency f L, based on the presence and magnitude of the same sideband frequency and rotational frequency, it can be diagnosed abnormality equipment.
(4)ベアリング等の軸受けが破損した場合
図7(a)は、ベアリング(の一部分)の構造の一例を示し、図7(b)は、ベアリングの破損時における誘導電動機の負荷電流の周波数解析の結果の一例を示す。ベアリングは、寸法や型式によって転動体(玉又はコロ)7の寸法や数量が異なり、ベアリングに固有の周波数(転動体7の公転周波数fC、転動体7の自転回転数fZ)を有している。ベアリングに異常(転動体7の疵、内輪9の疵、外輪10の疵等)がある状態で、誘導電動機の負荷電流を周波数解析すると、図7(b)に示す様に、ベアリングの固有周波数や、駆動軸15の回転周波数fNと、転動体7の公転周波数fC12との差となる相対速度fm(=fN−fC)が運転周波数fLの両脇にサイドバンド周波数として現れる。従って、ベアリングが有する固有周波数(転動体7の公転周波数fC、転動体7の自転回転数fZ)と、駆動軸15の回転周波数fNと転動体7の公転周波数fC12との差となる相対速度fmとに着目することで、該誘導電動機の負荷電流を周波数解析した結果から運転周波数fLの両脇に現われるサイドバンド周波数に基づいて、設備の異常を診断できる。
(4) When a bearing such as a bearing is broken FIG. 7A shows an example of the structure of a bearing (a part thereof), and FIG. 7B shows a frequency analysis of the load current of the induction motor when the bearing is broken. An example of the result is shown. The bearing has different dimensions and quantities of the rolling elements (balls or rollers) 7 depending on the dimensions and model, and has a frequency specific to the bearing (the revolution frequency f C of the rolling
(5)ベアリング等の軸受けの潤滑油の状態変化による周波数解析の結果の挙動
図8に、ベアリング等の軸受けの潤滑油の状態変化があった場合の誘導電動機の負荷電流の周波数解析の結果の一例を示す。具体的に、図8(a)は、軸受けのグリスが不足気味の状態での誘導電動機の負荷電流の周波数解析の結果を示す。また、図8(b)は、グリスを補給した後の安定した状態での誘導電動機の負荷電流の周波数解析の結果を示す。図8に示す解析結果を得るために用いた誘導電動機は、定格出力が95kW 3kV 24A、極数が4P、定格回転数が1460min-1、絶縁階級がB種のものである。両者を比較すると、軸受けのグリスが不足することで、運転周波数(50Hz)を中心に山裾の減衰曲線に乱れが生じるようになる(図8(a)を参照)。グリスの不足によってベアリングの転動体7が内輪9及び外輪10を転がる際に、転動体7と、内輪9及び外輪10との間で摩擦が生じることにより、ベアリングがスムーズに回転できなくなることで、駆動軸15に微小なトルク変動が生じるために、誘導電動機の負荷電流の周波数解析の結果の波形に乱れが生じる事になる。この状態で、グリスを補給し安定した状態で誘導電動機の負荷電流の周波数解析をすると、グリスがベアリング内に行き渡り、転動体7と、内輪9及び外輪10との間の摩擦が低減するために、図8(b)に示す様に、運転周波数(50Hz)の両脇にある山裾の減衰曲線に乱れが無くなる。この様に、ベアリング等の軸受けの潤滑油に何らかの異常(グリスの固着,不足等)があると、駆動軸15の微小トルクが発生する。これにより、負荷電流の周波数解析の結果では、低周波領域において、運転周波数(50Hz)を中心に両側に延びる山裾の減衰曲線に乱れが生じる。この乱れに基づいて設備の異常を診断できる。
(5) Behavior of frequency analysis results due to changes in the state of lubricating oil in bearings such as bearings Figure 8 shows the results of frequency analysis of the load current of an induction motor when there is a change in the state of lubricating oil in bearings and other bearings. An example is shown. Specifically, FIG. 8A shows the result of frequency analysis of the load current of the induction motor in a state where the grease of the bearing is insufficient. Moreover, FIG.8 (b) shows the result of the frequency analysis of the load current of the induction motor in the stable state after supplying grease. The induction motor used to obtain the analysis result shown in FIG. 8 has a rated output of 95
(6)据え付けボルト緩み等の振動による周波数解析の結果の挙動
図9に、誘導電動機の据え付けボルトが緩んだ場合に、該誘導電動機の負荷電流の周波数解析の結果に現れる現象について、本発明者が実験を行った結果を示す。誘導電動機の据え付けボルトの緩み以外に作用する外乱を除くために、誘導電動機を定盤に固定し、該誘導電動機をボルトで固定した。図9(a)は、この状態で無負荷にして誘導電動機の電流を周波数解析した結果を示す。また、誘導電動機の据え付けボルトの緩みを想定して、該誘導電動機と定盤との間に防振ゴム(厚み10mm)を挿入した。図9(b)は、この状態で無負荷にして誘導電動機の電流を周波数解析した結果を示す。図9に示す解析結果を得るために用いた誘導電動機は、定格出力が110kW 400V 190A、極数が2P、定格回転数が2980min-1、絶縁階級がF種のものである。
(6) Behavior of frequency analysis result due to vibration such as loose installation bolt FIG. 9 shows the phenomenon that appears in the result of frequency analysis of the load current of the induction motor when the installation bolt of the induction motor is loosened. Shows the results of the experiment. In order to remove disturbances acting other than loosening of the installation bolts of the induction motor, the induction motor was fixed to a surface plate, and the induction motor was fixed with bolts. FIG. 9A shows the result of frequency analysis of the current of the induction motor with no load in this state. Further, anti-vibration rubber (
両者を比較すると、図9(a)では、前述した正常な誘導電動機の場合(図4)と同一の結果が得られる。すなわち、100Hz以下の領域では、運転周波数fL(50Hz)を中心に山裾の様になだらかに減衰し、波形の乱れもうねりも無い。一方、100Hz以上の領域では、固定子磁界の磁束密度分布が方形波である為に、運転周波数fLの奇数高調波nfL(nは3以上の奇数の整数値)が現れている。図9(b)では、500Hz以上の領域では図9(a)に示す波形と大差は無い。しかし、500Hz以下の領域では、運転周波数fL(50Hz)を中心に山裾の様になだらかに減衰せず、減衰曲線に大きな波形のうねりと乱れが現われる。これは、誘導電動機が固定されておらず、回転の振動が固定子にも伝わり、固定子コイルの振動が起こったり、該誘導電動機の回転子(ローター)と固定子とのエヤーギャップが変動しながら回転子が回転したりする為に起こるものである。この様に、誘導電動機の据え付けボルトの緩みや据え付け架台の剛性不足による振動、又はベアリングの損傷が激しい場合による振動等が、該誘導電動機の固定子コイルにも伝わり、固定子コイルの振動と共に回転子(ローター)が振動し、固定子と回転子とのエヤーギャップが回転子の回転中に変動することで、該誘導電動機の負荷電流を周波数解析した波形において、波形の乱れとうねりが生じる。この波形の乱れとうねりに基づいて設備の異常を診断できる。 When both are compared, in FIG. 9A, the same result as in the case of the normal induction motor described above (FIG. 4) is obtained. In other words, in the region of 100 Hz or less, the operation frequency f L (50 Hz) is attenuated gently like a mountain skirt, and the waveform is not disturbed. On the other hand, in the region of 100 Hz or higher, since the magnetic flux density distribution of the stator magnetic field is a square wave, an odd harmonic nf L (n is an odd integer value of 3 or more) of the operating frequency f L appears. In FIG. 9B, there is no significant difference from the waveform shown in FIG. 9A in the region of 500 Hz or higher. However, in the region of 500 Hz or less, the waveform does not gently attenuate like the mountain skirt centering on the operating frequency f L (50 Hz), and large waveform undulations and disturbances appear in the attenuation curve. This is because the induction motor is not fixed, and the vibration of the rotation is transmitted to the stator, the stator coil vibrates, or the air gap between the rotor of the induction motor and the stator fluctuates. This happens because the rotor rotates. In this way, vibrations due to loosening of the installation bolts of the induction motor, insufficient rigidity of the installation base, or vibrations due to severe damage to the bearings are also transmitted to the stator coil of the induction motor and rotate together with the vibration of the stator coil. When the rotor (rotor) vibrates and the air gap between the stator and the rotor fluctuates during the rotation of the rotor, the waveform disturbance and the undulation occur in the waveform obtained by frequency analysis of the load current of the induction motor. An equipment abnormality can be diagnosed based on the disturbance and undulation of the waveform.
(7)零相電流の周波数解析の結果の挙動
前述した様に、誘導電動機の零相電流は、式(4)から、通常であれば零となり、その周波数解析の結果では特徴となる運転周波数fL及びその奇数高調波nfL(nは3以上の奇数の整数値)が現れないことになる。例えば、誘導電動機が駆動する機器類や設備の負荷が変動すれば、該誘導電動機の各相の電流が負荷に応じて変動することになるが、その零相電流は相殺され負荷変動分が現われない。一方、誘導電動機の固定子コイルに何らかの異常(局部的な絶縁低下、レアショート等)が発生すると、当該相の電流に異常情報が電流として重畳される為、零相電流の周波数解析の結果において、運転周波数fL又はその奇数高調波nfL(nは3以上の奇数の整数値)が現れる様になる。特に、前述した様に、固定子コイルで生じる磁界の磁束分布が方形波を成しており、その逆起電力が負荷電流に重畳されていることから、該固定子コイルの異常時には奇数高調波が顕著に現れることとなり、このことに基づいて、該誘導電動機の固定子コイルの異常を診断することができる。
(7) Behavior of frequency analysis result of zero-phase current As described above, the zero-phase current of the induction motor is normally zero from the equation (4), and the operating frequency that is characteristic in the result of the frequency analysis is as follows. f L and its odd harmonic nf L (n is an odd integer value of 3 or more) do not appear. For example, if the load of the equipment or equipment driven by the induction motor varies, the current of each phase of the induction motor varies according to the load, but the zero-phase current is offset and the load variation appears. Absent. On the other hand, if any abnormality (local insulation drop, rare short, etc.) occurs in the stator coil of the induction motor, the abnormality information is superimposed on the current of the relevant phase, so in the result of the frequency analysis of the zero-phase current The operating frequency f L or its odd harmonic nf L (n is an odd integer value of 3 or more) appears. In particular, as described above, since the magnetic flux distribution of the magnetic field generated in the stator coil forms a square wave and the counter electromotive force is superimposed on the load current, an odd harmonic is generated when the stator coil is abnormal. Will appear prominently, and based on this fact, the abnormality of the stator coil of the induction motor can be diagnosed.
以上、述べた様に誘導電動機の各相電流は、該電動機の回転子(ローター)を含む回転系の異常に伴う微小なトルク変動を診断することとなり、該誘導電動機の零相電流は該誘導電動機の固定子コイルの異常を診断することとなる。従って、本実施形態では、誘導電動機の各相電流の少なくとも1相分の負荷電流及び零相電流の少なくとも何れか一方を計測し、その周波数解析の結果から、運転周波数の両脇に現われるサイドバンド周波数(側波帯)の位置及び大きさや、運転周波数を中心にして両脇に延びる山裾の様な減衰曲線の挙動(波形の乱れやうねり)を調べることで、該誘導電動機は勿論のこと、該誘導電動機によって駆動される機器や設備の異常を診断するようにしている。 As described above, each phase current of the induction motor diagnoses a minute torque fluctuation caused by an abnormality in the rotating system including the rotor of the motor, and the zero-phase current of the induction motor The abnormality of the stator coil of the electric motor will be diagnosed. Accordingly, in the present embodiment, at least one of the load current and the zero-phase current of at least one phase of each phase current of the induction motor is measured, and the sidebands appearing on both sides of the operating frequency from the result of the frequency analysis. By examining the position and size of the frequency (sideband) and the behavior of the attenuation curve like the mountain hem extending on both sides around the operating frequency (waveform disturbance and undulation), the induction motor is of course Abnormalities in equipment and facilities driven by the induction motor are diagnosed.
図10は、設備の異常診断装置の構成の一例を示す図である。
図10において、設備は、誘導電動機14の駆動軸15と、誘導電動機14によって駆動される機器類17とがカップリング16で相互に接続されて構成される。誘導電動機14を制御する制御盤18において、誘導電動機14の負荷電流を検出する電流検出器19と、その負荷電流の値を記憶するデータ収集装置20とを用いて、誘導電動機14の少なくとも1相分の電流及び零相電流の一方又は双方を計測し、そのデータを周波数解析装置21へ取り込み、周波数解析を行う。
尚、周波数解析装置21は、例えばパーソナルコンピュータを用いて実現することができる。また、機器類17は、減速器や機械装置等である。また、電流検出器19は、クランプメータ又は電流変成器等を用いることにより実現することができる。また、図11では、データ収集装置20と周波数解析装置21を別々の装置としているが、データ収集と周波数解析とを同一の機器で実施してもよい。この場合、誘導電動機14の負荷電流を高速でデータ収集ができるようにするのが好ましい。また、診断対象となる誘導電動機が多数存在する場合では、各誘導電動機に対して設けられている各制御盤に、各々電流検出器を用意し、各誘導電動機の負荷電流のデータを自動で一括して取り込み、それらを周波数解析するようにしてもよい。これらの構成は本発明の実施形態の自由な設計範囲に属する。
FIG. 10 is a diagram illustrating an example of the configuration of the equipment abnormality diagnosis apparatus.
In FIG. 10, the facility is configured by connecting a
The
データ収集装置20は、周波数解析の結果の分解能を高めるために、2kHz以上のサンプリング周波数でデータを処理することが望ましい。また、解析波形の挙動(波形の乱れやうねり等)で設備の異常を診断するので、周波数解析装置21で使用する窓関数として、ハミング窓関数を使用することが望ましい。
周波数解析装置21は、周波数解析により得られた波形の挙動を、予め定められた波形の挙動と比較し、その結果に基づいて異常の有無と異常個所とを判定する。通常であれば、異常発生の場所や異常形態等によって、複数の波形が混在した波形を示すことになるが、設備の機器構成,据え付け状況,更には設備仕様や設備稼働状況等の情報で総合的に判断すれば、容易に異常個所の特定が可能となる。予め定められた波形の挙動の情報としては、例えば、図5(b)に示した幅広の領域、図6(a)、図6(b)に示した回転周波数に相当するサイドバンド周波数、図7(b)に示したベアリングの固有周波数や相対速度に相当するサイドバンド周波数、図8(a)に示した波形の乱れ、図9(b)に示した波形のうねりや乱れ、運転周波数fL及びその奇数高調波nfL(nは3以上の奇数の整数値)、等の情報が挙げられる。このような情報を、例えばユーザによる操作に基づいて、周波数解析装置21内の記憶装置に予め記憶しておく。
The
The
図11は、周波数解析により得られた波形の挙動の一例を示す図である。
図11−1(a)に示す波形では、運転周波数fLを中心に、山裾のようになだらかに減衰している。また、波形の線幅は、乱れが無く、細くなっている。さらに、波形にうねりもない。周波数解析の結果、このような波形が得られた場合、設備は正常な状態(誘導電動機14が新品である状態、固定子コイルの捲き替えやオーバーホールを行った後、誘導電動機14を定盤に固定して無負荷で十分慣らし運転をした状態)であると判定される。
図11−1(b)に示す波形では、運転周波数fLを中心になだらかに減衰せず、運転周波数fLの±数Hzで台形状に幅が広がり、レベルも高くなっている。周波数解析の結果、このような波形が得られた場合、基本的には、正常な負荷変動であると判断される。ただし、幅広の部分の左右のバランスがずれていたり、うねりがあったりする場合には、負荷変動が異常であると判断される。
FIG. 11 is a diagram illustrating an example of the behavior of a waveform obtained by frequency analysis.
In the waveform shown in FIG. 11-1 (a), around the operating frequency f L, is gently attenuated as foot of the mountain. Further, the line width of the waveform is narrow without any disturbance. Furthermore, there is no undulation in the waveform. When such a waveform is obtained as a result of the frequency analysis, the equipment is in a normal state (the state where the
In the waveform shown in FIG. 11-1 (b), the operating frequency f L not gradually attenuate mainly, the operation frequency f L by ± several Hz trapezoidal wider range of the level also becomes higher. If such a waveform is obtained as a result of the frequency analysis, it is basically determined that the load fluctuation is normal. However, when the left and right balance of the wide portion is shifted or undulated, it is determined that the load fluctuation is abnormal.
図11−1(c)に示す波形では、図11−1(a)に示した波形の山裾の減衰曲線に沿って波形が乱れ、山裾の減衰曲線が太くなっている。周波数解析の結果、このような波形が得られた場合、ベアリング・減速器のグリスの不足や軽微な固着等が生じていると判断される。
図11−2(a)に示す波形では、図11−1(c)に示した波形の山裾の減衰曲線がうねっている。尚、この現象は、100Hz以上の周波数帯域でも認められる。周波数解析の結果、このような波形が得られた場合、ベアリングの破損、誘導電動機14やベアリングの取り付けボルトの緩み、据付架台の剛性不足等が生じていると判断される。
図11−2(b)に示す波形では、運転周波数fLの両脇に、回転周波数に相当するサイドバンド周波数が現れている。また、トルク変動が大きい場合には、その2倍のサイドバンド周波数が現れる。周波数解析の結果、このような波形が得られた場合、ベアリングの内輪又は外輪の一部の破損、カップリングの芯ズレ、負荷のアンバランス、ベアリング部の軸の偏摩耗等が生じていると判断される。
図11−2(c)に示す波形では、運転周波数fLの両脇に、回転周波数と異なる多数のサイドバンド周波数が現れている。このサイドバンド周波数は、ベアリングの固有周波数又は減速器の各軸の回転周波数と一致する。周波数解析の結果、このような波形が得られた場合、ベアリングの破損(転動体の表面疵や内輪及び外輪の転動面の疵の発生)、減速器の異常・破損(減速器ギヤの欠損や破損・歯の噛み合い不良)が生じていると判断される。
In the waveform shown in FIG. 11A, the waveform is distorted along the attenuation curve at the crest of the waveform shown in FIG. 11A, and the attenuation curve at the crest is thick. If such a waveform is obtained as a result of the frequency analysis, it is determined that the bearing / speed reducer is deficient in grease or slightly stuck.
In the waveform shown in FIG. 11-2 (a), the attenuation curve at the crest of the waveform shown in FIG. 11-1 (c) is wavy. This phenomenon is also observed in a frequency band of 100 Hz or higher. If such a waveform is obtained as a result of the frequency analysis, it is determined that the bearing is damaged, the
In the waveform shown in FIG. 11-2 (b), on both sides of the operation frequency f L, sideband frequency corresponding to the rotational frequency has appeared. Further, when the torque fluctuation is large, a sideband frequency twice that appears. If such a waveform is obtained as a result of frequency analysis, damage to the inner ring or outer ring of the bearing, misalignment of the coupling, load imbalance, uneven wear of the shaft of the bearing, etc. To be judged.
In the waveform shown in FIG. 11-2 (c), on both sides of the operation frequency f L, a number of sideband frequencies different from the rotation frequency has appeared. This sideband frequency matches the natural frequency of the bearing or the rotational frequency of each axis of the speed reducer. If such a waveform is obtained as a result of frequency analysis, bearing damage (generation of surface defects on the rolling elements and generation of defects on the rolling surfaces of the inner and outer rings), abnormalities and damage to the speed reducer (missing gear of the speed reducer) It is judged that there has been a breakage or tooth meshing failure).
誘導電動機14は設備を駆動する動力源であると共に、非常に精度の高い高感度センサーであるとも云え、誘導電動機14の負荷電流には、設備を駆動する誘導電動機14自身は勿論のこと、駆動される機器類(減速器や機械装置等)17側の様々な稼働状況及び異常情報が含まれている。このような知見の下、本実施形態では、機器類17を駆動する誘導電動機14の負荷電流及び零相電流の少なくとも何れか一方を計測する。そして、その周波数解析の結果(特に100Hz以下)から、運転周波数fLの高周波数側及び低周波数側の両側に現れる側波帯の周波数(位置)及び大きさの少なくとも何れか1つと、周波数解析の波形の乱れ及びうねりの少なくとも何れか1つと、の両方又は何れか一方と、予め定められている条件とを比較する。そして、その比較の結果から、誘導電動機14と機器類17とカップリング16とを含む設備の異常を診断する。これにより、本実施形態では、以下の(1)〜(5)等に示す効果が得られる。
The
(1)機器を駆動する誘導電動機14、並びに誘導電動機14により駆動される機器類17を停止する事無く通常の操業状態で設備の異常を診断できることから、トラブルによる操業停止の回避,保全業務の簡素化・費用の削減等のコスト削減が可能となる。
(2)誘導電動機14とその制御装置(周波数解析装置20)とは分離しており、通常、制御装置は集約して電気室の設置されていることから、作業者は、誘導電動機14が設置されている現場へ行くこと無く、電気室で設備の稼働状態・異常等を把握することができ安全である。
(3)誘導電動機14の負荷電流に含まれる情報量が豊富であり、誘導電動機14の負荷電流に基づいて、設備の稼働状態・異常状態を早期に把握できることから、無駄なく計画的な保全計画を策定することができる。
(4)誘導電動機14そのものが精度の高い高感度センサーでるため、診断に必要な新たなセンサーは、電流検出器19のみであることから非常に安価で信頼性の高い設備診断が可能となる。
(5)設備の異常を判定するための基準を、側波帯の位置及び大きさ、波形の乱れ及びうねり、運転周波数及びその奇数高調波によって定めることができるので、設備の異常を判定するための基準を試行錯誤により決定する必要がなくなる。よって、設備の異常を判定するための基準を作成する時間と労力を従来よりも低減できる。
(1) Since it is possible to diagnose the abnormality of the equipment in the normal operation state without stopping the
(2) Since the
(3) Since the amount of information contained in the load current of the
(4) Since the
(5) In order to determine equipment abnormalities, the criteria for judging equipment abnormalities can be determined by the position and size of sidebands, waveform disturbances and undulations, operating frequencies and odd harmonics. It is no longer necessary to determine the criteria by trial and error. Therefore, it is possible to reduce the time and labor for creating a standard for determining an abnormality of equipment as compared with the conventional case.
次に、本発明の実施例を説明する。
(実施例1)
図12は、誘導電動機14のベアリングを新品に取替えた後に、誘導電動機14単体を無負荷状態にして運転した場合の周波数解析の結果を示す。図12に示す解析結果を得るために用いた誘導電動機14は、定格出力が95kW 3kV 23A、極数が4P、定格回転数が1460min-1、絶縁階級がB種のものである。
Next, examples of the present invention will be described.
Example 1
FIG. 12 shows the result of frequency analysis when the
図12(a)は、起動直後の誘導電動機14の負荷電流の周波数解析の結果である。図12(a)に示す波形では、運転周波数(50Hz)を中心に、両側へ延びる山裾の減衰曲線が激しく乱れており、該減衰曲線のうねりも大きい。また、回転周波数に相当する±24.93Hzのサイドバンド周波数と、ベアリングの固有周波数(転動体7の公転周波数fC)に相当する±7.23Hzとその2倍の周波数である±14.43Hzのサイドバンド周波数が現われている。これは、新品のベアリングの初期段階で現われる現象である。ベアリングには、規格で定められた隙間が存在する。誘導電動機14の起動直後は、ベアリングの温度も上昇していない為に、新品のベアリングの初期段階では、この隙間が存在した状態でベアリングが回転することになる。したがって、駆動軸15に回転に伴う微小なトルク変動が回転周波数のサイドバンド周波数として現われる。また、ベアリングに補給したグリスも隅々に行き渡っていない為に、転動体7がベアリングの外輪10と内輪9とでスムーズに回転できず、結果として駆動軸15にベアリングの固有周波数に相当する微小なトルク変動が、サイドバンド周波数と減衰曲線の乱れとうねりとして現われている。
FIG. 12A shows the result of frequency analysis of the load current of the
図12(b)は、起動してから2時間が経過した後の誘導電動機14の負荷電流の周波数解析の結果である。図12(b)に示す波形は、図12(a)に示す波形と比較すると、運転周波数(50Hz)を中心に両側へ延びる山裾の減衰曲線のうねりが無くなり、波形の乱れも小さくなっている。これは、誘導電動機14の運転に伴い、ベアリングの温度が上昇し、転動体7、外輪10及び内輪9が熱で膨張したことでベアリングに元々あった隙間が小さくなった為である。
FIG. 12B shows the result of frequency analysis of the load current of the
図12(c)は、起動してから3時間が経過した後の誘導電動機14の負荷電流の周波数解析の結果である。運転時間の経過と共に、温度上昇でグリスが軟化してベアリングの内部に行き渡った事で、転動体7がベアリングの外輪10と内輪9とでスムーズに回転出来る様になり、その結果、図12(c)の波形のように、運転周波数(50Hz)を中心に両側へ延びる山裾の減衰曲線の乱れが無くなった。
FIG. 12C shows the result of frequency analysis of the load current of the
つまり、この現象は、新品のベアリングが運転時間の経過と共に馴染んでいく過程を忠実に物語っていることを示している。更に誘導電動機14の運転を継続すると、今度はグリスの劣化等によって、誘導電動機14の負荷電流の周波数解析の結果は、図12(c)に示す波形から、図12(b)に示す波形の状態に移行する。更にグリスの劣化が進行し、グリスが潤滑油としての機能を失えば、ベアリングの転動体7又は外輪10や内輪9が損傷することとなり、図12(a)に示す波形の状態に移行することで、ベアリングの異常を診断することができる。
In other words, this phenomenon shows that a new bearing faithfully describes the process of getting used as the operating time elapses. If the operation of the
(実施例2)
図13は、誘導電動機14の零相電流を周波数解析した結果を示す。図13に示す解析結果を得るために用いた誘導電動機14は、定格出力が1.5kW 400V 3.6A、極数が6P、定格回転数が935min-1、絶縁階級がB種のものである。具体的に図13(a)は、誘導電動機14の固定子コイルが正常な場合の零相電流を周波数解析した結果を示し、図13(b)は、誘導電動機14の固定子コイルで異常(レアショート)が生じた場合の零相電流を周波数解析した結果を示す。
(Example 2)
FIG. 13 shows the result of frequency analysis of the zero-phase current of the
前述した様に、誘導電動機14の零相電流は、(式4)から通常であれば零となり、その周波数解析の結果では、特徴となる運転周波数fL及びその奇数高調波nfL(nは3以上の奇数の整数値)は現れないか、又は非常に小さな値となる。その状態が図13(a)に示す状態であって、図13(a)に示す零相電流の周波数解析の結果では、僅かに運転周波数fL及びその奇数高調波nfL(nは3以上の奇数の整数値)が現れている。これは、該誘導電動機の固定子コイルに異常は無く正常な状態であることを示している。
As described above, the zero-phase current of the
一方、図13(b)では、運転周波数fLを中心にして両脇に回転周波数に相当するサイドバンド周波数(±16.63Hzとその2倍の周波数)が現れている。また、奇数高調波(特に3次,5次,7次)が大きく現われている(図13(b)の下向きの矢印線が指している箇所を参照)。更に運転周波数fLの近傍と同様に、各々の奇数高調波nfLを中心に山裾の様な減衰曲線が現れていると共に、回転周波数のサイドバンド周波数も現われている。固定子コイルによって発生する回転磁界の磁束分布が方形波をなしている為に誘導電動機14の相電流に奇数高調波が重畳されるが、正常であれば零相電流では奇数高調波nfLが零となるか非常に小さい値になるものが、奇数高調波nfLが顕著に現れているということは固定子コイルに異常を来たしていることを示している。この結果を踏まえて、誘導電動機14を開放して調査したところU相の第一コイルがレアショートしていた。また、運転周波数fLや奇数高調波nfLの両脇に回転周波数のサイドバンド周波数が存在しているのは、固定子コイルのレアショートによって回転磁界のアンバランスが生じたことで、駆動軸15に微小なトルク変動が生じた為である。なお、奇数高調波そのものではなく、奇数高調波付近の減衰曲線の乱れやうねりを確認するようにしてもよい。
On the other hand, in FIG. 13B, sideband frequencies (± 16.63 Hz and twice the frequency) corresponding to the rotation frequency appear on both sides with the operating frequency f L as the center. In addition, odd harmonics (particularly the third, fifth, and seventh orders) appear greatly (see the part indicated by the downward arrow line in FIG. 13B). Further, similarly to the vicinity of the operating frequency f L , an attenuation curve like a mountain tail appears around each odd harmonic nf L and a sideband frequency of the rotational frequency also appears. Since the magnetic flux distribution of the rotating magnetic field generated by the stator coil forms a square wave, odd harmonics are superimposed on the phase current of the
尚、以上説明した本発明の実施形態は、コンピュータがプログラムを実行することによって実現することができる。また、プログラムをコンピュータに供給するための手段、例えばかかるプログラムを記録したCD−ROM等のコンピュータ読み取り可能な記録媒体、又はかかるプログラムを伝送する伝送媒体も本発明の実施の形態として適用することができる。また、前記プログラムを記録したコンピュータ読み取り可能な記録媒体などのプログラムプロダクトも本発明の実施の形態として適用することができる。前記のプログラム、コンピュータ読み取り可能な記録媒体、伝送媒体及びプログラムプロダクトは、本発明の範疇に含まれる。
また、以上説明した本発明の実施形態は、何れも本発明を実施するにあたっての具体化の例を示したものに過ぎず、これらによって本発明の技術的範囲が限定的に解釈されてはならないものである。すなわち、本発明はその技術思想、またはその主要な特徴から逸脱することなく、様々な形で実施することができる。
The embodiment of the present invention described above can be realized by a computer executing a program. Further, a means for supplying the program to the computer, for example, a computer-readable recording medium such as a CD-ROM recording such a program, or a transmission medium for transmitting such a program may be applied as an embodiment of the present invention. it can. A program product such as a computer-readable recording medium that records the program can also be applied as an embodiment of the present invention. The programs, computer-readable recording media, transmission media, and program products are included in the scope of the present invention.
In addition, the embodiments of the present invention described above are merely examples of implementation in carrying out the present invention, and the technical scope of the present invention should not be construed as being limited thereto. Is. That is, the present invention can be implemented in various forms without departing from the technical idea or the main features thereof.
本発明は、機器を駆動する誘導電動機の負荷電流及び零相電流の少なくとも何れか一方を計測し、その周波数解析の結果を、予め定められている挙動と比較することで誘導電動機を含む設備を構成する機器類の異常を診断する事が可能となり、鉄鋼業を始め化学プラント等の膨大な設備を有する業種において、安価で効果的な設備診断を可能とし広く応用できる。 The present invention provides a facility including an induction motor by measuring at least one of a load current and a zero-phase current of an induction motor that drives a device and comparing the result of frequency analysis with a predetermined behavior. This makes it possible to diagnose abnormalities in the components that make up the equipment, and enables inexpensive and effective equipment diagnosis and wide application in industries that have enormous facilities such as the steel industry and chemical plants.
7 ベアリングの転動体
8 駆動軸
9 ベアリングの内輪
10 ベアリングの外輪
14 診断対象の誘導電動機
15 誘導電動機の駆動軸
16 カップリング
17 機器類
18 誘導電動機の制御盤
19 電流検出器
20 データ収集装置
21 周波数解析装置
7 Rolling elements of bearing 8 Drive shaft 9 Inner ring of bearing 10 Outer ring of bearing 14 Induction motor to be diagnosed 15 Induction
Claims (4)
前記誘導電動機の少なくとも一相分の負荷電流を測定する電流測定工程と、
前記測定した負荷電流を周波数解析する周波数解析工程と、
前記周波数解析により得られた波形において、前記誘導電動機に印加される電圧の周波数である運転周波数の高周波数側及び低周波数側の両側に現われる側波帯の有無と、前記側波帯の位置及び大きさとの少なくとも何れかに基づいて、前記設備の異常の有無を判断し、前記設備の異常がある場合には、前記設備の異常の種類を判定する異常判定工程と、を有することを特徴とする設備の異常診断方法。 An equipment abnormality diagnosis method for diagnosing abnormality of equipment having an induction motor, a device driven by the induction motor, and a coupling that interconnects the induction motor and the device,
A current measuring step of measuring a load current for at least one phase of the induction motor;
A frequency analysis step for frequency analysis of the measured load current;
In the waveform obtained by the frequency analysis, the presence or absence of sidebands appearing on both the high frequency side and the low frequency side of the operating frequency, which is the frequency of the voltage applied to the induction motor, the position of the sidebands, and An abnormality determination step of determining whether there is an abnormality in the equipment based on at least one of the sizes, and determining the type of abnormality in the equipment when there is an abnormality in the equipment, An abnormality diagnosis method for equipment to be used.
前記誘導電動機の少なくとも一相分の負荷電流を測定する電流測定工程と、
前記測定した負荷電流を周波数解析する周波数解析工程と、
前記周波数解析により得られた波形の乱れ及びうねりの状態に基づいて、前記設備の異常の有無を判断し、前記設備の異常がある場合には、前記設備の異常の種類を判定する異常判定工程と、を有することを特徴とする設備の異常診断方法。 An equipment abnormality diagnosis method for diagnosing abnormality of equipment having an induction motor, a device driven by the induction motor, and a coupling that interconnects the induction motor and the device,
A current measuring step of measuring a load current for at least one phase of the induction motor;
A frequency analysis step for frequency analysis of the measured load current;
Abnormality determination step of determining the presence or absence of abnormality of the equipment based on the state of waveform disturbance and undulation obtained by the frequency analysis, and determining the type of abnormality of the equipment when there is abnormality of the equipment And an abnormality diagnosis method for equipment.
前記周波数解析工程は、前記測定した零相電流を周波数解析することを特徴とする請求項1又は2に記載の設備の異常診断方法。 In the current measuring step, instead of a load current for at least one phase of the induction motor, a zero-phase current of the induction motor is measured,
The equipment abnormality diagnosis method according to claim 1, wherein the frequency analysis step performs frequency analysis on the measured zero-phase current.
前記周波数工程は、前記測定した負荷電流及び零相電流の両者の周波数解析を行うことを特徴とする請求項1又は2に記載の設備の異常診断方法。 In the current measurement step, in addition to the load current for at least one phase of the induction motor, further measure the zero-phase current of the induction motor,
3. The facility abnormality diagnosis method according to claim 1, wherein the frequency step performs frequency analysis of both the measured load current and zero phase current.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009139446A JP4782218B2 (en) | 2009-06-10 | 2009-06-10 | Equipment abnormality diagnosis method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2009139446A JP4782218B2 (en) | 2009-06-10 | 2009-06-10 | Equipment abnormality diagnosis method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2010288352A true JP2010288352A (en) | 2010-12-24 |
| JP4782218B2 JP4782218B2 (en) | 2011-09-28 |
Family
ID=43543641
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2009139446A Expired - Fee Related JP4782218B2 (en) | 2009-06-10 | 2009-06-10 | Equipment abnormality diagnosis method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP4782218B2 (en) |
Cited By (39)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012157196A (en) * | 2011-01-27 | 2012-08-16 | Shinano Kenshi Co Ltd | Motor running-in method and motor drive device |
| JP2014512799A (en) * | 2011-04-29 | 2014-05-22 | アーベーベー・テヒノロギー・アーゲー | Method for monitoring demagnetization |
| JPWO2012164690A1 (en) * | 2011-05-31 | 2014-07-31 | 日立アプライアンス株式会社 | Refrigeration apparatus abnormality detection method and apparatus |
| JP5826955B1 (en) * | 2015-01-29 | 2015-12-02 | 根岸 正子 | Low voltage circuit diagnosis system and program |
| JP5875734B2 (en) * | 2013-03-29 | 2016-03-02 | 三菱電機株式会社 | Diagnostic device and switching device for electric motor |
| JP2016156643A (en) * | 2015-02-23 | 2016-09-01 | 株式会社日立製作所 | Symptom diagnosis system, symptom diagnosis method, and symptom diagnosis device |
| JP5985099B1 (en) * | 2016-03-31 | 2016-09-06 | 株式会社高田工業所 | Rotating machine system abnormality detection method, rotating machine system abnormality monitoring method using the abnormality detection method, and rotating machine system abnormality monitoring apparatus using the abnormality monitoring method |
| WO2017154091A1 (en) * | 2016-03-08 | 2017-09-14 | 株式会社日立製作所 | Rotary machine diagnostic device and diagnostic method |
| WO2017195698A1 (en) * | 2016-05-09 | 2017-11-16 | パナソニックIpマネジメント株式会社 | Electric power generation facility monitoring system, electric power generation facility monitoring method, and program |
| WO2017221588A1 (en) * | 2016-06-21 | 2017-12-28 | 三菱電機株式会社 | Load abnormality detection device |
| WO2018020563A1 (en) * | 2016-07-26 | 2018-02-01 | 三菱電機株式会社 | Electric motor diagnosis device |
| JP2018117431A (en) * | 2017-01-17 | 2018-07-26 | 株式会社トーエネック | Short-circuit diagnosis device for rotating machine and short-circuit diagnosis method for rotating machine |
| WO2018142569A1 (en) | 2017-02-03 | 2018-08-09 | 三菱電機株式会社 | Motor diagnosis device |
| WO2018158910A1 (en) * | 2017-03-02 | 2018-09-07 | 株式会社日立製作所 | Diagnostic device and diagnostic method |
| JP2019031205A (en) * | 2017-08-08 | 2019-02-28 | 住友重機械工業株式会社 | Shovel |
| JP2019049532A (en) * | 2017-09-08 | 2019-03-28 | 日本ギア工業株式会社 | Diagnostic method and device of abnormality or degradation |
| WO2019082277A1 (en) * | 2017-10-24 | 2019-05-02 | 三菱電機株式会社 | Anomaly assessment device, anomaly assessment method, and anomaly assessment system |
| WO2019186909A1 (en) * | 2018-03-29 | 2019-10-03 | 株式会社日立製作所 | Diagnosis device and diagnosis method |
| JP2019209296A (en) * | 2018-06-07 | 2019-12-12 | 三菱日立パワーシステムズ株式会社 | Control device, control system, control method and program |
| CN111077381A (en) * | 2018-10-22 | 2020-04-28 | 株式会社日立制作所 | Diagnostic system for rotary machine |
| JPWO2019130563A1 (en) * | 2017-12-28 | 2020-06-18 | 三菱電機株式会社 | Electric vehicle control device |
| CN111344946A (en) * | 2017-11-22 | 2020-06-26 | 三菱电机株式会社 | Equipment deterioration diagnosis device |
| US10698031B2 (en) | 2018-02-02 | 2020-06-30 | R. Gene Smiley | Systems and methods for obtaining and validating performance data on motors |
| WO2020189014A1 (en) | 2019-03-15 | 2020-09-24 | オムロン株式会社 | Abnormality diagnosis device and abnormality diagnosis method |
| WO2020208743A1 (en) * | 2019-04-10 | 2020-10-15 | 三菱電機株式会社 | Abnormality diagnosis device for electric motor equipment, abnormality diagnosis method for electric motor equipment, and abnormality diagnosis system for electric motor equipment |
| JP2020176998A (en) * | 2019-04-23 | 2020-10-29 | ルネサスエレクトロニクス株式会社 | Semiconductor devices, motor control systems, and error detection methods |
| US20200406483A1 (en) * | 2018-02-28 | 2020-12-31 | Nissan Motor Co., Ltd. | Malfunction-type determination device and malfunction-type determination method |
| US10883895B2 (en) | 2016-12-15 | 2021-01-05 | Mitsubishi Electric Corporation | Abnormality diagnostic device for power transmission mechanism and abnormality diagnostic method for power transmission mechanism |
| EP3828656A1 (en) | 2019-11-29 | 2021-06-02 | Hitachi, Ltd. | Diagnostic device and diagnostic method |
| WO2021166042A1 (en) * | 2020-02-17 | 2021-08-26 | 三菱電機株式会社 | Diagnostic device of permanent magnet synchronous motor, and inverter comprising said diagnostic device |
| KR20210120049A (en) | 2019-03-15 | 2021-10-06 | 오므론 가부시키가이샤 | Anomaly diagnosis device and abnormality diagnosis method |
| EP3910353A1 (en) * | 2020-04-30 | 2021-11-17 | Chauvin Arnoux | Method for breaking up charges using an electrical signature |
| JPWO2020136897A1 (en) * | 2018-12-28 | 2021-11-25 | 株式会社安川電機 | Fluid pumping system, power conversion system, power conversion device and fluid pumping method |
| WO2021246158A1 (en) * | 2020-06-04 | 2021-12-09 | 株式会社辰巳菱機 | Load test device and cap for load test device |
| CN114051584A (en) * | 2019-06-28 | 2022-02-15 | 川崎重工业株式会社 | Fault diagnosis device and fault diagnosis method for speed reducer |
| WO2022176730A1 (en) * | 2021-02-19 | 2022-08-25 | 三菱パワー株式会社 | Diagnosis system, diagnosis method, and program |
| WO2023181540A1 (en) | 2022-03-24 | 2023-09-28 | 株式会社Jsol | Simulation device, simulation device control method, and simulation device program |
| WO2024218858A1 (en) * | 2023-04-18 | 2024-10-24 | 三菱電機株式会社 | Abnormality diagnosis device and abnormality diagnosis method |
| WO2025017843A1 (en) * | 2023-07-18 | 2025-01-23 | 三菱電機株式会社 | Abnormality assessment device, learning device, power supply device, abnormality assessment system, and abnormality assessment method |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6410572B2 (en) * | 2014-11-11 | 2018-10-24 | 旭化成エンジニアリング株式会社 | Current diagnostic device and current diagnostic method |
| JP7046064B2 (en) | 2017-06-29 | 2022-04-01 | 三菱電機株式会社 | Diagnostic device for motors |
| JP7381390B2 (en) | 2020-04-13 | 2023-11-15 | 株式会社日立製作所 | Abnormality diagnosis device and maintenance management system |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54154059A (en) * | 1978-05-25 | 1979-12-04 | Nippon Steel Corp | Method of and device for identifying malfunction of rotary machine |
| JPH1183686A (en) * | 1997-09-01 | 1999-03-26 | Nippon Steel Corp | Method and apparatus for diagnosing abnormality of mechanical equipment |
| JP2000184658A (en) * | 1998-12-11 | 2000-06-30 | Osaka Gas Co Ltd | Diagnostic device for induction motor |
| JP2003287557A (en) * | 2002-03-27 | 2003-10-10 | Tokyo Gas Co Ltd | Motor insulation monitoring system |
-
2009
- 2009-06-10 JP JP2009139446A patent/JP4782218B2/en not_active Expired - Fee Related
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS54154059A (en) * | 1978-05-25 | 1979-12-04 | Nippon Steel Corp | Method of and device for identifying malfunction of rotary machine |
| JPH1183686A (en) * | 1997-09-01 | 1999-03-26 | Nippon Steel Corp | Method and apparatus for diagnosing abnormality of mechanical equipment |
| JP2000184658A (en) * | 1998-12-11 | 2000-06-30 | Osaka Gas Co Ltd | Diagnostic device for induction motor |
| JP2003287557A (en) * | 2002-03-27 | 2003-10-10 | Tokyo Gas Co Ltd | Motor insulation monitoring system |
Cited By (87)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012157196A (en) * | 2011-01-27 | 2012-08-16 | Shinano Kenshi Co Ltd | Motor running-in method and motor drive device |
| US9823308B2 (en) | 2011-04-29 | 2017-11-21 | Abb Schweiz Ag | Method for monitoring demagnetization |
| JP2014512799A (en) * | 2011-04-29 | 2014-05-22 | アーベーベー・テヒノロギー・アーゲー | Method for monitoring demagnetization |
| JPWO2012164690A1 (en) * | 2011-05-31 | 2014-07-31 | 日立アプライアンス株式会社 | Refrigeration apparatus abnormality detection method and apparatus |
| JP5619884B2 (en) * | 2011-05-31 | 2014-11-05 | 日立アプライアンス株式会社 | Refrigeration apparatus abnormality detection method and apparatus |
| KR101852246B1 (en) * | 2013-03-29 | 2018-04-25 | 미쓰비시덴키 가부시키가이샤 | Electric motor diagnosis device and switching device |
| JPWO2014156386A1 (en) * | 2013-03-29 | 2017-02-16 | 三菱電機株式会社 | Diagnostic device and switching device for electric motor |
| JP5875734B2 (en) * | 2013-03-29 | 2016-03-02 | 三菱電機株式会社 | Diagnostic device and switching device for electric motor |
| JP2016138861A (en) * | 2015-01-29 | 2016-08-04 | 根岸 正子 | Low-voltage circuit diagnostic system and program |
| JP5826955B1 (en) * | 2015-01-29 | 2015-12-02 | 根岸 正子 | Low voltage circuit diagnosis system and program |
| JP2016156643A (en) * | 2015-02-23 | 2016-09-01 | 株式会社日立製作所 | Symptom diagnosis system, symptom diagnosis method, and symptom diagnosis device |
| JPWO2017154091A1 (en) * | 2016-03-08 | 2018-08-02 | 株式会社日立製作所 | Diagnostic apparatus and diagnostic method for rotating machine |
| WO2017154091A1 (en) * | 2016-03-08 | 2017-09-14 | 株式会社日立製作所 | Rotary machine diagnostic device and diagnostic method |
| US10962449B2 (en) | 2016-03-08 | 2021-03-30 | Hitachi, Ltd. | Diagnostic device and diagnostic method for rotary machine |
| JP5985099B1 (en) * | 2016-03-31 | 2016-09-06 | 株式会社高田工業所 | Rotating machine system abnormality detection method, rotating machine system abnormality monitoring method using the abnormality detection method, and rotating machine system abnormality monitoring apparatus using the abnormality monitoring method |
| WO2017168796A1 (en) * | 2016-03-31 | 2017-10-05 | 株式会社高田工業所 | Abnormality detection method for rotary mechanical system, abnormality monitoring method for rotary mechanical system using said abnormality detection method, and abnormality monitoring device for rotary mechanical system using said abnormality detection method |
| JP2017181437A (en) * | 2016-03-31 | 2017-10-05 | 株式会社高田工業所 | Rotary machine system abnormality detection method, rotary machine system abnormality monitoring method using abnormality detection method, and rotary machine system abnormality monitoring device using abnormality monitoring method |
| WO2017195698A1 (en) * | 2016-05-09 | 2017-11-16 | パナソニックIpマネジメント株式会社 | Electric power generation facility monitoring system, electric power generation facility monitoring method, and program |
| JPWO2017195698A1 (en) * | 2016-05-09 | 2019-03-07 | パナソニックIpマネジメント株式会社 | Power generation facility monitoring system, power generation facility monitoring method, and program |
| US11204388B2 (en) | 2016-05-09 | 2021-12-21 | Panasonic Intellectual Property Management Co., Ltd. | Power generation equipment monitoring system, power generation equipment monitoring method and program |
| WO2017221588A1 (en) * | 2016-06-21 | 2017-12-28 | 三菱電機株式会社 | Load abnormality detection device |
| JP6293388B1 (en) * | 2016-06-21 | 2018-03-14 | 三菱電機株式会社 | Load abnormality detection device |
| EP3474029A4 (en) * | 2016-06-21 | 2019-06-05 | Mitsubishi Electric Corporation | Load abnormality detection device |
| KR102097510B1 (en) * | 2016-06-21 | 2020-04-06 | 미쓰비시덴키 가부시키가이샤 | Load abnormality detection device |
| KR20180121985A (en) * | 2016-06-21 | 2018-11-09 | 미쓰비시덴키 가부시키가이샤 | Load abnormality detection device |
| CN109313233A (en) * | 2016-06-21 | 2019-02-05 | 三菱电机株式会社 | Load abnormal detection device |
| EP3492938A4 (en) * | 2016-07-26 | 2019-06-05 | Mitsubishi Electric Corporation | Electric motor diagnosis device |
| KR20190020757A (en) * | 2016-07-26 | 2019-03-04 | 미쓰비시덴키 가부시키가이샤 | Diagnostic equipment of motors |
| WO2018020563A1 (en) * | 2016-07-26 | 2018-02-01 | 三菱電機株式会社 | Electric motor diagnosis device |
| KR102139164B1 (en) | 2016-07-26 | 2020-07-29 | 미쓰비시덴키 가부시키가이샤 | Diagnostic device of electric motor |
| DE112017005650B4 (en) | 2016-12-15 | 2023-09-07 | Mitsubishi Electric Corporation | TRANSMISSION MECHANISM ANOMALY DIAGNOSTIC DEVICE AND TRANSMISSION MECHANISM ANOMALY DIAGNOSTIC PROCEDURE |
| US10883895B2 (en) | 2016-12-15 | 2021-01-05 | Mitsubishi Electric Corporation | Abnormality diagnostic device for power transmission mechanism and abnormality diagnostic method for power transmission mechanism |
| JP2018117431A (en) * | 2017-01-17 | 2018-07-26 | 株式会社トーエネック | Short-circuit diagnosis device for rotating machine and short-circuit diagnosis method for rotating machine |
| WO2018142569A1 (en) | 2017-02-03 | 2018-08-09 | 三菱電機株式会社 | Motor diagnosis device |
| KR20190099300A (en) | 2017-02-03 | 2019-08-26 | 미쓰비시덴키 가부시키가이샤 | Diagnostic device of electric motor |
| WO2018158910A1 (en) * | 2017-03-02 | 2018-09-07 | 株式会社日立製作所 | Diagnostic device and diagnostic method |
| JP6999326B2 (en) | 2017-08-08 | 2022-01-18 | 住友重機械工業株式会社 | Excavator, diagnostic method |
| JP2019031205A (en) * | 2017-08-08 | 2019-02-28 | 住友重機械工業株式会社 | Shovel |
| JP2019049532A (en) * | 2017-09-08 | 2019-03-28 | 日本ギア工業株式会社 | Diagnostic method and device of abnormality or degradation |
| JPWO2019082277A1 (en) * | 2017-10-24 | 2020-11-19 | 三菱電機株式会社 | Abnormality diagnosis device, abnormality diagnosis method and abnormality diagnosis system |
| WO2019082277A1 (en) * | 2017-10-24 | 2019-05-02 | 三菱電機株式会社 | Anomaly assessment device, anomaly assessment method, and anomaly assessment system |
| KR20200053579A (en) * | 2017-10-24 | 2020-05-18 | 미쓰비시덴키 가부시키가이샤 | Fault diagnosis device, fault diagnosis method and fault diagnosis system |
| KR102427372B1 (en) * | 2017-10-24 | 2022-07-29 | 미쓰비시덴키 가부시키가이샤 | Abnormality diagnosis device, abnormality diagnosis method, and abnormality diagnosis system |
| US11953555B2 (en) | 2017-10-24 | 2024-04-09 | Mitsubishi Electric Corporation | Abnormality diagnosis device, abnormality diagnosis method, and abnormality diagnosis system |
| CN111344946A (en) * | 2017-11-22 | 2020-06-26 | 三菱电机株式会社 | Equipment deterioration diagnosis device |
| JPWO2019130563A1 (en) * | 2017-12-28 | 2020-06-18 | 三菱電機株式会社 | Electric vehicle control device |
| US10698031B2 (en) | 2018-02-02 | 2020-06-30 | R. Gene Smiley | Systems and methods for obtaining and validating performance data on motors |
| US20200406483A1 (en) * | 2018-02-28 | 2020-12-31 | Nissan Motor Co., Ltd. | Malfunction-type determination device and malfunction-type determination method |
| US11951615B2 (en) * | 2018-02-28 | 2024-04-09 | Nissan Motor Co., Ltd. | Malfunction-type determination device and malfunction-type determination method |
| JPWO2019186909A1 (en) * | 2018-03-29 | 2020-10-22 | 株式会社日立製作所 | Diagnostic device and diagnostic method |
| WO2019186909A1 (en) * | 2018-03-29 | 2019-10-03 | 株式会社日立製作所 | Diagnosis device and diagnosis method |
| TWI764003B (en) * | 2018-06-07 | 2022-05-11 | 日商三菱動力股份有限公司 | Control device, control system, control method and program |
| JP2019209296A (en) * | 2018-06-07 | 2019-12-12 | 三菱日立パワーシステムズ株式会社 | Control device, control system, control method and program |
| JP7457452B2 (en) | 2018-06-07 | 2024-03-28 | 三菱重工業株式会社 | Control device, control system, control method and control program |
| WO2019235604A1 (en) * | 2018-06-07 | 2019-12-12 | 三菱日立パワーシステムズ株式会社 | Control device, control system, control method, and program |
| US11088652B2 (en) | 2018-10-22 | 2021-08-10 | Hitachi, Ltd. | Rotary machine diagnostic system |
| JP7059161B2 (en) | 2018-10-22 | 2022-04-25 | 株式会社日立製作所 | Rotating machine diagnostic system |
| CN111077381A (en) * | 2018-10-22 | 2020-04-28 | 株式会社日立制作所 | Diagnostic system for rotary machine |
| JP2020067281A (en) * | 2018-10-22 | 2020-04-30 | 株式会社日立製作所 | Rotating machine diagnosis system |
| CN111077381B (en) * | 2018-10-22 | 2021-12-14 | 株式会社日立制作所 | Diagnostic system for rotary machine |
| JPWO2020136897A1 (en) * | 2018-12-28 | 2021-11-25 | 株式会社安川電機 | Fluid pumping system, power conversion system, power conversion device and fluid pumping method |
| JP7585044B2 (en) | 2018-12-28 | 2024-11-18 | 株式会社安川電機 | Fluid pumping system, power conversion system, power conversion device, and fluid pumping method |
| US11933289B2 (en) | 2018-12-28 | 2024-03-19 | Kabushiki Kaisha Yaskawa Denki | Selective fluid pumping system |
| KR20210120049A (en) | 2019-03-15 | 2021-10-06 | 오므론 가부시키가이샤 | Anomaly diagnosis device and abnormality diagnosis method |
| WO2020189014A1 (en) | 2019-03-15 | 2020-09-24 | オムロン株式会社 | Abnormality diagnosis device and abnormality diagnosis method |
| WO2020208743A1 (en) * | 2019-04-10 | 2020-10-15 | 三菱電機株式会社 | Abnormality diagnosis device for electric motor equipment, abnormality diagnosis method for electric motor equipment, and abnormality diagnosis system for electric motor equipment |
| CN113647013B (en) * | 2019-04-10 | 2024-05-10 | 三菱电机株式会社 | Abnormality diagnosis device for motor apparatus, abnormality diagnosis method for motor apparatus, and abnormality diagnosis system for motor apparatus |
| CN113647013A (en) * | 2019-04-10 | 2021-11-12 | 三菱电机株式会社 | Abnormality diagnosis device for motor apparatus, abnormality diagnosis method for motor apparatus, and abnormality diagnosis system for motor apparatus |
| JPWO2020208743A1 (en) * | 2019-04-10 | 2021-10-14 | 三菱電機株式会社 | Motor equipment abnormality diagnosis device, motor equipment abnormality diagnosis method, and motor equipment abnormality diagnosis system |
| JP7109656B2 (en) | 2019-04-10 | 2022-07-29 | 三菱電機株式会社 | Abnormality Diagnosis Device for Electric Motor Equipment, Abnormality Diagnosis Method for Electric Motor Equipment, and Abnormality Diagnosis System for Electric Motor Equipment |
| JP7161439B2 (en) | 2019-04-23 | 2022-10-26 | ルネサスエレクトロニクス株式会社 | Semiconductor device and motor control system |
| JP2020176998A (en) * | 2019-04-23 | 2020-10-29 | ルネサスエレクトロニクス株式会社 | Semiconductor devices, motor control systems, and error detection methods |
| CN114051584B (en) * | 2019-06-28 | 2024-04-09 | 川崎重工业株式会社 | Failure diagnosis device and failure diagnosis method for speed reducer |
| CN114051584A (en) * | 2019-06-28 | 2022-02-15 | 川崎重工业株式会社 | Fault diagnosis device and fault diagnosis method for speed reducer |
| US11372048B2 (en) | 2019-11-29 | 2022-06-28 | Hitachi, Ltd. | Diagnostic device and diagnostic method |
| EP3828656A1 (en) | 2019-11-29 | 2021-06-02 | Hitachi, Ltd. | Diagnostic device and diagnostic method |
| JP7379652B2 (en) | 2020-02-17 | 2023-11-14 | 三菱電機株式会社 | Permanent magnet synchronous motor diagnostic device and inverter equipped with the same |
| WO2021166042A1 (en) * | 2020-02-17 | 2021-08-26 | 三菱電機株式会社 | Diagnostic device of permanent magnet synchronous motor, and inverter comprising said diagnostic device |
| JPWO2021166042A1 (en) * | 2020-02-17 | 2021-08-26 | ||
| EP3910353A1 (en) * | 2020-04-30 | 2021-11-17 | Chauvin Arnoux | Method for breaking up charges using an electrical signature |
| WO2021246158A1 (en) * | 2020-06-04 | 2021-12-09 | 株式会社辰巳菱機 | Load test device and cap for load test device |
| JP7058452B1 (en) * | 2020-06-04 | 2022-04-22 | 株式会社辰巳菱機 | Load test equipment, load test equipment cap |
| US12140636B2 (en) | 2020-06-04 | 2024-11-12 | Tatsumi Ryoki Co., Ltd | Load test device and cap of load test device |
| WO2022176730A1 (en) * | 2021-02-19 | 2022-08-25 | 三菱パワー株式会社 | Diagnosis system, diagnosis method, and program |
| WO2023181540A1 (en) | 2022-03-24 | 2023-09-28 | 株式会社Jsol | Simulation device, simulation device control method, and simulation device program |
| WO2024218858A1 (en) * | 2023-04-18 | 2024-10-24 | 三菱電機株式会社 | Abnormality diagnosis device and abnormality diagnosis method |
| WO2025017843A1 (en) * | 2023-07-18 | 2025-01-23 | 三菱電機株式会社 | Abnormality assessment device, learning device, power supply device, abnormality assessment system, and abnormality assessment method |
Also Published As
| Publication number | Publication date |
|---|---|
| JP4782218B2 (en) | 2011-09-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4782218B2 (en) | Equipment abnormality diagnosis method | |
| JP6410572B2 (en) | Current diagnostic device and current diagnostic method | |
| Immovilli et al. | Bearing fault model for induction motor with externally induced vibration | |
| Singh et al. | Motor current signature analysis for bearing fault detection in mechanical systems | |
| Frosini et al. | Stator current and motor efficiency as indicators for different types of bearing faults in induction motors | |
| Thorsen et al. | Condition monitoring methods, failure identification and analysis for high voltage motors in petrochemical industry | |
| Alwodai et al. | A study of motor bearing fault diagnosis using modulation signal bispectrum analysis of motor current signals | |
| Fenger et al. | Development of a tool to detect faults in induction motors via current signature analysis | |
| Trajin et al. | Comparison between vibration and stator current analysis for the detection of bearing faults in asynchronous drives | |
| JP2011259624A (en) | Method and device for removing high frequency electromagnetic vibration component of vibration data of rolling bearing section and method and device for diagnosing rolling bearing of rotary machine | |
| JP7109656B2 (en) | Abnormality Diagnosis Device for Electric Motor Equipment, Abnormality Diagnosis Method for Electric Motor Equipment, and Abnormality Diagnosis System for Electric Motor Equipment | |
| US7034706B1 (en) | Early warning and problem detection in rotating machinery by monitoring shaft voltage and/or grounding current | |
| WO2004070402A1 (en) | Harmonic diagnosing method for electric facility | |
| RU2339049C1 (en) | Diagnostic method of alternating current motor and associated mechanical appliances | |
| KR100810979B1 (en) | Fault detection method of induction motor | |
| önel et al. | Detection of outer raceway bearing defects in small induction motors using stator current analysis | |
| RU2300116C2 (en) | Mode of diagnostics od electrical engines of alternating current and of mechanical arrangements involved with them | |
| Courrech et al. | Condition monitoring of machinery | |
| Blodt et al. | Mechanical fault detection in induction motor drives through stator current monitoring-theory and application examples | |
| Sinha et al. | ANN based fault detection scheme for bearing condition monitoring in SRIMs using FFT, DWT and band-pass filters | |
| Shrivastava et al. | Vibration signature analysis for ball bearing of three phase induction motor | |
| Li et al. | Fault detection in small fan motors using MCSA | |
| Harihara et al. | Sensorless detection of cavitation in centrifugal pumps | |
| Ali et al. | Test rig for the fault diagnosis of 3-phase small scale induction motor | |
| Immovilli et al. | Currents and vibrations in asynchronous motor with externally induced vibration |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20110307 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20110315 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20110408 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20110412 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20110524 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20110614 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20110706 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140715 Year of fee payment: 3 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 4782218 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140715 Year of fee payment: 3 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140715 Year of fee payment: 3 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| FPAY | Renewal fee payment (event date is renewal date of database) |
Free format text: PAYMENT UNTIL: 20140715 Year of fee payment: 3 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| LAPS | Cancellation because of no payment of annual fees |